冲裁工艺及冲裁模设计教材
- 格式:pptx
- 大小:3.93 MB
- 文档页数:40




第3章冲裁工艺及冲裁模具设计3.1 冲裁过程与冲裁件质量3.2 冲裁模间隙冲裁是最基本的冲压工序,本章是本课程的重点。
在分析冲裁变形过程及冲裁件质量影响因素的基础上,介绍冲裁工艺计算、工艺方案制定和冲裁模设计。
涉及冲裁变形过程分析、冲裁件质量及影响因素、间隙确定、刃口尺寸计算原则和方法、排样设计、冲裁力与压力中心计算、冲裁工艺性分析与工艺方案制定、冲裁典型结构、零部件设计及模具标准应用、冲裁模设计方法与步骤等。
学习目的与要求:1.了解冲裁变形规律、变形过程;2.了解冲裁件质量及影响因素;重点:1.冲裁变形过程及变形规律;2.冲裁件断面质量;3.冲裁间隙及合理间隙的确定。
难点:1.冲裁变形规律及冲裁件质量影响因素;2.冲裁件的质量及影响因素;3.合理间隙的确定。
冲裁是冷冲压技术中的一项重要内容,它在冲压生产中所占的比例非常大,有着非常重要的地位。
冲裁不仅可以直接在平板毛坯上进行,还可在弯曲、拉伸等半成品上进行,作为这些工序的后续工序。
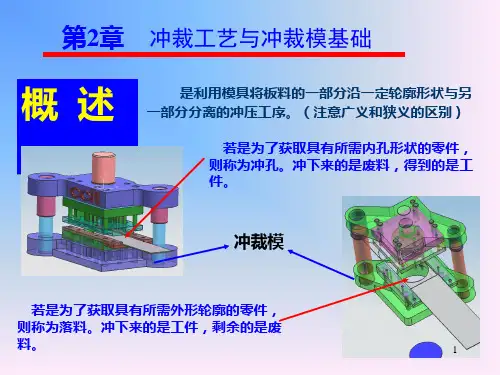
冲裁:就是指利用模具在压力机上使材料与制件沿一定的轮廓线产生相互分离的工序。
广义上来讲,冲裁包括了所有的分离工序。
但一般情况下,冲裁主要是指冲孔和落料两大工序。
落料:是指材料沿封闭的轮廓线产生完全的分离,冲裁轮廓线以内的部分为制件,以外的部分为废料;冲孔:材料沿封闭的轮廓线产生完全的分离,冲裁轮廓线以外的部分为制件,以内的部分为废料。
如冲压内径为d、外径为D的垫圈制件,获得内径d的过程为冲孔,获得外径D的过程为落料。
所以一个简单的垫圈制件是由落料与冲孔两个工序结合而成的。
3.1 冲裁过程与冲裁件质量3.1.1 冲裁变形过程图3-1 冲裁过程示意1—模柄2—凸模3—条料4—凹模5—下模座冲裁过程如图3-1所示。
当条料送入凸模与凹模之间后,凸模下压,在凸模和凹模共同作用下,使材料产生分离。
整个过程可以分为三个阶段:1.弹性变形阶段:当凸模施加给材料的作用力没有超过材料的屈服极限时,此时,如果凸模回程,板料即恢复平直的原始状态,此阶段为弹性变形阶段。
冲裁工艺和冲裁模具设计(doc 11页)第2单元冲裁工艺与冲裁模具设计教学课题冲裁工艺及模具计划课时10教学目标1.掌握冲裁模设计基础;2.了解冲裁模设计应用。
教学重点冲裁模设计基础。
教学难点冲裁模设计基础。
教学内容所用时间二提出问题如果要你制作一个或几个垫片,你通常会想到哪些方法?如果要求你制作一匹垫片,通常用什么方法?本讲的问题提出:1.冲裁变形原理2.冲裁件的质量分析3.冲裁工艺分析4.冲裁模的分类5.排样6.计算冲压力7.冲压设备的选择8.确定模具压力中心9.冲裁模刃口尺寸计算10.凸模、凹模的结构设计11.定位零件12.导向零件13.卸料与顶件装置14.连接与固定零件三提1.掌握冲裁变形原理;出要求2.掌握排样、计算冲压力;3.掌握冲裁模刃口尺寸计算;4.其它仅作了解。
四分析解答问题(一)冲裁变形原理如下图所示是金属板料的冲裁变形过程。
变形过程大致可分为三个阶段。
(a) 弹性变形阶段(b) 塑性变形阶段(c) 分离阶段(a)弹性变形阶段(b)塑性变形阶段(c)分离阶段1、弹性变形阶段变形区内部材料应力小于屈服应力2、塑性变形阶段变形区内部材料应力大于屈服应力。
凸、凹模间隙存在,变形复杂,并非纯塑性剪切变形,还伴随有弯曲、拉伸,凸、凹模有压缩等变形。
3、分离阶段变形区内部材料应力大于强度极限。
裂纹首先产生在凹模刃口附近的侧面→凸模刃口附近的侧面→上、下裂纹扩展相遇→材料分离冲裁件断面特征:圆角带:塑性剪切变形。
质量最好的区域。
光亮带:塑性剪切变形。
质量最好的区域。
断裂带:裂纹形成及扩展。
毛刺区:间隙存在,裂纹产生不在刃尖,毛刺不可避免。
此外,间隙不正常、刃口不锋利,还会加大毛刺。
(二)冲裁件的质量分析冲裁件质量:指断面状况、尺寸精度和形状误差。
断面状况:垂直、光洁、毛刺小。
冲裁间隙对于断面质量起决定性的作用。
在具有合理间隙的冲裁条件下,冲裁件所产生的初始裂纹将重合,可得正常的冲裁件断面质量。