广域环境因素对铝合金MIG焊接质量的影响
- 格式:doc
- 大小:23.00 KB
- 文档页数:2
焊接质量影响因素及控制摘要:焊接由于节省大量的材料生产效率高,是制造业中主要的加工工艺之一,几乎涉及到所有的产,如品航空航天元器件及结构的焊接制作,工业产品及厂房的制作安装,民用产品的制造等等。
但影响焊接制造质量结果的因素较多,如何利用现有设备及焊接材料和操作人员的技能情况,制定适合的焊接工艺规程保证焊接产品的质量,就显得尤为重要,本文主要通过对焊接质量影响因素的分析及相关措施的探讨,为焊接制造质量管控提供一些参考。
关键词:焊接质量;影响因素;控制引言焊接影响因素虽然较多,但从焊接制造过程涉及的几方面要素来说,主要包括几个方面的因素,下面主要从人、机、料、法、环五要素进行分析,并提出管控方向。
1操作人员因素这一因素对焊接工作来说就就是焊工,也包括焊接设备的操作人员。
各种不同的焊接方法对焊工的依赖程度不同,手工操作占支配地位的手弧焊接,焊工操作技能的水平与谨慎认真的态度对焊接质量至关重要。
即使埋弧自动焊,焊接规范的调整与施焊也离不开人的操作。
由于焊工质量意识差、操作粗心大意,不遵守焊接工艺规程,操作技能差等都可能影响焊接质量。
控制措施可以从以下几方面着手:加强“质量第一,用户第一,下道工序就是用户”的质量意识教育,提高责任心与一丝不苟的工作作风,并建立质量责任制。
定期进行岗位培训,从理论上认识执行工艺规程的重要性,从实践上提高操作技能。
加强焊接工序的自检与专职检查。
执行焊工考试制度,坚持持证上岗,建立焊工技术档案。
2机器设备因素机器设备这一因素对焊接来说就就是各种焊接设备。
焊接设备的性能,它的稳定性与可靠性对焊接质量会产生一定影响,特别就是结构复杂、机械化、自动化高的设备,由于对它的依赖性更高,因此要求它有更好、更稳定的性能。
在焊接质量体系中,要求建立包括焊接设备在内的各种在用设备的定期检查制度。
包括以下几个方面:定期的维护、保养与检修。
定期校验焊接设备上的电流表、电压表、气体流量计等计量仪表。
建立设备状况的技术档案。
MIG焊焊接铝合金时出现起皱缺陷可能是由多种因素引起的。
以下是一些可能的原因和相应的解决方案:
焊缝成形差:这可能是由于焊接规范选择不当、焊枪角度不正确、焊工操作不熟练、导电嘴孔径太大、焊接电弧没有严格对准坡口中心、焊丝和焊件及保护气体中含有水分等原因造成的。
为解决这个问题,可以反复调试选择合适的焊接规范,保持焊枪适合的倾角,加强焊工技能培训,选择合适的导电嘴径,力求使焊接电弧与坡口严格对中,焊前仔细清理焊丝、焊件,保证保护气体的纯度。
热裂纹:这可能是由于焊缝晶界处存在少量低熔点共晶体,或者存在较大的焊接拉应力等原因造成的。
为解决这个问题,可以在MIG焊焊缝水压试验结束后,在进行热钎焊时,把工件浸入水中进行,用夹具进行固定,保证钎焊接头正好处于水面上,这样热钎焊时就不会影响到MIG焊焊缝晶界处的低熔点物质,也就不会产生凝固裂纹。
6061铝合金MIG焊接头组织性能分析6061铝合金是一种常见的铝合金材料,具有优良的机械性能和耐腐蚀性能,常用于航空航天、汽车制造、建筑和电子等领域。
在实际工程中,常常需要对6061铝合金进行MIG焊接来实现零部件的连接和修复。
焊接接头的组织性能对焊缝的性能和使用寿命至关重要,在焊接过程中需要严格控制焊接参数和工艺条件,以获得较好的焊接接头质量。
6061铝合金的MIG焊接接头主要包括母材区、热影响区和焊缝区。
母材区是未受热影响的铝合金基体,其组织主要由等轴晶粒和析出相组成,具有较好的强度和塑性。
热影响区是焊接接头中受到焊接热源影响的区域,其组织通常会发生变化,出现晶粒长大、析出相消耗和固溶元素富集等现象。
焊缝区是焊接过程中熔化的铝合金,其组织取决于焊接参数和工艺条件,主要由铝基固溶体和析出相组成。
6061铝合金的MIG焊接接头组织性能受到很多因素的影响,包括焊接参数、焊接材料、气体保护和焊接工艺等。
在选择焊接参数时,需要考虑焊接电流、焊接电压、焊接速度和气体流量等因素,以保证焊接接头的质量和性能。
焊接材料的选择也很重要,一般选用与母材相似的铝合金焊丝或焊条,以确保焊接接头的相容性和成形性。
气体保护是保证焊接接头质量的关键,常用的保护气体包括纯氩气和氩氧混合气体,能够有效防止氧化和氮化等缺陷的产生。
在实际焊接过程中,需要对焊接接头的组织性能进行详细分析和评价,通过金相显微镜观察接头的金相组织,测量晶粒大小、析出相尺寸和相分布等参数。
通过扫描电镜、X射线衍射分析和硬度测试等手段,进一步研究接头的微观结构和力学性能,评估焊接接头的质量和可靠性。
总的来说,6061铝合金的MIG焊接接头组织性能分析是实现高质量焊接的关键一步,需要对焊接参数、焊接材料、气体保护和焊接工艺等因素进行全面评估,保证焊接接头的组织均匀、强度高、硬度适中,以满足工程要求和使用环境的需求。
通过不断的实验研究和工程实践,不断优化焊接工艺,提高焊接接头的质量和性能,推动6061铝合金材料在各个领域的应用和发展。
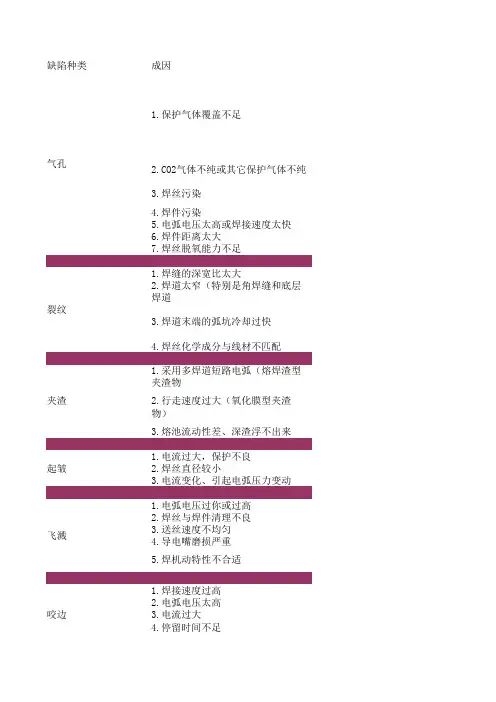
缺陷种类成因4.焊件污染5.电弧电压太高或焊接速度太快6.焊件距离太大7.焊丝脱氧能力不足1.焊缝的深宽比太大4.焊丝化学成分与线材不匹配3.熔池流动性差、深渣浮不出来1.电流过大,保护不良2.焊丝直径较小3.电流变化、引起电弧压力变动1.电弧电压过你或过高2.焊丝与焊件清理不良3.送丝速度不均匀4.导电嘴磨损严重1.焊接速度过高2.电弧电压太高3.电流过大4.停留时间不足5.焊机动特性不合适飞溅咬边3.焊道末端的弧坑冷却过快裂纹1.采用多焊道短路电弧(熔焊渣型夹渣物2.行走速度过大(氧化膜型夹渣物)夹渣起皱 1.保护气体覆盖不足2.CO2气体不纯或其它保护气体不纯3.焊丝污染气孔 2.焊道太窄(特别是角焊缝和底层焊道5.焊枪角度不正确1.焊缝区表面有氧化膜或锈皮2.热输入不足3.焊接熔池太大3.热输入不足1.热输入过大2.坡口加工不合适1.焊丝伸出长度过大2.焊丝的校直机构调整不良3.导电嘴磨损严重在CO2焊或MIG焊焊接时用大电流和低电压 的焊接参数将产生潜弧特征和梨形裂纹梨形焊缝的裂纹蛇形焊道 1.坡口形式不合适2.焊接操作不合适未焊透烧穿 4.MIG焊低碳钢或不锈钢时,阴极斑点飘移4.焊接操作技术不合适5.接头设计不合理未熔合解决措施增加保护气体流量,排除焊接区的空气(保护不足)减小保护气体流量或增大喷嘴尺寸,以防卷入空气:消除气体喷嘴内壁的飞溅:避免周边环境的空气流动太大破坏气体保护:降低焊接速度:减小喷嘴到焊件的距离焊接结束时应在熔池凝固之后再移开焊枪喷嘴提高气体纯度:保证预热前焊件正常使用清洁和干燥的焊丝:消除焊丝在送丝装置中或导管中黏附上的润滑剂:焊前清除焊件表面的油脂、油锈、油漆和尘土减小电弧电压或降低焊接速度减小焊丝伸出长度采用含有脱氧剂(Mn、Si)的焊丝增大电弧电压或减小焊接电流以加宽焊道而减小熔深减慢行走速度以加大焊道的宽度和焊道的横截面利用衰减控制以减小冷却速度适当的填充弧坑在完成焊缝顶部焊道时,采用分段退焊技术选择与线材匹配的焊丝在焊后续焊道之前清除掉焊趾部的渣壳减小行走速度使用含脱氧剂较高的焊丝提高电弧电压选择较大电流加强保护,采用双层喷嘴选择较大直径焊丝,以便减小电弧力采用恒流源根据焊接电流仔细调节电弧电压焊前仔细清理焊丝及坡口检查压丝轮和送丝软管,如有问题应修理或更换更换新导电嘴对于整流焊机应调节电流电感对于逆变焊机应调节控制回路电子电抗器降低焊接速度:降低电弧电压降低送丝速度增加在熔池边缘的停留时间改变焊枪角度使电弧力推动金属流动在焊前清理全部坡口面和焊缝区表面上的轧制氧化皮或杂质提高送丝速度和电弧电压,减小焊接速度减小电弧摆以减小熔池体积采用摆动技术时应在靠近坡口面的熔池边缘短时停留焊丝应指向熔池的前沿坡口角度应足够大,以便减小焊丝伸出长度(增大焊接电流),使电弧直接加热熔池底部及坡口侧面接头设计必须合理,适当加大坡口角度,使焊枪能够直接作用到熔池底部,同时保持喷嘴到焊件的距离合适使焊丝保持适当的行走角度,以达到最大的熔深使电弧处在熔池的前沿提高送丝速度 以获得较大的焊接电流,保持喷嘴到焊件的距离合适减小送丝速度和电弧电压,提高焊接速度减小过大的底层间隙,增大钝边高度保持合适的伸出长度再仔细调整更换新导电嘴改用Ar+CO2(或O2)混合气体在大电流时,电弧电压不要过低,以免产生深度潜弧和梨形焊缝。
铝合金焊接质量影响因素分析摘要:铝合金材料在现代装备制造业中应用广泛,铝合金材料的可焊性较差,焊接过程中会出现很多缺陷,主要是气孔和裂纹较多。
本文从铝合金自身特点入手,分析了铝合金焊接困难的主要因素,并提出质量控制措施。
关键词:铝合金;影响因素;质量引言铝及其合金具有良好的耐蚀性,较高的比强度、导电性、导热性;纯铝中加入合金元素后,便形成了铝合金其物理性能和机械性能可在一个很广的范围内变化,因此,铝及其合金难焊最关键的一点是怎么清除氧化铝薄膜并在焊接过中防止再度产生。
1 铝合金焊接性氧化能力强。
Al与O2在空气中结合生成致密的Al2O3薄膜,密度大,在焊接过程中氧化膜会阻碍金属之间的良好结合,并且容易造成夹渣,氧化膜还会吸附水分,焊接时易生成焊缝气孔。
铝的比热大,导热速度快。
因导热快,散热也快,焊接一般采用能量集中功率大的焊接热源,有时还需预热,才能获得高质量的焊接接头。
线膨胀系数大。
铝及铝合金线膨胀系数大,金属凝固时体积收缩率也大,易产生焊接变形。
容易形成气孔。
H2是铝及铝合金焊接时产生气孔的主要原因,H2主要来源于焊接材料(母材、焊丝、保护气体)吸附的水分。
合金元素蒸发和烧损。
铝合金的某些合金元素,在高温下容易蒸发烧损,从而改变了焊缝金属的化学成份,降低了焊接接头的性能。
铝及铝合金熔化时无色泽变化。
铝及铝合金焊接时,由固态转变为液态时,没有明显的颜色变化,给焊接操作带来一定困难。
2 影响铝合金焊接质量因素(1)铝的氧化能力强。
铝和氧的亲和能力很强,在空气中极易与氧结合生成致密而结实的Al2O3薄膜,厚度约0.1μm,熔点约2050℃,远远超过铝及其合金的熔点,而且密度很大,约铝的1.4倍。
在焊接过程中,该薄膜会阻碍金属之间的结合,并易造成夹渣或熔合不良;氧化膜还会吸附水份,焊接时会使焊缝生成气孔。
措施:①焊前用机械或化学方法清除工件坡口及周围部分以及焊丝表面的氧化物。
②焊接过程中必须采用合格的保护气;必要是制作扩大保护范围的工具;做好防风防气流的措施;③在气焊或碳弧焊时,要采用熔剂,在焊接过程中不断用焊丝挑破熔池表面的氧化膜。
试论铝合金MIG焊接工艺研究及应用【摘要】文章对铝合金mig焊接工艺进行了研究【关键词】铝合金;mig序言高强铝合金具有很高的室温强度及良好的高温和超低温性能,广泛应用于航空、航天及其它运载工具的结构材料,如:运载火箭的液体燃料箱、超音速飞机和汽车的结构件以及轻型战车的装甲等。
目前常用于铝合金连接的主要焊接方法有:交流钨极氩弧焊(tig)和直流反极性熔化极气体保护焊(mig)。
tig焊由于采用交流电,钨极烧损严重,限制了所使用的焊接电流,而且此法熔深能力弱,因此只适用于薄件铝合金的焊接。
mig焊包括连续电流焊接和脉冲电流焊接。
mig焊时,焊丝做为阳极,可采用比tig焊更大的焊接电流,电弧功率大,焊接效率高,故特别适合于中厚板铝合金的焊接。
实验研究发现,在铝合金mig焊时,脉冲电流焊接优于连续电流焊接,它提高了铝合金焊缝金属的强度、塑性和疲劳寿命。
为进一步提高电弧的稳定性、改善焊缝成形和增加熔深以及厚板铝合金的高效焊接,近几年国外发展了单丝复合脉冲mig焊和双丝tandem mig焊方法,本文针对30mm厚的7a52中厚板高强铝合金,进行了单丝单脉冲、复合脉冲和双丝tandem mig焊工艺的研究,并应用于生产中。
1 tandem双丝焊和单丝复合脉冲mig焊原理tandem双丝焊是将两根焊丝按一定角度放在一个特别设计的焊枪里,两根焊丝分别由各自独立的电源供电。
除送丝速度可以不同外,其它参数,如:焊丝的材质、直径、是否加脉冲等都可彼此独立设定,从而保证了电弧工作在最佳状态。
与其它双丝焊技术相比,由于两根焊丝的电弧是在同一熔池中燃烧,提高了总的焊接电流,因此提高了熔敷效率和焊接速度。
同时由于两根焊丝交替送进同一熔池,对熔池具有搅拌作用,而降低了气孔敏感性,改善了焊缝质量。
1.1 同频率同相位的(适合焊接钢)1.2 同频率相位差180度(适合焊接铝)1.3 不同频率相位任意(适合焊接钢)单丝复合脉冲焊接工艺是采用一个低频的协调脉冲对另一个高频脉冲的峰值和时间进行调制,使脉冲的强度在强、弱之间低频周期性切换,得到周期性变化的强弱脉冲群。
铝及铝合金MIG焊的各种焊接缺陷的解决方法弧光闪耀人生,火花飞出精彩!焊接路上家园伴你同行!铝及铝合金MIG焊时,焊接接头常见的缺陷主要有焊缝成形差、裂纹、气孔、烧穿,未焊透、未熔合、夹渣等。
一、焊缝成形差焊缝成形差主要表现在焊缝波纹不美观,且不光亮;焊缝弯曲不直,宽窄不一,接头太多;焊缝中心突起,两边平坦或凹陷;焊缝满溢等。
1.产生原因⑴焊接规范选择不当;⑵焊枪角度不正确;⑶焊工操作不熟练;⑷导电嘴孔径太大;⑸焊接电弧没有严格对准坡口中心;⑹焊丝、焊件及保护气体中含有水分;2.防止措施⑴反复调试选择合适的焊接规范;⑵保持焊枪合适的倾角;⑶加强焊工技能培训;⑷选择合适的导电嘴径;⑸力求使焊接电弧与坡口严格对中;⑹焊前仔细清理焊丝、焊件;保证保护气体的纯度。
二、裂纹铝及铝合金焊缝中的裂纹是在焊缝金属结晶过程中产生的,称为热裂纹,又称结晶裂纹。
其形式有纵向裂纹、横向裂纹(往往扩展到基体金属),还有根部裂纹、弧坑裂纹等等。
裂纹将使结构强度降低,甚至引起整个结构的突然破坏,因此是完全不允许的。
1.产生原因⑴焊缝隙的深宽比过大;⑵焊缝末端的弧坑冷却快;⑶焊丝成分与母材不匹配;⑷操作技术不正确。
2.防止措施⑴适当提高电弧电压或减小焊接电流,以加宽焊道而减小熔深;⑵适当地填满弧坑并采用衰减措施减小冷却速度;⑶保证焊丝与母材合理匹配;⑷选择合适的焊接参数、焊接顺序,适当增加焊接速度,需要预热的要采取预热措施。
三、气孔在铝及铝合金MIG焊中,气孔是最常见的一种缺陷。
要彻底清除焊缝中的气孔是很难办到的,只能是最大限度地减小其含量。
按其种类,铝焊缝中的气孔主要有表面气孔、弥散气孔、局部密集气孔、单个大气孔、根部链状气孔、柱状气孔等。
气孔不但会降低焊缝的致密性,减小接头的承载面积,而且使接头的强度、塑性降低,特别是冷弯角和冲击韧性降低更多,必须加以防止。
1.产生原因⑴气体保护不良,保护气体不纯;⑵焊丝、焊件被污染;⑶大气中的绝对湿度过大;⑷电弧不稳,电弧过长;⑸焊丝伸出长度过长、喷嘴与焊件之间的距离过大;⑹焊丝直径与坡口形式选择不当;⑺在同一部位重复起弧,接头数太多。
136研究与探索Research and Exploration ·工艺与技术中国设备工程 2019.02 (上)我国铝土矿资源丰富,铝合金应用十分广泛,其具有密度低、价格低、强度高诸多优势。
但是铝合金的焊接性较差,为获得优质的铝合金产品,需合理选择焊接方法。
通过对当前常用的几种焊接方法对比分析显示,MIG 焊接工艺在铝合金中的应用优势显著,具有焊接质量高、设备轻便、工艺简单、成本低廉等特点,以下围绕铝合金MIG 焊接工艺展开具体分析。
1 铝合金常用焊接工艺根据近年来铝合金常用焊接工艺来看,主要有钨极惰性气体保护焊(TIG)、熔化极气体保护焊(MIG)两种,由于后者的焊接效率要高于前者,因此往往优先选用。
铝合金MIG 焊接,主要是利用熔化极焊丝作用电弧的一极,焊枪喷嘴中通以隋性气体对焊接区、电弧进行保护,焊丝熔化金属从焊丝端部脱落至熔池,与母材熔化金属共同形成焊缝。
铝合金MIG 焊接工艺优点可归纳如下。
(1)焊丝即为电极,可使用大电流,熔深大、熔敷快,由此焊接效率高,也可适用于厚板材焊接。
(2)工艺简单、成本低,使用便利。
但是根据应用实践来看,由于MIG 焊焊接电流大,且多使用射流过渡方法,极易导致焊缝表面出现指状熔深、气孔,影响焊接质量,由此基于传统MIG 焊基础上发展了多种工艺方法。
2 铝合金MIG 焊接工艺的发展与机理分析2.1 铝合金MIG 焊接工艺发展情况目前,铝合金MIG 焊接工艺众多,其主要发展情况如下。
(1)传统直流MIG 焊:此焊接方法应用中,电源输出铝合金MIG 焊接工艺探讨易晓冬 (湘潭电机股份有限公司,湖南 湘潭 411101)摘要:铝合金导热率/热膨胀系数较大、易氧化,因此焊接时易产生气孔、裂纹、未熔合等缺陷,且焊接热影响区大、焊接变形大,对此必须合理选择焊接工艺。
本文首先对铝合金焊接特点与常用焊接工艺进行了分析,探讨了MIG 焊接工艺的优缺点,其后通过进一步分析铝合金MIG 焊接工艺的发展情况,明确直流双脉冲MIG 焊的优越性与机理,最后围绕铝合金MIG 焊接工艺的应用试验展开阐述,验证着其实际应用效果,可获得熔宽均匀、成形良好的焊缝。

铝合金MIG焊接的优点及注意事项MIG焊接的质量稳定可靠,最适于焊接铝及铝合金中厚板。
铝合金MIG焊烟尘会对人体造成尘肺、老年痴呆症、骨软化症、贫血症等损害,因而必须对铝合金MIG焊烟尘进行有效的防护,铝合金MIG焊烟尘防护的根本是防止工作人员吸入有害烟尘。
标签:铝合金;熔化极惰性气体保护焊;MIG焊铝合金的密度非常低,重量很輕,但强度比较高,接近甚至超过优质钢,其塑性好,容易加工成各种型材,具有优良的导电、导热和耐腐蚀性能,在汽车、航空航天、机械制造和船舶等工业中被大量应用,是工业中应用最广泛的一种合金材料。
硬铝合金属Al-Cu-Mg系,一般含有少量的Mn,可热处理强化,其特点是硬度大,但塑性较差。
超硬铝属Al-Cu-Mg-Zn系,可热处理强化,是室温下强度最高的铝合金,但耐腐蚀性差,高温软化快。
锻铝合金主要是Al-Zn-Mg-Si 系合金,虽然加入元素种类多,但是含量少,因而具有优良的热塑性,适于锻造。
目前随着工业水平的迅猛发展,对于铝合金焊接结构件的需求也日益增多,从而促进了对铝合金焊接性能的深入研究。
1 铝合金MIG焊的简介及优点铝合金的主要焊接工艺有非熔化极惰性气体钨极保护焊(TIG)、熔化极惰性气体保护焊(MIG)、搅拌摩擦焊和电阻点焊等。
MIG焊(熔化极惰性气体保护焊)是一种利用氩气保护或者惰性气体和活性气体混合保护,从而完成焊接过程的一种电弧焊。
MIG焊接与TIG焊的根本不同是用金属丝代替焊炬内的钨电极,因而在MIG焊中焊丝由电弧熔化,被送入焊接区,电力驱动辊按照焊接需要从线轴把焊丝送入焊炬。
两者所用的保护气体也不同,要在氩气内加入1%氧气,来改善电弧的稳定性,此外,在喷射传递、脉动喷射、球状传递和短路传递上也有不同。
对于熔化极惰性气体保护焊来说,它的热源不是交流电源,所采用的电源是直流形式的,这是由于在焊接过程中,如果不采用直流电源,会对电弧的稳定性和一致性产生影响。
对于不采用交流焊接的情况,直流正接和直流反接是2种不同的选择方式,MIG焊多采用直流反接法。
铝合金MIG焊常见焊接缺陷分析及预防措施李会;郭继祥;何小勃;侯振国;褚宏宇【摘要】It is easily to cause weld defects in the aluminium alloy welding process because of its nature.The weld defects including pores,cracks, fusion defects,etc.Weld defect will affect quality of products. While welding as one general connection method in the railway vehicle production, the weld joint is the weak and easy to destroyed part in aluminium alloy structure.So assurance the weld joint quality is one of key measure to ensure the safety of railway vehicle working.MIG welding is the main weld method in railway vehicle production by now.It will be introduced about reason analysis,damage,prevention measure and solving measures of the weld defects in this test according the production process.%铝合金因其本身特性导致焊接过程中容易产生裂纹、气孔、未熔合等焊接缺陷,对焊接接头性能产生较大影响.焊接作为轨道车辆中普遍采用的连接方法,焊接接头是铝合金结构中比较薄弱的部位,也是结构失效的主要部位.因此保证焊接质量是保证轨道车辆安全运行的关键措施之一.目前高速列车铝合金焊接方法主要采用MIG焊,结合生产实际,分析铝合金MIG焊常见焊接缺陷的产生原因和危害,并提出了预防措施和处理方法.【期刊名称】《电焊机》【年(卷),期】2013(043)004【总页数】5页(P72-76)【关键词】铝合金;MIG焊;焊接缺陷;原因分析;预防措施【作者】李会;郭继祥;何小勃;侯振国;褚宏宇【作者单位】唐山轨道客车有限责任公司,河北唐山063035【正文语种】中文【中图分类】TG444+.740 前言轨道列车提速必然轻量化,因此具有密度小、比强度高、工艺性良好等特点的铝合金在轨道车辆中得到了广泛应用。
铝合金MIG焊的气孔问题研究摘要:铝合金在MIG焊时很容易产生气孔,需要采取相应的解决措施。
为此,选用先进的焊接设备,焊前对母材及焊材的清洁度、保护气体的纯度进行严格控制,并配以合理的焊接工艺参数,可使气孔得到有效地控制。
关键词:铝合金;MIG焊;气孔;焊缝质量铝合金由于比重小、比强度高、无磁性、以及良好的加工性能、耐腐蚀性能和导电热性能,被广泛应用于各种焊接结构和产品中。
因此,特别适用于航空航天器、船舶、车辆等运载工具以及对快速机动能力有高要求的兵工装备。
铝合金适最用于TIG焊和MIG焊,而MIG焊相比TIG焊,焊接效率高,因而得到更广泛的应用。
但是,MIG焊时最容易产生气孔,气孔的存在会影响焊接接头的性能,因此,解决合金焊接时产生的气孔问题,是焊接质量控制的首要任务。
1MIG焊接设备、焊接工艺的发展与应用近年来,全球的焊接技术发展非常快。
焊接设备已从机械控制进入了电子控制时代。
在过去的几十年里,焊接设备的功率器件由磁放大器向晶闸管、晶体管和IGBT等方向发展。
晶体管逆变式控制的脉冲MIG焊机,成为目前铝合金焊接的发展趋势。
焊接工艺多采用自动或半自动方式焊接。
如铝合金储液罐及换热器的焊接一般实现了半自动焊及全自动焊。
焊接设备多采用晶体管道逆变控制式脉冲氩弧焊机(DIGITAL PULSE)、全密封式的焊台结合PLC系统,有效地控制工件运转节率,采用纯氩保护进行焊接,为半自动MIG焊提供技术保障,较大程度地减少了人和环境对焊缝质量的影响。
工艺上采用高速和大电流规范进行施焊,使用这样的设备及焊接工艺施焊时产生的气孔和飞溅现象非常少。
2铝合金焊缝中形成气孔的机理2.1铝合金焊接时产生气孔的来源铝合金焊接时极易气孔,而氢是铝及铝合金熔焊时产生气孔的主要原因,铝合金焊接中少量的氢污染都能引起严重的气孔。
铝合金焊缝中氢的来源,主要有以下几个方面:①母材和焊材的表面的油污、水分及其他有机物等在焊接电弧的高温下分解产生的氢;②母材和焊材中固溶的氢;③保护气体纯度不够,气体中含水;④在电弧气氛中侵入了空气中的水分。
刍议铝及铝合金焊接生产中MIG焊接法的运用发表时间:2016-11-11T16:42:59.887Z 来源:《低碳地产》2016年8月第16期作者:李卫兵[导读] 【摘要】铝合金作为代替传统钢铁材料的新型轻质材料在制造业中所占比重越来越大,而焊接则是其工业生产过程中一个必不可少的环节。
同时为了提高经济效益和产品质量,厚度为3.0mm以下高强板材越来越多地被采用,尤其是汽车行业。
这些薄板的应用,使薄板加工焊接技术成为研究的热点。
广西柳州十一冶安装公司电气分公司【摘要】铝合金作为代替传统钢铁材料的新型轻质材料在制造业中所占比重越来越大,而焊接则是其工业生产过程中一个必不可少的环节。
同时为了提高经济效益和产品质量,厚度为3.0mm以下高强板材越来越多地被采用,尤其是汽车行业。
这些薄板的应用,使薄板加工焊接技术成为研究的热点。
论文以铝合金薄板脉冲MIG焊接电源为研究对象,对其控制系统的关键技术进行了探讨,以便为其他研究人员作参考。
【关键词】铝合金;焊接;脉冲MIG焊 1 引言随着社会发展的需求及科学技术的进步,制造业正朝着轻量化、强韧化、精密化的趋势发展。
在这种趋势的影响下,新型轻质合金材料及应用开发越来越受到重视。
各企事业院所、科研机构也纷纷加强了相应的研究工作,新型轻质合金材料在许多行业逐渐取代了传统材料。
因此,对新型轻质合金材料的焊接加工技术研究也逐渐成为产业发展的需求,且已成为研究重点,在此领域,我国与发达国家相比而言尚有一定的差距。
在新型轻质材料中,铝合金以其重量轻、强度高、抗腐蚀、低温时仍能保持较好的机械特性、价格适中等诸多优点,日益受到业界的青睐。
特别是铝合金薄板,广泛应用于航空、航天、汽车、造船、装饰、包装等领域,生产、生活中随处可见。
铝合金与传统的黑色金属相比,其物理、化学和焊接性能有着自己的显著特点,如热强性低、易氧化、气孔率高、热导率大、材质软等,特别是薄板,因为母材尺寸的限制,这些特点更加明显。
影响铝合金真空钎焊质量的关键因素李 伟* 王英建(中国空空导弹研究院 洛阳 471009)Quality Improvement of Aluminum Alloy Vacuum BrazingLi Wei *,WangYingjian(China Airborne Missile A ca dem y ,Luoyang 471009,China)Abstract The impacts of the vacuum brazing conditions,including the flux type,filler metal,base pressure,thermal properties of jig and set,and brazing technologies available,on the microstructures,chemical contents and mechanicalproperties of the aluminum alloy parts to be brazed were experimentally studied.The results show that among other things,the working pressure and thermal capacity of the jig -set strongly affect the vacuum brazing of aluminum alloy.We suggest that the working pressure lower than 1@10-3Pa and a jig -set made of material with lo w heat capacity be the fundamental require ments for the vacuum brazing.Keywords Flux ;Filler metal;Vacuum degree;Jig and set;Aluminum vacuum brazing摘要 通过钎剂、钎料、真空度、工装夹具和钎焊工艺等对铝合金真空钎焊质量的影响实验研究,明确了这些关键因素的影响机理,归纳出了钎焊工艺设计的关键点。
环境对焊接质量的影响影响钢轨闪光焊接接头质量的因素很多,焊接现场环境在一定程度上影响焊接接头质量的稳定性。
1、钢轨闪光焊的特点及现场施工工艺方法,决定了施工现场焊接的环境特点(新线焊接):(1)露天作业、野外施工。
存在高温、严寒,风雨雪雾等恶劣气象环境;存在夜间光线灰暗等能见度低的环境。
(2)流动施工。
(3)多工种交叉作业、多障碍环境作业。
施工场地有限,现场交通不便。
现场材料设备多,临时堆放物多,易燃易爆材料多。
各工种工序的成品和半成品之间容易发生污染。
(4)带电作业、高温作业。
根据以上特点,可以将焊接环境划分为两种类型:其一是通过影响焊接设备性能、焊接工艺参数稳定性而影响焊接接头质量的理化环境;其二是直接影响操作人员的身体健康、劳动保护、安全卫生、心理活动而间接影响操作质量的劳动环境。
GB/T19001-2000 标准 6.4 条款“为达到产品符合要求所需的工作环境”指的就是这种直接影响工程质量的理化环境。
值得一提的是项目施工组织、质量保证体系运行这种管理环境也直接或间接地影响着焊接工程质量。
2、影响钢轨焊接质量的环境因素影响钢轨焊接质量的理化环境因素主要是指空气的温度、湿度和风力,其次是指焊件坡口区域的清洁程度。
其中温度的影响最为明显;湿度次之;风力可在局部小环境内得到控制;坡口区域的清洁程度容易保证。
这些环境因素在焊接质量的形成过程中所起的作用有所不同。
(1)空气温度直接影响焊接设备的工作性能,从而影响焊接接头质量。
冷却水温度过高,容易导致冷水机高温报警,冷却效果不佳,焊机钳口温度增高,降低了焊接钳口的电传导率,影响焊接过程的闪光稳定性。
焊接区域环境温度和待焊钢轨温度应保持正温(即高于0℃)。
钢轨温度过低,降低了焊接热输入,影响焊接过程中端面的温度场分布,容易形成冷接头。
(2)空气湿度对焊接质量有影响,是因为水分是氢元素的主要来源。
而氢元素直接参与焊接过程的冶金化学反应。
氢元素的溶解度和扩散速度随着焊缝金属的结晶、组织转变不断发生变化。
焊接环境温度对铝合金焊接接头疲劳性能的影响付宁宁;夏宁;王未;云中煌;王红波;陈辉【摘要】铝合金焊接过程中,环境温度因素对焊接质量的优劣起着不可低估的影响.对不同环境温度条件下焊接的A5083铝合金接头进行疲劳性能试验,结果显示常温与高温环境下焊接的接头疲劳极限几乎一致,而低温环境下焊接的接头疲劳极限显著提高;对焊接接头进行无损检测,对疲劳试件进行断口分析显示低温环境下焊接接头含有极少量的小气孔而常温与高温环境下含有的气孔数量较多、尺寸较大.焊接环境温度通过影响气孔的生成进而导致接头疲劳极限的差异.【期刊名称】《电焊机》【年(卷),期】2014(044)002【总页数】4页(P80-83)【关键词】焊接环境温度;疲劳性能;无损检测;焊接气孔【作者】付宁宁;夏宁;王未;云中煌;王红波;陈辉【作者单位】南车南京浦镇车辆有限公司,江苏南京266111;南车南京浦镇车辆有限公司,江苏南京266111;南车南京浦镇车辆有限公司,江苏南京266111;南车南京浦镇车辆有限公司,江苏南京266111;南车南京浦镇车辆有限公司,江苏南京266111;西南交通大学材料科学与工程学院,四川成都610031【正文语种】中文【中图分类】TG111近年来,随着我国轨道交通车辆的迅速发展,对铝合金的焊接性能提出了更高的要求。
铝合金车体生产过程中,焊接技术是使用最为广泛的生产加工方式[1]。
在焊接过程中,环境温度因素对焊接质量起着不可低估的影响。
不同的环境温度对焊接接头的气孔量有影响,气孔作为焊接过程中的主要的缺陷,对接头的性能起着至关重要的作用。
本研究通过对不同环境温度条件下焊接的A5083铝合金进行X射线无损探伤、疲劳试验研究其疲劳性能,对疲劳断口进行微观分析等,进而得出环境温度对焊接接头成型及性能的影响。
试验所用母材材料为A5083铝合金板材,焊材为直径1.2 mm的ER5356铝合金焊丝,母材及焊丝的化学成分见表1。
气候因素对焊接工作的影响的论文气候因素对焊接工作的影响的论文从起重机械的说明书来看,起重机金属结构中焊缝质量的大小在整个起重机总质量中达1%,可见起重机在制造过程中,焊接质量的好坏直接关系到起重机使用的安全性能[1]。
TSGQ0002《起重机械安全技术监察规程-桥式起重机》的第三章材料;第四章金属结构;第八章生产工艺,第十章检测检验都对焊接质量的控制提出了明确要求,可见焊接质量是监督检验人员控制起重机制造质量的重中之重[2]。
我市临江沿海,大部分起重机制造企业的工作现场都为码头、港口,湿度大、空气中水分多,冬季气温低,焊接工作环境恶劣。
在监督检验过程中发现,焊接接头中时有气孔、夹渣缺陷,甚至产生裂纹。
在低温潮湿天气下,对制造厂的焊接生产提出了更高的要求。
1低温潮湿天气对焊接工作的影响如果在低温下进行焊接,由于焊接环境温度低,增加了焊接热影响区与焊接母材之间的温度梯度,就会导致热影响区的冷却速度增大。
冷却速度过快,将导致焊缝及热影响区产生脆硬的马氏组织、内应力和焊接裂缝,所有这些都会降低焊接接头的质量,不仅影响焊缝的相变过程,而且影响焊缝的力学性能。
一般情况下,如果工艺条件正常,低温会使焊接试件的强度提高,但塑性降低,脆性增加。
雨雪天、潮湿环境中焊接,空气中含有较多水分,电弧高温会使水分热分解产生氢气,氢会导致焊接产生延迟裂纹,使构件连接产生隐患,在构件运行一段时间后,就会出现裂纹,也就是氢脆。
另外,如果在刮风天焊接时,电弧不易稳定,特别是对CO2气体保护焊焊接质量影响很大,因刮大风会破坏CO2气流对弧柱区及熔池的隔离作用,而使空气中的氢侵入造成焊缝产生大量气孔,降低了焊缝质量[3]。
1.1对焊条的影响焊条在出厂时都有一定的含水量,它根据焊条型号而变。
这个含水量是正常的,对焊缝的质量没有严重影响。
所有的焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮就很严重。
广域环境因素对铝合金MIG焊接质量的影响
【摘要】讨论了温度、湿度、风速等环境因素对铝合金MIG焊接质量的影响,湿度和风速影响尤其显著。
并推荐湿度应控制在50%以下,温度在15—30℃为宜,尽量在室内无风情况下焊接铝合金。
【关键词】铝合金;焊接;温度;湿度;风速
铝合金因其质量轻、比强度高、耐腐蚀性能优异、美观、可焊接,且能够实现各种复杂中空型材的薄壁、大型宽体化生产而成为飞机结构、火箭贮箱、高速列车车体等的首选材料。
在铝合金焊接生产中常存在三大难题[1]:(1)焊缝中的气孔;(2)焊接热裂纹;(3)焊接接头与母材的等强性。
铝合金焊接质量与焊接生产环境条件密切相关,目前资金实力雄厚的工厂为了避免环境因素对铝合金焊接质量的影响,焊接车间均采用恒温恒湿控制系统,但运行成本高昂,而广大中小企业出于成本考虑,仍在传统的广域条件下焊接铝合金。
本文旨在讨论广域环境因素(温度、湿度、风速)对铝合金焊接质量的影响,指导实际焊接生产。
1.广域环境因素对铝合金焊接质量的影响
1.1温度
环境温度越高,焊接过程中液态熔池冷却速度越慢,液态熔池在高温停留时间增加,晶粒容易长大,焊缝及热影响区的析出相易聚集长大,不利于接头的力学性能;在较低的环境温度下焊接时,焊缝凝固速度增加,晶粒变得均匀细小,接头力学性能得到改善。
但环境温度也不宜过低,特别是在焊接高强铝合金时,液化裂纹倾向会增加。
一般推荐焊接环境温度在15—30℃。
1.2湿度
铝合金焊接对气孔敏感性非常高,铝合金焊接中极少量的氢都能引起严重的气孔,而溶解在钢中的相同数量级的氢对钢焊缝的质量则无明显的影响。
环境湿度对铝合金焊接质量影响尤其显著。
铝合金MIG焊接时氢气孔的主要来源有:①潮湿的大气环境中的水分;②母材及焊接填充材料表面的油污、水分、碳氢化合物,以及焊丝原材料中的氢等[2]。
大气环境湿度越低,空气中所含水蒸气越多,在熔焊过程中,水蒸气在电弧作用下分解为H2、H原子,H2进入到液态熔池中,由于铝合金导热系数高,冷却速度快,同时铝合金液体密度低,气泡上升速度也比较慢,导致氢气孔数量增加;另一方面部分H原子残留在焊缝金属中,形成扩散氢,在高强铝合金中极易产生氢脆,是应力腐蚀开裂、腐蚀疲劳等的重要诱因。
气孔数量增加,将减少截面的有效承载面积,增加接头的应力集中程度,不仅会引起接头抗拉强度、冲击韧度、塑性的降低,同时会使接头弯曲性能变差,而且对于服役于交变动载环境下的铝合金结构(如高速列车),往往易成为疲劳
源,降低焊接结构疲劳强度,导致结构的早期疲劳断裂,往往容易造成灾难性事故。
当空气中湿度高于50%时,焊接接头截面气孔数量及面积均呈递增趋势,焊接接头力学性能随着湿度的增加而递减。
有研究表明,当环境湿度为70%时,铝合金MIG焊接对气孔最敏感,接头力学性能最差。
一般焊接铝合金时,湿度应控制在50%以下。
1.3风速
风速对焊接质量的影响不容忽视,一方面风加快了熔焊时的冷凝速度,快速的冷凝使焊接熔池中的气泡来不及逸出,较多的被封存起来形成气孔,另一方面随着风速的增加,破坏电弧稳定性,影响氩气对熔滴过渡与熔池的保护,金属被氧化、吸氢、氮的程度加剧,焊缝成形恶化,接头的焊接质量也越来越差。
铝合金焊接施工一般多在室内焊接,室内可视为静态空气,风速的影响可忽略;若确实无法避免需在野外焊接,一般应采取适当的挡风措施以避免风速的影响。
2.结语
铝合金焊接质量对环境因素比较敏感,尤其是湿度与风速,在实际焊接生产过程中应严格控制。
一般焊接铝合金时,湿度应控制在50%以下,温度在15—30℃为宜,尽量在室内无风情况下焊接铝合金。
[科]
【参考文献】
[1]周振丰.焊接冶金学(金属焊接性)[M].北京:机械工业出版社,1994:125.
[2]唐良喜,肖云,兰志刚等.铝及铝合金MIG焊接预防气孔的措施[J].机械制造文摘—焊接分册,2011(5):35-39.。