设备日常保养点检卡
- 格式:xls
- 大小:29.00 KB
- 文档页数:2
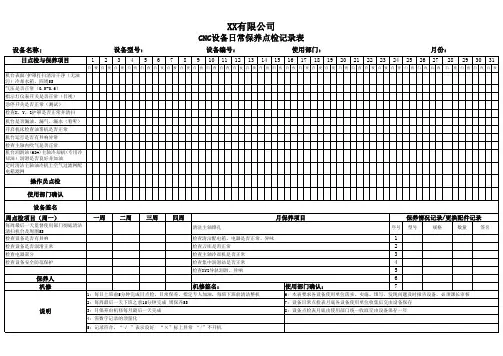
1、点检符号:√正常 ×不正常 ○修复 2、1-4项在栏内填点检符号,5-10项以数字记录 备注 3、班组长每周点检抽查一次,签名并注明日期 4、维修人员每周点检抽查一次,签名并注明日期 5、异常情况处理结果请填点检卡背面表格内
31
1、点检符号:√正常 ×不正常 ○修复 2、1-4项在栏内填点检符号,5-10项以数字记录 3、班组长每周点检抽查一次,签名并注明日期 4、维修人员每周点检抽查一次,签名并注明日期 5、异常情况处理结果请填点检卡背面表格内
日期: 年 月 1 内2 3 4 5 容6 8
白班点检人员签名
夜班点检人员签名
班组长点检签名 维修工点检签名
车间 主管 设备 综述
4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30