硅胶件通用检验标准
- 格式:doc
- 大小:47.00 KB
- 文档页数:2
编制:批准:发放部门:受控章:公司硅胶件检验标准文件编号SJZ-JY-1-006 版本号V1.0.0修订日期2021.02.03一、范围:本标准规定了三角洲机器人硅橡胶件的检验要求。
二、规范性引用文件:GB/T 531.1-2008 硫化橡胶或热塑性橡胶压入硬度试验方法第1部分:邵氏硬度计法(邵尔硬度)GB/T 533-2008 硫化橡胶密度的测定GB/T 1690-2006 硫化橡胶或热塑性橡胶耐液体试验方法GB/T 3452.2-2007 液压气动用O 形橡胶密封圈第2部分:外观质量检验规范GB/T 3512-2001 硫化橡胶或热塑性橡胶热空气加速老化和耐热试验GB/T 2941-2006 橡胶物理试验方法试样制备和调节通用程序三、技术要求:3.1气昧:无刺鼻气。
3.2 外观:表面无气泡、无杂质、无飞边、色泽一致、无局部缺陷。
3.3 外形尺寸:符合实配及图纸要求。
3.4密度:1.10g/cm3 1.25g/cm3。
3.5硬度:符合图纸内对硬度说明的要求。
3.6 热空气老化:200℃± 2。
C×72ha)外观:不允许高喷霜、龟裂、变形、明显发粘;b)硬度变化,邵氏A ,度: 15 +15 3.7耐寒性:30。
C± 2。
C× 22ha)低温弯曲:不允许产生裂纹,min 内应基本恢复原状。
b)硬度变化,邵氏A ,度:o +18 。
3.8耐液体:100°(士2℃×72h 。
a)外观不允许变形,明显发粘,允许有轻微喷霜。
b)硬度变化,邵氏A 型硬度:-8~+8。
c)体积变化率,% -20~+10。
四、实验方法:4 .1气味检查:应符合3.1的要求。
4 .2 外观检查:目测,应符合 3.2 的要求。
4 .3外形尺寸检测:用经计量鉴定合格精度不低于 0.02 的干分尺测量,应符合 3. 3 的要求。
4 .4 橡胶件密度测定:用固体密度测试装置测量,应符合3.4 的要求。
硅胶产品检验标准一. 一般标准1.工作温度:-15℃—+80℃2.贮存温度:-30℃—+85℃3.贮存时间: A.产品在无挤压情况下平放:可长期保贮B.产品在挤压情况下存放:1个月4.工作相对湿度:45℅—95℅5.工作气压:86-106Kpa6.接触率:5MA在12VDC/0.5秒/2*107次7.接触反弹:<12毫秒8.绝缘电阻:>1012欧姆/500VDC9.击穿电压:>25KV/mm二. 外观1. 颜色(1).标准:硫化装配后硅胶不外露,无较大差异(2).检测方法:在明亮的自然光或40W日光灯下,将标准样品或色卡与待校样品放在一起,经视力1.0以上,无色盲的专业人员在肉眼与样品间距为30cm的情况下目检5秒钟.2. 偏心(1)标准: H厚–H薄弹性壁厚度≤0.1MM时,模具检测时X=20℅;≤X弹性壁厚度≤0.2MM时,模具检测时X=15℅H厚+ H薄弹性壁厚度≤0.3MM时,模具检测时X=8%(2)检测方法:用厚度仪测试。
3. 溢料(1) 标准:从键面向下单色料高≥露出外壳高度+1.0MM,装外壳后看不见为宜.(2) 检测方法:用游标卡尺测量4. 毛边(1) 标准:产品边缘:≤0.5MM定位孔: ≤0.1MM5. 破裂(1) 标准:无影响装配与使用性能之处:≤1.0MM(2) 检测方法:用游标卡尺测量6. 色点凹凸点(1) 标准:客户装配后硅胶外露部分:无明显可见检测方法:在明亮的自然光或40瓦日光灯照射下,将样品放于距肉眼30CM左右处经视力1.0以上人员目测5秒钟7.以上字符偏移(1) 标准:中心值±0.15MM(2) 检测方法:用工具显微镜测量三. 物理性能1.尺寸L<10 : L±0.05MM10≤L<20 : L±0.08MM20≤L<30 : L±0.10MM30≤L<50 : L±0.15MM50≤L<100 : L±0.3℅LMM100≤L: L±0.5℅LMM (2)检测方法:用投影仪测量2.弹力(1) 标准:A.峰值P1标准值: 50±(5-10)g70±(10-15)g90±(15-20)g100±(15-20)g120±(20-25)g150±(20-25)g170±(25-30)g200-300g±35gb.最小回弹P3P1≤50G时: P3≥20G50G<P1≤120G时: P3≥25G120G<P1≤180G时: P3≥30G180G<P1≤250G时: P3≥40G250G<P1 时: P3≥50Gc.感觉:20℅-80℅d.离散性P1中心值≤150g时,同片产品之同种键型:≤15℅不同片产品之同种键型:≤20℅P1中心值≥150g时,同片产品之同种键型:≤20℅不同片产品之同种键型:≤25℅(2) 测试方法:用AIKOH MODEL 1305弹力测量仪测出弹力随冲程的变化曲线图读取其峰值P1,接触弹力P2,最小回弹P3.计算其:感觉=(P1-P2)/P1*100℅离散性=((P1最大峰值)-P1(最小峰值))/P1(最大峰值)*100℅3.接触电阻(1) 标准:a.黑粒导电:≤100欧姆b.移印导电:≤250欧姆c.丝印导电:≤500欧姆(2) 测试方法:用压力为250g压力使产品键之导电基压在间隔为0.5MM的单缝半月形镀金板上.待万用表显示值基本稳定后,读取其显示值.5.寿命a.弹性壁寿命(1) 标准:≥50万次(2) 测试方法:在AIKOH硅胶寿命测试仪的打击速率为2-5次/秒的情况下,设置打击平台的打击接触行程为产品冲程+[0.1-0.2]mm,经10万次打击后,弹性壁不得开裂破损,可回弹且提失≤30%,当客户无要求时均按50万次进行测试.b.印刷导电寿命(1) 标准:≥2,000,00次(2) 测试方法:在AIKOH硅胶寿命测试仪的打击速率为2-5次/秒的情况下,设置打击平台的打击接触行程为产品冲程+[0.1-0.2]mm,经20万次打击后,导电物质不得从导电基上脱落且其接触电阻在规格内.c.印刷字体寿命(1) 标准:≥100圈(2) 测试方法:将字符单键安装于PK-3-4字体寿命仪上,使键高出0.5-1.0MM,在加上500G的压力转动摩擦,字体不断开,当客户无明确要求时可采用目视厚度方法进行寿命控制.d.PU寿命⑴标准:≥RCA 50圈⑵测试方法:将测试KEY安装于RCA摩擦仪上露了高度0.5-1mm,压力为175g情况下字体出现损伤时寿命即为PU寿命.客户无要求时,PU寿命按此标准.四.化学性能(只限录音电话机的硅胶按键)1.加热失重率(1) 标准: a.≤0.2%(经200℃/4HRS加热失重后)b.≤1.0%(经200℃/24HRS加热失重后)(2) 测试方法:将产品放于干燥箱内30分钟,然后取出,用分析天平称取测试前产品的片重,W1将产品放入温度为200+/-5℃的烘箱内烘烤4小时或24小时,然后将产品拿出放入干燥箱内放置30分钟后用分析天平称取其重量W2,计算(W1-W2)/W1*100℅之值.2.抽提失重率(1)标准:≤3.5%(3) 测试方法:选取一些有代表性的键,剪取约0.5g样品,再将其剪成0.005-0.01g的小粒,用分析天平称其准确总重为W1,将样品放抽提器内并加入异炳醇(IPA)进行提2小时,然后取出样品再放入温度为100℃的烘箱内烘烤半小时,取出后放入干燥箱内冷却半小时称其准确总重W2,计算(W1-W2)/W1*100℅之值.3.低分子含量(1) 标准: D3-D10≤300PPM测试方法:选取有代表性的键1.00+/-0.002g样品,将其剪成约为2mm的小颗粒,放入小瓶内,再将20ML CCL4溶液注入小瓶中,加入20UL的内标物(CH3(CH2 9CH3)摇匀存放16-24HRS,用色谱分析仪测量其D3-D10的量.。
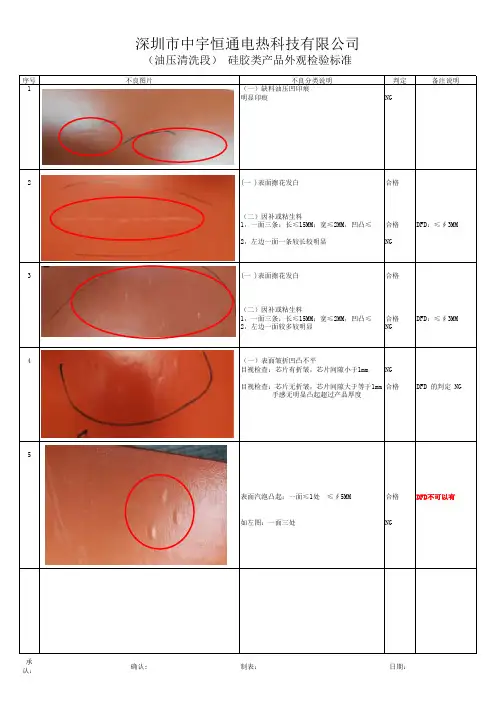
序号
不良图片不良分类说明判定备注说明
1(一)缺料油压凹印痕
明显印痕NG 2(一 )表面擦花发白合格
(二)因补或粘生料
1,一面三条:长≤15MM;宽≤2MM,凹凸≤
合格DFD:≤∮3MM
2,左边一面一条较长较明显NG 3(一 )表面擦花发白合格
(二)因补或粘生料
1,一面三条:长≤15MM;宽≤2MM,凹凸≤
合格DFD:≤∮3MM
2,左边一面较多较明显NG 4(一)表面皱折凹凸不平
目视检查:芯片有折皱,芯片间隙小于1mm NG
目视检查:芯片无折皱,芯片间隙大于等于1mm 合格
DFD 的判定 NG 手感无明显凸起超过产品厚度
5
表面汽泡凸起:一面≤1处 ≤∮5MM 合格DFD不可以有
如左图:一面三处NG
深圳市中宇恒通电热科技有限公司
(油压清洗段) 硅胶类产品外观检验标准
承
认:确认;制表:日期:。
硅胶产品检验标准一.一般标准1。
工作温度:-15℃—+80℃2.贮存温度:-30℃—+85℃3。
贮存时间: A。
产品在无挤压情况下平放:可长期保贮B.产品在挤压情况下存放:1个月4、工作相对湿度:45℅—95℅5。
工作气压:86-106Kpa6、接触率:5MA在12VDC/0、5秒/2*107次7。
接触反弹:〈12毫秒8。
绝缘电阻:〉1012欧姆/500VDC9。
击穿电压:〉25KV/mm二. 外观1。
颜色(1)、标准:硫化装配后硅胶不外露,无较大差异(2)、检测方法:在明亮得自然光或40W日光灯下,将标准样品或色卡与待校样品放在一起,经视力1。
0以上,无色盲得专业人员在肉眼与样品间距为30cm得情况下目检5秒钟、2、偏心(1)标准: H厚–H薄弹性壁厚度≤0。
1MM时,模具检测时X=20℅;≤X弹性壁厚度≤0.2MM时,模具检测时X=15℅H厚+ H薄弹性壁厚度≤0。
3MM时,模具检测时X=8%(2)检测方法:用厚度仪测试。
3。
溢料(1) 标准:从键面向下单色料高≥露出外壳高度+1。
0MM,装外壳后瞧不见为宜。
(2) 检测方法:用游标卡尺测量4. 毛边(1) 标准:产品边缘:≤0.5MM定位孔: ≤0.1MM5、破裂(1) 标准:无影响装配与使用性能之处:≤1。
0MM(2) 检测方法:用游标卡尺测量6. 色点凹凸点(1) 标准:客户装配后硅胶外露部分:无明显可见检测方法:在明亮得自然光或40瓦日光灯照射下,将样品放于距肉眼30CM左右处经视力1.0以上人员目测5秒钟7。
以上字符偏移(1) 标准:中心值±0.15MM(2) 检测方法:用工具显微镜测量三、物理性能1、尺寸L〈10:L±0.05MM10≤L<20: L±0.08MM20≤L<30 : L±0。
10MM30≤L〈50: L±0.15MM50≤L〈100 :L±0、3℅LMM100≤L: L±0。
引言:硅胶是一种常用于制造各种密封件、绝缘件和耐酸碱材料的特殊材料。
为了确保硅胶产品的质量和性能符合要求,出货前的检验是必不可少的环节。
本文是硅胶出货检验报告的第二部分,旨在详细介绍对于硅胶的出货检验流程和结果,帮助确保产品的合格率和客户满意度。
概述:硅胶是一种非常多功能的材料,具有优异的耐温、耐化学腐蚀和电绝缘性能。
出货前的检验对于确保产品的质量和性能至关重要。
本文将按照出货检验的流程和结果,从质量、物理性能、化学性能、外观和尺寸五个大点进行详细阐述,以确保产品的合格率和客户满意度。
正文内容:1.质量检验1.1主要检验项目及标准1.2检验方法和仪器1.3检验结果及合格率1.4异常情况分析和处理意见1.5检验报告和记录保存2.物理性能检验2.1引伸强度和断裂伸长率2.2硬度测试2.3导电性能检测2.4密度和温度稳定性2.5物性检验结果及合格率3.化学性能检验3.1化学成分分析3.2pH值检测3.3电离物含量检验3.4氧气透过率测定3.5化学性能检验结果及合格率4.外观检验4.1表面光泽度4.2含杂质检验4.3色差测试4.4裂纹和气泡检测4.5外观检验结果及合格率5.尺寸检验5.1尺寸测量工具和方法5.2尺寸检验要求5.3尺寸偏差和公差评定5.4尺寸测量结果及合格率5.5尺寸检验记录保存总结:硅胶出货检验是确保产品质量和性能符合要求的重要环节。
本文从质量、物理性能、化学性能、外观和尺寸五个大点进行了详细阐述,并对每个大点下的小点进行了探讨与分析。
通过严格的出货检验过程,可以做到将不合格产品排除在外,提高产品合格率和客户满意度。
同时,出货检验报告的记录和保存是进行质量追溯和质量改进的重要依据,为企业的可持续发展提供保障。
希望本文的内容能对硅胶出货检验的实施和相关人员提供有益的指导和参考。
硅胶出货检验报告引言概述:硅胶是一种常见的工业材料,具有优异的耐高温、耐腐蚀和绝缘性能。
在生产过程中,出货检验是确保所提供的硅胶产品质量可靠的重要步骤。
硅胶检验报告
检验对象:硅胶制品
检验目的:
1.检验硅胶制品的质量,确保符合相关标准和要求。
2.保障使用硅胶制品的安全性和稳定性。
检验方法:
采用国家标准《硅橡胶制品通则》(GB/T16560-2008)及《硅
胶制品品质检验规则》(QB/T2611-2003)的相关要求,进行检验。
检验内容:
1.外观检验:
(1)检查硅胶制品表面是否平整、无明显褶皱、气泡、棱角等缺陷。
(2)检查硅胶制品外部是否存在污渍、划痕、裂纹等缺陷。
2.尺寸检验:
(1)测量硅胶制品的尺寸是否符合制品图纸或规格书规定的要求。
(2)使用测量仪器对硅胶制品进行精度测量,确保产品的高精度性。
3.性能检验:
(1)硅胶制品的拉伸强度:
使用万能材料试验机对硅胶制品进行拉伸试验,测定其断裂强度,检验其耐拉伸强度是否符合规定的标准。
(2)硅胶制品的硬度:
使用杜氏硬度计对硅胶制品进行硬度测量,确保其硬度符合相关标准和要求。
(3)硅胶制品的耐热性:
将硅胶制品放置在烤箱中进行加热,检验其耐热性是否符合相关标准和要求。
检验结论:
经过全面、细致的检验,本次检验的硅胶制品符合相关标准和要求,可放心使用。
检验单位:XXX检验中心
检验人员:
XXX XXX XXX 日期:2021年xx月xx日。
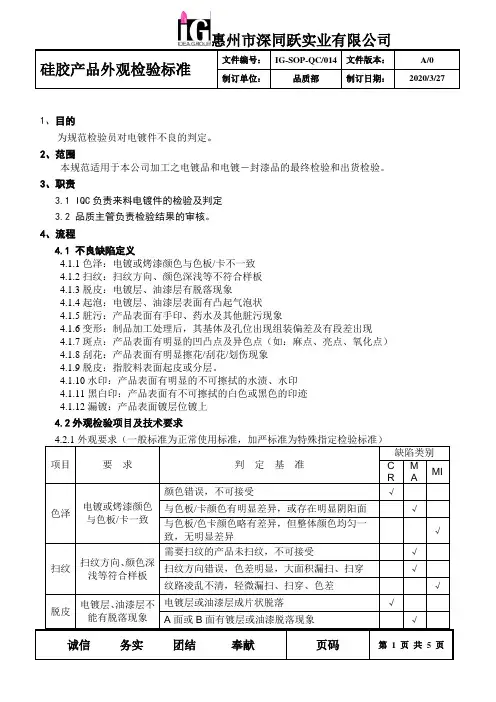
制订单位:品质部制订日期:2020/3/271、目的为规范检验员对电镀件不良的判定。
2、范围本规范适用于本公司加工之电镀品和电镀-封漆品的最终检验和出货检验。
3、职责3.1 IQC负责来料电镀件的检验及判定3.2 品质主管负责检验结果的审核。
4、流程4.1 不良缺陷定义4.1.1 色泽:电镀或烤漆颜色与色板/卡不一致4.1.2扫纹:扫纹方向、颜色深浅等不符合样板4.1.3脱皮:电镀层、油漆层有脱落现象4.1.4起泡:电镀层、油漆层表面有凸起气泡状4.1.5脏污:产品表面有手印、药水及其他脏污现象4.1.6变形:制品加工处理后,其基体及孔位出现组装偏差及有段差出现4.1.7斑点:产品表面有明显的凹凸点及异色点(如:麻点、亮点、氧化点)4.1.8 刮花:产品表面有明显擦花/刮花/划伤现象4.1.9 脱皮:指胶料表面起皮或分层。
4.1.10 水印:产品表面有明显的不可擦拭的水渍、水印4.1.11黑白印:产品表面有不可擦拭的白色或黑色的印迹4.1.12漏镀:产品表面镀层位镀上4.2外观检验项目及技术要求项目要求判定基准缺陷类别CRMAMI色泽电镀或烤漆颜色与色板/卡一致颜色错误,不可接受√与色板/卡颜色有明显差异,或存在明显阴阳面√与色板/色卡颜色略有差异,但整体颜色均匀一致,无明显差异√扫纹扫纹方向、颜色深浅等符合样板需要扫纹的产品未扫纹,不可接受√扫纹方向错误,色差明显,大面积漏扫、扫穿√纹路凌乱不清,轻微漏扫、扫穿、色差√脱皮电镀层、油漆层不能有脱落现象电镀层或油漆层成片状脱落√A面或B面有镀层或油漆脱落现象√制订单位:品质部制订日期:2020/3/27C面镀层或油漆脱落面积≥3mm2√C面镀层或油漆脱落面积1mm2≤S<3mm2√起泡电镀层、油漆层不能有起泡现象产品表面有易破裂的大气泡或成片小气泡√A面有不成片的小气泡√B面10cm2内有直径>0.5mm的小气泡超过1个√B面10cm2内有直径≤0.5mm的小气泡超过2个√C面10cm2内有直径>0.5mm的小气泡超过3个√C面10cm2内有直径≤0.5mm的小气泡超过5个√脏污产品表面不能有手印、药水及其他脏污现象产品表面残留有大片污物、液体、血液等√A面残留有1mm2≤S≤2mm2的污渍√B面或C面残留有面积大于2mm2的污渍√B面残留有1mm2≤S≤2mm2的污渍,10cm2内不超过1处√C面残留有1mm2≤S≤2mm2的污渍,10cm2内不超过2处√变形制品加工处理后,其基体及孔位不能有变形现象制品经表面加工后,出现明显弯曲、翘角等变形现象√制品经表面加工后,A面出现明显凹凸等变形现象√制品经表面加工后,装配部位发生变形,无法装配√B面、C面加工后的凹凸痕,深度或高度不超过1mm,且10cm2内不超过2处√孔位、装配位加工变形但不影响装配,且组装后可以遮掩或不影响外观√项目要求判定基准缺陷类别CRMAMI斑点产品表面不能有明显的凹凸点及异色点(如:麻点、亮点、氧化点)产品表面有大片密密麻麻的斑点√A面10cm2内有面积≥0.3mm2的斑点超过1个√A面10cm2内有0.08≤S<0.3mm2的斑点超过2个√B面10cm2内有面积≥0.3mm2的斑点超过2个√制订单位:品质部制订日期:2020/3/27 B面10cm2内有0.08≤S<0.3mm2的斑点超过3个√擦花刮花划伤产品表面无明显擦花/刮花/划伤现象1)A面:轻微擦花/刮花/划伤,面积≤0.3mm2√严重擦花/刮花/划伤,面积>0.3mm2√2)B面:轻微擦花/刮花/划伤,面积≤0.5mm2√严重擦花/刮花/划伤,面积>0.5mm2√3)C面:轻微擦花/刮花/划伤,1.5mm2≤S≤3.0mm2√严重擦花/刮花/划伤,面积>3.0mm2√碰伤产品表面不能有明显的碰伤现象A面或B面有明显的、损伤镀层的碰伤,不可接受√A面有不损伤镀层的碰伤,面积≥1.0mm2,不可接受√B面及边角碰伤面积>1.5mm2,组装后影响整体外观√B面及边角碰伤,0.5mm2≤S≤1.5mm2√C面及边角碰变形,但组装后不影响整体外观√C面及边角碰变形,组装后影响整体外观√水印产品表面不能有明显的水渍、水印电镀件表面有明显的、不可擦除的水渍、水印√A面水渍水印面积≤3.0mm2,40cm处观察不明显√B面水渍水印面积≤5.0mm2,40cm处观察不明显√C面水渍水印面积≤10mm2,40cm处观察不明显√黑印白印产品表面不能有明显的异色斑迹电镀件表面有明显的白印或黑印,面积≥2.0mm2√白印或黑印面积<2.0mm2,40cm处观察不明显√漏镀产品表面不允许有镀层未镀上的情况电镀件A面或B面有漏底材现象,不可接受√(√)电镀件A面或B面有相关镀层未镀上,不可接受√电极点周围有未镀上痕迹,组装后不能完全遮盖,其外露面积不超过2.0mm2,且40cm处观察不明显√电镀件凹位或阴角位明显发黄,组装后又不能够遮盖的,不可接受√电镀件内部出现发黄面积超过其所在面的1/3或,在组装后基本可遮盖,可接受√电镀件内部未镀上的地方生锈,不能接受√项目要求判定基准缺陷类别C M MI制订单位:品质部制订日期:2020/3/27R A尺寸各控制尺寸符合产品标准规定控制尺寸稍超出公差,但不影响装配√控制尺寸超出公差,现场无法装配√膜厚镀层厚度符合产品标准规定镀层厚度严重低于客户给定的下限值√镀层厚度稍低于下限值,且盐雾测试合格√耐腐蚀镀层/漆膜的防腐能力达到规定要求盐雾测试不通过,不可接受√附着力电镀层、油漆与基体结合牢固百格/TAPE测试不合格,不可接受√高低温、冷热循环测试不通过,不可接受√六价铬六价铬含量低于1000 ppm六价铬(Cr6+)含量超标√高温高湿产品经高温高湿贮存测试无外观异常产品经高温高湿贮存测试,表面有起泡、破损、脱色、氧化、腐蚀等现象√硬度油漆硬度达到产品标准规定经测试,漆膜铅笔硬度低于产品标准规定√耐水性油漆耐水性能达到产品标准规定经耐水性试验,产品表面有变色、起泡、起皱、脱落、生锈等现象√其他测试满足产品标准规定未满足产品标准规定√包装按客户指定的方式或本公司要求进行包装和标识未按客户指定的方式包装或标识,或标识错误√错装、漏装、混装产品√内、外包装箱损坏√(√)内包装纸、袋破损,产品直接与包装盒或箱接触√标记或标识模糊√4.3性能测试参照《电镀件性能测试作业指导书》5、相关文件及记录5.1《界油测试作业指导书》5.2《来料检验报告》5.3《电镀件可靠性检验标准》5.4GB/T 2828.1-2003 按接收质量限(AQL)检索的逐批检验抽样计划制订单位:品质部制订日期:2020/3/275.5 GB/T 6739-2006 色漆和清漆铅笔法测定漆膜硬5.6 GB/T 1733-93 漆膜耐水性测定法制定周甲果审核复核时间2020/1/8 时间时间。
硅胶检验标准一、目的和用途:本标准提出对硅胶送样检验的工艺过程、内容及标准。
二、适用范围:适用于各种规格的硅胶。
三、工具和仪器设备:秒表、胶枪、直尺,高低温试验箱,紫外箱四、检验(项目)及标准:A类标准:序号1项目规格型号检验内容、标准检查规格型号是否与送检单一致,送检单是否与BOM单一致,检查供应商是否在合格供应商之例。
挤出的硅胶是均匀膏状物,没有气泡,没有结皮现象,光滑,无坍塌落糊状,无异物。
2外观挤出一段至少大于100mm,待完全固化后,切开截面(每5mm切开一段),切面处无空洞。
颜色符合设计要求,色泽均匀;要标明生产日期及有效期(1年)无刺激性气味,符合ROSH要求0.3Mpa的气源压力下进行测定,记录挤出20g产品所用的时间,取出三次试验数据的平均值作为试验结果7-15(s/20g)B类标准:序号项目检验内容、标准-45度~85度不脱胶。
符合(IEC61215;IEC61730-2)由供方提供检测报告由供方提供检测报告无345678910密封性介电常数体积电阻率扯裂强度肖氏硬度延伸率固化时间老化试验85%湿度,85℃,2000小时,无明显黄便,部发脆。
高低温试验箱由供方提供检测报告,符合订货技术要求无大于等于10mpa由供方提供检测报告检验方法(器具)检验方法(器具)目测目测目测目测目测目测,供应商提供报告,嗅觉34硅胶颜色有效期气味6挤出性胶枪\秒表1耐热性能直尺2抗拉强度1.5~2.0MPA,。
硅胶检测报告
引言:
硅胶是一种常用的吸湿剂,广泛应用于食品、药品、电子产品等行业中,其吸湿能力强、无毒无味、稳定性高等特点使其成为被广泛使用的产品。
为了确保产品的质量与安全性,需要对硅胶进行严格的检测。
本文将通过对硅胶的检测报告,详细介绍硅胶的检测方法、检测指标以及检测结果的分析。
概述:
本次硅胶检测是基于国际标准测试方法,通过多个方面的检测指标对硅胶样品进行全面分析。
通过对样品的性质、化学成分及其它重要指标进行检测,我们旨在提供客观准确的硅胶质量评估以及最终产品的安全性评价。
正文内容:
1.硅胶的外观与物理性质分析
硅胶样品的外观观察和比较
硅胶的质地分析、颜色分析、密度测试
2.硅胶的化学成分分析
硅胶中的主要成分分析:二氧化硅(SiO2)含量测试
其他成分分析:有机成分、金属离子、盐含量等
3.硅胶的吸湿性能分析
吸湿率测试:通过不同湿度条件下的吸湿性能测试
吸湿速率测试:通过时间与吸湿量的变化关系确定其吸湿速率循环吸放湿性能测试:检测硅胶在吸湿后的释放能力
4.硅胶的化学稳定性分析
酸度与碱度测试:检测硅胶样品的酸碱性
热分解性测试:检测硅胶在高温下的稳定性
氧化分析:检测硅胶样品的氧化程度
5.硅胶的可溶性与溶出物质分析
可溶性测试:检测硅胶在水或其他溶剂中的溶解性
溶出物分析:检测硅胶样品中的溶出物及其浓度
总结:
本次硅胶检测报告的主要目的是为了提供客观准确的硅胶质量评估以及最终产品的安全性评价。
通过对硅胶样品的全面分析,我们可以为客户提供参考,并通过改进和优化产品质量,进一步确保硅胶产品的稳定性和安全性,提供高质量的硅胶产品给予客户。
硅胶产品检验标准一. 一般标准1.工作温度:-15℃—+80℃2.贮存温度:-30℃—+85℃3.贮存时间: A.产品在无挤压情况下平放:可长期保贮B.产品在挤压情况下存放:1个月4.工作相对湿度:45℅—95℅5.工作气压:86-106Kpa6.接触率:5MA在12VDC/0.5秒/2*107次7.接触反弹:<12毫秒8.绝缘电阻:>1012欧姆/500VDC9.击穿电压:>25KV/mm二. 外观1. 颜色(1).标准:硫化装配后硅胶不外露,无较大差异(2).检测方法:在明亮的自然光或40W日光灯下,将标准样品或色卡与待校样品放在一起,经视力1.0以上,无色盲的专业人员在肉眼与样品间距为30cm的情况下目检5秒钟.2. 偏心(1)标准: H厚–H薄弹性壁厚度≤0.1MM时,模具检测时X=20℅;≤X弹性壁厚度≤0.2MM时,模具检测时X=15℅H厚+ H薄弹性壁厚度≤0.3MM时,模具检测时X=8%(2)检测方法:用厚度仪测试。
3. 溢料(1) 标准:从键面向下单色料高≥露出外壳高度+1.0MM,装外壳后看不见为宜.(2) 检测方法:用游标卡尺测量4. 毛边(1) 标准:产品边缘:≤0.5MM定位孔: ≤0.1MM5. 破裂(1) 标准:无影响装配与使用性能之处:≤1.0MM(2) 检测方法:用游标卡尺测量6. 色点凹凸点(1) 标准:客户装配后硅胶外露部分:无明显可见检测方法:在明亮的自然光或40瓦日光灯照射下,将样品放于距肉眼30CM左右处经视力1.0以上人员目测5秒钟7.以上字符偏移(1) 标准:中心值±0.15MM(2) 检测方法:用工具显微镜测量三. 物理性能1.尺寸L<10 : L±0.05MM10≤L<20 : L±0.08MM20≤L<30 : L±0.10MM30≤L<50 : L±0.15MM50≤L<100 : L±0.3℅LMM100≤L: L±0.5℅LMM (2)检测方法:用投影仪测量2.弹力(1) 标准:A.峰值P1标准值: 50±(5-10)g70±(10-15)g90±(15-20)g100±(15-20)g120±(20-25)g150±(20-25)g170±(25-30)g200-300g±35gb.最小回弹P3P1≤50G时: P3≥20G50G<P1≤120G时: P3≥25G120G<P1≤180G时: P3≥30G180G<P1≤250G时: P3≥40G250G<P1 时: P3≥50Gc.感觉:20℅-80℅d.离散性P1中心值≤150g时,同片产品之同种键型:≤15℅不同片产品之同种键型:≤20℅P1中心值≥150g时,同片产品之同种键型:≤20℅不同片产品之同种键型:≤25℅(2) 测试方法:用AIKOH MODEL 1305弹力测量仪测出弹力随冲程的变化曲线图读取其峰值P1,接触弹力P2,最小回弹P3.计算其:感觉=(P1-P2)/P1*100℅离散性=((P1最大峰值)-P1(最小峰值))/P1(最大峰值)*100℅3.接触电阻(1) 标准:a.黑粒导电:≤100欧姆b.移印导电:≤250欧姆c.丝印导电:≤500欧姆(2) 测试方法:用压力为250g压力使产品键之导电基压在间隔为0.5MM的单缝半月形镀金板上.待万用表显示值基本稳定后,读取其显示值.5.寿命a.弹性壁寿命(1) 标准:≥50万次(2) 测试方法:在AIKOH硅胶寿命测试仪的打击速率为2-5次/秒的情况下,设置打击平台的打击接触行程为产品冲程+[0.1-0.2]mm,经10万次打击后,弹性壁不得开裂破损,可回弹且提失≤30%,当客户无要求时均按50万次进行测试.b.印刷导电寿命(1) 标准:≥2,000,00次(2) 测试方法:在AIKOH硅胶寿命测试仪的打击速率为2-5次/秒的情况下,设置打击平台的打击接触行程为产品冲程+[0.1-0.2]mm,经20万次打击后,导电物质不得从导电基上脱落且其接触电阻在规格内.c.印刷字体寿命(1) 标准:≥100圈(2) 测试方法:将字符单键安装于PK-3-4字体寿命仪上,使键高出0.5-1.0MM,在加上500G的压力转动摩擦,字体不断开,当客户无明确要求时可采用目视厚度方法进行寿命控制.d.PU寿命⑴标准:≥RCA 50圈⑵测试方法:将测试KEY安装于RCA摩擦仪上露了高度0.5-1mm,压力为175g情况下字体出现损伤时寿命即为PU寿命.客户无要求时,PU寿命按此标准.四.化学性能(只限录音电话机的硅胶按键)1.加热失重率(1) 标准: a.≤0.2%(经200℃/4HRS加热失重后)b.≤1.0%(经200℃/24HRS加热失重后)(2) 测试方法:将产品放于干燥箱内30分钟,然后取出,用分析天平称取测试前产品的片重,W1将产品放入温度为200+/-5℃的烘箱内烘烤4小时或24小时,然后将产品拿出放入干燥箱内放置30分钟后用分析天平称取其重量W2,计算(W1-W2)/W1*100℅之值.2.抽提失重率(1)标准:≤3.5%(3) 测试方法:选取一些有代表性的键,剪取约0.5g样品,再将其剪成0.005-0.01g的小粒,用分析天平称其准确总重为W1,将样品放抽提器内并加入异炳醇(IPA)进行提2小时,然后取出样品再放入温度为100℃的烘箱内烘烤半小时,取出后放入干燥箱内冷却半小时称其准确总重W2,计算(W1-W2)/W1*100℅之值.3.低分子含量(1) 标准: D3-D10≤300PPM测试方法:选取有代表性的键1.00+/-0.002g样品,将其剪成约为2mm的小颗粒,放入小瓶内,再将20ML CCL4溶液注入小瓶中,加入20UL的内标物(CH3(CH2 9CH3)摇匀存放16-24HRS,用色谱分析仪测量其D3-D10的量.。
艾斯东升科技(北京)有限公司(橡胶)硅胶产品检验规程试用-------新编规程A/0 一、目的:对公司产品使用的硅胶绳、硅胶密封类产品进行进料控制,确保合格产品入库。
二、抽样标准:GB-2828-2003三、抽样执行:下图四、检验方法4.1外观检验在明亮的自然光线或者40瓦日光灯下,将样品放于肉眼30CM处,检验人员目测。
4.2尺寸检验使用测量精度≥0.02mm的游标卡尺或者长度测量的直尺或者卷尺进行测量。
4.3电气性能检验使用万用表200KΩ测量绝缘性能;默认供应厂家执行国标为合格。
4.4硬度测试使用邵氏硬度计,测量硅胶表面硬度,度数与技术指标符合(条件不允许)4.5撕裂度:依据国标,拉伸强度不小于11MPa,条件不允许 4.6压缩度:依据国标,拉伸率不小于220%;压缩率≤25%;≥30%;条件不允许4.7耐磨度:条件不允许4.8老化:干燥箱,依据国标100℃.70H;条件不允许。
4.9工装实验,在实际使用中检查(普遍使用此法)五、使用设备邵氏硬度计、干燥箱、卡尺、米尺、放大镜等等六、检验(人为感官检验)6.1外观检验:包装标识与实物应一致;无色差、无毛孔、无坑点、无变形、切边整齐、无破损、无脏污。
6.2结构尺寸:规格尺寸不超出公差范围,不影响装配。
6.3手感测试:用手触摸硅胶产品表面,不发涩,光滑、无明显凹凸感。
6.4撕裂:对样品后,用双手对硅胶产品进行撕裂,不允许轻微用力就发生破裂。
6.5拉伸:对样品,用双手对硅胶产品用力拉伸,放开后,无变形。
6.6标识检验:对送达的硅胶产品的名称、生产日期、批号、合格证的有效性核对。
七、放宽接收7.1毛边:产品边缘≤0.5mm可以接收7.2定位孔:≤0.1mm可以接收7.3偏心:弹性壁厚≤0.1mm接收7.4破裂:无影响装配与使用性能,≤0.5mm接收。
汇编:陈勇2019.11.20批准执行:。
硅胶产品检测的en标准
硅胶产品通常需要符合欧洲市场的EN标准,以下是一些与硅胶
产品相关的EN标准:
1. EN 71-3,这是欧洲玩具安全标准的一部分,涉及有毒元素
的限制,包括硅胶产品中的重金属含量。
2. EN 1400,这是关于婴儿用奶嘴的标准,其中可能包括硅胶
制成的奶嘴部分的要求。
3. EN 14350,这是关于婴儿喂养用品的标准,也涉及硅胶制品,例如奶瓶或奶嘴。
4. EN 12868,这是关于硅胶制品食品接触材料的标准,确保硅
胶产品在接触食品时不会释放有害物质。
5. EN 1400-2,这是关于婴儿用品安全的标准,也可能涉及硅
胶制品。
这些标准涵盖了硅胶产品在安全性、有害物质释放、婴儿用品
等方面的要求。
在出口到欧洲市场时,硅胶产品需要符合相应的EN 标准,以确保产品质量和安全性。
当然,具体适用的标准取决于产品的具体用途和特性,因此在进行产品检测时需要根据产品的特点选择适当的EN标准进行测试和认证。
硅胶外观检验通用标准制订单位:品质部制订日期:2020/3/271、目的为规范检验员对电镀件不良的判定。
2、范围本规范适用于本公司加工之电镀品和电镀-封漆品的最终检验和出货检验。
3、职责3.1 IQC负责来料电镀件的检验及判定3.2 品质主管负责检验结果的审核。
4、流程4.1 不良缺陷定义4.1.1 色泽:电镀或烤漆颜色与色板/卡不一致4.1.2扫纹:扫纹方向、颜色深浅等不符合样板4.1.3脱皮:电镀层、油漆层有脱落现象4.1.4起泡:电镀层、油漆层表面有凸起气泡状4.1.5脏污:产品表面有手印、药水及其他脏污现象4.1.6变形:制品加工处理后,其基体及孔位出现组装偏差及有段差出现4.1.7斑点:产品表面有明显的凹凸点及异色点(如:麻点、亮点、氧化点)4.1.8 刮花:产品表面有明显擦花/刮花/划伤现象4.1.9 脱皮:指胶料表面起皮或分层。
4.1.10 水印:产品表面有明显的不可擦拭的水渍、水印4.1.11黑白印:产品表面有不可擦拭的白色或黑色的印迹4.1.12漏镀:产品表面镀层位镀上4.2外观检验项目及技术要求项目要求判定基准缺陷类别CRMAMI色泽电镀或烤漆颜色与色板/卡一致颜色错误,不可接受√与色板/卡颜色有明显差异,或存在明显阴阳面√与色板/色卡颜色略有差异,但整体颜色均匀一致,无明显差异√扫纹扫纹方向、颜色深浅等符合样板需要扫纹的产品未扫纹,不可接受√扫纹方向错误,色差明显,大面积漏扫、扫穿√纹路凌乱不清,轻微漏扫、扫穿、色差√脱皮电镀层、油漆层不能有脱落现象电镀层或油漆层成片状脱落√A面或B面有镀层或油漆脱落现象√制订单位:品质部制订日期:2020/3/27C面镀层或油漆脱落面积≥3mm2√C面镀层或油漆脱落面积1mm2≤S<3mm2√起泡电镀层、油漆层不能有起泡现象产品表面有易破裂的大气泡或成片小气泡√A面有不成片的小气泡√B面10cm2内有直径>0.5mm的小气泡超过1 个√B面10cm2内有直径≤0.5mm的小气泡超过2 个√C面10cm2内有直径>0.5mm的小气泡超过3 个√C面10cm2内有直径≤0.5mm的小气泡超过5 个√脏污产品表面不能有手印、药水及其他脏污现象产品表面残留有大片污物、液体、血液等√A面残留有1mm2≤S≤2mm2的污渍√B面或C面残留有面积大于2mm2的污渍√B面残留有1mm2≤S≤2mm2的污渍,10cm2内不超过1处√C面残留有1mm2≤S≤2mm2的污渍,10cm2内不超过2处√变形制品加工处理后,其基体及孔位不能有变形现象制品经表面加工后,出现明显弯曲、翘角等变形现象√制品经表面加工后,A面出现明显凹凸等变形现象√制品经表面加工后,装配部位发生变形,无法装配√B面、C面加工后的凹凸痕,深度或高度不超过1mm,且10cm2内不超过2处√孔位、装配位加工变形但不影响装配,且组装后可以遮掩或不影响外观√项目要求判定基准缺陷类别CRMAMI斑点产品表面不能有明显的凹凸点及异色点(如:麻点、亮点、氧化点)产品表面有大片密密麻麻的斑点√A面10cm2内有面积≥0.3mm2的斑点超过1个√A面10cm2内有0.08≤S<0.3mm2的斑点超过2个√B面10cm2内有面积≥0.3mm2的斑点超过2个√制订单位:品质部制订日期:2020/3/27 B面10cm2内有0.08≤S<0.3mm2的斑点超过3个√擦花刮花划伤产品表面无明显擦花/刮花/划伤现象1)A面:轻微擦花/刮花/划伤,面积≤0.3mm2√严重擦花/刮花/划伤,面积>0.3mm2√2)B面:轻微擦花/刮花/划伤,面积≤0.5mm2√严重擦花/刮花/划伤,面积>0.5mm2√3)C面:轻微擦花/刮花/划伤,1.5mm2≤S≤3.0mm2√严重擦花/刮花/划伤,面积>3.0mm2√碰伤产品表面不能有明显的碰伤现象A面或B面有明显的、损伤镀层的碰伤,不可接受√A面有不损伤镀层的碰伤,面积≥1.0mm2,不可接受√B面及边角碰伤面积>1.5mm2,组装后影响整体外观√B面及边角碰伤,0.5mm2≤S≤1.5mm2√C面及边角碰变形,但组装后不影响整体外观√C面及边角碰变形,组装后影响整体外观√水印产品表面不能有明显的水渍、水印电镀件表面有明显的、不可擦除的水渍、水印√A面水渍水印面积≤3.0mm2,40cm处观察不明显√B面水渍水印面积≤5.0mm2,40cm处观察不明显√C面水渍水印面积≤10mm2,40cm处观察不明显√黑印白印产品表面不能有明显的异色斑迹电镀件表面有明显的白印或黑印,面积≥2.0mm2√白印或黑印面积<2.0mm2,40cm处观察不明显√漏镀产品表面不允许有镀层未镀上的情况电镀件A面或B面有漏底材现象,不可接受√(√)电镀件A面或B面有相关镀层未镀上,不可接受√电极点周围有未镀上痕迹,组装后不能完全遮盖,其外露面积不超过2.0mm2,且40cm处观察不明显√电镀件凹位或阴角位明显发黄,组装后又不能够遮盖的,不可接受√电镀件内部出现发黄面积超过其所在面的1/3 或,在组装后基本可遮盖,可接受√电镀件内部未镀上的地方生锈,不能接受√项目要求判定基准缺陷类别C M MI制订单位:品质部制订日期:2020/3/27R A尺寸各控制尺寸符合产品标准规定控制尺寸稍超出公差,但不影响装配√控制尺寸超出公差,现场无法装配√膜厚镀层厚度符合产品标准规定镀层厚度严重低于客户给定的下限值√镀层厚度稍低于下限值,且盐雾测试合格√耐腐蚀镀层/漆膜的防腐能力达到规定要求盐雾测试不通过,不可接受√附着力电镀层、油漆与基体结合牢固百格/TAPE测试不合格,不可接受√高低温、冷热循环测试不通过,不可接受√六价铬六价铬含量低于1000 ppm六价铬(Cr6+)含量超标√高温高湿产品经高温高湿贮存测试无外观异常产品经高温高湿贮存测试,表面有起泡、破损、脱色、氧化、腐蚀等现象√硬度油漆硬度达到产品标准规定经测试,漆膜铅笔硬度低于产品标准规定√耐水性油漆耐水性能达到产品标准规定经耐水性试验,产品表面有变色、起泡、起皱、脱落、生锈等现象√其他测试满足产品标准规定未满足产品标准规定√包装按客户指定的方式或本公司要求进行包装和标识未按客户指定的方式包装或标识,或标识错误√错装、漏装、混装产品√内、外包装箱损坏√(√)内包装纸、袋破损,产品直接与包装盒或箱接触√标记或标识模糊√4.3性能测试参照《电镀件性能测试作业指导书》5、相关文件及记录5.1《界油测试作业指导书》5.2《来料检验报告》5.3《电镀件可靠性检验标准》5.4GB/T 2828.1-2003 按接收质量限(AQL)检索的逐批检验抽样计划制订单位:品质部制订日期:2020/3/275.5 GB/T 6739-2006 色漆和清漆铅笔法测定漆膜硬5.6 GB/T 1733-93 漆膜耐水性测定法制定周甲果审核复核时间2020/1/8 时间时间。
硅胶产品检验标准一. 一般标准1.工作温度:-15 C—+80 C2•贮存温度:-30 C—+85 C3•贮存时间:A.产品在无挤压情况下平放:可长期保贮B.产品在挤压情况下存放:1个月4•工作相对湿度:45 % — 95 %5•工作气压:86-106Kpa6.接触率:5MA 在 12VDC/0.5 秒/2*107 次7.接触反弹:<12毫秒8.绝缘电阻:>1012欧姆/500VDC9.击穿电压:>25KV/mm二. 外观1.颜色(1).标准:硫化装配后硅胶不外露,无较大差异(2).检测方法:在明亮的自然光或 40W日光灯下,将标准样品或色卡与待校样品放在一起经视力1.0以上,无色盲的专业人员在肉眼与样品间距为30cm的情况下目检5秒钟.2.偏心(1)标准:H厚薄弹性壁厚度w 0.1MM时,模具检测时X=20 %;wx 弹性壁厚度 w 0.2MM时,模具检测时X=15%H厚+ H薄弹性壁厚度w 0.3MM时,模具检测时 X=8%(2)检测方法:用厚度仪测试。
3.溢料(1)标准:从键面向下单色料高胡出外壳高度+1.0MM,装外壳后看不见为宜.(2)检测方法:用游标卡尺测量4.毛边(1)标准:产品边缘:w 0.5MM定位孔:w 0.1MM5.破裂(1)标准:无影响装配与使用性能之处:w 1.0MM(2)检测方法:用游标卡尺测量6.色点凹凸点(1)标准:客户装配后硅胶外露部分:无明显可见检测方法:在明亮的自然光或 40瓦日光灯照射下,将样品放于距肉眼 30CM左右处经视力1.0以上人员目测5秒钟7.以上字符偏移 (1) 标准:中心值±).15MM(2) 检测方法:用工具显微镜测量三. 物理性能1尺寸L<10 : L 0±5MM10< L<20 : L 20 < L<30 : L 30 < L<50 : L 50 < L<100 : L ± 0.08MM± 0.10MM± 0.15MM± 0.3 % LMM100 WL : L ± 0.5 % LMM(2) 检测方法:用投影仪测量50 ±5-10)g70 ±10-15)g90 ±15-20)g100 ±15-20)g120 ±20-25)g150 ±20-25)g 170 ±25-30)g200-300g 35gb. 最小回弹P32•弹力(1)标准:A.峰值P1标准值:P1W 50G寸:P3 > 20G5OG<P1W 120G时:P3 > 25G12OG<P1W18OG 时:P3 > 30G180G<P1 w 250G时:P3 > 40G250G<P1 时:P3 > 50Gc.感觉:20九80 %d.离散性P1中心值w 150g寸,同片产品之同种键型:w 15 %不同片产品之同种键型:w 20 %P1中心值> 150g寸,同片产品之同种键型:w 20 %不同片产品之同种键型:w 25 %(2)测试方法:用 AIKOH MODEL 1305 弹力测量仪测出弹力随冲程的变化曲线图读取其峰值P1,接触弹力P2,最小回弹P3计算其:感觉=(P1-P2)/P1*100 %离散性=((P1最大峰值)-P1(最小峰值))/P1(最大峰值)*100 %3•接触电阻(1)标准:a.黑粒导电:w 10欧姆b.移印导电:< 25欧姆c.丝印导电:< 50欧姆(2)测试方法:用压力为250g压力使产品键之导电基压在间隔为0.5MM的单缝半月形镀金板上•待万用表显示值基本稳定后,读取其显示值.5.寿命a.弹性壁寿命(1)标准:> 5万次(2)测试方法:在AIKOH硅胶寿命测试仪的打击速率为2-5次/秒的情况下,设置打击平台的打击接触行程为产品冲程+[0.1-0.2]mm,经10万次打击后,弹性壁不得开裂破损,可回弹且提失< 30%当客户无要求时均按50万次进行测试.b.印刷导电寿命(1)标准:> 2,000,0次(2)测试方法:在AIKOH硅胶寿命测试仪的打击速率为2-5次/秒的情况下,设置打击平台的打击接触行程为产品冲程+[0.1-0.2]mm,经20万次打击后,导电物质不得从导电基上脱落且其接触电阻在规格内c.印刷字体寿命(1)标准:> 10圈(2)测试方法:将字符单键安装于 PK-3-4字体寿命仪上,使键高出0.5-1.0MM,在加上500G的压力转动摩擦,字体不断开,当客户无明确要求时可采用目视厚度方法进行寿命控制d.PU寿命⑴标准:> RCA 5圈⑵测试方法:将测试KEY安装于RCA摩擦仪上露了高度 0.5-1mm,压力为175g情况下字体出现损伤时寿命即为PU寿命.客户无要求时,PU寿命按此标准.四. 化学性能(只限录音电话机的硅胶按键 )1•加热失重率(1)标准:a. <坯2经200 C /4HRS加热失重后)b. < 1.0(经200 C /24HRS加热失重后)(2)测试方法:将产品放于干燥箱内 30分钟,然后取出,用分析天平称取测试前产品的片重,W1将产品放入温度为200+/-5 C的烘箱内烘烤4小时或24小时,然后将产品拿出放入干燥箱内放置30分钟后用分析天平称取其重量W2,计算(W1-W2 )/W1*100 %之值.2.抽提失重率(1)标准:< 3霜(3)测试方法:选取一些有代表性的键,剪取约0.5g样品,再将其剪成0.005-0.01g的小粒,用分析天平称其准确总重为W1,将样品放抽提器内并加入异炳醇(IPA)进行提2小时,然后取出样品再放入温度为100C的烘箱内烘烤半小时,取出后放入干燥箱内冷却半小时称其准确总重W2,计算(W1-W2)/W1*100%之值.3.低分子含量(1) 标准:D3-D10W 300PPM测试方法:选取有代表性的键 1.00+/-0.002g样品,将其剪成约为2mm的小颗粒,放入小瓶内,再将20ML CCL4溶液注入小瓶中,加入20UL的内标物(CH3(CH2 9CH3)摇匀存放16-24HRS,用色谱分析仪测量其 D3-D10的量.。