CP_CPK_PP_PPK详细定义与计算方法
- 格式:ppt
- 大小:509.00 KB
- 文档页数:25
CPCPKPPPPKCMK的计算公式过程能力指数公式过程能力指数是用来评估一个过程的稳定性和一致性的指标,常见的过程能力指数有CP、CPK、PP、PPK和CMK。
下面将介绍这些指标的计算公式和过程。
1.CP指数:CP指数是最简单的过程能力指标,它只考虑了过程的标准离差和规格范围。
CP指数的计算公式如下:CP = (USL - LSL) / (6 * sigma)其中,USL表示规格上限,LSL表示规格下限,sigma表示过程的标准离差(标准偏差)。
CP指数的取值范围是0到无穷大,当CP>1时,表示过程能够满足规格要求;当CP=1时,表示过程的规格分布和规格范围相同;当CP<1时,表示过程不能完全满足规格要求。
2.CPK指数:CPK指数是对CP指数的改进,它考虑了过程的中心性偏移。
CPK指数的计算公式如下:CPK = Min[(USL - xbar) / (3 * sigma), (xbar - LSL) / (3 * sigma)]其中,xbar表示过程的平均值。
CPK指数的取值范围是-1到1,当CPK>1时,表示过程能够满足规格要求;当CPK=1时,表示过程的规格分布和规格范围相同;当CPK<1时,表示过程不能完全满足规格要求。
3.PP指数:PP指数是由过程的高度分布范围和规格范围来衡量的。
PP指数的计算公式如下:PP = (USL - LSL) / (6 * sigma)PP指数的取值范围也是0到无穷大,与CP指数相同。
4.PPK指数:PPK指数是对PP指数的改进,它考虑了过程的中心性偏移。
PPK指数的计算公式如下:PPK = Min[(USL - xbar) / (3 * sigma), (xbar - LSL) / (3 * sigma)]PP和PPK指数与CP和CPK指数的计算公式完全相同。
5.CMK指数:CMK指数是以过程的中心值和规格范围来评估过程的能力。
CMK指数的计算公式如下:CMK = Min[(USL - xbar) / (3 * sigma), (xbar - LSL) / (3 * sigma)]CMK指数的取值范围是-1到1,与CPK指数相同。
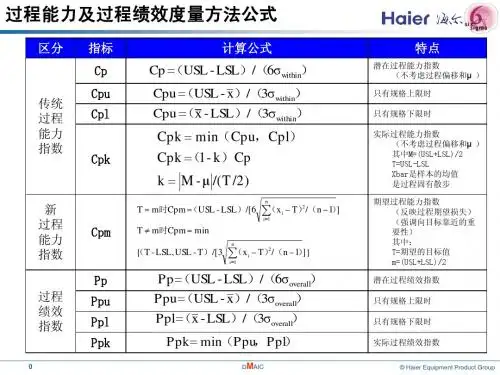
PP、PPK、CP、CPK、CM、CMK1. Ca、Cp、Cpk的计算1) 过程准确度指数(Ca值):表示过程特性中心位置的偏移程度,越小越好Ca=(样本平均值-规格中心值)/(规格公差/2)a) 等级A:|Ca|≦12.5% 表示作业员遵守作业规范,并达规格要求b) 等级B :12.5%< |Ca|≦25% 表示必要时尽可能提升至A级c) 等级C:25%< |Ca|≦50% 表示作业员可能看错或未按标准作业,或须修改规格及作业标准。
d) 等级D:50%< |Ca| 表示应采取紧急措施,全面整改可能影响之因素,应停止生产。
2) 过程精密度能力系数(Cp值):表示过程特性分散的程度,值越大越集中。
Cp=(规格上限-规格下限)/(6×标准差)a) 合格:1.33≦Cp表示能力足够b) 警告:1.00 ≦Cp< 1.33表示能力无足够宽度,平均值稍有偏差时,不良率既会增加。
c) 不合格:Cp< 1.00表示能力不足,有不合格品,须全数筛选,并设法缩小变异或整改规格公差。
3) 过程综合能力系数(Cpk值):同时考虑“偏移”程度及“分散程度Cpk=(1-Ca) ×Cpa) 此系数为过程评价用系数,用于过程改善b) 客户指定Cpk值时,欲达到此Cpk值,可先探讨Ca及Cp值:“准确度”“精密度”是否有适当能力c) 一般客户是指定值多数为≧1.33;Cpk值≧3.00时,表示过程能力已经足够了,继续维持即可;若想进一步改善,应考虑成本效益。
Cp=(Usl-Lsl)/6δCpku=(Ucl-Xbar)/3δ Cpkl=(Xbar-Lsl)/3δCpk=min(Cpku : Cpkl)2、首先我们先说明Pp、Cp两者的定义及公式Cp(Capability Indies of Process):稳定过程的能力指数,定义为容差宽度除以过程能力,不考虑过程有无偏移,一般表达式为:Cpk,Ca,Cp三者的关系:Cpk = Cp×(1-┃Ca┃),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势)Pp(Performance Indies of Process):过程性能指数,定义为不考虑过程有无偏移时,容差范围除以过程性能,一般表达式为:(该指数仅用来与Cp及Cpk对比,或/和Cp、Cpk一起去度量和确认一段时间内改进的优先次序)CPU:稳定过程的上限能力指数,定义为容差范围上限除以实际过程分布宽度上限,一般表达式为:CPL:稳定过程的下限能力指数,定义为容差范围下限除以实际过程分布宽度下限,一般表达式为:3、现在我们来阐述Cpk、Ppk的含义Cpk:这是考虑到过程中心的能力(修正)指数,定义为CPU与CPL的最小值。
Cp:过程能力,仅适用于统计稳定过程,是过程在受控状态下的实际加工能力,不考虑过程的偏移,是过程固有变差(仅由于普通原因产生的变差)的6σ范围,式中σ通常用R-bar/d2或者s-bar/ c4来估计。
所以过程能力是用过程在受控状态下短期数据计算的。
因此又将过程能力称为“短期过程能力”,实际中常将短期省略。
这个指数只是针对双边公差而计算的,对于单边公差没有意义。
计算公式Cp=(USL-LSL)/6σCpk:过程能力指数,是在过程有偏移情况下的过程能力,前提是要过程稳定且数据是正态分布,而且数据应该在25组以上(建议最少不要低于20组,数据组越少风险越大),只考虑过程受普通原因的影响。
因为过程只受到普通原因变差影响是理想状态下的,从长期来说过程总会受到各种特殊原因的影响,所以又被称为短期过程能力,也叫潜在过程能力。
Cpk通过CPU或CPL的最小值来计算,计算公式CPU=(USL-X-bar)/3σ和CPL=(X-bar-LSL)/3σPp:过程性能,是过程长期运行的实际加工能力,过程总变差(由子组内和子组间二种变差所引起的变化,如果过程处于不受控状态,过程总变差将包括特殊原因和普通原因)的6σ范围,式中σ通常用样本的标准差s来估计。
此时不考虑过程是否受控。
因此过程性能也称长期过程能力,也叫性能指数。
计算公式Pp=(USL-LSL)/6sPpk:过程性能指数,因为计算不需要过程稳定(因为在计算公式中已经考虑了普通和特殊两种原因的影响),所以在PPAP手册中要求在产品进行试生产过程不稳定时(此时过程受两种原因影响)用Ppk衡量过程能力,要求Ppk>=1.67才能进入量产阶段,所以又把Ppk称为初期能力指数。
Ppk通过PPU或PPL的最小值来计算,计算公式PPU=(USL-X-bar)/3s和PPL=(X-bar-LSL)/3s很多公司由于对过程能力的一知半解,往往只要求计算Cpk的指数来衡量过程能力是否足够,事实上进入正常生产后应该通过Cp \Cpk\Ppk三个指数之间的差别来判断过程是否有问题,如果有问题是管理上还是技术上有问题,当Cp>1.33表明过程变差比较小,此时还要看Cpk,当Cp和Cpk相差很大时表明过程有较大的偏移,需要做居中处理,再比较Cpk和Ppk,如果两者相差不大表明受特殊因素的影响小,如果两者相差很大表明受特殊因素的影响很大,特殊因素的影响往往比较容易找到。
CPCPKPPPPK详细定义与计算方法CP、CPK、PP、PPK是统计质量指标,用于衡量一个过程的性能,特别是其稳定性和一致性。
下面详细介绍它们的定义和计算方法。
1. CP(Process Capability,过程能力):CP是指过程分布的极限范围与规范限制范围之间的比值。
它反映了过程的能力,即过程在可控范围内的变异性。
CP值越大,代表过程性能越好。
CP=(USL-LSL)/(6*标准差)其中,USL是规格上限(Upper Specification Limit),LSL是规格下限(lower Specification Limit)。
标准差是过程数据的平均离差平方根。
2. CPK(Process Capability Index,过程能力指数):CPK是针对过程两侧规格限制范围的过程能力指标,考虑了偏斜度和过程中心值。
与CP相比,CPK更全面地衡量了过程性能。
CPK = min(USL - 平均值, 平均值 - LSL) / (3 * 标准差)CPK值越大,代表过程能满足规格要求的能力越强。
当CPK值大于1时,说明过程能基本满足规格要求。
3. PP(Process Performance,过程性能):PP是指过程性能在规格限制范围内的比例,即过程的能力指数。
PP 值越大,说明过程在规格范围内变异性越小,能力越强。
PP=(USL-LSL)/(6*历史标准差)其中,历史标准差是过去的过程数据的平均离差平方根。
4. PPK(Process Performance Index,过程性能指数):PPK是过程指标,类似于PP,但它也考虑了过程中心值。
PPK比PP更全面地评估了过程的性能。
PPK = min(USL - 平均值, 平均值 - LSL) / (3 * 历史标准差)PPK值越大,代表过程能满足规格要求的概率越高。
当PPK值大于1时,表明过程性能能够基本满足规格要求。
计算方法中常涉及的术语解释:-规格上限(USL):产品或过程的上限要求。
CP、CPK、PP、PPK的定义与关系CP、CPK、PP、PPK的定义与关系最近常看见论坛里面有些关于CP、CPK、PP、PPK定义的帖子,其实论坛里面都解释的很清楚了,只需要大家认真找找。
我整理了一部分,传上来,希望以后不要没认真找就随便发没多少价值帖子。
1、基本定义:σST :短期差异,σST = Rbar/d2σLT :长期差异,σLT =(这里本来是一个图片,可惜粘不上来)ε :分布中心u与规范中心M的偏移,ε=∣u - M∣K :分布中心u与规范中心M的偏移度,K=ε/2T = 2ε/T2、定义:CP :无偏移短期过程能力指数(或无偏移固有过程能力指数)CP = T/6σ≈T/6σSTCPK:有偏移短期过程能力指数(或有偏移固有过程能力指数)CPK=(1-K)CP≈(T-2ε)/6σSTPP :无偏移长期过程能力指数(或无偏移实绩过程能力指数)PP = T/6σ≈(TU-TL)/6σLTPPU:无偏移上单侧长期过程能力指数(或无偏移上单侧实绩过程能力指数)PPU=(TU-u)/3σ≈(TU-Xbar)/3σSTPPL:无偏移上单侧长期过程能力指数(或无偏移上单侧实绩过程能力指数)PPL=(u-TL)/3σ≈(Xbar- TL)/3σSTPPK:有偏移长期过程能力指数(或有偏移实绩过程能力指数)PPK=Min(PPU,PPL)3、比较与关系无偏移情况的CP表示过程加工的一致性,即“质量能力”,CP越大,则质量特性值的分布越“苗条”,质量能力越强;而有偏移情况的CPK表示过程中心u与规范中心M的偏移情况下的过程能力指数,CPK越大,则二者偏移越小,也即过程分布中心对规范中心越“瞄准”,是过程的“质量能力”与“管理能力”二者综合的结果。
故CP与CPK二者的着重点不同,需要同时加以考虑。
类似的,PP与PPK也需要联合应用。
对于同一个过程而言,通常,长期标准差的估计值σLT大于短期标准差的估计值σST。
CPCPKPPPPKCMK的计算公式过程能力指数公式在质量管理中,过程能力指数是用于衡量一个过程的稳定性和性能的指标。
它们可以帮助我们评估一个生产过程是否能够达到预期的质量水平。
以下是CP、CPK、PP、PPK和CMK的计算公式及其过程能力指数的定义:1.CP(过程能力指数)CP是最常用的过程能力指数,它用于评估一个过程的稳定性和可控性。
CP表示过程能力与产品的规格要求之间的比例关系。
CP的计算公式为:CP=(USL-LSL)/(6*标准差)其中,USL是上限规格限制,LSL是下限规格限制。
CP的值越接近1,表示该过程越能够满足规格要求。
如果CP小于1,则表示过程能力不足以满足规格要求。
2.CPK(过程能力指数)CPK是一种综合性的过程能力指数,它不仅考虑了过程的稳定性,还考虑了过程的中心位置。
CPK可以帮助我们评估过程是否能够在正常分布曲线的两侧均能满足规格要求。
CPK的计算公式为:CPK = min((USL - 平均值) / (3 * 标准差), (平均值 - LSL) / (3 * 标准差))CPK的值越接近1,表示该过程越能够满足规格要求。
如果CPK小于1,则表示过程能力不足以满足规格要求。
3.PP(过程性能指数)PP用于评估长期过程的能力,即过程在不同时间段内的表现。
PP基于过程能力指数CP的基础上,考虑了过程的长期变化。
PP的计算公式为:PP=(USL-LSL)/(6*标准差)PP的值越接近1,表示过程在不同时间段内的表现越能够满足规格要求。
如果PP小于1,则表示长期过程能力不足以满足规格要求。
4.PPK(过程性能指数)PPK是一种综合性的过程性能指数,它不仅考虑了过程的稳定性,还考虑了过程的中心位置。
PPK可以帮助我们评估长期过程是否能够在正常分布曲线的两侧均能满足规格要求。
PPK的计算公式同CPK的计算公式:PPK = min((USL - 平均值) / (3 * 标准差), (平均值 - LSL) / (3 * 标准差))PPK的值越接近1,表示长期过程在不同时间段内的表现越能够满足规格要求。
CP、CPK、PP与PPK之间的区别摘要:为了了解工序在稳定状态下的实际加工能力,即在操作者、机器设备、原材料、操作方法、测量方法和环境等标准条件下,工序呈稳定状态时所具有的加工精度,这时我们一般会通过CP、CPK、PP以及PPK等参数作为一个评断标准. CPCp:过程能力,仅适用于统计稳定过程,是过程在受控状态下的实际加工能力,不考虑过程的偏移,是过程固有变差(仅由于普通原因产生的变差)的 6σ范围,式中σ通常用 R-bar/d2或者s-bar/c4来估计。
所以过程能力是用过程在受控状态下短期数据计算的。
因此又将过程能力称为“短期过程能力”,实际中常将短期省略。
这个指数只是针对双边公差而计算的,对于单边公差没有意义。
计算公式为:CP=(USL-LSL)/ 6σ.CPKCPK:过程能力指数,是在过程有偏移情况下的过程能力,前提是要过程稳定且数据是正态分布,而且数据应该在 25组以上(建议最少不要低于 20组,数据组越少风险越大),只考虑过程受普通原因的影响。
因为过程只受到普通原因变差影响是理想状态下的,从长期来说过程总会受到各种特殊原因的影响,所以又被称为短期过程能力,也叫潜在过程能力。
CPK通过 CPU或 CPL的最小值来计算,计算公式:CPU=(USL-X-bar)/3σ和 CPL=(X-bar-LSL)/3σ.也可以直接利用太友科技CPK计算工具来计算(免费),特点:?简单方便地进行CPK的计算;?方便地输入需要进行计算CPK的数据;?也可从其它文件中复制数据到CPK分析工具中,如从电子表格中复制数据;?分析数据文件可方便地保存,需要时可直接打开进行计算;?可对分析数据导出打印功能等.PPPp:过程性能,是过程长期运行的实际加工能力,过程总变差(由子组内和子组间二种变差所引起的变化,如果过程处于不受控状态,过程总变差将包括特殊原因和普通原因)的 6σ范围,式中σ通常用则称x服从均数为μ,标准差为σ2的正态分布。
Ppk、Cpk区别及计算Cpk = Cp * ( 1 - |Ca|),PPK是过程性能指数,也可表示初始能力指数,它和CPK的计算方式是一样的,只是利用的标准差的估计值不同,通常相对而言CPK会比PPK的值大.1、首先我们先说明Pp、Cp两者的定义及公式Cp(Capability Index of Process):稳定过程的能力指数,定义为容差宽度除以过程能力,不考虑过程有无偏移,一般表达式为:Pp(Performance Index of Process):过程性能指数,定义为不考虑过程有无偏移时,容差范围除以过程性能,一般表达式为:(该指数仅用来与Cp及Cpk对比,或/和Cp、Cpk一起去度量和确认一段时间内改进的优先次序)CPU:稳定过程的上限能力指数,定义为容差范围上限除以实际过程分布宽度上限,一般表达式为:CPL:稳定过程的下限能力指数,定义为容差范围下限除以实际过程分布宽度下限,一般表达式为:2、现在我们来阐述Cpk、Ppk的含义Cpk:这是考虑到过程中心的能力(修正)指数,定义为CPU与CPL的最小值。
它等于过程均值与最近的规范界限之间的差除以过程总分布宽度的一半。
即:Ppk:这是考虑到过程中心的性能(修正)指数,定义为:或的最小值。
即:其实,公式中的K是定义分布中心μ与公差中心M的偏离度,μ与M的偏离为ε=| M-μ| ,则:于是,,3、公式中标准差的不同含义①在Cp、Cpk中,计算的是稳定过程的能力,稳定过程中过程变差仅由普通原因引起,公式中的标准差可以通过控制图中的样本平均极差估计得出:因此,Cp、Cpk一般与控制图一起使用,首先利用控制图判断过程是否受控,如果过程不受控,要采取措施改善过程,使过程处于受控状态。
确保过程受控后,再计算Cp、Cpk。
②由于普通和特殊两种原因所造成的变差,可以用样本标准差S来估计,过程性能指数的计算使用该标准差。
即:4、几个指数的比较与说明① 无偏离的Cp表示过程加工的均匀性(稳定性),即“质量能力”,Cp越大,这质量特性的分布越“苗条”,质量能力越强;而有偏离的Cpk表示过程中心μ与公差中心M的偏离情况,Cpk越大,二者的偏离越小,也即过程中心对公差中心越“瞄准”。
Cp、Cpk、Pp、Ppk 详解1. 背景Cp, Cpk, Pp 和 Ppk这几个概念在工业制造领域的应用已经很普遍了,但是这些概念往往被混淆。
网上的解释各执其词,而且错误百出(如下图)。
就连国外网站上的讨论也是众说不一⑥。
当这些概念用中文解释时,那就更复杂了。
比如这些概念里共有的"P" 是一个简单的英语词"process",可被翻译成什么的都有,比如"过程,工艺,工序,制程…"等等。
可想而知加了其他词以后就更复杂了。
为了方便起见,以下process均采用"过程"。
笔者2003年在学校里就学习了这些概念,而且在之后的十几年的工作中也不断地在应用这些概念。
但始终觉得没有完全理解其本质区别。
多年下来一直都是在照猫画虎,套公式,得出结果,做出判断,完事。
更有甚者,现在有现成的计算机软件,点一点鼠标就可以得到结果。
更不用知道其后台是如何计算的了。
一般来说,能做到此,也就可以了。
所以下面的解析是为有意愿深入了解这些概念的差别的读者准备的。
Cp, Cpk, Pp 和 Ppk都是用来体现过程能力的指标①②,它们是用来测量过程能力的指数(process capability index),不是过程能力本身。
很多人只知道计算这些指数,却并不知道过程的固有能力到底是什么。
那什么是过程能力(process capability)?2. 过程能力的定义过程能力是指过程本身在没有外因干预、没有漂移(drift)(即统计学意义上可控under statistical control)的情况下其产出品的均一程度 (uniformity of product)②③。
不难理解,我们不可能直接测量过程本身,而只能通过测量其产出品的某个特性来体现其能力③。
通常用被测量的特性的离散程度,即标准方差,(西格玛),来表示过程能力。
而且过程能力被量化为,即其总宽度为6个西格玛。
arthur.zhang2007-06-08 14:07 Ppk,Cpk,Cmk 三者的区别及计算Ppk、Cpk,还有Cmk三者的区别及计算1、首先我们先说明Pp、Cp两者的定义及公式Cp(Capability Indies of Process):稳定过程的能力指数,定义为容差宽度除以过程能力,不考虑过程有无偏移,一般表达式为:Pp(Performance Indies of Process):过程性能指数,定义为不考虑过程有无偏移时,容差范围除以过程性能,一般表达式为:(该指数仅用来与Cp及Cpk对比,或/和Cp、Cpk一起去度量和确认一段时间内改进的优先次序)CPU:稳定过程的上限能力指数,定义为容差范围上限除以实际过程分布宽度上限,一般表达式为:CPL:稳定过程的下限能力指数,定义为容差范围下限除以实际过程分布宽度下限,一般表达式为:2、现在我们来阐述Cpk、Ppk的含义Cpk:这是考虑到过程中心的能力(修正)指数,定义为CPU与CPL的最小值。
它等于过程均值与最近的规范界限之间的差除以过程总分布宽度的一半。
即:Ppk:这是考虑到过程中心的性能(修正)指数,定义为:或的最小值。
即:其实,公式中的K是定义分布中心μ与公差中心M的偏离度,μ与M的偏离为ε=| M-μ| ,则:于是,,3、公式中标准差的不同含义①在Cp、Cpk中,计算的是稳定过程的能力,稳定过程中过程变差仅由普通原因引起,公式中的标准差可以通过控制图中的样本平均极差估计得出:因此,Cp、Cpk一般与控制图一起使用,首先利用控制图判断过程是否受控,如果过程不受控,要采取措施改善过程,使过程处于受控状态。
确保过程受控后,再计算Cp、Cpk。
②由于普通和特殊两种原因所造成的变差,可以用样本标准差S来估计,过程性能指数的计算使用该标准差。
即:4、几个指数的比较与说明①无偏离的Cp表示过程加工的均匀性(稳定性),即“质量能力”,Cp越大,这质量特性的分布越“苗条”,质量能力越强;而有偏离的Cpk表示过程中心μ与公差中心M的偏离情况,Cpk越大,二者的偏离越小,也即过程中心对公差中心越“瞄准”。
Cp,Cpk,Pp和Ppk之间的关系详解所有的质量经理都想知道事情是否“在控制之中”。
“受控”通常意味着过程(Process)正在生产100%合格的产品(Product)。
为此,要有一个好的过程能力或性能指数来做评价过程(Process)。
能力与性能指数有四个能力与性能指数最为常用。
虽然不断有人提出了许多其他的指数,但这四个指数有效地总结了过程和产品规格之间的关系。
Cp能力指数使用上下规格之间的差异来定义可用范围,并将其与以最小方差运行的过程所需的通用范围进行比较。
所需的通用范围为六倍的组内标准差,即6 sigma(x)。
因此,Cp是指数据的规格范围是波动范围的多少倍,这个值越高,说明数据波动幅度相对越小,过程能力强。
然而,Cp却没有考虑数据的居中性,有可能数据波动范围很小,但是却是在规格范围外波动。
Cpk则在Cp的基础上还考虑了数据波动的中心位置,从而可以用来衡量过程的中心能力。
下面这张图说明了Cp与Cpk之间的差异,数据的波动幅度一致,当数据中心偏移时,Cp不变,但Cpk就变小了。
Pp性能指数使用上下规格之间的差异作为可用范围,并将其与过去过程实际表现的标准差做比较。
在计算能力指数时,我们用的是组内标准差Sigma(X),而在计算性能指数时,用的将是样本标准差s。
因此,性能指数Pp将可用于评价过去的过程表现。
但是,它不考虑过去过程表现的中心位置中心性能指数Ppk则是通过来定义过程的有效可用范围将过程中心位置考虑了进来。
这些指数是如何相互关联的?这四个指数之间的关系如下图所示。
图上半部分的Cp与Cpk描述的是过程的潜在能力,下半部分的Pp与Ppk描述的是过程过去所表现出来的性能。
随着一个过程的运行越来越接近发挥其全部潜力,那么Pp与Ppk将向上移动,接近上层的Cp与Cpk。
上图的解读:左侧两个指数假定了过程中心与规范中心重叠,而右侧考虑了二者之间偏离的程度。
当过程中心接近规格的中心时,右边的值会向左边的值靠近。
一、 双侧公差情况的过程能力指数1﹑对于侧公差能情况,过程能力指数CP 的定义如下; σσ66L U T T T CP −== ① T 为技术公差的幅度,u t ﹑L t 分别为上﹑下公差限,σ为质量特性值分布的总体标准差。
当σ未知时,可用σ=R (bar )/d2或σ=S (bar )/C4估计,其中R 为样本的极差,R (bar )为平均数,S 为样本的标准差,S (bar )为平均数;D2、C4为修正系数,可根据样本组的个数查表获得;注意;估计值必须在稳定的状态下进行,在GB/T4091-2001《常规控制图》中有明确的规定;当CP=2、σ=0·5时,P=2ppm=2×910=。
事实上,从CP=1,σ=1时,可以得出CP=1=T/6σ,即T=6,于是σ-1/CP 。
故对于CP=2,σ=1/2=0·5,也就是说能力指数与不合格率是一一对应的。
二、单侧公差情况的能力指数1、 若只有上限要求时,而对下限没有要求时,则过程能力指数计算如下;σµ3−=U PU T C (μ< T U ) C PU 为上单侧过程能力指数,当μ≥TU 时,记作C PU =0上限要求2、 若只有下限要求时,而对上限没有要求时,则过程能力指数计算如下;σµ3lpl t c −= (μ>T L )C PL 为下单侧过程能力指数,当μ≤TL 时,记作C PL =0下限要求上面二例中的μ与σ未知时,可用样本估计,例如用X (bar )估计μ,用S 估计σ,三、有偏移情况的过程能力指数当产品质量特性分布的均值μ与公差中心Μ不重合,即有偏移时,不合格率必然回增大,CP 值降低,当过程能力指数不能反映有偏移的实际情况,需要加以修正,记修正后的过程能力指数为CPK ,则计算公式为;),min(PL PU C C CPK =记作分布中心μ对于公差中心M 的偏移为ε=|M-μ|,定义μ与M 的相对偏移(偏移度)K 为; TT k εε22/== (0≤K <1) 则过程能力指数修正为; ∧−≈−=−=σσ6)1(6)1()1(T K T K C K C P PK 这样,当μ=M (即分布中心与公差中心重合无偏移)时,K=0,CPK=CP ,注意CPK 也必须是在稳定状态下求得;美国的三大汽车公司(福特Ford 、通用GE 、克莱斯特Crysler )联合制定了QS —9000标准,对于统计方法的应用提出更高的要求,QS —9000标准的认证是以ISO9000标准的认证为前提的,在QS 中提出PP 、PPK 的新概念,称之为过程性能指数(Process Perfomance Index ),又称为长期过程能力指数。
Ppk、Cpk,还有Cmk三者的定义是什么?有什么区别?如何计算?1、首先我们先说明Pp、Cp两者的定义及公式Cp(Capabil ity Indiesof Process):稳定过程的能力指数,定义为容差宽度除以过程能力,不考虑过程有无偏移,一般表达式为:Pp(Perform ance Indiesof Process):过程性能指数,定义为不考虑过程有无偏移时,容差范围除以过程性能,一般表达式为:(该指数仅用来与Cp及Cpk对比,或/和Cp、Cpk一起去度量和确认一段时间内改进的优先次序)CPU:稳定过程的上限能力指数,定义为容差范围上限除以实际过程分布宽度上限,一般表达式为:CPL:稳定过程的下限能力指数,定义为容差范围下限除以实际过程分布宽度下限,一般表达式为:2、现在我们来阐述Cpk、Ppk的含义Cpk:这是考虑到过程中心的能力(修正)指数,定义为CPU与CPL的最小值。
它等于过程均值与最近的规范界限之间的差除以过程总分布宽度的一半。
即:Ppk:这是考虑到过程中心的性能(修正)指数,定义为:或的最小值。
即:Cmk是德国汽车行业常采用的参数,称为临界机器能力指数,它仅考虑设备本身的影响,同时考虑分布的平均值与规范中心值的偏移;由于仅考虑设备本身的影响,因此在采样时对其他因素要严加控制,尽量避免其他因素的干扰,计算公式与Pp k相同,只是取样不同。
目录编辑本段概念CP(或Cpk)工序能力指数,是指工序在一定时间里,处于控制状态(稳定状态)下的实际加工能力。
它是工序固有的能力,或者说它是工序保证质量的能力。
这里所指的工序,是指操作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程。
产品质量就是工序中的各个质量因素所起作用的综合表现CPK:强调的是过程固有变差和实际固有的能力;CMK:考虑短期离散,强调设备本身因素对质量的影响;CPK:分析前提是数据服从正态分布,且过程受控;(基于该前提,CPK 一定>0)CMK:用于新机验收时、新产品试制时、设备大修后等情况;CPK:至少1.33CMK:至少1.67CMK一般在机器生产稳定后约一小时内抽样10组50样本CPK在过程稳定受控情况下适当频率抽25组至少100个样本CMK相关知识对Cmk,我们关心的是机器设备本身的能力,在取样过程中要尽量消除其他因素的影响,因此,在尽量短的时间内(减少环境影响),相同的操作者(减少人的因素影响),采用标准的作业方法(法),针对相同的加工材料(同一批原材料),只考核机器设备本身的变差。