数控车床编程与操作(机工版)教案:5.2 圆弧插补指令G02、G03.doc
- 格式:doc
- 大小:362.50 KB
- 文档页数:4

课题7 圆弧插补指令G02、G03
【教材分析】
本教材通过项目教学目标实践任务要求,学习当构成零件的要素中含有圆弧要素时,如何来进行编程与加工。
目的是使学生通过目标的达到来熟悉圆弧加工指令的格式、功能、应用的基本知识。
本项目讲解起来,如仅讲解理论知识和教材中的实例,不可避免的使学生感觉过于沉默,无趣。
为了激发学生的学习兴趣,结合学生生活环境和可能接触的生产实际来创建学习场景,让学生通过身边实际问题的解决,充分感受到学习的乐趣。
【学生情况分析】
中专二年级的学生已经开始接触和学习数控专业知识,具备了加工一般零件的工艺知识,但对含有圆弧零件的编程与加工还比较陌生。
我们的职责并不是仅仅讲授书本上的知识,更重要的是教会他们一些做人的道理和做事的方法。
使其树立安全意识、规范意识、效率意识和质量意识。
【教学目标】
知识目标:1.让学生掌握G02、G03指令格式、功能及应用。
2.启发学生寻找G02、G03应用中方向的判别方法。
能力目标:1.通过学习G02、G03指令能加工带圆弧的工件。
2.加工带圆弧工件时,能熟练快速判别插补方向。
情感目标:1.培养学生积极思考,勇于探索的精神;
2.使学生树立严谨、务实的学习态度。
【教学重、难点】
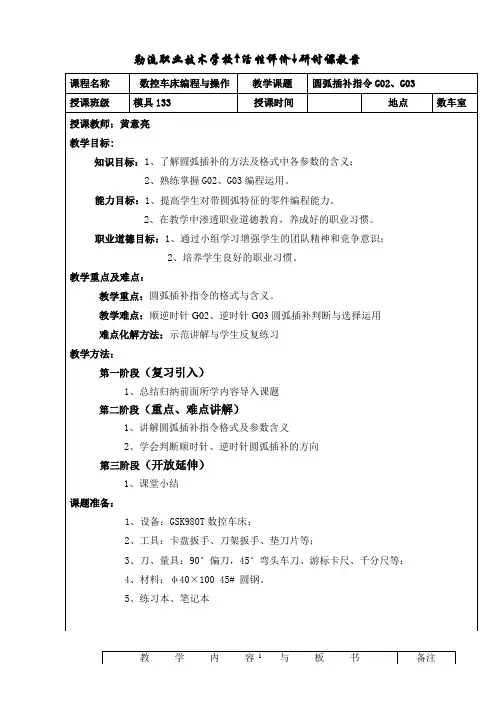
教学重点:圆弧插补指令的应用。
教学难点:圆弧插补指令的应用场合的区分。
【教学方法】
任务驱动、引导、思考、启发。
【教学过程】。


数控教案-G02、G0315 年级学科《数控机床操作与维护》教学设计收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除1.格式中的X 、Z 分别表示什么含义?2.格式中的U 、W 分别表示什么含义?3.格式中的I 、K 分别表示什么含义?教师总结:在圆弧插补指令中,指定圆心的方式有两种,• 一是用半径R 来指定• 一是用圆心相对于圆弧起点的位置增量来指定。
(常用于数铣)三、项目分析:手柄的加工根据图纸,学生思考回答如下问题: 1. 图纸所表达的物体的形状是什么?2. 手柄共有几段圆弧面组成?所对应的圆弧半径分别是多少?3. 内置刀架的机床,刀具的精加工轨迹是什么?4. 外置刀架的机床,刀具的精加工轨迹是什么?5. 轴线上方的三段圆弧分别是什么方向?6. 轴线下方的三段圆弧分别是什么方向?提出问题:为什么出现表达同一段圆弧面的圆弧方向相反得问题?导出知识点三。
按照第一个知识点的形式来学习该知识点,学生轻松掌握。
教师指出该知识点的重要性,指导学生分别写出每一种的指令格式。
投影展示图纸,指出是车间实训要加工的第二个零件,突出理论与实践的密切结合。
收集于网络,如有侵权请联系管理员删除四、圆弧顺逆方向的判定方法方法:在加工平面内(即观察者迎着Y 轴的指向,所对的平面),根据插补时的旋转方向,顺时针则为G02,逆时针则为G03。
练习一:选出判断正确的一组。
结论:不管是内置刀架,还是外置刀架,同一段圆弧面的圆弧方向是一致的。
为方便同学们判断,按照轴线上方的圆弧顺、逆来确定。
学生编程:分别用华中、FANUC 系统编写手柄的精加工程序。
华中系统:%1001 T0101 M03S400 G00X32Z2 X0G01Z0F60学生根据图纸思考所提问题,分组探究回答。
通过问题的探究回答,学生加深对手柄图纸的分析和理解根据不同小组得出的不同答案,教师创设课堂气氛,激发学生积极讨论探究,教师适时指导。
《G02、G03圆弧插补指令》说课稿大家好,本学期我所任教学科是《数控加工设备与编程》,今天我说课的题目广州数控980TDb 数控系统中《G02、G03圆弧插补指令》,下面我将围绕“教什么”“怎样教”以及“为什么这样教”三个问题,从教材分析、学情分析、教法与学法、教学过程以及教学反思等几个方面来加以阐述和说明。
一、说教材1、教材内容:本学期任教学科是数控技术与应用。
选用教材是本学科中的核心课程《数控设备与编程》。
而数控编程又是本门课程中的重点内容。
要求学生能够熟练掌握相关编程指令。
在学习G00、G01指令之后,本课将学习G02、G03圆弧插补指令。
也将为后期复合循环指令以及综合编程奠定基础。
因此,学习G02、G03圆弧插补指令是至关重要。
2、教学目标结合上述教学内容,教学目标确定如下:【知识目标】掌握G02、G03指令编程格式及各项内容的含义。
【能力目标】熟练运用G02、G03指令编程和加工,培养学生运用所学知识解决问题的能力。
【德育目标】培养学生端正学习态度、养成勇于探索及团结协作学习习惯。
3、教学重难点依据教学目标,我将教学重点确定为圆弧顺、逆的判断和圆心位置(R的正负或IK的计算)的确定。
圆弧顺逆的判断建立在三维空间想象的基础上,而中职生的空间想象能力相对较弱,因此,我将难点内容确定为圆弧顺逆的判断。
二、学情分析、教法、学法分析本学期学生的特点,基础知识薄弱,缺乏良好的学习习惯,面向升学及未来,学生想学。
但对机械专业知识零基础,缺乏兴趣,初中毕业,数学基础较差,编程上有一定的困难。
根据学生现实情况,本课主要采用任务驱动法调动学生内在学习动力,以媒体演示激发学生兴趣、用类比分析方式区别事物之间的联系与区别,突出重点,体现难点,通过分层教学体现差异、调动不同层次学生的积极性等多种教学方法,完成圆弧插补指令知识的理解与掌握。
根据上述教学方法,努力让学生能够由被动学习转变为主动学习,小组之间能够合作交流,协作学习,通过任务的实施能够发现问题反馈性学习。
《G02/G03 圆弧插补指令》教学设计四 教学理念及教学策略选择与设计教师创设情境,从而启发、引导学生自主探究、思考,并讨论、交流学习成果。
新课程注重学生的主动学习,发挥学生的主体作用,因此,本课在教学的设计上将充分发挥学生的主观能动性,并与实践相结合,通过自己的探索加上教师的引导,使学生的探究一步步走向 深入,从中体会到探究的乐趣、知识应用的价值,开阔学生的视野,锻炼学生的思维。
五 教学设备用具1 教学课件 PPT ;2 自制加工零件;3 加工仿真视频。
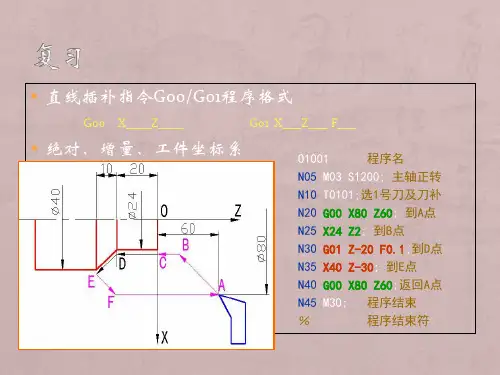
六 教学过程教学过程 (环节)教师活动 课件、资源内容学生活动媒体资源应用设计意图导入新课(2min ) 运用 G00/G01 可以加工圆柱面和端面,对于球面、圆弧面无法加工。
因此,我们需要利用圆弧插补指令进行加工,那么 G02/G03 的指令格式如何?跟随教师复习G00、G01 指令格式和加工路线,分析利用 G02/G03 的指令的必要性。
运用多媒体展示让内容形象直观,提高学生学习的自觉性和问题探究的主动性。
目标:引出正文, 明确利用 G02/G03 的 指令的必要性。
1 利用课件通过自主1 自主研究圆弧插补1 展示前置刀架圆弧插补方式;方式;探究,了解 G02/G03的指令格式相关知2 学习 G02/G03 的指识;令格式中字、字符和自主探究2 展现问题,打破传数字的相关知识;(5min )统教学模式,形成以 2 自主探究 G02/G03 的指令格 3 明确顺逆圆弧插补 学生为主体,教师为 式,顺逆圆弧插补方向判别方法 方向判别方法;主导的教学形式,让等。
4 学生间互相交流发学生系统的把握教材现问题,解决问题。
知识,开阔学生思维。
1 通过加工零件图和前置刀架图片、表格和文字的综合展示,加上老师的讲解,让枯燥的知识生动化,让学生直观的感受每一个知识点,快速吸收、消化相关概念。
圆弧插补方式图,讲解 G02/G03 的指令格式;1 带着自主探究产生2 通过圆弧方向判别图,讲解顺的问题,跟随教师学 合作探究 逆圆弧插补方向判别方法;习知识点;疑惑答疑 2 提出问题,由其他 (10min )学生或者教师解答; 3 对于答案教师进行点评、补充和总结。
数控教案-G02、G0315 年级学科《数控机床操作与维护》教学设计收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除收集于网络,如有侵权请联系管理员删除1.格式中的X 、Z 分别表示什么含义?2.格式中的U 、W 分别表示什么含义?3.格式中的I 、K 分别表示什么含义?教师总结:在圆弧插补指令中,指定圆心的方式有两种,• 一是用半径R 来指定• 一是用圆心相对于圆弧起点的位置增量来指定。
(常用于数铣)三、项目分析:手柄的加工根据图纸,学生思考回答如下问题: 1. 图纸所表达的物体的形状是什么?2. 手柄共有几段圆弧面组成?所对应的圆弧半径分别是多少?3. 内置刀架的机床,刀具的精加工轨迹是什么?4. 外置刀架的机床,刀具的精加工轨迹是什么?5. 轴线上方的三段圆弧分别是什么方向?6. 轴线下方的三段圆弧分别是什么方向?提出问题:为什么出现表达同一段圆弧面的圆弧方向相反得问题?导出知识点三。
按照第一个知识点的形式来学习该知识点,学生轻松掌握。
教师指出该知识点的重要性,指导学生分别写出每一种的指令格式。
投影展示图纸,指出是车间实训要加工的第二个零件,突出理论与实践的密切结合。
收集于网络,如有侵权请联系管理员删除四、圆弧顺逆方向的判定方法方法:在加工平面内(即观察者迎着Y 轴的指向,所对的平面),根据插补时的旋转方向,顺时针则为G02,逆时针则为G03。
练习一:选出判断正确的一组。
结论:不管是内置刀架,还是外置刀架,同一段圆弧面的圆弧方向是一致的。
为方便同学们判断,按照轴线上方的圆弧顺、逆来确定。
学生编程:分别用华中、FANUC 系统编写手柄的精加工程序。
华中系统:%1001 T0101 M03S400 G00X32Z2 X0G01Z0F60学生根据图纸思考所提问题,分组探究回答。
通过问题的探究回答,学生加深对手柄图纸的分析和理解根据不同小组得出的不同答案,教师创设课堂气氛,激发学生积极讨论探究,教师适时指导。
数控车床刀具补偿指令圆弧插补指令教案教学内容:数控车床刀具补偿指令和圆弧插补指令教学目标:1. 了解数控车床刀具补偿指令和圆弧插补指令的概念和作用;2. 掌握数控车床刀具补偿指令和圆弧插补指令的语法和使用方法;3. 能够编写简单的数控车床刀具补偿指令和圆弧插补指令程序。
教学重点:1. 数控车床刀具补偿指令的语法和使用方法;2. 圆弧插补指令的语法和使用方法。
教学难点:1. 圆弧插补指令的使用方法;2. 数控车床刀具补偿指令和圆弧插补指令的综合应用。
教学方法:讲授、演示、练习。
教学过程:一、引入1. 引导学生回顾数控车床的基本概念和操作方法;2. 提问:在数控车床加工过程中,如何保证加工精度?二、讲解数控车床刀具补偿指令1. 定义:数控车床刀具补偿指令是用来调整刀具轨迹,保证加工精度的指令;2. 语法:G41/G42 Xn Hn;3. 演示:在数控车床上加工一个简单的零件,演示刀具补偿指令的使用方法;4. 练习:让学生编写一个简单的数控车床程序,包括刀具补偿指令。
三、讲解圆弧插补指令1. 定义:圆弧插补指令是用来控制刀具沿着圆弧轨迹进行加工的指令;2. 语法:G02/G03 Xn Yn In Jn;3. 演示:在数控车床上加工一个圆形零件,演示圆弧插补指令的使用方法;4. 练习:让学生编写一个简单的数控车床程序,包括圆弧插补指令。
四、综合应用1. 提问:如何在数控车床加工一个复杂的零件?2. 演示:在数控车床上加工一个复杂的零件,演示刀具补偿指令和圆弧插补指令的综合应用;3. 练习:让学生编写一个复杂的数控车床程序,包括刀具补偿指令和圆弧插补指令的综合应用。
五、总结1. 总结数控车床刀具补偿指令和圆弧插补指令的概念和作用;2. 强调刀具补偿指令和圆弧插补指令在数控车床加工中的重要性;3. 鼓励学生多加练习,提高数控车床加工技能。
教学评价:1. 学生能够正确理解数控车床刀具补偿指令和圆弧插补指令的概念和作用;2. 学生能够掌握数控车床刀具补偿指令和圆弧插补指令的语法和使用方法;3. 学生能够编写简单的数控车床刀具补偿指令和圆弧插补指令程序。
5.2圆弧插补指令G02、G03
教学目的和要求:
1、掌握圆弧插补指令G0
2、G03方向的判别
2、掌握圆弧插补指令G02、G03的用法
教学重点难点:
1、圆弧插补指令G0
2、G03的应用
教学方式:课堂理论教学
教学时数:4学时
授课内容:
(一)圆弧插补指令G02、G03
指令格式:G02/G03 X(U)___Z(W)___I___K___F___;
G02/G03 X(U)___Z(W)___R___F___;
1.圆弧顺逆的判断
圆弧插补指令分为顺时针圆弧插补指令G02和逆时针圆弧插补指令G03。
圆弧插补的顺逆可按图5-4给出的方向判断:沿圆弧所在平面(如XZ平面)的垂直坐标轴的负方向(-Y)看去,顺时针方向为G02,逆时针方向为G03。
数控车床是两坐标的机床,只有X轴和Z轴,按右手定则的
方法将Y轴也加上去来考虑。
观察者让Y轴的正向指向自己
(即沿Y轴的负方向看去),站在这样的位置上就可正确判断
X-Z平面上圆弧的顺逆时针了。
图5-4 圆弧顺逆的判断
2.说明:
①采用绝对值编程时,圆弧终点坐标为圆弧终点在工件坐标系中的坐标值,
用X、Z表示。
当采用增量值编程时;圆弧终点坐标为圆弧终点相对于圆弧起点的增量值,用U、W表示。
②圆心坐标I、K为圆弧起点到圆弧中心所作矢量分别在X、Z坐标轴方向
上的分矢量(矢量方向指向圆心)。
本系统I、K为增量值,并带有“±”
号,当分矢量的方向与坐标轴的方向不一致时取“-”号。
③当用半径只指定圆心位置时,由于在同一半径只的情况下,从圆弧的起点
到终点有两个圆弧的可能性,为区别二者,规定圆心角≤180°时,用“+R”表示。
若圆弧圆心角>180°时,用“-R”表示。
④用半径只指定圆心位置时,不能描述整圆。
图5-5 G02应用实例图5-6 G03应用实例
如图5-5所示G02应用实例:
(1)用I、K表示圆心位置,绝对值编程:
N03 G00 X20.O Z2.O;
N04 G01 Z-30.0 F80;
N05 G02 X40.0 Z-40.0 IO.O KO F60;
(2)用I、K表示圆心位置,增量值编程:
N03 G00 U-80.O W-98.0;
N04 G01 UO W-32.0 F80;
N05 G02 U20.O W-10.0 I0.0 K0 F60;
(3)用R表示圆心位置
N04 G01 Z-30.O F80;
N05 G02 X40.0 Z-40.O R10 F60,
如图5-6所示G03应用实例:
(1)用I、K表示圆心位置,采用绝对值编程。
N04 G00 X28.0 Z2.O;
N05 G01 Z-40.0 F80;
N06 G03 K40.O Z-46.0 I0 K-6.0 F60;
(2)采用增量值编程
N04 G00 U-150.O W-98.0;
N05 G01 W-42.O F80;
N06 G03 U12.0 W-6.0 10 K-6.0 F60;
(3)用R表示圆心位置,采用绝对值编程。
N04 G00 X28.0 Z2.O;
N05 G01 Z-40.0 F80;
3. G02/G03车圆弧的方法:
应用G02(或G03)指令车圆弧,若用一刀就把圆弧加工出来,这样吃刀量
太大,容易打刀。
所以,实际车圆弧时,需要多刀加工,先将大多余量切除,最后才车得所需圆弧。
下面介绍车圆弧常用加工路线。
图5-7 车锥法图5-8 车圆法
图5-7为车圆弧的车锥法切削路线。
即先车一个圆锥,再车圆弧。
但要注意,车锥时的起点和终点的确定,若确定不好,则可能损坏圆锥表面,也可能将余量留得过大。
确定方法如图2-4所示,连接OC交圆弧于D,过D点作圆弧的切线AB。
图5-8为车圆弧的同心圆弧切削路线。
即用不同的半径圆来车削,最后将所需圆弧加工出来。
此方法在确定了每次吃刀量ap后,对90°圆弧的起点、终点坐标较易确定,数值计算简单,编程方便,常采用。
但空行程时间较长。
编程实例
例5-2 如图5-9所示,工件已粗加工完毕,各位置留有余量0.2mm,要求重新编写精加工程序,不切断。
图5-9
编写加工程序
O0502
N10 G99 G50 X100 Z100;
N20 M03 S1000 T0101;
N30 G00 X10 Z2;
N40 G01 Z0 F0.5;
N50 G03 X12 Z-1 R1 F0.2;
N60 G01 Z-12;
N70 G02 X18 Z-15 R3;
N80 G03 X22 W-2 R2;
N90 G01 Z-28;
N100 G00 X100 Z100;
N110 M05 T0100;
N120 M30;
【小结】:
本课题是数控车床编程的重点和难点,必须掌握圆弧顺,逆方向的判断方法及熟练掌握圆弧插补指令的编程格式。
【课外作业】:
P219 图(9)。