SMT抛料分析
- 格式:doc
- 大小:128.00 KB
- 文档页数:1
SMT抛料故障分析及措施讲解所谓抛料就是指在出产过种中,吸到料后不贴, 而是将料抛到抛料盒里或其他地方,或者是没有吸到料而履行以上的个抛料动作。
抛料形成材料的损耗,延长了出产时间,降抵了出产功率,抬高了出产成本,为了优化出产功率,降低成本,必须解决抛料率高的疑问。
一、由于SMT 贴片机吸嘴的问题导致贴片机抛料原因展开:贴片机吸嘴变形,阻塞,破损形成气压缺乏,漏气,形成吸料不起,取料不正,辨认不通过而抛料。
对策:清洗更换吸嘴;二、由于SMT 贴片机视觉辨认不准造成的贴片机抛料原因展开:贴片机视觉不良,视觉或雷射镜头不清洗,有杂物干扰辨认,辨认光源挑选不当和强度、灰度不够,还有可能辨认系统已坏。
对策:清洗擦拭辨认系统外表,坚持干净杂物沾污等,调整光源强度、灰度,更换辨认系统部件;三、由于SMT 贴片机取料方位不准造成贴片机抛料原因展开:取料不在料的中心方位,取料高度不正确(般以碰到零后下压0.05MM 为准)而形成偏位,取料不正,有偏移,辨认时跟对应的数据参数不符而被辨认系统当做效料抛弃。
对策:调整取料方位;四、因SMT 贴片机真空压力问题导致抛料原因展开:气压缺乏,真空气管通道不顺畅,有导物阻塞真空通道,或是真空有走漏形成气压缺乏而取料不起或取起后在去贴的途中坠落。
对策:调气压陡坡到设备需求气压值(比如0.5~~0.6Mpa),清洗气压管道,修复走漏气路;五、因SMT贴片机程序设置问题导致抛料原因展开:所修改的程序中元件参数设置不对,跟来料什物尺度,亮度等参数不符形成辨认通不过而被丢掉。
对策:修改元件参数,搜寻元件佳参数设定;六、因来料问导致SMT 贴片机抛料原因展开:来料不规则,为引脚氧化等不合格产品对策:对策:IQC 做好来料检测,跟元件供货商联络;七、因供料器飞达问导致SMT 贴片机抛料原因展开:供料器方位变形,供料器迚料不良(供料器棘齿轮损坏,料带孔没有卡在供料器的棘齿轮上,供料器下方有异物,弹簧老化,或电气不良), 形成取料不到或取料不良而抛料,还有供料器损坏。
SMT抛料原因以及分析(模版)第一篇:SMT抛料原因以及分析(模版)贴片机抛料的主要原因分析所谓抛料就是指贴片机在生产过种中,吸到料之后不贴,而是将料拋到拋料盒里或其他地方,或者是没有吸到料而执行以上的一个抛料动作。
抛料造成材料的损耗,延长了生产时间,降抵了生产效率,抬高了生产成本,为了优化生产效率,降低成本,必须解决抛料率高的问题。
抛料的主要原因及对策:原因1:吸嘴问题,吸嘴变形,堵塞,破损造成气压不足,漏气,造成吸料不起,取料不正,识别通不过而抛料。
对策:清洁更换吸嘴;原因2:识别系统问题,视觉不良,视觉或雷射镜头不清洁,有杂物干扰识别,识别光源选择不当和强度、灰度不够,还有可能识别系统已坏。
对策:清洁擦拭识别系统表面,保持干净无杂物沾污等,调整光源强度、灰度,更换识别系统部件;原因3:位置问题,取料不在料的中心位置,取料高度不正确(一般以碰到零件后下压0.05MM为准)而造成偏位,取料不正,有偏移,识别时跟对应的数据参数不符而被识别系统当做无效料抛弃。
对策:调整取料位置;原因4:真空问题,气压不足,真空气管通道不顺畅,有导物堵塞真空通道,或是真空有泄漏造成气压不足而取料不起或取起之后在去贴的途中掉落。
对策:调气压陡坡到设备要求气压值(比如0.5~~0.6Mpa--YAMAHA贴片机),清洁气压管道,修复泄漏气路;原因5:程序问题,所编辑的程序中元件参数设置不对,跟来料实物尺寸,亮度等参数不符造成识别通不过而被丢弃。
对策:修改元件参数,搜寻元件最佳参数设定;第二篇:贴片机抛料的主要原因分析贴片机抛料的主要原因分析在SMT生产过程中,怎么控制生产成本,提高生产效率,是企业老板及工程师们很关心的事情,而这些跟贴片机的抛料率有很大的联系,以下就谈谈贴片机的抛料问题。
所谓抛料就是指贴片机在生产过种中,吸到料之后不贴,而是将料拋到拋料盒里或其他地方,或者是没有吸到料而执行以上的一个抛料动作。
抛料造成材料的损耗,延长了生产时间,降抵了生产效率,抬高了生产成本,为了优化生产效率,降低成本,必须解决抛料率高的问题。
是否正在为SMT良率苦恼?看看原因与措施!本⽂⽬标:明确SMT⼯程不良产⽣的相关原因,提⾼分析速度与效率,针对不良及时加以处理与改善,并加以预防,保证⽣产产品品质。
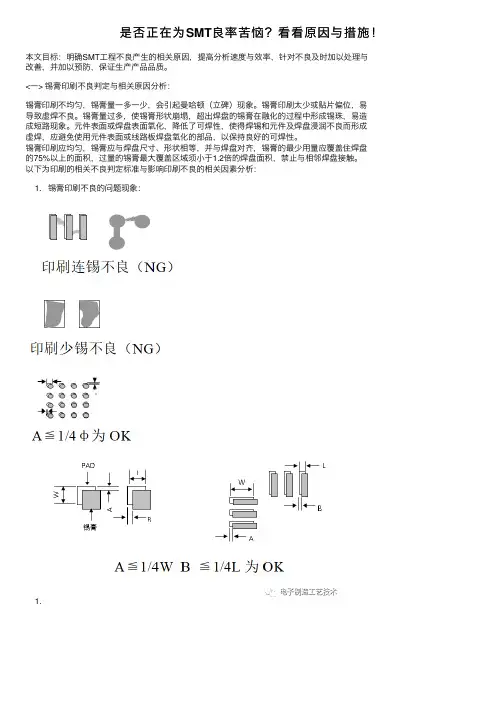
<⼀> 锡膏印刷不良判定与相关原因分析:锡膏印刷不均匀,锡膏量⼀多⼀少,会引起曼哈顿(⽴碑)现象。
锡膏印刷太少或贴⽚偏位,易导致虚焊不良。
锡膏量过多,使锡膏形状崩塌,超出焊盘的锡膏在融化的过程中形成锡珠,易造成短路现象。
元件表⾯或焊盘表⾯氧化,降低了可焊性,使得焊锡和元件及焊盘浸润不良⽽形成虚焊,应避免使⽤元件表⾯或线路板焊盘氧化的部品,以保持良好的可焊性。
锡膏印刷应均匀,锡膏应与焊盘尺⼨、形状相等,并与焊盘对齐,锡膏的最少⽤量应覆盖住焊盘的75%以上的⾯积,过量的锡膏最⼤覆盖区域须⼩于1.2倍的焊盘⾯积,禁⽌与相邻焊盘接触。
以下为印刷的相关不良判定标准与影响印刷不良的相关因素分析:1. 锡膏印刷不良的问题现象:1.2. 影响锡膏印刷不良的原因分析印刷锡膏在整个⽣产中引起的质量问题占的⽐重较⼤,印刷质量与模板的状况、锡膏设备的刮⼑、操作与清洗有很⼤关系,解决这类问题要注意各⽅⾯的技术要求,⼀般来说要想印出⾼质量的锡膏印刷,必须要有:1)良好适宜的锡膏。
2)良好合理的模板。
3)良好的设备与刮⼑。
4)良好的清洗⽅法与适当的清洗频次。
3. 锡膏印刷不良相关原因分析与处理⽅法:3.1、坍塌印刷后,锡膏往焊盘两边塌陷。
产⽣的原因可能是:1) 刮⼑压⼒太⼤。
2) 印刷板定位不稳定。
3) 锡膏粘度或⾦属含量过低。
防⽌或解决办法:调整刮⼑压⼒;重新固定印刷板;选择合适粘度的锡膏。
3.2、锡膏厚度超下限或偏下限产⽣的可能原因是:1) 模板厚度不符合要求(太薄)。
2) 刮⼑压⼒过⼤。
3) 锡膏流动性太差。
防⽌或解决办法:选择厚度合适的模板;选择颗粒度和粘度合适的锡膏;调整刮⼑压⼒。
3.3、厚度不⼀致印刷后,焊盘上锡膏厚度不⼀致,产⽣的原因可能是:1) 模板与印刷板不平⾏。

贴片机抛料原因分析及处理李西章 任博成 北京装联电子工程有限公司摘要:SMT生产线要达到最大的产量、良好的质量,SMT生产线设备必须得到良好的维护和维修。
贴片机是SMT生产线中的关键设备,抛料又是贴片机常见的故障现象,处理好贴片机抛料问题,即提高了贴片机贴装率、降低了贴片机的抛料率,且对较低生产成本、提高产品质量具有十分重要的作用。
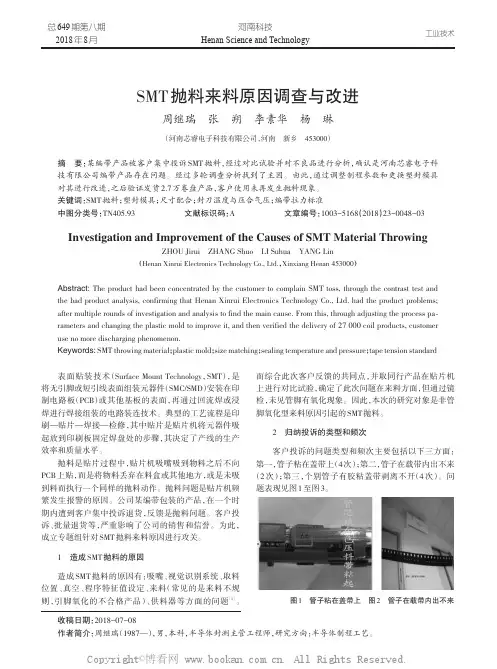
本文以西门子贴片机(机器型号:HS50、80S20、80F4)为例,介绍了贴片机抛料的成因和解决的办法,希望对广大设备工程师、工艺工程师在解决此类问题时有所帮助.关键词:贴片机;贴装率;抛料率随着我国加工地位的确立,越来越多的电路板贴装生产线(即SMT生产线)在我国投产使用,在SMT生产中如何降低生产成本,提高生产效率,是企业管理者和工程师所关心的事情,这与贴片机的抛料率有直接关系。
所谓抛料是指贴片机从喂料器(即:Feeder)上吸起料而没有贴到板子指定位置上,也包括不能从喂料器上准确吸取元件。
现在的贴片机新机器抛料率是千分之几到万分之几,抛料率极低。
但设备用过几年之后,随着设备部分结构磨损、气路油污或堵塞等,造成抛料率急剧升高。
抛料率升高造成企业生产效率降低、生产成本增加,重要的是影响产品质量。
尤其像0402\0201等微型元器件抛在电路板BGA和QFN等器件的焊盘区域,后果将非常严重。
对我公司主要是从事小批量、多品种的加工企业来说,控制抛料尤其重要,因为客户提供的元器件余料本身就不太多,有的甚止是一对一的来料,所以对抛料成因进行分析和处理是非常有必要的。
下面主要就我公司西门子贴片机的抛料进行分析。
我公司贴片机型号为HS50 80S20及80F41 抛料的现象和成因贴片机抛料原因分析和处理一般按照先易后难的原则去处理。
抛料原因的分析还要现场工程师仔细观察和分析,观察抛料位置及抛料种类,是同一种料抛料还是一个供料区都抛料。
我认为一般按照抛料位置来找原因是一个比较好的办法。
贴片机抛料的原因及分析随着我国加工地位的确立,越来越多的电路板贴装生产线(即SMT生产线)在我国投产使用,在SMT生产中如何降低生产成本,提高生产效率,是企业管理者和工程师所关心的事情,这与贴片机的抛料率有直接关系。
所谓抛料是指贴片机从喂料器(即:Feeder)上吸起料而没有贴到板子指定位置上,也包括不能从喂料器上准确吸取元件。
现在的贴片机新机器抛料率是千分之几到万分之几,抛料率极低。
但设备用过几年之后,随着设备部分结构磨损、气路油污或堵塞等,造成抛料率急剧升高。
抛料率升高造成企业生产效率降低、生产成本增加,重要的是影响产品质量。
尤其像0402、0201等微型元器件抛在电路板BGA和QFN等器件的焊盘区域,后果将非常严重。
对我公司主要是从事小批量、多品种的加工企业来说,控制抛料尤其重要,因为客户提供的元器件余料本身就不太多,有的甚止是一对一的来料,所以对抛料成因进行分析和处理是非常有必要的。
下面主要就我公司西门子贴片机的抛料进行分析。
我公司贴片机型号为:HS50、80S20及80F4。
1 抛料的现象和成因贴片机抛料原因分析和处理一般按照先易后难的原则去处理。
抛料原因的分析还要现场工程师仔细观察和分析,观察抛料位置及抛料种类,是同一种料抛料还是一个供料区都抛料。
我认为一般按照抛料位置来找原因是一个比较好的办法。
抛料一般抛在以下三个位置:喂料器旁边、抛料盒里、电路板上或机器里。
下面就这三种情况进行逐一进行分析。
2 喂料器旁边抛料。
主要原因是:吸嘴问题、喂料器问题、真空问题、来料问题、贴片头问题等,还有可能是位置问题。
首先看吸嘴和喂料器。
看吸嘴是否安装好、是否磨损或堵塞、是否有裂纹漏气、是否按要求安装等等;看喂料器是否放稳、步进调整是否准确、喂料器工作是否正常等等。
其次看真空回路和来料,看真空值是否满足要求、真空发生器工作是否正常、真空传感器检测是否正常;看来料主要看元件是否粘在料带里吸不起来、料带是否太重造成送料不畅等。

smt抛料管理制度一、抛料管理的意义和目的抛料是指在SMT生产过程中,由于某种原因导致的未能成功生产的产品或材料。
对抛料的管理,不仅关系到生产效率和成本控制,更直接关系到产品质量和企业形象。
因此,建立合理、高效的抛料管理制度对于SMT生产制造企业来说至关重要。
抛料管理的目的在于:1. 提高生产效率。
减少抛料数量可以降低生产过程中的停工次数和延误,提高生产效率。
2. 控制成本。
抛料产生的成本包括原材料成本、人力成本、机器损耗成本等,合理控制抛料数量可以有效降低生产成本。
3. 保证产品质量。
及时处理抛料,可以避免抛料的二次污染,保证产品质量符合标准要求。
4. 改善企业形象。
抛料管理的规范与否,关乎企业的形象和信誉,规范的抛料管理制度可以提高企业的形象和客户满意度。
二、抛料管理的流程1. 抛料分类抛料可以分为两类:一类是在生产过程中产生的抛料,另一类是成品检验过程中产生的抛料。
根据抛料的原因可以细分为工艺抛料、设备抛料、材料抛料、人为抛料等。
对不同类别的抛料,需要采取不同的管理措施。
2. 抛料收集在SMT生产过程中,需要设立专门的抛料收集区域,对产生的抛料进行及时收集,确保不会对生产过程造成影响,并方便后续的管理和处理。
3. 抛料记录对每一次产生的抛料情况进行记录,包括抛料的数量、原因、责任人等,这些记录有利于后期汇总和分析,为改进生产过程提供数据支持。
4. 抛料处理根据抛料的原因和性质,采取相应的处理措施。
对于可以修复的抛料,需要及时进行维修处理;对于无法修复的抛料,需要进行分类和处理,避免对生产过程带来风险和影响。
5. 抛料分析对抛料的情况进行定期分析和总结,找出抛料产生的原因,探究抛料的规律性,为改进生产工艺和提高生产效率提供依据。
6. 抛料追踪对于同一种类型的抛料,特别是有一定规律的抛料,需要进行追踪分析,找出根本原因,为后续生产提供改进和优化方案。
三、抛料管理的责任1. 责任部门抛料管理涉及到多个部门和岗位,需要明确责任部门,包括生产部门、质量管理部门、物流部门等,确保抛料管理的全面覆盖和有效执行。

smt掉料原因和改善对策
原因1:贴装头吸嘴孔径堵塞,吸取元器件气压供应不足,造成吸取元器件歪斜或未有吸取物料,通过影像识别判定错误而抛料。
对策:清洁吸嘴,按照设备保养记录表来执行,减少设备运行故障。
原因2:元器件参数设置当中吸嘴大小设置错误,一般情况下都会将大型元器件选择小型孔径吸嘴,吸力小于元器件总量,导致吸取不到位而抛料。
对策:更改设备参数,选择对应元器件合适的吸嘴。
原因3:设备识别视觉系统不良,识别镜头有灰尘干扰元器件正确识别。
设置参数当中光亮度调节不合理,导致元器件黑白对比度不够。
对策:使用无尘布和酒精擦拭识别镜头表面飞尘。
从新设置光亮度或者更换元器件封装。
原因4:吸取位置问题。
吸嘴吸取元器件位置不在器件表面中心,导致影像识别范围误差偏大造成抛料。
取料高度设置不正确。
对策:调整吸取元器件坐标位置。
从新设置取料高度,一般胶带物料设置吸取高度-0.5mm。
原因5:设备气压不足造成元器件吸取不了或者在贴装头移动的过程中脱落。
对策:调整设备气压值0.42-0.45Mpa。
关于SMT散料管理和使用的规定一目的和适应范围为规范SMT散料管理和使用要求,提高利用率,减少物料损耗,降低生产成本,特制定本规定。
本规定适用于SMT散料的管理和使用。
二术语和定义2.1 SMT散料SMT散料是指生产过程中因机器抛料或装拆物料时产生的脱离原包装的电子元器件。
SMT散料主要来源于机器上料的散料、机器抛料的散料、不良PCBA拆下的散料。
2.2 SMT报废散料SMT报废散料是指外观无物料特征的散料。
三权责3.1 SMT车间操作员负责SMT散料收集分类,针对其中的关键元器件应落实好清点和交接。
3.2 SMT车间线(组)长负责SMT散料管控主导和实施,并对分类后的SMT散料进行处理。
3.3 SMT车间技术员负责修改贴片程序消化SMT散料。
3.4 SMT车间经理(副经理)负责监督SMT散料的管理和使用符合要求。
四规定细则4.1 SMT散料优先使用原则:SMT车间操作员和SMT车间线(组)长在日常生产中,应在发料、上料、贴料需求时,优先对SMT散料加以确认和使用,SMT车间经理(副经理)应对SMT 散料的使用做好安排和监督,对盘装SMT散料先装料使用,对单个SMT散料手贴使用,不可过多累计或长时间存放SMT散料。
4.2 SMT车间操作员应依据如下标准对SMT散料进行收集、分类与确认:a)普通电阻类散料依据不同阻值、规格进行分类;b)普通电容类散料不用进行分类;c)普通二极管、稳压块、三极管依据不同标识、规格进行分类;d) IC类依据不同标识、规格进行分类。
4.3 SMT车间线(组)长应依据如下方式对经过分类与确认的SMT散料进行处理:a)普通电容类直接报废处理;。
SMT抛料分析
2010-04-21 23:55
在SMT生产过程中,怎么降低生产成本,提高生产效率,是企业老板及工程师们很关心的事情,而这些跟贴片机的抛料率有很大的联系,以下就谈谈贴片机的抛料问题。
所谓抛料就是指贴片机在贴装过种中,吸到料之后不贴,而是将料拋到拋料盒里或其他地方,或者是没有吸到料而执行以上的一个抛料动作。
抛料造成材料的损耗,延长了生产时间,降抵了生产效率,增加了生产成本,为了提高生产效率,降低成本,必须解决贴片机抛料率高的问题。
抛料的主要原因及对策:
原因1:吸嘴问题,如吸嘴变形,堵塞,破损造成气压不足,漏气,造成吸料不起,取料不正,识别通不过而抛料。
对策:清洁更换吸嘴;
原因2:识别系统问题,视觉不良,视觉或雷射镜头不清洁,有异物干扰识别,识别光源选择不当或强度、灰度不够,还有可能就是识别系统已坏。
对策:清洁擦拭识别系统表面,保持干净无异物,油污干扰等,调整光源强度、灰度,更换识别系统部件;
原因3:位置问题,位置偏移,吸嘴吸取料时不在料的中心位置,取料高度不正确(一般以碰到零件后下压0.05mm为准)而造成偏位,取料不正,有偏移,识别时跟对应的数据参数不符而被识别系统当作无效料抛弃。
对策:调整取料位置,高度等参数;
原因4:真空问题,气压不足,真空气管通道不顺畅,有异物堵塞真空管道,或是真空有泄漏造成气压不足而取料不起或取起之后在去贴的途中掉落。
对策:调整气压陡坡到设备要求气压值(一般贴片机要求为0.5~~0.6Mpa),清洁疏通气压管道,修复泄漏气路;
原因5:贴片机程序问题,所编辑的程序中元件参数设置不对,跟来料实物尺寸,亮度等参数不符造成识别通不过而被丢弃。
对策:修改元件参数,搜寻元件最佳参数值;
原因6:来料问题,来料不规范,或来料引脚氧化等不合格产品。
对策:IQC做好来料检测,跟元件供应商联系;
原因7:供料器问题,供料器变形,供料器进料不良(供料器棘齿轮损坏,料带孔没有卡在供料器的棘齿轮上,供料器下方有异物,弹簧老化,力量不足,或电气不良),造成取料不到或取料不良而抛料,还有供料器损坏。
对策:校正供料器,清扫供料器平台,更换已坏部件或供料器;
据有关研究表明,静电也是造成抛料的一个原因,所以贴片机要做好接地,生产现场做好防静电工作。
贴片机有抛料是正常现象,但如果抛料率高那严重的影响了生产效率及生产成本,必须加以解决。
当有严重抛料现象出现时,可以先询问现场人员,通过描述,再根据以上七点原因,加以观察分析直接找到问题所在,这样更能有效的找出原因,加以解决,同时提高生产效率,不过多的占用机器。