铰刀设计
- 格式:doc
- 大小:503.50 KB
- 文档页数:15


美标铰刀尺寸公差标准全文共四篇示例,供读者参考第一篇示例:美标铰刀尺寸公差标准是指美国标准化协会制定的用于衡量铰刀尺寸的规范,旨在确保产品质量和尺寸精度符合国际标准。
铰刀是一种常用的切削工具,用于在工件上加工凹凸面或倒角。
铰刀的质量和精度对加工质量和效率有着重要影响,因此必须严格遵守相关的尺寸公差标准。
根据美标铰刀尺寸公差标准,铰刀的尺寸应该符合特定的公差范围,以确保铰刀的几何形状和尺寸精度满足加工要求。
铰刀的尺寸公差包括直径、长度、刃尖半径、切铣角度等多个方面的要求。
直径公差是指铰刀的直径与理论标准直径之间的允许差值范围,长度公差是指铰刀的长度与理论标准长度之间的误差范围。
刃尖半径公差是指刃尖半径与标准值之间的允许差值范围,切铣角度公差是指铰刀的切削角度与标准值之间的误差范围。
在生产过程中,制造商必须严格按照美标铰刀尺寸公差标准进行生产和质量控制,以确保铰刀的尺寸精度和几何形状满足客户的需求。
一旦铰刀的尺寸超出公差范围,可能导致工件加工精度下降,甚至影响产品质量和使用效果。
铰刀制造商必须严格控制生产工艺和质量检测,以确保产品质量。
除了尺寸公差标准外,美标铰刀还对铰刀材料、硬度、涂层、表面粗糙度等方面进行了规定。
铰刀材料应选用高品质的合金钢或硬质合金材料,以保证铰刀的强度和耐磨性。
铰刀的表面硬度应符合标准要求,以确保刀具在使用过程中不易磨损和变形。
铰刀的涂层应具有较好的耐磨性和切削性能,以延长铰刀的使用寿命。
美标铰刀尺寸公差标准是保证铰刀质量和精度的重要依据,制造商必须严格遵守相关规范进行生产和质量控制,以确保铰刀的质量和尺寸精度符合国际标准。
只有这样,才能满足客户的需求,提高产品质量,推动行业的发展和进步。
第二篇示例:美标铰刀尺寸公差标准是指美国标准协会(ANSI)制定的关于铰刀尺寸公差的规范,旨在确保铰刀的尺寸精度和质量,以提高产品的可靠性和稳定性。
铰刀是一种用于连接两个或多个部件并允许它们相对旋转的机械零件,广泛应用于各种工业领域,如机械制造、汽车制造、航空航天等。
铰刀的热处理课程设计一、教学目标本节课的教学目标是使学生掌握铰刀的热处理原理、方法及工艺,能够分析铰刀的热处理过程,了解热处理对铰刀性能的影响。
具体目标如下:1.了解铰刀的热处理概念、目的和分类。
2.掌握铰刀的热处理工艺参数,包括温度、时间、介质等。
3.理解热处理对铰刀硬度、韧性、耐磨性等性能的影响。
4.能够分析铰刀的热处理过程,确定合适的热处理工艺。
5.能够操作热处理设备,进行铰刀的热处理。
情感态度价值观目标:1.培养学生对机械加工行业的兴趣,提高学生对热处理技术的认识。
2.培养学生团队合作精神,提高学生在实际工作中解决问题的能力。
二、教学内容根据教学目标,本节课的教学内容如下:1.铰刀热处理概念、目的和分类。
2.铰刀热处理工艺参数的确定。
3.热处理对铰刀性能的影响。
4.铰刀热处理操作流程及注意事项。
第一课时:铰刀热处理概念、目的和分类。
第二课时:铰刀热处理工艺参数的确定。
第三课时:热处理对铰刀性能的影响。
第四课时:铰刀热处理操作流程及注意事项。
三、教学方法为了达到本节课的教学目标,采用以下教学方法:1.讲授法:讲解铰刀热处理的基本概念、原理和工艺。
2.案例分析法:分析实际案例,使学生更好地理解热处理过程。
3.实验法:安排热处理实验,让学生亲自动手操作,提高实际操作能力。
四、教学资源本节课的教学资源包括:1.教材:《金属热处理》。
2.参考书:《机械制造工艺学》、《金属材料与热处理》。
3.多媒体资料:热处理原理、工艺及设备的PPT、视频等。
4.实验设备:热处理炉、金相显微镜、硬度计等。
五、教学评估为了全面、客观地评估学生的学习成果,本节课的评估方式包括以下几个方面:1.平时表现:观察学生在课堂上的参与程度、提问回答等情况,了解学生的学习态度和积极性。
2.作业:布置与课程内容相关的作业,要求学生在规定时间内完成,评估学生的理解和掌握程度。
3.实验报告:针对实验部分,要求学生撰写实验报告,评估学生的实验操作能力和分析问题的能力。
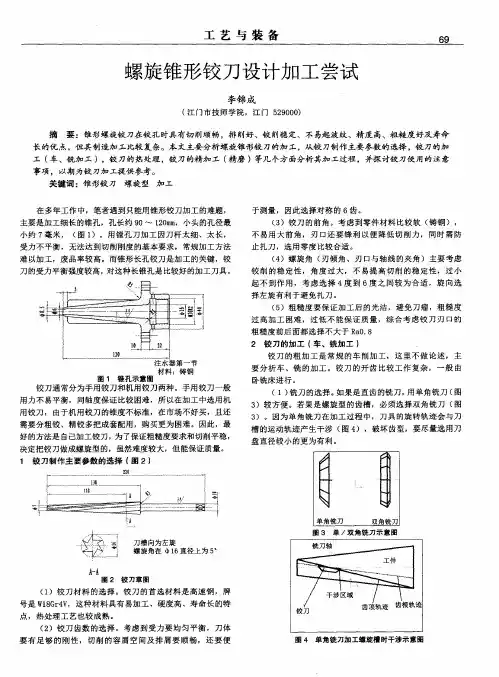
《金属切削原理与刀具》课程设计(2)铰刀的设计组别第六组姓名蒋亮亮学号*********姓名谢涛学号*********姓名魏秋文学号*********姓名权栋梁学号*********姓名赵文豪学号*********指导老师:***目录一、设计任务书﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒2二、铰刀的设计过程1、确定铰刀直径公差﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒32、齿数与槽型的选择﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒33、铰刀几何角度﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒3(1)主偏角κr﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒3(2)背前角γp和后角αp﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒4(3)刃倾角λs﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒44、铰刀各部分尺寸﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒5三、铰刀工作图﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒6四、铰刀实体图﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒7五、铰孔失效模式分析及解决措施﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒8六、参考文献﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒﹒12一、设计任务书题目:设计手用铰刀,铰刀材料为合金工具钢,所铰毛坯孔尺寸为Φ9.8,加工后孔的尺寸要求为Φ10 0+0.015,孔深度为10mm,孔内表面粗糙度为Ra0.8。
内容:1、确定铰刀直径公差2、齿数与槽型的选择3、铰刀几何角度4、铰刀各部分尺寸5、铰刀工作图6、铰刀实体图7、铰孔失效模式分析及解决措施二、铰刀的设计过程1、确定铰刀直径公差根据《刀具设计手册》,此处按扩张量计算。
计算得铰刀公差带图如图一。
查表得公差为IT5。
图一所以铰刀直径公差为0.005。
2、齿数与槽型的选择根据《刀具设计手册》,铰刀齿数计算公式Z=1.5√d+(2~4),选择6齿。
为制造方便,选取等齿距分布,直线齿背型,齿槽为直槽。
3、铰刀几何角度(1)主偏角κr手用铰刀一般取较小主偏角κr=1°~1°30’,以减轻工人的劳动强度和获得良好导向性。
镗刀、铰刀和复合刀具(上海大学,机电工程及自动化学院,上海200072)摘要:镗刀是加工大孔的唯一精加工方法,对其展开研究具有重要的意义。
铰刀的切削过程十分复杂,它的形状决定了切削精度。
本文介绍了复合刀具在孔系加工中的选型,以及根据不同孔系情况对复合刀具的改进设计。
在孔系加工中,选用复合刀具后,可以明显提高生产效率,降低劳动强度,保证零件的加工精度等。
关键词:镗刀,铰刀,复合刀具Boring cutter, reamer and Composite Tool(College of Mechatronics Engineering and Automation,Shanghai University, Shanghai 200072, China)Abstract:Since boring cutter is the only tool for large diameter holes’ machining and the study on it is of great significance. Reamer cutting process is very complicated, and its shape decided cutting accuracy. This article also describes the selection of composite tool working holes, and the improvement of the composite tool design according to the different holes. Working holes by composite tools, you can significantly improve production efficiency, reduce labor intensity and ensure the machining accuracy.孔加工是机械加工的一个重要分支,同时孔加工刀具也是机械加工研究的重要课题,分别以镗刀和铰刀为主要研究对象,分析镗刀和铰刀分类及加工形式,同时研究镗削运动形式,探究镗刀和铰刀设计基本理论。
确定铰刀直径公差
假设被加工零件孔的上偏差和下偏差分别为ES和EI,而铰刀直径的上偏差和下偏差分别为es和ei。
则:
es=2/3 (ES-EI)+EI ei=es-1/4(ES-EI)
例如:我们要铰10H9(0+0、036)的孔,饺刀的上偏差依据上述公式应为:
es=2 (0、036-0)+0=0、024 铰刀的下偏差据上述公式应为:ei=0、024-1 (0、036-0)=0、015 则:铰10H9(0+0、036)孔的铰刀尺寸及公差带为10+0、015+0、024。
查资料,10H9铰刀尺寸公差为10+0、013+0、023与计算得出公差相差甚微,可以满足使用要求。
该方法可为按被加工孔的尺寸精度来设计或研磨铰刀提供参考。
但铰孔时还受机床主轴径向跳动、铰刀的安装偏差、铰刀各刀齿的径向跳动、冷却液、切削用量等因素的影响,使铰出孔的直径往往会扩大或收缩.因此,为满足工艺要求,一般要先试铰,根据试铰情况来修正计算出的公差带,再刃磨铰刀,投入使用。
第 1 页共 1 页。
机用铰刀设计范文机用铰刀是一种用于机械加工的切削工具,广泛应用于各类铣床、车床、加工中心等机床上。
它具有切削效率高、切削质量好、寿命长等优点,在机械加工中起着至关重要的作用。
下面将对机用铰刀的设计进行详细介绍。
一.机用铰刀的结构设计机用铰刀的结构通常由刀柄、刀片和夹紧装置三部分组成。
1.刀柄:刀柄是铰刀的主要支撑部分,一般为圆柱形,有时也会采用方柱形。
刀柄要具有足够的强度和刚度,能够承受切削力和振动力,并保证刀片的牢固固定在刀柄上。
2.刀片:刀片是机用铰刀的切削部分,一般由高速钢或硬质合金制成。
刀片的形状和尺寸根据铰削工件的要求进行设计。
常见的刀片形状有圆柱形、平面形和球面形等。
刀片的切削刃要经过精细的研磨,保证其切削质量和寿命。
3.夹紧装置:夹紧装置用于将刀片固定在刀柄上,以防止其在切削过程中脱落。
夹紧装置通常采用螺母、螺栓、卡箍等结构,能够提供足够的夹紧力,并便于刀片的更换和调整。
二.机用铰刀的设计要点1.铰削切削力的估算:在机用铰削工艺设计中,首先需要估算铰削过程中的切削力。
切削力的估算可以通过解析法、经验公式或有限元分析等方法进行。
切削力的估算结果将直接影响刀柄的尺寸和刀片的选择。
2.刀柄尺寸的确定:刀柄的尺寸设计需要考虑切削力的大小和方向,以及刀柄的刚度要求。
刀柄的尺寸应使其具有足够的强度和刚度,能够在切削过程中保持稳定,并能够吸收和分散切削力和振动力。
3.刀片的选择和固定:刀片的选择应根据铰削工件的材料和形状进行。
刀片的材质要具有足够的刚性和耐磨性,以保证切削质量和寿命。
刀片的固定方式要牢固可靠,以防止在切削过程中脱落。
4.切削润滑与冷却:切削润滑与冷却是机用铰刀设计中不可忽视的要点。
合理的切削润滑和冷却方式可以有效减少摩擦和热量,延长刀片的使用寿命,提高切削效率和加工质量。
三.机用铰刀的应用及优势机用铰刀广泛应用于机械加工中的铰削工艺,适用于各类金属和非金属材料的铰削加工。
与传统的手工铰削相比,机用铰刀具有以下优势:1.切削效率高:机用铰刀具有较高的切削速度和较大的进给量,能够在短时间内完成高效的铰削加工。
钻床夹具设计实例孔加工常用工艺装备3(铰刀的几何角度?主偏角前角 ?铰孔时一般余量很小,切屑很薄,切屑与前刀面接触长度很短,故前角的影响不显著。
为了制造方便,一般取均,0?。
加工韧性材料时,为减小切屑变形,可取,5?~10?。
钻床夹具设计实例孔加工常用工艺装备(3,?后角铰刀系精加工刀具,为使其重磨后径向尺寸不致变化太大,一般铰刀后角取,6?~8?。
?刃倾角一般铰刀的刃倾角,0?。
但刃倾角能使切削过程平稳,提高铰孔质量。
在铰削韧性较大的材料时,可在铰刀的切削部分磨出,15?~20?刃倾角,如图7,46a所示,这样可使铰削时切屑向前排出,不致于划伤已加工表面(见图7,46b)。
在加工盲孔时,可在这种带刃倾角的铰刀前端开出一较大的凹坑,以容纳切屑(见图7,46c)。
(四)孔加工复合刀具孔加工复合刀具是由两把或两把以上同类或不同类的孔加工刀具组合成一体,同时或按先后顺序完成不同工步加工的刀具。
1(复合刀具的种类复合刀具的种类较多,按工艺类型可分为同类工艺复合刀具和不同类工艺复合刀具两种。
同类工艺复合刀具如图7,47所示。
不同类工艺复合刀具如图7,48所示。
2.复合刀具的特点(1)能减少机床台数或工位数,工序集中,节省机动和辅助时间,因而可以提高生产率,降低成本。
(2)减少工件安装次数,容易各加工表面间的精度。
(3)复合刀具结构复杂,在制造、刃磨和使用中都可能会出现问题。
例如各单个刀具的直径、切削时间和切削条件悬殊较大,切屑的排出和切削液的输入不够畅快等。
3(复合刀具的合理使用由于复合刀具的结构特点及特殊的工作条件,在使用复合刀具时需注意几点特殊要求:(1)由于复合刀具刃磨困难,刀具安装、调整麻烦,故应制订较高的刀具耐用度,选择较低的切削速度。
(2)复合刀具中各单个刀具的直径往往差别很大,选择切削用量时需考虑主要矛盾。
如最小直径刀具的强度最弱,应按最小直径刀具选择进给量;又如最大直径刀具的切削速度最高,磨损最快,故应按最大直径刀具确定切削速度。
铰刀的合理使用与改进本文以笔者在工厂中长期的使用经验与验证为依据,对标准铰刀结构上存在的问题提出了改进意见,同时还对铰刀如何合理使用的问题作了分析与介绍。
在机械加工中,孔加工约占加工总量的1/3。
而铰孔是普遍应用的一种精加工和半精加工孔的方法,加工孔径通常在Φ1~Φ100mm之间,尺寸精度一般可达H9~H7级(甚至H6级),加工表面粗糙度为Ra1.6~0.2μm。
铰孔用的刀具,目前生产上仍以标准的多齿铰刀为主。
我们知道,标准铰刀铰孔时通常会出现很多问题,例如误差度、直线度、排屑、让刀、振动现象、刀具使用寿命低、退刀时产生划痕等等,由于文章篇幅有限,在此不做详细列举。
改进铰刀的几何参数图1 铰削时切削厚度由于铰刀主要用于孔的精加工和半精加工,故应将切削层的厚度减薄,并且切削厚度愈小,切削刃参加工作部分长度相应增大,铰刀切入时的导向性好,刀具寿命也愈高。
由图1可知,铰削时的切削厚度:h D=f z sinκr=(f/z)sinκr上式中,fz为铰刀每齿进给量,单位mm/z;f为铰刀每转进给量,单位mm/r;z为铰刀齿数;κr为铰刀上的主偏角。
由此可见,为了提高铰孔质量和刀具的使用寿命,铰刀上的主偏角κr应取小值为宜。
试验也表明,κr角愈小,孔的表面粗糙度值Ra也愈小。
但通常认为手用铰刀应采用小的κr角,以使刀具工作时能保持良好的导向并减小轴向进给力,而机用铰刀的导向和轴向进给力均由机床和夹具来保证,为减少切屑变形,故使用较大的主偏角。
目前标准上(见技术标准出版社出版的“铣刀铰刀生产图册”)推荐的高速钢机用铰刀的主偏角为15°,手用铰刀的主偏角为1°;硬质合金铰刀的主偏角,切钢时推荐用15°,切削铸件为3°~5°。
但经生产验证,标准上推荐的主偏角数值,并不完全合适,作者在生产中将硬质合金机用铰刀的主偏角切钢件时也改为5°,无论是加工量与铰刀寿命均有明显提高。
6.6 铰孔工艺、编程材料: 45#钢,正火处理图6-6-1圆周均布孔加工零件6.6.1 铰孔加工工艺1.铰孔加工概述钻孔是在实体材料中钻出一个孔,而铰孔是扩大一个已经存在的孔。
铰孔和钻孔、扩孔一样都是由刀具本身的尺寸来保证被加工孔的尺寸的,但铰孔的质量要高得多。
铰孔时,铰刀从工件孔壁上切除微量金属层,以提高其尺寸精度和减小其表面粗糙度值,铰孔是孔的精加工方法之一,常用作直径不很大、硬度不太高的工件孔的精加工,也可用于磨孔或研孔前的预加工。
机铰生产率高,劳动强度小,适宜于大批大量生产。
铰孔加工精度可达IT9~IT7级,表面粗糙度一般达Ra1.6~0.8μm。
这是由于铰孔所用的铰刀结构特殊,加工余量小,并用很低的切削速度工作的缘故。
直径在100 mm以内的孔可以采用铰孔,孔径大于100 mm时,多用精镗代替铰孔。
在镗床上铰孔时,孔的加工顺序一般为:钻(或扩)孔一镗孔一铰孔。
对于直径小于12 mm的孔,由于孔小镗孔非常困难,一般先用中心钻定位,然后钻孔、扩孔,最后铰孔,这样才能保证孔的直线度和同轴度。
如图6-6-1所示的工件,加工6×φ20H7均布孔,孔面有Ra1.6的表面质量要求,适合用铰孔方法进行孔的精加工。
一般来说,对于IT8级精度的孔,只要铰削一次就能达到要求;IT7级精度的孔应铰两次,先用小于孔径0.05~0.2 mm的铰刀粗铰一次,再用符合孔径公差的铰刀精铰一次;IT6级精度的孔则应铰削三次。
铰孔对于纠正孔的位置误差的能力很差,因此,孔的有关位置精度应由铰孔前的预加工工序予以保证,在铰削前孔的预加工,应先进行减少和消除位置误差。
如,对于同轴度和位置公差有较高要求的孔,首先使用中心钻或点钻加工,然后钻孔,接着是粗镗,最后才由铰刀完成加工。
另外铰孔前,孔的表面粗糙度应小于Ra3.2μm 。
铰孔操作需要使用冷却液,以得到较好的表面质量并在加工中帮助排屑。
切削中并不会产生大量的热,所以选用标准的冷却液即可。
铰孔加工方法1.铰孔加工概述钻孔是在实体材料中钻出一个孔,而铰孔是扩大一个已经存在的孔。
铰孔和钻孔、扩孔一样都是由刀具本身的尺寸来保证被加工孔的尺寸的,但铰孔的质量要高得多。
铰孔时,铰刀从工件孔壁上切除微量金属层,以提高其尺寸精度和减小其表面粗糙度值,铰孔是孔的精加工方法之一,常用作直径不很大、硬度不太高的工件孔的精加工,也可用于磨孔或研孔前的预加工。
机铰生产率高,劳动强度小,适宜于大批大量生产。
铰孔加工精度可达IT9~IT7级,表面粗糙度一般达Ra1.6~0.8μm。
这是由于铰孔所用的铰刀结构特殊,加工余量小,并用很低的切削速度工作的缘故。
直径在100 mm以内的孔可以采用铰孔,孔径大于100 mm时,多用精镗代替铰孔。
在镗床上铰孔时,孔的加工顺序一般为:钻(或扩)孔一镗孔一铰孔。
对于直径小于12 mm的孔,由于孔小镗孔非常困难,一般先用中心钻定位,然后钻孔、扩孔,最后铰孔,这样才能保证孔的直线度和同轴度。
如图6-6-1所示的工件,加工6×φ20H7均布孔,孔面有Ra1.6的表面质量要求,适合用铰孔方法进行孔的精加工。
一般来说,对于IT8级精度的孔,只要铰削一次就能达到要求;IT7级精度的孔应铰两次,先用小于孔径0.05~0.2 mm的铰刀粗铰一次,再用符合孔径公差的铰刀精铰一次;IT6级精度的孔则应铰削三次。
铰孔对于纠正孔的位置误差的能力很差,因此,孔的有关位置精度应由铰孔前的预加工工序予以保证,在铰削前孔的预加工,应先进行减少和消除位置误差。
如,对于同轴度和位置公差有较高要求的孔,首先使用中心钻或点钻加工,然后钻孔,接着是粗镗,最后才由铰刀完成加工。
另外铰孔前,孔的表面粗糙度应小于Ra3.2μm。
铰孔操作需要使用冷却液,以得到较好的表面质量并在加工中帮助排屑。
切削中并不会产生大量的热,所以选用标准的冷却液即可。
2.铰刀及选用⑴铰刀结构在加工中心上铰孔时,多采用通用的标准机用铰刀。
《金属切削原理与刀具》课程设计
铰
刀
的
设
计
组别
姓名
学号
目录
题目 (1)
第一章材料的选择 (2)
第二章铰刀的结构参数 (3)
1、几何角度 (3)
2、铰刀的直径与公差 (4)
3、齿数Z及分布 (6)
4、铰刀齿槽与尺寸 (7)
5、工作部分尺寸 (8)
6、非工作部分结构 (9)
第三章机用铰刀技术条件 (10)
零件图 (12)
题目
设计被铰孔的直径为Ф10H7mm,深度10mm,材料为A3钢,确定预置孔的直径为Ф8mm。
毛坯图:
第一章材料的选择
A3钢属于低碳钢,硬度低,塑性高,故切削变形大,切削温度高,易产生粘削和积削瘤,断削困难,不易达到小的粗糙度,切削低碳钢应选用较大前角和后角,应使切削刃锋利,提高切削速度。
对于A3钢的切削,可以选用高速钢。
高速钢是综合性能较好,应用范围最广的一种刀具材料。
热处理后硬度达62-66HRC,抗弯强度约3.3GPa,耐热性约600℃,此外还具有热处理变形小,能锻造,易磨出较锋利的刃口等优点。
具体工作部分可选择W9Mo3Cr4V,其高温热塑性好,淬火过热,脱碳敏感性小,有良好的切削性能。
刀柄部分用45号钢。
第二章铰刀的结构参数
1、几何角度(见表1)
表1机用铰刀几何参数
导锥角ψψ=45°
刃倾角λs一般λs=0°;加工韧性较大材料时λs=15°~20°
前角γp一般γp=0°;粗铰韧性较大材料时γp=5°~10°
螺旋角β一般β=0°(直齿);加工深孔或断续表面时可用螺旋齿铰刀,加工盲孔取右旋,加工通孔取左旋、加工灰铸铁、淬硬钢β=7°~8 °,可锻铸铁、钢12°~20°,铝和轻金属35°~45°
主偏角κr 加工铸铁等脆性材料κr=3°~5°加工钢等塑性材料κr=12°~15°加工盲孔时κr=45°
后角αp与刃带b a1直径
d0/mm
1~3 >3~10 >10~18 >18~30 >30~50 >50~80 后角αp14~18°10~14°8~12°6~10°6~10°6~10°刃带b a10.05~0.1 0.1~0.15 0.15~0.25 0.2~0.3 0.25~0.4 0.3~0.5
倒锥d01<d0直径<2.8 >2.8~6 >6~18 >18~32 >32~50 >50~80 倒锥量0.005~0.02 0.02~0.04 0.03~0.05 0.04~0.06 0.05~0.07 0.06~0.08
d02d02=d0-(1.3~1.4)2A(A为铰孔单边余量)
所以,由表一得:铰刀的倒锥角ψ=0,刃倾角λs=0,前角γp=0°,螺旋角β=0,主偏角κr=12°,后角αp =10°,刃带b a1=0.15mm。
倒锥量为0.04。
2、铰刀直径与公差
(1)铰刀的直径基本尺寸d0等于被铰孔的基本尺寸D
ω即:
do=Dω=10mm
(2)铰刀直径的制造公差G按GB4246-84规定等于
被铰孔公差IT的0.35倍,即:
G=0.35IT=0.015×0.035=0.005mm
铰刀公差和孔公差的配合如图2
图2铰刀公差和孔公差配置
(3)用高速钢铰刀铰孔后,孔径一般发生扩张,按GB4246-84规定铰刀直径的上限尺寸d0max等于孔的最大直径减0.15IT,即:
d omax=Dωmax-0.15IT=10.015-0.15×0.015=10.013mm
铰刀直径的下限尺寸d0min等于铰刀的最大直径d0max 减0.35IT,即:
d omin=d0max-0.35IT=10.013-0.005=10.008mm
查刀具设计手册得铰刀的尺寸为d0=10+0.012+0.006
铰刀直径与偏差见表2
表 2 GB1133-84所列铰刀直径与偏差
铰刀直径d0与分级范围
精度等级
H7H8H9
>5.3~6 +0.010 +0.015 +0.025
>6~10
>10~18
>18~30
>30~50
+0.005 +0.012 +0.006 +0.015 +0.008 +0.017 +0.009 +0.021 +0.012 +0.008 +0.018 +0.010 +0.022 +0.012 +0.028 +0.016 +0.033 +0.019 +0.014 +0.030 +0.017 +0.036 +0.020 +0.044 +0.025 +0.052 +0.030
3、齿数Z 及分布
铰刀齿数Z 影响铰孔质量、刀齿强度和容屑空间并与工件材料、铰刀直径有关。
一般可按下式计算:
)4~2(5.10+d Z =
加工韧性材料时Z 取小值;加工脆性材料时Z 取大值。
为了测量方便通常取偶数。
刀齿在圆周上分布为制造方便一般取等齿距分布。
Z 可按表3选取。
表3铰刀齿数
高速钢机用铰刀
直径d 0/mm 1~2.8 3~20 21~25 36~48 50~55 齿数Z
4
6
8
10
12
所以,铰刀齿数z=6,等齿距分布。
a)半圆形齿形 b)三角形齿形 c)五角形齿形
图3铰刀公差和孔公差配置
4、铰刀齿槽与尺寸 当铰刀直径d 0<3mm 时铰刀齿槽形状可作成半圆形、三角形或五角形如图3所示。
当铰刀直径d 0≥3~20mm 时,
铰刀齿槽通常作成直线齿背截形;当铰刀直径d 0>20mm 时,铰刀齿槽采用圆弧齿背截形形,尺寸见表图4。
表4铰刀齿槽形状与尺寸
A 型直线齿背
B 型圆弧齿背
铰刀直径
d 0 槽形 齿数
Z b a1 F
θ R r 基本尺寸 公差 >3~5.5 A 6 0.08~0.15 0.25~0.40 0.20 85° - 0.3 >5.5~10 A 6
0.10~0.20
0.50~0.70 0.20 85~90° - 0.5 >10~20 A 6~8 0.10~0.25 0.60~1.00 0.30 75~80° - 0.5 >20~28 B 8 0.15~0.30 1.00~1.20 0.40~
0.50 - 25 0.5~1 >28~34 B 8~10 0.20~0.40 1.30 0.50 - 20 1 >34~45 B 10~12 0.20~0.40 1.40~1.60 0.60 - 15 1 >45~50
B
12
0.25~0.50
1.70~1.80
0.60
-
20
1
所以,铰刀采用A 型直线齿背,该型号中取b a1=0.15,F=0.6,r=0.5,θ=85°。
5、工作部分尺寸
见表5
表 5 铰刀工作部分尺寸
项目采用值或计算公式
前导锥l3l3=1~2
切削部分
l1
l1=(1.3~1.4)Actgκr(A为铰孔单边余量)
圆柱校准
部分l2
l2=(0.25~0.5)d0
工作部分l l=(0.8~3)d0
圆弧半径r r=0.5~1.5
所以,铰刀可取,前导锥l3=0,切削部分l1=6.2mm,圆柱校准部分l2=5mm,工作部分l=(0.8~3)d0=30mm,圆弧半径r=1mm。
6.非工作部分结构 尺寸见表6。
表 6 莫氏锥柄机用高速钢铰刀非工作部分结构尺寸
直径 总长 刃长 颈部直径 莫氏锥号
5.5 138 26 4.5 1
6 7 150 31 5.5 8 156 33 6.5 9 162 36 7 10 168 38 8 11 175 41 12 182 44 9 13 182 44 10 14 189 47 15 204 50 11 2
16
210
52 12
17 214 54 13 18 219 56
14 19 223 58 15 20 228 60 16 21 232 62 17 22 237 64 23 241 66 24 264 66 19 3
25 268 68 20 26 273 70 27 277 71 21 28 22 30 281 73 23 32
317
77
25
4 铰刀柄部型式有圆柱形和圆锥形两种,圆锥柄为莫氏锥度。
铰刀尺寸可由表6得,莫氏锥度为1,总长L=168mm ,刃长l=30mm ,颈部长度d 03=8mm,取锥柄l 4=65.5mm 。
第三章 机用铰刀技术条件
(一)铰刀表面粗糙度见表7。
表7机用铰刀表面粗糙度Ra
铰刀部位 Ra (μm )
高速钢机用铰刀
前刀面;切削部分后刀面;锥柄表面 0.63 齿背表面 5 直柄表面; 1.25 其余表面 10
(二)铰刀的位置公差见表8。
表8机用铰刀位置公差
项目
公差(mm)
切削部分校准部分
柄部
d0≤30 d0>30
对公共轴线的径向圆跳
动
H7级0.015 0.01 0.015 H8、H9级0.02
所以,对公共轴线的径向圆跳动,切削部分为0.015,校准部分为0.01,柄部为0.01。
零件图。