普威聚宝库管理系统—剪菲版
- 格式:docx
- 大小:5.29 MB
- 文档页数:29
Rfid制衣生产管理系统生产力之生产管理的关注热点同时也是管理难点,如果提升了生产力就意味着企业的产量提高,利润可以增加。
普威制衣生产管理系统利用rfid计数,将生产车间实时生产数据反馈到系统,通过系统监控可以及时的发现生产瓶颈所在,是通过实时数据归集对每个车间、每个组、每个车位及工人的生产情况进行实时的监控,从而可以发现任何生产环节出现的非正常状态,并及时解决。
从整体上保障了流水线的畅通,提高了生产力。
应用RFID制衣生产管理解决方案的价值体现1、生产数据能够准确、实时的采集生产数据的实时反馈是保证生产运营畅通的基础,系统在生产车间采集实时生产数据是通过工人在生产过程中刷卡的方式来实现,RFID阅读器通过读出ID 卡中所带有的特定信息实时的反馈到系统中,服务器及时更新数据,通过这种操作方式系统能够采集实时的生产数据并进行数据分析。
2、严格质量掌控降低返修率质量是生产企业永续经营的基石,也是企业面对客户的品牌保证,而最高目标就是要达到质量问题返修率为零,很多情况下是又要抓产量又要抓质量,在两手都要抓的情况下,企业不得不放弃其中的一项。
而在RFID系统严格质量管理的情况下,把责任追踪到个人身上,把有质量问题的产品是在什么时间做的什么订单、什么颜色、什么尺码的产品一一记录在案,在提升产量的同时又抓了质量工作,降低了返修率的同时大大提高了生产力。
3、通过RFID系统来进行产能和计件薪资的统计传统的产量统计和工人计件薪资的核算都要耗费大量的人工和时间,数据的滞后性,数据失真都造成了不良后果,然而在RFID系统全面使用后,通过系统来统计工人的产能以及计件薪资,可以代替原有的人工统计方式,提高了生产数据的统计效率和数据的准确性,系统可以提供实时的工人真实的产量统计和实时的薪资报表,便于薪资的核算,提高公司生产运营的效率。
4、ID卡全面取代原有的菲票ID卡全面使用后,可以全部取代传统方式的菲票或者捆扎在衣服上的布片,通过ID卡的流转方式能够清楚地查看到每扎衣服的流向以及每扎衣服现在所处的具体位置,一旦ID卡或者衣服流失系统会根据剪裁开卡时的数量进行对比,可以查看卡最后一次出现的具体位置,这样更加严格的对生产过程进行管理,从真正意义上实现了精细化生产管理。

08/08/18* 1 11对付帐款管理系统(AP)执行确认程序代号 aapr140程序名称入库退扣未匹配明细表目的说明备注检核是否有已入库但尚未抛转应样品入库及单价为0 者不打印付之资料(已入库未附发票要立打印未匹配彻底资料aoou702 aapt110 aapt120 aapt150 aapt210 aapt330 aapr190 *aapr150 aapr121 aapr122 Aapr165 aglp130*aglr200 aglr201 aglq101 aglr906 aapp500 aglp131 单据编号未扣帐未确认检查表厂商进货发票请款作业杂项对付款项请款作业厂商预付请款作业厂商退货折让维护作业付款冲帐作业厂商对付帐龄分析表打印对付帐款明细帐打印对付帐款明细表对付帐款汇总表对付重评价表子系统期统计更新作业科目期报表打印科目期分类帐报表打印科目各期查询作业明细分类帐打印关帐作业子系统年结统计更新作业暂估帐款)单据未确认检查检核是否有已确认但尚未抛转总帐传票之单据模块选择:对付系统QBE 条件:帐款日期、传票编号核对AP 子系统之明细帐金额(单aapr190 为截止时点之余额据金额)与总帐的科目余额是否一致核对对付重评价金额是否正确将分录底稿的科目金额做加总aapr150 为截止时点之余额aapr121 为现况余额aapr122 为现况余额可于aglq130 查询子系统各期后,产出子系统科各期余额之统科目余额计资料AP 子系统各期余额总帐各期余额对付帐款系统关帐产出子系统次年度之期初余额于年底时才需执行与总帐余额作核对与AP 子系统余额作核对不可再异动当期交易资料可于aglq130 查询子系统期初之科目余额(期别为“期初”)08/08/18*2 11应收帐款管理系统(AR)执行确认 程序代号 程序名称 目的说明 备注aoou702 单据编号未扣帐未确认检查表 单据未确认未扣帐检查 模块选择:销售系统 axmr630 出货未开辟票明细表 检核是否有已扣帐但尚未抛转 QBE 条件:出货日期范围应收之出货资料 亦可以 axmt620 /650 辅助核对(出货日期、帐款编号)axmr660 出货未抛应收帐款表aoou702 单据编号未扣帐未确认检查表 单据未确认检查 模块选择:应收系统axrt300 应收帐款维护作业 检核是否有已确认但尚未抛转 QBE 条件:立帐日期或者冲帐日 axrt400 收款冲帐单维护作业 总帐传票之单据 期、传票编号*axrr151 应收帐款明细帐 核对 AR 子系统之明细帐金额 axrr151 为截止时点之余额axrr310 应收帐款明细表 (单据金额)与总帐的科目余额 axrr310 为现况余额(本币原币) axrr320 应收帐款汇总表 是否一致 axrr320 为现况余额(原币) axrr620 客户应收帐龄分析表 axrr620 为截止时点之余额(可选择扣除折让金额)axrr380应收帐款重评价表 核对应收重评价金额是否正确axrr378销货收入明细表 核对销货收入、销项税额之金 额(公告营收之用)销货收入已扣除折让金额aglp130 子系统期统计更新作业 将分录底稿的科目金额做加总 后,产出子系统科各期余额之 统计资料可于 aglq130/agli130 查询子系统各期科目余额*aglr200aglr201 科目期报表打印 科目期分类帐报表打印 AR 子系统各期余额 与总帐余额作核对 aglq101 aglr906 科目各期查询作业 明细分类帐打印 总帐各期余额 与 AR 子系统余额作核对axrp401 关帐作业 应收帐款系统关帐 不可再异动当期交易资料aglp131 子系统年结统计更新作业 产出子系统次年度之期初余额 可于 aglq130/agli130 查询子08/08/18* 3 11于年底时才需执行系统期初之科目余额(期别为“期初”)08/08/18* 4 11 (NM)aapp330aoou702 anmt150anmr115 anmr102Anmr264 *anmr108 aglp130*aglr200 aglr201 aglq101 aglr906 anmp600aglp131QBEQBENM /( )aglq130/agli130 NMNMNMaglq130/agli130()08/08/18* 5 11 (NM)aoou702anmt250anmr215 anmr202anmr263*anmr208 anmr280 aglp130*aglr200 aglr201 aglq101 aglr906 anmp600aglp131QBENM /( )aglq130/agli130 NMNMNMaglq130/agli130()08/08/18* 6 11 (NM)aoou702anmt302 anmp320*anmr322 anmr320 anmt300 anmp320anmr341 anmr380 anmr363aglp130*aglr200 aglr201 aglq101 aglr906 anmp340anmp600QBEanmq320anmq320agli130 NMNManmi030NM08/08/18*7 11aglq130( )aglp13108/08/18* 8 11 (FA)afar202afat101 afat105 afat106 afat107 afat108 afat109 afat110 afai102afap999 afap300 afar300 afar350 *afar201afap120 afai104afap120 aglp130 QBEQBEQBEQBEQBEQBEQBEafai100aglq130/agli13008/08/18*9 11FAFAaglq130/agli130()*aglr200 aglr201 aglq101 aglr906 afap304 afap010 afap305aglp13108/08/18*10 11QBEaglp103aglq101(GL)aglr901aglt110 aglt130 aglr900*aglr105 aglp201*aglr110 aglp301 aglp202aglq101 *Aglr10708/08/18* 11 11gapp600gapp601gapq600gapr600gxrp600gxrp610gxrq600gxrr600gnmp600gnmp601gnmp610gnmp611gnmp620gnmp621gnmq600gnmq610gnmr620gxrp610 gxrp620 / /。

PRO.FILEThe Backbone for Your Product Data and DocumentsPRO.FILE enables you to manage, control, and integrate your product data andd ocuments. As the product data backbone, it is the single information platform for all departments, allowing them to engage in seamless and straightforward collaboration.Product and Document L ifecycleM anagement With PRO.FILE Start with exactly what you need and add on as you goFrom PDM or DMS tec to PLM – PRO.FILE delivers a seamless e xperience that enables users from all business units to access the same data backbone for all of their different needs. This provides them with insight into the relationships between your product data, accompa-nying d ocuments, and emails, which in turn results in transparent processes, satisfied customers, and compliance confidence.DMS tec – controlling and managing documents in technical companies By managing technical documents and business documents such as offers or invoices along with all other product-related data, you create lifecycle files. These ensure the transparency and completeness of your information at every stage of the product lifecycle. What‘s more, each document is only stored once in a central location. You can customize views and workflows to meet the needs of your different departments, giving everyone involved immediate access to relevant information.PDM multi-CAD – are you using more than one CAD system?Accelerate your development byunifying your CAD data management and philosophy. PRO.FILE comes with multi-CAD capabilities that give you a single product data backbone across all CAD systems, regardless of the number of MCAD and ECAD systems you are using.Seamlessly integrated with your ERP systemPRO.FILE can be integrated with every major ERP system to eliminate the need for manual BOM data input and comparison.On top of that, you can always access your purchased parts.PRO.FILE serves as a bidirectional gateway between CAD systems and ERP systems, giving you the peace of mind that all of your data is reliably exchanged at all times.Access all information from your familiar working environment Work with PRO.FILE from within Microsoft Office, your CAD system, or your ERP system and store your emails and attachments in a central PRO.FILE location from within your inbox.CAD Data Management Storing and retrievingCAD dataProduct Data Management (PDM)Linking drawings, documents, and bills of materials. Integrated with the ERP systemProduct Lifecycle Management (PLM)Process control of product dataand information flowsCollaborative PLMReal-time process coordination throughout the product lifecycle – both internally and externallyDMS tecDocument management for technical documentsArchive and FindElectronically archiving and retrieving documentsConfi guration rather than programmingThis product and implementationapproach allows you to make much faster progress than you would in conventional software projects. Our project manager will meet with you to discuss your objectives and work closely with you to confi gure thesystem accordingly – step by step and working directly on the system itself. You get to see immediate results while we enable you to help yourself when making future changes. With us, your project will be implemented without surprises or cost overruns. We call it the EASY.CON approach and it gets you where you need to be faster.Advantages with impactQuickly implement PRO.FILE across the enterprise and take full control. • G et started faster through faster project delivery. • C onfi gure you own processes in PRO.FILE. • C reate user interfaces, classifi ca-tion systems, reports, or workfl owswithout programming skills. • P rogramming interfaces foradd-ons and enhancements.Expertise you can trust • M ore than 30 years of experience. • M ore than 1,000 successfulPRO.FILE projects. •P roject managers who arecertifi ed by the German Associa-tion for Project Management. •PRO.FILE makes your Industry 4.0visions a reality.•“Excellent” PRO.FILE customerservice ratings.PRO.FILE is designed to bring more effi ciency to your product lifecycle processes. The EASY.CON approach gives you a head start.Confi gure the Impact“Just about anything you need can be implementedquickly and relatively easily without extensive customiza-tion or programming skills. PROCAD helps us help ourselves”Arne Köster,head of the PLM project at 2G EnergyO b j e c t i v eIa i W t t e r a t i v e c on fig u r t i o n o f r e q u r em e n t s haH o w ?What processes, document types, ortasks are you looking to implement? We will work with you to fi nd the perfect path between the “What?” and the “Why?”, between cost and benefi t. We will confi gure the packages itera-tively and we will not stop until you get exactly what you need.Pave the way for effi ciency• N ever again accidentally work onthe same document at the same time. • C onsistently manage data acrossthe entire product lifecycle and all relevant departments.• K• C • A • R maintenance. • A requirements. • E Iterative realization•Project planning you can rely on. • L earn how to confi gure the systemfrom experienced project managers. • Q uickly take advantage of theimpact delivered by PRO.FILE. •Rapid implementation.Extending PRO.FILE• F ast and simultaneous collabo-ration across all companylocations (ETOR). • D rag and drop emails andattachments directly into the relevant project folder.PRO.FILE makes your daily work easier. The product data backbone lets you coordinate your product data across the enterprise and its various departments.In a NutshellPRO.FILE in useConfigurable views that give you quick access to key features. No engineer can work efficiently without them.DMS All project documents are available exactly where they are needed: tec and PRO.FILEAll project document in the project folder.PROCAD International Offices – Germany (Headquarters): PROCADGmbH&Co.KG·Karlsruhe·**************·www.procad.de/en Latest Update 2017-01. PRO.FILE, PRO.CEED and PROOM are products of PROCAD GmbH & Co. KG.All product names or brands mentioned in this document are registered by their respective owners.。
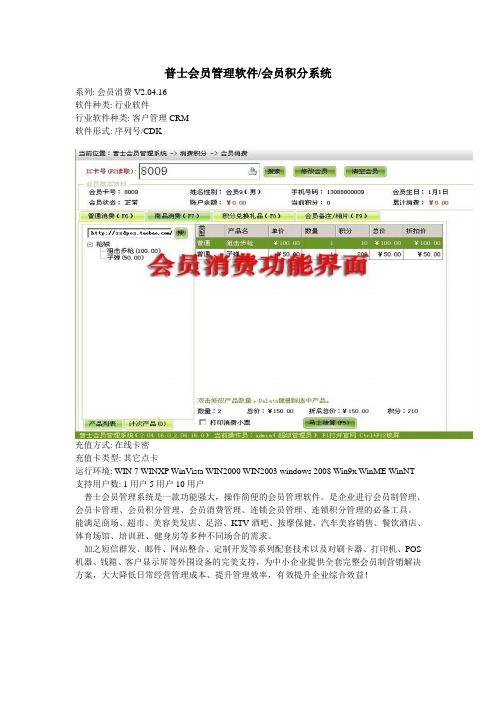
普士会员管理软件/会员积分系统系列: 会员消费V2.04.16软件种类: 行业软件行业软件种类: 客户管理CRM软件形式: 序列号/CDK充值方式: 在线卡密充值卡类型: 其它点卡运行环境: WIN 7 WINXP WinVista WIN2000 WIN2003 windows 2008 Win9x WinME WinNT 支持用户数: 1用户 5用户 10用户普士会员管理系统是一款功能强大,操作简便的会员管理软件。
是企业进行会员制管理、会员卡管理、会员积分管理、会员消费管理、连锁会员管理、连锁积分管理的必备工具。
能满足商场、超市、美容美发店、足浴、KTV酒吧、按摩保健、汽车美容销售、餐饮酒店、体育场馆、培训班、健身房等多种不同场合的需求。
加之短信群发、邮件、网站整合、定制开发等系列配套技术以及对刷卡器、打印机、POS 机器、钱箱、客户显示屏等外围设备的完美支持,为中小企业提供全套完整会员制营销解决方案,大大降低日常经营管理成本、提升管理效率,有效提升企业综合效益!本软件界面清新、操作简便,无需专业培训即可轻松掌握,加之丰富的文档教程以及完善的客户服务体系,能随时解决使用过程中遇到的任何问题。
普士会员管理软件功能概述会员管理完整的会员属性设置,全面记录会员信息;灵活的会员分类和等级设定(不同等级可设置不同的折扣率以及积分兑换比例),满足对不同会员的管理需求;轻松实现换卡、锁定、挂失、转账、生日提醒、短信发送等功能;强大灵活的“自定义属性”功能可满足不同行业需求;会员照片功能记录会员头像,以及会员卡密码功能,以免冒名顶替;Excel批量数据录入,大大提升操作效率;另有会员推荐制功能,让老客户主动为您带来新客户;一张卡集积分、折扣、计次等多功能与一体;消费积分根据消费金额自动折扣金额和积分数量;多种计算方式相结合(余额支付、现金支付、信用卡支付、代金券、联合支付);积分兑换不同礼品,给会员实实在在的好处,提高会员消费积极性;短信群发强大的短信群发功能支持普通发送、批量会员发送、系统短信发送多种模式;生日祝福、节日问候、促销信息第一时间到达会员手中,既彰显对客户的关怀,且能开发潜在客户;消费、充值、兑换短信自动发送,类似银行取款自动短信提醒功能,更显专业;统计报表会员数据、消费数据、积分数据、充值数据完善的统计功能,让您随时掌握最准确的经营数据;报表方便的导出到Excel、PDF等文件;方便的报表打印功能,满足办公所需;系统设置多操作员模式,不同操作人员不同操作账号,不同操作权限,方便人员管理;针对会员、产品、消费、积分、短信、打印、IC卡等进行综合的管理设置;强大的日志功能,记录操作人员的每一步操作;数据库自动备份功能确保数据万无一失;/。
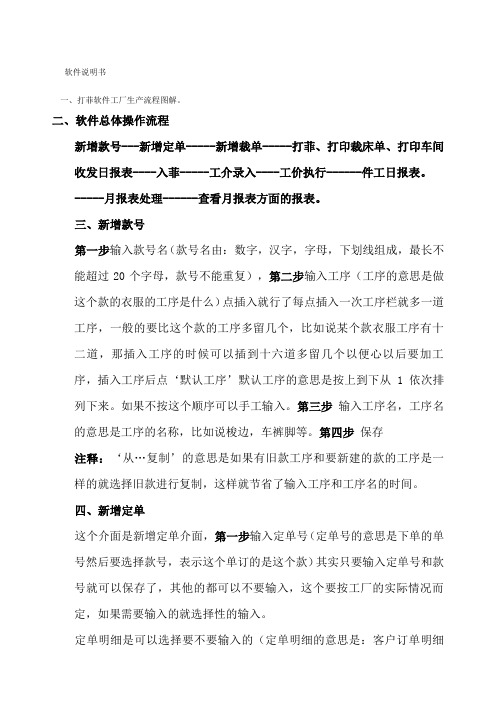
软件说明书一、打菲软件工厂生产流程图解。
二、软件总体操作流程新增款号---新增定单-----新增裁单-----打菲、打印裁床单、打印车间收发日报表----入菲-----工介录入----工价执行------件工日报表。
-----月报表处理------查看月报表方面的报表。
三、新增款号第一步输入款号名(款号名由:数字,汉字,字母,下划线组成,最长不能超过20个字母,款号不能重复),第二步输入工序(工序的意思是做这个款的衣服的工序是什么)点插入就行了每点插入一次工序栏就多一道工序,一般的要比这个款的工序多留几个,比如说某个款衣服工序有十二道,那插入工序的时候可以插到十六道多留几个以便心以后要加工序,插入工序后点‘默认工序’默认工序的意思是按上到下从1依次排列下来。
如果不按这个顺序可以手工输入。
第三步输入工序名,工序名的意思是工序的名称,比如说梭边,车裤脚等。
第四步保存注释:‘从…复制’的意思是如果有旧款工序和要新建的款的工序是一样的就选择旧款进行复制,这样就节省了输入工序和工序名的时间。
四、新增定单这个介面是新增定单介面,第一步输入定单号(定单号的意思是下单的单号然后要选择款号,表示这个单订的是这个款)其实只要输入定单号和款号就可以保存了,其他的都可以不要输入,这个要按工厂的实际情况而定,如果需要输入的就选择性的输入。
定单明细是可以选择要不要输入的(定单明细的意思是:客户订单明细表)。
点系统管理里面的设置就会出现上面这个介面,这里不打勾新增定单就不会出现定单明细。
五、新增裁单点存盘打印后出现:点是:点否:汇总表就出现在下一页。
存盘不打印是保存退出的意思。
存盘打印,是保存然后打印出来。
裁单是裁床要裁衣服的明细表。
六、印菲点打印后,电脑桌面下的任务栏会出现印菲有两种方式,方式是打印某扎。
这种方式就是只打印某一床的指定扎号,比如说打印机在打印整床的时候碰到停电的情况,那么就没有必要已经打印的重打,只要把后面没有打印的打完就行了。

PCS 7 SP1 APL库阀门功能块VlvL使用入门1. APL库介绍PCS7 SP1为西门子最新一代DCS控制平台,为满足不同行业、不同用户的控制要求,其提供了丰富的控制功能库;功能库有PCS 7 AP Library V71、PCS 7 BasisLibrary V71和PCS 7 Library V71;PCS 7 AP Library本文将缩写为APL 为高级过程库非先进过程控制,为以上版本所提供的全新功能库,其在原有基本控制算法的基础上,增加了许多新的特性,例如,功能块特性参数Feature定制,远程/就地模式控制,面板关联,互锁控制,辅助值显示等,可以满足不同行业、不同习惯用户的各种不同应用需求;而且高级过程控制库带有全新显示风格的图标和面板,显示界面更加丰富,操作方式更加贴近人体工程学的要求;图1库图关于APL库的更多信息请参考开始菜单àSIMATICàDocumentationàEnglish下的“PCS 7 – Manual for advanced process library ”文档和相关在线帮助;其中为满足不同用户、不同行业的控制习惯要求,APL库加入的特性参数Feature定制功能,请参考上述手册中的章节;此文主要将主要介绍APL中的VlvL阀块的使用;附加信息:PCS 7 SP1同时提供的另外两个功能库中,PCS 7 BasisLibrary为基本库,提供PCS 7所需的所有诊断功能块,如CPU_RT,SUBNET,OB_BEGIN等系统块;由系统在编译过程中自动调用,不能在用户程序中人为调用;PCS 7 Library则相当于以前版本的PCS 7 Standard Lib库,包括了原有功能库中除BasisLibrary块之外的其他所有功能块,为兼容原有版本而保留;2 .VlvL块基本特性介绍PCS 7 SP1中,APL库VlvL功能块主要用于控制两位打开/关闭阀门,可以实现阀的手动控制、自动控制、就地控制等;控制命令可以为单点的高低电平开关也可以为双点的脉冲控制开关;阀门的打开或关闭过程中可以实行安全的连锁保护控制等;其中VlvL块的4种操作模式:就地模式、自动模式、手动模式、停止服务模式介绍如下;q就地模式:此操作模式下,阀可通过位于“就地”的控制箱进行就地开关控制;q自动模式:此操作模式下,阀由程序功能块的输出来自动控制;q手动模式:此操作模式下,阀由操作员通过上位机面板手动控制;q停止运行:“停止运行”操作模式适用于所有带操作模式切换的功能块;该操作模式适用于维护和维修阶段例如,更换设备;进入此模式后,功能块将被禁用,上位机面板、程序自动控制命令等都不能控制电机;此外现场的故障信号也不会生成任何报警消息;在此操作模式下,电机和阀的所有输出均设置到安全位置;以下是4种模式之间的切换关系,从图中看出除停止运行模式外,其他各种模式之间可以进行相互的切换;“停止运行“模式只能从“手动”模式下向其进行过渡; 图2操作模式的切换下文将通过具体的章节详细介绍上述各功能的应用;阀门安全位置阀门的安全位置为阀门处于失电状态时的位置,例如不同的应用场合用到的常开阀“NO”或常关阀“NC”中的开或关的位置即为此处所谈到的安全位置;不同安全位置的阀门,其控制命令不一样;例如,常开阀“NO”其关的命令应为带电的1的命令,而常关阀“NC”其开的命令为带电的1的命令;在APL库中VlvL功能块可以通过阀门功能块的如下管脚来设置该位置从而实现不同的输出命令;üSafePos = 0,阀门安全位置为关闭状态,断电时阀处于关闭状态即“NC”阀;例如:打开阀门信号,Ctrl=1,阀得电打开;关闭阀门信号,Ctrl=0,阀断电关闭;üSafePos = 1,阀门安全位置为打开状态,断电时阀处于打开状态即“NO”阀;例如:打开阀门信号,Ctrl=0,阀断电打开;关闭阀门信号,Ctrl=1,阀得电关闭注:编写程序时对于阀门安全位置,在程序中只需设置SafePos,并不需要进行特别处理;VlvL功能块面板中可以显示阀安全位置的设置:图3安全位置为0图4安全位置为1块的基本使用功能块调用VlvL块在库里编号为FB1899,通过CFC进行调用,安装在循环中断OBOB30-OB38中;如图5,在PCS 7 AP Library V71/Drivers里找到VlvL然后拖入相应的CFC中即可;图5调用VlvL功能块基本管脚如下图,更详细的内容可以参见在线帮助;其中FbkOpen管脚连接现场阀门打开反馈信号,FbkClose管脚连接现场阀门关闭反馈信号,Ctrl连接的是单点高低电平型阀门输出信号,此三管脚为最基本的信号输入和输出管脚;表2就地打开/关闭阀门相关的管脚上述管脚中最重要的一个管脚为Localsetting,通过设置参数LocalSetting为0,1,2,3,4不同的数值,可以对阀门进行不同的就地控制策略;LocalSetting = 0关闭就地模式;LocalSetting = 1 通过就地模式切换信号连接至LocalLi输入管脚实现就地模式的切换;就地模式下的启停命令连接至OpenLocal和CloseLocal管脚通过VlvL块的控制命令Ctrl管脚输出到现场MCC柜完成就地控制;LocalSetting = 2通过就地模式切换信号连接至LocalLi输入管脚实现就地模式的切换;就地模式下的启停命令不需要连接至OpenLocal和CloseLocal管脚,而是直接控制MCC柜完成就地控制;VlvL功能块根据反馈信号FbkOpen和FbkClose进行阀门现场运行状态的跟踪;LocalSetting = 3 现场不提供就地模式切换信号,而是通过上位机面板实现就地模式的切换;就地模式下的启停命令连接至StartLocal和表2程序启/停阀门相关的管脚实现程序模式下的自动控制,有如下两种实现方式:1.通过操作员面板的模式按钮将阀门功能块切换至自动模式ModLiOp=0,程序中连接OpenAut和CloseAut实现自动模式下的开关命令;2.通过程序连接ModLiOp和AutModLi,并分别设置ModLiOp=1程序控制模式的切换和AutModLi=1进入自动模式后,再通过OpenAut和CloseAut实现自动模式下的开关命令;此时,面板上的模式切换按钮和阀门开关按钮为灰色不可操作,如下图10所示;图9CFC中通过程序互连打开/关闭阀门图10通过程序互连打开/关闭阀门的面板附加信息:APL允许设置功能块在自动模式下的启动命令形式为单点高低电平型启动命令仅OpenAut控制命令有效,高电平为打开命令,低电平为关闭命令或双点脉冲型开/关命令OpenAut为开阀命令、CloseAut为关阀命令,该特性可以通过Feature管脚bit 4位定制;详细情况请参考APL手册中章节内容;4. VlvL块的连锁保护控制功能一些复杂的阀门控制回路需要使用到连锁保护控制的功能,VlvL功能块提供了最多三种类型的连锁,对应的管脚分别为Intlock、Protect和Permit,如图11所示; 图11连锁功能启动使能许可Permit阀门处于安全位置并准备离开安全位置时动作时,如果条件允许即输入Permit=1,则允许阀门动作;如果条件不允许输入Permit=0则不能动作阀门,此时如图11中“关闭”右边的按钮为灰色;该激活使能条件只针对阀门处于安全位置时有效,即只在阀门离开安全位置时进行连锁,如果阀门已经离开安全位置,则不再校验该使能信号;即使条件不允许,阀门也不会复位到安全位置;不带复位的互锁互锁Intlock该类互锁条件用于连锁阀门到安全位置;当互锁条件来时输入Intlock=0,阀门将进入安全位置SafePos设置;互锁条件消失后输入Intlock=1,如果阀门处于自动或就地模式,而且动作信号存在如OpenAut=1,则阀门将再次动作;在手动模式下可再次操作面板动作阀门;该互锁和上述的许可条件最大的区别是,该条件不仅仅针对阀门处于安全位置有效,在阀门动作后也同样有效;带复位的互锁保护Protect该类互锁条件用于连锁阀门到安全位置;当互锁条件来时输入Protect=0,阀门将进入安全位置SafePos设置;互锁条件消失后输入Protect=1,操作员需要通过点击面板中的复位按钮仅在自动模式下复位故障后,阀门方可再次动作;图12仿真模式下禁用互锁功能注:上述的三种互锁信号有效情况下为1,连锁时为0,此外该功能通常会结合APL 库下Interlock功能块一起使用Interlck组下的Intlk02、Intlk04,Intlk08和Intlk16;关于Interlock功能块的使用,详见APL库的在线帮助;此外,如果在就地模式和仿真模式下不希望使用该互锁功能,则可以通过输入参数BypProt=1旁路互锁功能,参考上图12所示;5. VlvL块的扩展功能控制脉冲打开/关闭阀门VlvL功能块提供两种类型的输出控制命令:单点高低电平型控制命令Ctrl和双点脉冲型控制命令P_Open和P_Close;实际使用过程中根据具体应用情况选择不同的输出命令;脉冲输出控制时,脉冲的宽度可以通过PulseWidth来设置,如图13所示;图13脉冲输出阀门块的仿真操作仿真功能为APL功能块提供的标准功能,用于系统调试时在反馈信号等现场条件不具备的情况下正常输出控制命令;可以在面板上点击参数按钮,切换到如图14画面,然后打开仿真功能,即可进行仿真操作;图14打开仿真注:打开仿真功能需要当前登录的用户具有1100号权限Highest process controllingVlvL块的辅助值功能附加辅助值显示用于在VlvL阀面板的标准视图中额外显示最多两个辅助值;例如,显示阀门所在管道的压力及流量等;为此,应将要显示的值与输入参数UserAna1或UserAna2互连;在CFC中的块的对象属性I/O >标识符中,可指定要在面板的标准视图中为这些参数显示的文本标识符列,如图15;只有连接该变量后,面板才会额外显示两个附加辅助值,否则为隐藏状态;显示辅助变量的单位可以通过管脚UA1unit和UA2unit来指定,如图17,具体代码与变量的对应关系请参见在线帮助文档;图15附加辅助值名称图16面板中显示附加辅助值图17单位代码修改注:辅助变量管脚UserAna1和UserAna2默认为隐藏状态,使用时需要将其显示出来;此外该功能仅仅提供两个辅助变量的面板显示功能,不支持报警功能;VlvL块的几个时间参数为了更好的对阀门进行实时的监控和保护,VlvL块增加了如下几个时间参数;qMonTiStatic=3用于设置阀门打开/关闭时的静态监控时间,例如,阀门在打开/关闭状态时,如果打开/关闭反馈信号丢失超过3秒,则报警;该时间必须小于等于动态监控时间qMonTiDynamic=10用于设置阀门打开/关闭时的动态监控时间,例如,点击阀门打开/关闭后如果10秒内没有阀门开/关反馈;qWarnTiMan=5用于设置阀门手动模式下启动前的警告时间,例如,阀门点击开/关按钮后需要等待5秒才输出开/关信号;qWarnTiAut=5用于设置阀门自动模式下启动前的警告时间,例如,阀门开/关命令来后需要等待5秒才输出开/关信号;图18几个时间参数的含义图19面板上的时间参数。
数据中心物理基础设施管理™(Data Centre Physical Infrastructure Management™,DCPIM )软件可以实现放心地决策并达到最佳的效率。
不需要再在问题的诊断上花费力气。
不会再有计划外的停机。
不会再仅仅是因为不确定安装到哪台机柜才能获得充足的制冷而延误了新的高密度服务器的部署。
最终您将能够进行虚拟化、节能并节省时间。
使用软件来管理高功率密度,您将能够保持高可用性状态的同时充分利用您的数据中心资源,释放搁浅容量并立即提高运行效率和能源效率。
此外,如果您在数据中心内采用施耐德旗下APC ®管理软件解决方案,您将轻松实现:> 更快、更明智的决策。
> 方便地部署新设备。
> 监测来自其他供应商的物理设备。
> 提高规划和预测能力。
> 提升资产管理的效率。
通过APC 的管理软件解决方案,您将解放数据中心的能力,使之能够象一台运转良好的机器一样达到其设计水平。
应用APC 数据中心管理软件放心地做出关键决策建模以实现更高的效率:从基本的监控到预测仿真传统的设备级监控系统所能达到的水平实在有限。
当整个数据中心的正常运行取决于您精确规划和管理变更的能力时,您需要的就不能是根据经验得出的猜测。
您需要一套全面的数据中心管理系统。
集中的,实时的监测能够给您关于数据中心里来自不同供应商的所有IT 资产的一个可定制化的,统一的视图。
然后,通过集成附加模块,数据中心管理人员将能够对IT 环境进行正确的规划、预先解决问题并有效地管理资产。
不论您处在DCPIM 成熟度模型的什么位置,APC 都能为您带来实用的管理功能:设备监控作为任何数据中心的基本组成部分,这个基本的监控方式其本身适用于小型应用,数据中心越大,其效果就越差。
见第3页集中监控英飞中央管理器(InfraStruXure Central )可以实时地看到来自不同厂商的物理基础设施的状况。
vonopionpack说明Vonopion Pack 是一款专为迷你餐厅、娱乐场所或小型商业环境设计的综合解决方案。
它提供了一系列能够满足您的业务需求的功能和设备,从食品管理到客户服务,包括POS系统、餐桌预订系统、库存管理和员工管理等。
本文将详细介绍 Vonopion Pack 的主要功能和优势。
首先,Vonopion Pack 提供了一个高效的POS系统,能够满足快速点餐和结账的需求。
POS系统具有简单易用的界面,使您的员工能够快速学会操作,同时支持多种支付方式,如现金、信用卡和移动支付等。
POS系统还具有强大的报告和数据分析功能,可以帮助您实时监控销售和库存状况,以便做出更明智的经营决策。
Vonopion Pack 还提供了一个功能强大的库存管理系统,可以帮助您实时跟踪库存状况,避免过量或少量进货。
这个系统可以根据销售数据自动生成订货清单,并提供库存报表和警报功能,以便您随时了解和控制库存情况。
此外,库存管理系统还支持供应商管理和价格管理,方便您与供应商进行沟通和协商,提高采购效率和降低成本。
最后,Vonopion Pack 还提供了一个员工管理系统,可以帮助您轻松管理员工的工时和工资。
这个系统可以记录和计算员工的上班时间和加班时间,自动生成工资单,减少了手动计算的工作量。
员工管理系统还支持员工排班和假期管理,使您对员工的工作安排更加灵活和高效。
Vonopion Pack 的主要优势在于其综合解决方案的能力,能够满足迷你餐厅、娱乐场所或小型商业环境的所有需求。
它将多个功能整合在一个系统中,使您能够更便捷地管理业务,并提供更好的客户服务。
此外,Vonopion Pack 的用户界面友好且易于使用,使您的员工能够快速上手,提高他们的工作效率。
总之,Vonopion Pack 是一款强大而全面的综合解决方案,适用于迷你餐厅、娱乐场所或小型商业环境。
它提供了一系列功能和设备,包括POS系统、餐桌预订系统、库存管理和员工管理等,以帮助您更好地管理业务并提供更好的客户服务。
聚宝库工票系统基础操作简介
版本号:V20190521.0.03 1.1系统登录
1、点击聚宝库企业管理系统图标
系统自动在网上下载或更新,下载完成后或更新完成后会自动弹出登录界面
2、输入用户名、密码点击确认。
勾选记住密码后,在下次打开登录系统时直接点击确认按钮即可登录。
1.2密码更改
1、在主菜单点击系统→更改密码
2、输入原密码、新密码、确认密码后点击接受后确定修改密码。
2.系统功能操作
2.1人力资源管理
2.1.1生产小组
先添加一个生产线,选中生产线再生成该生产线的小组。
组长和收发员旁边的“清楚”按钮是用于接触组长及收发员的。
勾选项“是否需要为每一位组员分配工序”,此勾选项是启用了“分配工序到员工”后,可选择某小组不需要分配工序。
备注:系统默认会对客户给予一个默认组别(车缝)。
2.1.2小组添加组长
选中员工后点确定。
该界面用于添加员工用。
打开界面点击“添加”弹出窗体录入员工信息;员工信息中姓名、员工编号、所属工作组及是否质检员需要选择,将返工的扎(箱)信息打印出来。
管理员选项,此处可设置员工是否为管理员身份,设置后请添加上管理操作密码,此密码用于手机端进行“改数”、“删除工序记录”及“过数”等验证身份权限使用。
质检员选项是设置员工是否为查货人员。
(打印机IP留空无需理会)
备注:注意手机提交工作记录的选项,如选择禁止,员工则无法与手机端提交操作。
备注:员工登录密码,是员工登录手机APP的密码,而不是电脑客户端的登录密码,请注意。
系统用户管理
此界面可以添加、编辑、删除任何一个用户;每个用户请绑定该用户使用的员工。
备注:绑定后的员工则在手机端里是最高权限的管理员身份。
2.1.5用户权限分配
该界面处理各个用户权限问题,有权限的用户登录到系统可看见菜单及使用其中功能,没权限的用户则无法看见菜单也无法使用其功能。
2.1.6系统设置
此界面用于配置系统使用上的一些个性化设定;如工序是否需要分配才能开工,返工是否需要打印标签,返工标签长度,加工登记是否可通过手工录入进行等。
2.2生产
2.2.1生产制单
备注:普及版只支持一个类别部件(系统自动添加无法录入)生产制单中制单号、系列、款号等都可以自由录入
备注:普及版只支持单工段,制单中只能有一个质检工序。
2.2.2工序模板
该界面是录入款号工序,以便翻单时刻重用,无需在制单界面重新录入。
2.2.3裁床
点开裁床界面,选定需要裁床的制单号,点新增床次。
点击新增后,弹出窗口录入每扎(箱)装入数量和扎(箱数),录入完成按确定。
管理颜色尺码
在制作生产制单时,没有添加生产任务的颜色、尺码,可于此处进行添加。
快速生成扎规则界面,只需要录入对应的颜色和尺码的总数,再录入每扎的数量,系统自动生成该颜色尺码的所有扎。
尾扎(箱)意思是,当最后一扎(箱)不够一箱的数量时,扎(箱)数量是否往前一扎(箱)添加,或这个数量为单独的一扎(箱)。
确定后系统会按生扎(箱)号顺序递增生成扎(箱)。
查询某一张制单床次,每床裁出数量;点击打印工票/修改按钮可回到该床次的裁床界面。
2.2.4基础工序分配
此界面为员工分配基础工序,只要在此界面分配过制单里有的工序,其它制单有这工序的也无需再次分配。
备注:如有新的工序时,请于该界面及时分配。
(如选择无需分配工序的用户可以忽略)
2.3扎工作记录异常处理
功能说明:①查看制单扎的已生产工序及未生产工序;
②删除已有提交记录但实际未生产工序数据;
③拆分扎员工已完成工序数量。
2.3.1查看扎工序员工完成情况
输入制单号、选择类别工段工序、输入箱号资料点击查询按钮,左窗口显
示箱已完成工序、生产员工、数量及工序完成时间;右窗口显示箱未完成工序。
2.4工作记录调整
此界面可以批量修改数量、更换工作记录的员工、工作记录名称及完成的时间。
备注:按键盘Ctrl键不放用鼠标点击可进行多选操作,选定后点“批量修改”按钮可进行批量修改。
2.5工资条管理
界面默认时间为本年的1月1日到下一年的1月1日,点击“查询”可查看已存在的工资条记录,点中记录数据,可查看工资条的明显项。
如需要添加新的工资条,点击“新增工资条”;新增后请修改日期标题,然后添加员工。
备注:添加员工时,按着键盘的“Ctrl”键可进行多选。
选定员工后,需要计算工资的请勾选,不需要计算的可以不勾选,留待需要时再计算。
点选某个员工,可以出现,某个员工工作记录的详细信息。
最后核对无误,点击结算可对选定的员工的工资项进行结算。
导出功能(导出excel)有两种格式可供用户使用。
简单的工资条格式
带有详细信息的工资条
2.6查询员工工作记录
功能说明:以时间段查询员工拍卡生产数据记录
操作步骤:
选择小组名称,员工姓名显示后,选择查询日期时间段,点击查询,系统列出该员工在查询时间里所有生产数据记录。
2.7制单进度
功能说明:查看每个生产制单的各工段类别、每天产量、总完成产量及尚未完成欠数进度数据。
点击下划线的制单号,进入下一层报表。
2.7.1生产进度报表
2.7.2扎号查询
2.8手机端
先填写公司编号,录入员工工号(编号)及密码(卡号)后,点击登录
备注:质检员工可以登录普通登录,进行普通工序加工。
进入主窗体后,点击扫描进行对条码扫描,扫描后系统带出工序名称、扎号、制单号、款号、系列、数量等信息;
员工通过点击勾选所做工序后点击提交后系统提示“已成功提交”即可。
调出前一次选择,意思是同一个制单时,员工已经提交过一次工作记录,而第二次提交工作记录时,系统是否将前一次所勾选的工序自动勾选上。
关闭的话员工每次扫菲都需要手动勾选所完成的工序后再点击提交;开启后,同一个制单的情况下,员工只需要手
动勾选第一次扫菲后的工序,之后系统都会自动勾选,员工只点击提交就可以了。
备注:如要放弃本体操作,可点“放弃”按钮,如提交错误在没扫下一个条码的情况下,可直接扫描本条码后点编辑进行修改;如已扫其它条码,请找管理员到扎工序异常处理里进行修改。
2.8.1个人工作记录查询
手机端此界面可以查询3个月内自己的工作记录。
2.8.2扎记录查询
手机端此界面可查询出当前扎(箱)在自己之前的员工做过什么工作记录。
2.8.3手工录入扎(箱)信息
此界面用于无法扫描条码或条码损坏情况下,可以选择录入条码号、制单号、扎号;
2.8.4手机端质检登录
此界面用于手机端的质检工序;如无不良品可扫描条码后直接点击“提交”;有不良品的情况下,在工序后录入疵点数量后,在返工数量位置录入不良品返工数量。
备注:疵点单一数量不能大于返工数量,但疵点数总和可大于返工数量。
2.8.5手机端管理界面功能
扎(箱)数量修改
备注:管理界面的所有操作都需要管理员手动录入管理操作密码,而管理操作密码是电脑端用户密码,不是手机端的登录密码,请注意。
删除员工工作记录
于管理操作界面里,扫描菲票后选中所需要删除的工序,点“删记录”按钮进入新的界面;在扎数量调整界面里扫描删除员工的“授权码”后,确认即可删除该员工该扎(箱)中,所提交的某个工作记录。
备注:此功能在电脑端“扎工作记录异常处理”里也可以完成操作。
过数
员工集体统一开工某一扎(箱)货的某一道工序,此情况系统只能给一个人提交,而提交后可使用“过数”的功能,将定额的货品按件数分拆给多个员工。
备注:此功能在电脑端“扎工作记录异常处理”里也可以完成操作。
分配工序到员工
手工录入或扫描菲票,获取到制单信息后,再录入或扫描员工的条码(或授权码),界面显示出制单的所有工序,在工序后的方框打钩进行分配。
备注:如果系统中选择了分配工序到员工,未进行分配的员工扫描工票,系统会提示无工序可做。
其他功能
部门管理和制单分配,可编辑不同的部门所看到的制单;例如A部门只能看见其部门所
属制单,不属于A部门的制单系统会过滤不出现。
进入界面点击“下级部门(编辑)”进入编辑棣属于当前公司的子公司或部门。
界面中点击部门员工,转到添加员工到部门界面;录入员工名称点“查询”按钮将员工信息查询出后,点下拉框选择加入的部门后,点“保存”按钮。
制单分配
此功能是将制单按部门(分公司)分配,不是总公司管理人员,无法看到没分配的制单。
进入界面后点击查询或录入制单号查询某一个制单,查询出所需信息后在制单号后面的下拉框下选择,选择分配到所需要的部门(分公司)所有,选择完后点“保存”按钮进行保存信息。
备注:标准版系统可以将一个制单的不同工段分配给不同的部门,被分配的部门只能查询该部门所获的分配工段的信息。
此次系统基本操作介绍结束。
如有疑问请与我们联系
电话:400-678-0023。