Design and Implementation of the AMCC Self-Timed Microprocessor in FPGAs
- 格式:pdf
- 大小:147.54 KB
- 文档页数:11
城市勘测2019年4月夯工程(150T·m)实际的加固深度约为5m。
现将夯击能E=150T·m代入回归方程:H=-4ˑ10-5E2+0.0334E-0.0346计算得到加固深度H=4.1m。
由于该公式是根据单次夯击能数值分析所得,而实际工程中需经过多次夯击,因此根据回归方程计算的结果较实际工程要稍小,说明数值模拟的结果是基本准确的。
6结论本文主要通过数值模拟分析方法对填土地基强夯有效加固深度进行了研究,并与实际工程进行了比较,得到了如下结论:(1)以数值分析理论为基础,运用ANSYS/LS-DYNA软件模拟强夯精度较高,能得出地基中各点的动反应数据,具有较高的可靠性,对强夯设计施工具有参考价值和指导意义。
(2)针对不同夯击能,同一深度处的竖向位移随着夯击能的增大而增大,并且在4m深度内,土体中竖向位移急剧变化,说明4m以内土体受强夯影响较明显。
(3)强夯有效加固深度的回归方程为:H=-4ˑ10-5E2+0.0334E-0.0346(4)本文结合工程实例,综合分析了强夯前后地基土的动探击数和压缩模量的变化,得出实际工程的有效加固深度,并与数值模拟得到的加固深度进行对比,根据回归方程计算的结果较实际工程要稍小,说明数值模拟的结果是基本准确的。
参考文献[1]张利洁,聂文波,刘贵应等.强夯效果浅析[J].土工基础,2002,16(1):24 27.[2]左名麒.震动波与强夯法机理[J].岩土工程学报,1998,8(3):55 62.[3]龚晓南.土塑性力学[M].杭州:浙江大学出版社,1997.[4]何君毅,林样都.工程结构非线性问题的数值解法[M].北京:国防工业出版社,1994.[5]吴铭炳,王钟琦.强夯机理的数值分析[J].工程勘察,1989(3):1 5.[6]王铁宏,新编全国重大工程项目地基处理工程实录[M].北京:中国建筑工业出版社,2005:32.Numerical Simulation Study on EffectiveReinforcement Depthof Dynamic Compaction of Filled FoundationLuo Wei(Changsha Planning and Design SurveyResearch Institute,Changsha410007,China)Abstract:This paper conduct numerical simulation of effective reinforcement depth in the filled foundation after dy-namic compaction which is based in the use of ANSYS/LS-DYNA simulation software,concluded the curve of vertical displacement with depth in soils after dynamic compaction,and summarizes the distribution characteristics and variation law。

ForewordNational Building Information Modeling Standard™©2007 National Institute of Building Sciences. All rights reserved .ForewordThe construction industry is in the middle of a growing crisis worldwide. With 40% of the world’s raw materials being consumed by buildings, the industry is a key player in global economics and politics. And, since facilities consume 40% of the world’s energy and 65.2% of total U.S.electrical consumption, the construction industry is a key player in energy conservation, too! With facilities contributing 40% of the carbon emissions to the atmosphere and 20% of material waste to landfills, the industry is a key player in the environmental equation. Clearly, the construction industry has a responsibility to use the earth’s resources as efficiently as possible.Construction spending in the United States is estimated to be $1.288 trillion for 2008. The Construction Industry Institute estimates there is up to 57% non-value added effort or waste in our current business models. This means the industry may waste over $600 billion each year.There is an urgent need for construction industry stakeholders to maximize the portion of services that add value in end-products and to reduce waste.Another looming national crisis is the inability to provide enough qualified engineers. Someestimate the United States will be short a million engineers by the year 2020. In 2007, the United States was no longer the world’s largest consumer, a condition that will force United States industry to be more competitive in attracting talented professionals. The United States construction industry must take immediate action to become more competitive.The current approach to industry transformation is largely focused in efforts to optimize design and construction phase activities. While there is much to do in those phases, a lifecycle view is required. When sustainability is not adequately incorporated, the waste associated with current design, engineering, and construction practices grows throughout the rest of the facility’s lifecycle. Products with a short life add to performance failures, waste, recycling costs, energyconsumption, and environmental damage. Through cascading effects, these problems negatively affect the economy and national security due to dependence on foreign petroleum, a negative balance of trade, and environmental degradation. To halt current decline and reverse existing effects, the industry has a responsibility to take immediate action.While only a very small portion of facility lifecycle costs occur during design and construction, those are the phases where our decisions have the greatest impact. Most of the costs associated with a facility throughout its lifecycle accrue during a facility’s operations and sustainment. Carnegie-Mellon University research has indicated that an improvement of just 3.8% in productivity in the functions that occur in a building would totally pay for the facility’s design, construction, operations and sustainment, through increased efficiency. Therefore, as industry focuses on creating, maintaining, and operating facilities more efficiently, simultaneous action is required to ensure that people and processes supported by facilities are optimized.BIM stands for new concepts and practices that are so greatly improved by innovative information technologies and business structures that they will dramatically reduce the multiple forms of waste and inefficiency in the building industry. Whether used to refer to a product – Building Information Model (a structured dataset describing a building), an activity – Building Information Modeling (the act of creating a Building Information Model), or a system – Building Information Management (business structures of work and communication that increase quality andefficiency), BIM is a critical element in reducing industry waste, adding value to industry products, decreasing environmental damage, and increasing the functional performance of occupants.ForewordNational Building Information Modeling Standard™©2007 National Institute of Building Sciences. All rights reserved .The National Building Information Model Standard™ (NBIMS) is a key element to building industry transformation. NBIMS establishes standard definitions for building information exchanges to support critical business contexts using standard semantics and ontologies. Implemented in software, the Standard will form the basis for the accurate and efficientcommunication and commerce that are needed by the building industry and essential to industry transformations. Among other benefits, the Standard will help all participants in facilities-related processes achieve more reliable outcomes from commercial agreements.Thus, there is a critical need to increase the efficiency of the construction process. Today’s inefficiency is a primary cause of non-value added effort, such as re-typing (often with a new set of errors) information at each phase or among participants during the lifecycle of a facility or failing to provide full and accurate information from designer to constructor. With the implementation of this Standard, information interoperability and reliability will improve significantly. Standard development has already begun and implementable results will beavailable soon. BIM development, education, implementation, adoption, and understanding are intended to form a continuous process ingrained evermore into the industry. Success, in the form of a new paradigm for the building construction industry, will require that individuals andorganizations step up to contribute to and participate in creating and implementing a commonBIM standard. Each of us has a responsibility to take action now.David A. Harris, FAIAPresidentNational Institute of Building SciencesTable of ContentsNational Building Information Modeling Standard™©2007 National Institute of Building Sciences. All rights reserved .ForewordTable of ContentsSection 1 – Introduction to the National Building InformationModeling Standard™ Version 1 - Part 1: Overview,Principles, and MethodologiesChapter 1.1 Executive SummaryChapter 1.2 How to Read Version 1 -Part 1 of the NBIMStandard Navigation guide for readers with varied interests, responsibilities, and experience with BIM.Section 2 – Prologue to the National BIM StandardChapter 2.1 BIM Overall Scope An expansive vision for building informationmodeling and related concepts.Chapter 2.2 Introduction to the National BIM Standard Committee The Committee’s vision and mission,organization model, relationships to otherstandards development organizations,philosophical position, and the Standardproduct.Chapter 2.3 Future Versions Identifies developments for upcoming versionsof the Standard including sequence ofdevelopments, priorities, and planned releasedates.Section 3 – Information Exchange ConceptsChapter 3.1 Introduction to ExchangeConcepts What is an information exchange? Theory and examples from familiar processes.Chapter 3.2 Data Models and the Role of Interoperability.High level description of how BIM informationwill be stored in operational and projectsettings. Compares and contrasts integrationand interoperability and the NBIM Standardrequirement for interoperability.Chapter 3.3 Storing and SharingInformation Description of conceptual need for a shared, coordinated repository for lifecycle information.Presents an approach to providing the sharedinformation for a BIM which can be used byinformation exchangesTable of ContentsNational Building Information Modeling Standard™©2007 National Institute of Building Sciences. All rights reserved .Chapter 3.4 Information Assurance Discusses means to control information inputand withdrawal from a shared BIM repository.Section 4 – Information Exchange ContentChapter 4.1 BIM MinimumDefines quantity and quality of information required for a defined BIM. Chapter 4.2 Capability Maturity Model Building on the BIM Minimum chapter, furtherdefines a BIM and informs planning to improvethe capability to produce a mature BIM.Section 5 – NBIM Standard Development ProcessChapter 5.1 Overview of ExchangeStandard Developmentand Use ProcessDiagrams and describes major components in NBIM Standard development process. Chapter 5.2 Workgroup Formationand RequirementsDefinition Introduces the concept of forums and domain interest groups forming around needed exchange definitions. Discusses theInformation Delivery Manual (IDM) process andtools for requirements definition activities.Chapter 5.3 User-Facing Exchange Models Covers the IDM requirements for IFC-independent data model views.Chapter 5.4 Vendor-Facing Model View Definition, Implementation and Certification Testing Explains Model View Definition (MVD)requirements for schema-specific modeldefinition and the NBIMS Committee’s role infacilitating implementation and certificationtesting.Chapter 5.5 Deployment Discusses Project Agreements and use ofGeneric BIM Guides associated with BIMauthoring (creating a BIM) using certifiedapplications, validating the BIM construction,validating data in the BIM model, and using theBIM model in certified products to accomplishproject tasks through interoperable exchanges.Chapter 5.6 Consensus-Based Approval MethodsDescribes various methods of creating,reviewing, and approving the NBIM StandardExchange Requirements, Model ViewDefinitions, Standard Methods, Tools, andReferences used by and produced by theNBIMS Committee.Table of ContentsNational Building Information Modeling Standard™©2007 National Institute of Building Sciences. All rights reserved .AcknowledgementsReferencesGlossaryAppendicesIntroduction to AppendicesAppendix A Industry Foundation Classes(IFC or ifc) IFC define the virtual representations of objects used in the capital facilitiesindustry, their attributes, and theirrelationships and inheritances.Appendix B CSI OmniClass ™OmniClass is a multi-table facetedclassification system designed for useby the capital facilities industry to aidsorting and retrieval of informationand establishing classifications forand relationships between objects ina building information model.Appendix C International Framework for Dictionaries (IFDLibrary ™)A schema requires a consistent set ofnames of things to be able to work.Each of these names must have acontrolled definition that describeswhat it means and the units in which itmay be expressed.Section 1 – Introduction to the National BIM Standard V 1 - Part 1Chapter 1.1National Building Information Modeling Standard™©2007 National Institute of Building Sciences. All rights reserved .Chapter 1.1 Executive SummaryNational Building Information Modeling Standard™ Version 1 - Part 1:Overview, Principles, and MethodologiesIntroductionThe National Building Information Modeling Standard (NBIMS) Committee is a committee of the National Institute of Building Sciences (NIBS) Facility Information Council (FIC). The vision for NBIMS is “an improved planning, design, construction, operation, and maintenance process using a standardized machine-readable information model for each facility, new or old, which contains all appropriate information created or gathered about that facility in a format useable by all throughout its lifecycle.”1 The organization, philosophies, policies, plans, and working methods that comprise the NBIMS Initiative and the products of the Committee will be the National BIM Standard (NBIM Standard), which includes classifications, guides, recommended practices, and specifications.This publication is the first in a series intended to communicate all aspects of the NBIMS Committee and planned Standard, which will include principles, scope of investigation,organization, operations, development methodologies, and planned products. NBIMS V1-P1 is a guidance document that will be followed by publications containing standard specifications adopted through a consensus process .Wherever possible, international standards development processes and products, especially the NIBS consensus process, American Society for Testing and Materials (ASTM), AmericanNational Standards Institute (ANSI), and International Standards Organization (ISO) efforts will be recognized and incorporated so that NBIMS processes and products can be recognized as part of a unified international solution. Industry organizations working on open standards, such as the International Alliance for Interoperability (IAI), the Open Geospatial Consortium (OGC), and the Open Standards Consortium for Real Estate (OSCRE), have signed the NBIMS Charter inacknowledgement of the shared interests and commitment to creation and dissemination of open, integrated, and internationally recognized standards. Nomenclature specific to North American business practices will be used in the U.S. NBIMS Initiative. Consultations with organizations in other countries have indicated that the U.S.-developed NBIM Standard, once it is localized, will be useful internationally as well. Continued internationalization is considered essential to growth of the U.S. and international building construction industries.BIM Overall Scope and DescriptionBuilding Information Modeling (BIM) has become a valuable tool in some sectors of the capital facilities industry. However in current usage, BIM technologies tend to be applied within vertically integrated business functions rather than horizontally across an entire facility lifecycle. Although the term BIM is routinely used within the context of vertically integrated applications, the NBIMS Committee has chosen to continue using this familiar term while evolving the definition and usage to represent horizontally integrated building information that is gathered and applied throughout the entire facility lifecycle, preserved and interchanged efficiently using open and interoperable technology for business, functional and physical modeling, and process support and operations. 1 Charter for the National Building Information Modeling (BIM) Standard, December 15, 2005, pg.1. See /bim/pdfs/NBIMS_Charter.pdf .Section 1 – Introduction to the National BIM Standard V 1 - Part 1Chapter 1.1National Building Information Modeling Standard™©2007 National Institute of Building Sciences. All rights reserved .NBIM Standard Scope and DescriptionThe NBIMS Initiative recognizes that a BIM requires a disciplined and transparent data structure supporting all of the following.x A specific business case that includes an exchange of building information. x The users’ view of data necessary to support the business case. x The machine interpretable exchange mechanism (software) for the required information interchange and validation of results.This combination of content selected to support user needs and described to support open computer exchange form the basis of information exchanges in the NBIM Standard. All levels must be coordinated for interoperability, which is the focus of the NBIMS Initiative. Therefore, the primary drivers for defining requirements for the National BIM Standard are industry standard processes and associated information exchange requirements.In addition, even as the NBIM Standard is focused on open and interoperable informationexchanges, the NBIMS Initiative addresses all related business functioning aspects of the facility lifecycle. NBIMS is chartered as a partner and an enabler for all organizations engaged in the exchange of information throughout the facility lifecycle.Data Modeling for BuildingsKey to the success of a building information model is its ability to encapsulate, organize, and relate information for both user and machine-readable approaches. These relationships must be at the detail level, relating, for example, a door to its frame or even a nut to a bolt, whilemaintaining relationships from a detailed level to a world view. When working with as large a universe of materials as exists in the built environment, there are many traditional verticalintegration points (or stovepipes) that must be crossed and many different languages that must be understood and related. Architects, engineers, as well as the real estate appraiser or insurer must be able to speak the same language and refer to items in the same terms as the first responder in an emergency situation. Expand this to the world view where systems must be interoperable in multiple languages in order to support the multinational corporation. Over time ontologies will be the vehicles that allow cross communication to occur. In order to standardize these many options, organizations need to be represented and solicited for input. There are several, assumed to be basic, approaches in place that must come together in order to ensure that a viable and comprehensive end-product will be produced.The Role of InteroperabilitySoftware interoperability is seamless data exchange at the software level among diverseapplications, each of which may have its own internal data structure. Interoperability is achieved by mapping parts of each participating application’s internal data structure to a universal data model and vice versa. If the employed universal data model is open, any application canparticipate in the mapping process and thus become interoperable with any other application that also participated in the mapping. Interoperability eliminates the costly practice of integrating every application (and version) with every other application (and version).The NBIM Standard maintains that viable software interoperability in the capital facilities industry requires the acceptance of an open data model of facilities and an interface to that data model for each participating application. If the data model is industry-wide (i.e. represents the entire facility lifecycle), it provides the opportunity to each industry software application to become interoperable.Section 1 – Introduction to the National BIM Standard V 1 - Part 1Chapter 1.1National Building Information Modeling Standard™©2007 National Institute of Building Sciences. All rights reserved .Storing and Sharing InformationOne of the innovations, demonstrated by some full-service design and engineering firms and several International Alliance for Interoperability (IAI) demonstration projects, has been the use of a shared repository of building information data. A repository may be created by centralizing the BIM database or by defining the rules through which specific components of BIM models may be shared to create a decentralized shared model. As BIM technology and use matures, thecreation of repositories of project, organization, and/or owner BIM data will have an impact on the framework under which NBIMS operates. Owners are likely to create internally as-built and as-maintained building model repositories, which will be populated with new and updated information supplied via design/construction projects, significant renovations, and routine maintenance and operations systems.Information AssuranceThe authors caution that, while a central (physical or virtually aggregated) repository of information is good for designing, constructing, operating, and sustaining a facility, and therepository may create opportunities for improved efficiency, data aggregation may be a significant source of risk.Managing the risks of data aggregation requires advanced planning about how best to control the discovery, search, publication, and procurement of shared information about buildings and facilities. In general, this is addressed in the data processing industry through digital rights management. Digital rights management ensures that the quality of the information is protected from creation through sharing and use, that only properly authorized users are granted access, and only to that subset of information to which they should have access. There is a need toensure that the requirements for information are defined and understood before BIMs are built, so that facility information receives the same protection that is commonplace in world-wide personnel and banking systems.Minimum BIM and the Capability Maturity ModelThe NBIM Standard Version 1 - Part 1 defines a minimum standard for traditional vertical construction, such as office buildings. It is assumed that developing information exchange standards will grow from this minimum requirement.The Standard also proposes a Capability Maturity Model (CMM) for use in measuring the degree to which a building information model implements a mature BIM Standard. The CMM scores a complete range of opportunity for BIMs, extending from a point below which one could say the data set being considered is not a BIM to a fully realized open and interoperable lifecycle BIM resource.The U.S. Army Corps of Engineers BIM Roadmap 2 is presented as a useful reference for building owners seeking guidance on identifying specific data to include in a BIM from a design or construction perspective.2 See https:///default.aspx?p=s&t=19&i=1 for the complete roadmap.Section 1 – Introduction to the National BIM Standard V 1 - Part 1Chapter 1.1National Building Information Modeling Standard™©2007 National Institute of Building Sciences. All rights reserved .NBIM Standard Process DefinitionProposals for the processes the NBIMS Committee will employ to produce the NBIM Standard and to facilitate productive use are discussed. A conceptual diagram to orient the user is provided. Components of this diagram correspond to section 5 chapters.Both the process used to create the NBIM Standard and the products are meant to be open and transparent. The NBIMS Committee will employ consensus-based processes to promote industry-wide understanding and acceptance. Additionally, the Committee will facilitate the process whereby software developers will implement standard exchange definitions and implementations tested for compliance. Finally, the NBIMS Committee will facilitate industry adoption and beneficial use through guides, educational activities, and facilitation of testing by end users of delivered BIMs.The Information Exchange Template, BIM Exchange Database, the Information Delivery Manual (IDM), and Model View Definition (MVD) activities together comprise core components of the NBIM Standard production and use process. The Information Exchange Template and BIM Exchange Database are envisioned as web-based tools to provide search, discovery, and selection of defined exchanges as well as a method of providing initial information necessary to propose and begin a new exchange definition discussion. The NBIMS workgroup formation phase teams will use the IDM, adapted from international practices, to facilitate identification and documentation of information exchange processes and requirements. IDM is the user-facing phase of NBIMS exchange standard development with results typically expressed in human-readable form. MVD is the software developer-facing phase of exchange standard development. MVD is conceptually the process which integrates Exchange Requirements (ERs) coming from many IDM processes to the most logical Model Views that will be supported by softwareapplications. Implementation-specific guidance will specify structure and format for data to be exchanged using a specific version of the Industry Foundation Classes (IFC or ifc) specification. The resulting generic and implementation-specific documentation will be published as MVDs, as defined by the Finnish Virtual Building Environment (VBE) project,3 the Building Lifecycle Interoperability Consortium (BLIS),4 and the International Alliance for Interoperability (IAI).5 The Committee will work with software vendors and the testing task team members to plan and facilitate implementation, testing, and use in pilot projects. After the pilot phase is complete, the Committee will update the MVD documents for use in the consensus process and ongoing commercial implementation. Finally, after consensus is reached, MVD specifications will be incorporated in the next NBIMS release.NBIMS AppendicesReference standards in the NBIM Standard provide the underlying computer-independent definitions of those entities, properties, relationships, and categorizations critical to express the rich language of the building industry. The reference standards selected by the NBIMSCommittee are international standards that have reached a critical mass in terms of capability to share the contents of complex design and construction projects. NBIMS V1-P1 includes three candidate reference standards as Appendix documents: IAI Industry Foundation Classes (IFC or ifc), Construction Specifications Institute (CSI) OmniClass ™, and CSI IFDLibrary ™.3http://cic.vtt.fi/projects/vbe-net/4 5Section 1 – Introduction to the National BIM Standard V 1 - Part 1Chapter 1.1National Building Information Modeling Standard™©2007 National Institute of Building Sciences. All rights reserved .The IFC data model consists of definitions, rules, and protocols that uniquely define data sets which describe capital facilities throughout their lifecycles. These definitions allow industrysoftware developers to write IFC interfaces to their software that enable exchange and sharing of the same data in the same format with other software applications, regardless of the internal data structure of the individual software application. Software applications that have IFC interfaces are able to exchange and share data with other application that also have IFC interfaces.The OmniClass ™ Construction Classification System (OmniClass or OCCS) is a multi-tableclassification system designed for use by the capital facilities industry. OmniClass includes some of the most commonly used taxonomies in the capital facilities industry. It is applicable for organizing many different forms of information important to the NBIM Standard, both electronic and hard copy. OCCS can be used in the preparation of many types of project information and for communicating exchange information, cost information, specification information, and other information that is generated throughout the facility’s lifecycle.IFDLibrary ™ is a kind of dictionary of construction industry terms that must be used consistently in multiple languages to achieve consistent results. Design of NBIMS relies on terminology and classification agreement (through OmniClass ) to support model interoperation. Entries in the OmniClass tables can be explicitly defined in the IFDLibrary once and reused repeatedly,enabling reliable automated communications between applications – a primary goal of NBIMS. ReferencesNBIMS References in this document represent the work of many groups working in parallel to define BIM implementation for their areas of responsibility. Currently there are four types of references.x Business Process Roadmaps are documents that provide the business relationships of the various activities of the real property industry. These will be the basis for organizing the business processes and will likely be further detailed and coordinated over time. The roadmaps will help organize NBIMS and the procedures defined in the InformationDelivery Manuals (IDMs).x Candidate Standards are documents that are candidates to go through the NBIMS consensus process for acceptance as part of future NBIMS. It is envisioned that Part 2 or later releases of the Standard will incorporate these documents once approved.x Guidelines have been developed by several organizations and include items that should be considered for inclusion in NBIMS. Since NBIMS has not existed prior to this, there was no standard from which to work, resulting in a type of chicken-or-egg dilemma.When formal NBIMS exists there will need to be some harmonization, not only between the guidelines and NBIMS, but also in relating the various guidelines to each other.While guidelines are not actually a part of NBIMS, they are closely related and therefore included as references.xOther Key References are to parallel efforts being developed in concert with NBIMS. Not part of NBIMS, they may, in fact, be standards in their own right.。
A N D D E R D E U T S C H E N G I E S S E R E I -I N D U S T R I E (B D G )A N D D E R D E U T S C H E N G I E S S E R E I -I N D U S T R I E (B D G )EN ISO 5459Draft standard – Geometrical product specifications (GPS) – Geometrical tolerancing – atums and datum-systemsEN ISO 8062-2G eometrical Product Specifications (GPS) – Dimensional and geometrical tolerances for moulded parts – Part 2: RulesEN ISO 8062-3G eometrical Product Specifications (GPS) – Dimensional and geometrical tolerances for moulded parts – Part 3: General dimensional and geometrical tolerances and machining allowances for castingsISO 19959V isual examination of the surface condition of investment castings – Steel, nickel alloys and cobalt alloysBDG-Reference Sheet P 510 M aßliche Erstbemusterung auf der Basis von 3D-CAD-Daten VDG-Reference Sheet P 701 K ennzeichnung von Gussteilen2 Definition and field of application2.1 DEfINITIONInvestment casting is an industrial precision casting process using in contrast to other moulding process-es a melt out pattern (lost pattern) to create an undivided ceramic mould (lost mould). In those metals and alloys based on iron, aluminium, nickel, cobalt, titanium, copper and magnesium are cast. Castings manufactured like this are distinguished by their dimensionally accuracy and their high surface q uality. The process is also known as “Lost Wax Moulding”, “Lost Wax Process” or “Fonte à Cire Perdue”. 2.2 fIElD Of aPPlICaTIONThis reference sheet does not apply to precious metals cast by means of the lost-wax process, products of the jewellery industry, dental laboratories or artistic castings.2.3 RaPID PROTOTyPINGDimensional and surface tolerances of castings produced in rapid prototyping might vary. They must be agreed upon separately between producer and user of investment castings.3 Objective3.1 TaRGETThe reference sheet defines dimensional tolerances, machining allowances and surface roughness which represent the state of the art in investment casting. It is the basis to promote optimum co-operation be-tween producers and users of investment castings.3.2 SuRfaCESThe technical data given in this Reference sheet apply for the shot-blasted or pickled surfaces of castings. The delivery state might vary, e. g. because of additional surface treatment. Exceptions must be agreed on in advance when processes are involved which may alter the dimensional tolerances.A N D D E R D E U T S C H E N G I E S S E R E I -I N D U S T R I E (B D G )3.3 aGREEmENTUnless otherwise agreed, first-off samples will be supplied for the first order. These are intended to define and coordinate product characteristics in the interests of both parties. The first-off samples must be test-ed by the user. After testing release for serial production must be given to the foundry in written form. Any deviations, which are accepted by the release for serial production or the approval of the first-off samples, are binding for the production process and must be included in the (casting) drawing.4 Dimensional accuracy4.1 ShRINkaGE, CONTRaCTIONWhen cast metals cool down and solidify, a contraction in volume takes place which causes shrinkage. Other important factors influencing the production of investment castings are the shrinkage of the lost patterns and the expansion of moulds during heating. The sum of these factors is taken into accountby the manufacturer of the injection patterns in the contraction allowance. These are empirical values which are dependent on the casting contours, the pattern material, the ceramic mould material and the metal itself as well as on the specific production methods of individual foundries.4.2 DaTum PlaNES aND DaTum POINTSFor producing castings, it is necessary to enter datum planes and datum points (so-called locating points) systematically in the drawings or CAD-data to ensure that dimensional inspection and subsequent ma-chining are properly matching. These datum points and planes must already be determined between the designer and the investment-casting foundry. The zero position of the datum planes is defined pre-cisely by the dimensions of the datum points.figure 1 Datum plane – datum pointsThe primary datum plane …A” is fixed by the three datum points A1, A2 and A3. lt should correspond to the largest surface of the casting.The secondary datum plane …B” has the two datum points B1 and B2. If possible, these should be lo-cated on the lengthwise axis. The tertiary datum plane …C” has only one datum point C1, which should be located in the centre of the casting or in the vicinity thereof.A N D D E R D E U T S C H E N G I E S S E R E I -I N D U S T R I E (B D G )figure 2 Reference system (Schematic example)The datum planes are laid through the symmetry axis of the casting. All datum points should be arranged in such a way that they cannot be altered or removed by subsequent machining operations. The datum points should be located on the outer surface of the investment casting. They may be either recessed or raised in relation to the casting surface. In the case of castings with narrow tolerances of shape and po-sition, raised datum points are advantageous.When fixing the position of the datum points, it should be ensured that they are not in the vicinity of a sprue/ ingate. Complex shapes of castings can be accurately positioned by (pre-) machining the lo-cating points.4.3 OVER-DEfINITION/REDuNDaNT DImENSIONINGIn accordance with DIN 406, over-definition/ redundant dimensioning should be avoided. Wall thick-nesses must always be stated.4.4 mOulD aND PaTTERN DRafTAs a rule, mould and pattern drafts are not required. Any exceptions due to technical requirements must be agreed on between the supplier and the customer (cf. DIN EN ISO 8062-3, Amendment F) (Not yet published at date of printing).A N D D E R D E U T S C H E N G I E S S E R E I -I N D U S T R I E (B D G )5 Dimensional tolerances5.1 lINEaR TOlERaNCESThe dimensional tolerances achievable on investment castings are dependent on the following factors: > casting material> casting dimensions and shape5.1.1 Casting materialsIn production, the tolerance range of dispersion is affected by the varying characteristics of the materi-als, For this reason, different tolerance series apply for different groups of casting materials (table 1):material-group D:Accuracy grade alloys based on iron nickel, cobalt and cooper D 1 to D 3material-group a:alloys based on aluminium and magnesium A 1 to A 3material-group T:alloys based on titaniumT 1 to T 35.1.2 Validity of accuracy gradesThree accuracy grades are stated for each of the material groups D, A and T.accuracy grade 1 applies for all free sized dimensions. accuracy grade 2 applies for all dimensions to be toleranced. accuracy grade 3 can only be met for certain dimensions and must be agreed with the casting manufacturer, as additional production processes and costly tooling adjustments are necessary.Tabelle 1a: linear dimensional casting tolerances (DCT in mm) for dimensional casting tolerance grades (DCTG) material group DA N D D E R D E U T S C H E N G I E S S E R E I -I N D U S T R I E (B D G )Table 1b: linear dimensional casting tolerances (DCT in mm) for dimensional casting tolerance grades (DCTG) material group aDCTDCTGDCTDCTGDCTDCTGup to 60,30,2440,2over 6 up to 10 0,360,280,22over 10 up to 18 0,440,340,28over 18 up to 30 0,520,40,34over 30 up to 50 0,80,620,5over 50 up to 80 0,90,740,6over 80 up to 120 1,10,880,7over 120 up to 180 1,61,371,0over 180 up to 250 1,91,51,2over 250 up to 315 2,62,21,6over 315 up to 400 2,82,491,7over 400 up to 500 3,22,681,9over 500 up to 630 4,43,4over 630 up to 800 5,04,0over 800 up to 1000 5,64,610over 1000 up to 12506,6A38A1Nominal dimension rangeA2910568956784567Table 1c: linear dimensional casting tolerances (DCT in mm) for dimensional casting tolerance grades (DCTG) material group TDCTDCTGDCTDCTGDCTDCTGup to 60,560,40,4over 6 up to 10 0,60,40,4over 10 up to 18 0,70,50,44over 18 up to 30 0,80,70,52over 30 up to 50 1,00,80,62over 50 up to 80 1,51,20,9over 80 up to 120 1,71,41,1over 120 up to 180 2,01,61,3over 180 up to 250 2,41,91,58over 250 up to 315 3,22,6over 315 up to 400 3,62,8over 400 up to 500 4,03,2over 500 up to 630 5,44,4over 630 up to 800 6,25,0over 800 up to 1000 7,2over 1000 up to 1250671167891078910T3T1T2Nominal dimension range5.1.3 Position of tolerance zoneThe position of the tolerance zone in relation to the nominal dimension can be freely selected. It is ad-visable to place the tolerance zone evenly on each side of the nominal dimension. In the case of surfac-es to be machined mechanically, the sum or difference of tolerance zone and machining allowance must be taken into account (see item 7).A N D D E R D E U T S C H E N G I E S S E R E I -I N D U S T R I E (B D G )5.2 TOlERaNCES Of ShaPE aND POSITIONTolerances of shape and position limit the deviations of the shape feature from its theoretically precise > shape or > direction, or> from its exact – locationindependently from the actual dimension of the shaped element. Tolerances of shape and position re-quire that datum surfaces and datum points (see item 4.2) are fixed, based on DIN ISO 1101. If tolerances of shape and position are fixed by the order, they must be stated individually and entered in the draw-ing in accordance with DIN EN 1101 .Three accuracy grades are available. The higher the degree of accuracy, the bigger the production complexity. Accuracy grade 3 (according to table 1) can only be met for certain dimensions and must be agreed on with the castings manufacturer, as additional production process steps and costly tooling ad-justments are necessary.5.3 aNGlE TOlERaNCES fOR maTERIal GROuPS D, a aND TAngular minutemm per 100mmAngular minutemm per 100mmAngular minutemm per 100mmup to 30 mm302)0,87302)0,87202)0,58over 30 up to 100 mm 302)0,87202)0,58152)0,44over 100 up to 200 mm302)0,87152)0,44102)0,29over 200 mm302)0,58152)0,44102)0,29Allowed deviation of directionNominal dimensionrange 1)123Accuracy3)Table 2: angle tolerancesTolerances deviating from table 2 must be agreed on between supplier and user and entered in the draw-ing in accordance with DIN ISO 1101.5.4 RaDIuS Of CuRVaTuREThe tolerances stated apply for the material groups D, A and T.Table 3: Radius of curvature for material groups D, a and TRadii of curvature deviating from table 3 must be agreed on with the investment casting foundry.1) T he nominal-dimension range is deter-mined by the length of the shorter side 2) T he angle may deviate in both directions Tolerances of angle differing from those given in table 3 must be agreed between supplier and user, and entered in the drawing in accordance with DIN ISO 1101.3) F or investment castings based on Titanium alloys accuracy grade 1 has to be applied1) F or investment castings based on Titanium alloys accuracy grade 1 is generally validA N D D E R D E U T S C H E N G I E S S E R E I -I N D U S T R I E (B D G )5.5 DImENSIONal TOlERaNCE fOR wall ThICkNESSES The tolerances of wall thickness are dependent on:> t he size of the ceramic shell mould > its uninterrupted surface> its possible thermal deformation> its possible thermal deformationTolerances for wall thickness are therefore not dependent on the degree of accuracy. They are limit-ed (or reduced) by thicker edge areas, openings (holes, webs) ribs etc., all of which relieve stress on the wall thickness.For the applicable tolerance range, refer to table 4. This contains the lengths of the smallest side of a surface (with reference to material group) on which the wall-thickness tolerance depends. The toler-ances apply for unmachined surfaces only.figure 3: Example for wall-thickness toleranceCase a: The surface formed by dimensions a and b is not interrupted. Dimension b is smaller than di-mension a. Dimension b determines the tolerance of wall thickness. Case B: The area formed by dimen-sions a and b is interrupted by a hole in the centre. The uninterrupted surface is therefore formed by di-mensions b and c. Dimension c is smaller than dimension b. The wall-thickness tolerance is therefore de-termined by dimension c.Table 4: wall-thickness tolerancesA N D D E R D E U T S C H E N G I E S S E R E I -I N D U S T R I E (B D G )5.6 DImENSIONal TOlERaNCES fOR PRE-faBRICaTED INSERTS aND CaST-ON PaRTS Diese sind mit der Gießerei zu vereinbaren.6 Surface qualityFor cast surfaces, R a (CLA) shall be applied in accordance with table 5.CLAR aCLAR aCLAR a[µinch][µm][µinch][µm][µinch][µm]N 7631,6N 81253,21253,2N 92506,32506,32506,3Material group D Material group A Material group T Surface standards Table 5: Surface roughnessZone N7, N8 and special surface treatment must be agreed separately and entered in the drawing in accordance with DIN ISO 1302. Unless otherwise agreed, N9 in shot-blasted state is the standard delivery condition.7 Machining allowancesFit sizes on surfaces or low surface roughness, which cannot be achieved by investment casting, receive ma-chining allowances. The allowance must take account of the specific material characteristics and the mathemat-ically least favourable position within the tolerance zone including the tolerances of shape and dimension.8 Additional notes and data8.1 INNER RaDIIRadii at inner corners and edges (concave fillets) prevent casting defects and reduce the notch tension in the casting during use. The minimum radius should be about 20% of the biggest wall thickness, but not less than 0.5 mm. It is recommended to select an inner radius which is at least equivalent to the low-est wall thickness.8.2 OuTER RaDII aND OuTER ChamfERS 8.2.1 material Groups D and aUnmachined investment castings do not have sharp edges with R=O. For this reason, outer radii and out-er chamfers are always stated as maximum radii, e.g. R< 0.5 max8.2.2 material Group TInvestment castings based on a titanium alloy might have sharp edges due to manufacturing reasons. Cham-fering those edges must be agreed upon between supplier and user.A N D D E R D E U T S C H E N G I E S S E R E I -I N D U S T R I E (B D G )8.3 hOlES, BlIND hOlES, ChaNNElS, SlOTS aND GROOVESIn order to cast through holes, blind holes, channels, slots and grooves as economically as possible, i.e. with-out preformed ceramic cores, the figures given in tables 6 and 7should be taken into account.Table 6: Dimensions for holes, blind holes and channelsTable 7: Dimensions for slots and grooves8.4 IDENTIfICaTION Of CaSTINGSlf the castings are to be labelled, the letter size (to DIN 1451 …medium”) and the location on the casting must be agreed on. The VDG reference sheet no. P 701 …ldentification of Castings” should be used as guid-ance. The label may be either cast raised or recessed. Raised letters in a recessed field are preferred. If the drawing does not contain any instructions, the kind of labelling should be fixed by the supplier.9 Further readingThe entire casting process is described in detail in a brochure entitled …Feingießen Herstellung – Eigen-schaften – Anwendung”, special print of the series …konstruieren + giessen” , No. 1, published by the BDG, Düsseldorf. It contains practical notes on materials, design and numerous examples of the econo-my of the investment casting process. Company brochures and material data sheets of the German in-vestment-casting foundries in the BDG are available for more information on the products manufactured by individual foundries.。
一种基于CPCI总线A/D模块的设计与实现①袁 菁(武汉数字工程研究所 武汉 430074)摘 要介绍了CPCI总线及快速、低功耗模数转换器件AD976的主要特点,详细描述了一种基于CPCI总线的智能AD转换模块的设计实现过程。
关键词:CPCI AD976 CPLD 双口RAM中图分类号:TP336Design and Implementation of An A/D Conversion Module based on CPCI BusYu an Jing(Wuhan Digital Engineering Institute,Wuhan 430074)Abstract:This paper introduces the CPCI bus and the A/D converter AD976in brief.It also descripts the design and imple2 mentation of an intelligent A/D conversion module based on CPCI bus.K ey w ords:CPCI,AD976,CPLD,Dual-port RAMClass number:TP336 A/D模块是数字计算机与外界模拟信号连接的纽带,在许多日常生活用品和高要求的医疗仪器、军事、航天等领域都有广泛的应用。
A/D模块的性能好坏直接影响到系统的可靠性。
本模块是基于CPCI总线的高性能智能A/D 转换模块,其转换芯片采用的是AD公司生产的模数转换器AD976,其主要特点是操作简便,转换精度高,转换速度快。
1 CPCI总线及ad976简介1.1CPCI总线简介CPCI总线是一个开放式、国际性技术标准,由PCI总线工业计算机制造商组织PICM G(PCI In2 dustrial Computer Manufacturer Group)负责制定和支持。
摘要机械手是在自动化生产过程中使用的一种具有抓取和移动工件功能的自动化装置,由其控制系统执行预定的程序实现对工件的定位夹持。
完全取代了人力,节省了劳动资源,提高了生产效率。
本设计以实现铣床自动上下料为目的,设计了个水平伸缩距为200mm,垂直伸缩距为200mm具有三个自由度的铣床上下料机械手。
机械手三个自由度分别是机身的旋转,手臂的升降,以及机身的升降。
在设计过程中,确定了铣床上下料机械手的总体方案,并对铣床上下料机械手的总体结构进行了设计,对一些部件进行了参数确定以及对主要的零部件进行了计算和校核。
以单片机为控制手段,设计了机械手的自动控制系统,实现了对铣床上下料机械手的准确控制。
关键词:机械手;三自由度;上下料;单片机AbstractManipulator , an automation equipment with function of grabbing and moving the workpiece ,is used in an automated production process.It perform scheduled program by the control system to realize the function of the positioning of the workpiece clamping. It completely replace the human, saving labor resources, and improve production efficiency.This design is to achieve milling automatic loading and unloading .Design a manipulator with three degrees of freedom and 200mm horizontal stretching distance, 120mm vertical telescopic distance. Three degrees of freedom of the manipulator is body rotation, arm movements, as well as the movements of the body. In the design process, determine the overall scheme of the milling machine loading and unloading manipulator and milling machine loading and unloading manipulator, the overall structure of the design parameters of some components as well as the main components of the calculation and verification. In the means of Single-chip microcomputer for controlling, design the automatic control system of the manipulator and achieve accurate control of the milling machine loading and unloading.Key words: Manipulator; Three Degrees of Freedom; Loading and unloading; single chip microcomputer目录摘要.........................................................................I第1章绪论.............................................................11.1选题背景................................................... (1)1.2设计目的.........................................................11.3国内外研究现状和趋势............................................21.4设计原则.........................................................2第2章设计方案的论证..................................................32.1 机械手的总体设计...............................................32.1.1机械手总体结构的类型....................................32.1.2 设计具体采用方案........................................42.2 机械手腰座结构设计.............................................52.2.1 机械手腰座结构设计要求.................................52.2.2 具体设计采用方案........................................52.3 机械手手臂的结构设计...........................................62.3.1机械手手臂的设计要求....................................62.3.2 设计具体采用方案........................................72.4 设计机械手手部连接方式.........................................72.5 机械手末端执行器(手部)的结构设计...........................82.5.1 机械手末端执行器的设计要求.............................82.5.2 机械手夹持器的运动和驱动方式..........................92.5.3 机械手夹持器的典型结构.................................92.6 机械手的机械传动机构的设计..................................102.6.1 工业机械手传动机构设计应注意的问题...................102.6.2 工业机械手传动机构常用的机构形式.....................102.6.3 设计具体采用方案.......................................122.7 机械手驱动系统的设计.........................................122.7.1 机械手各类驱动系统的特点..............................122.7.2 机械手液压驱动系统.....................................132.7.3机身摆动驱动元件的选取................................132.7.4 设计具体采用方案.......................................142.8 机械手手臂的平衡机构设计.....................................14第3章理论分析和设计计算............................................163.1 液压传动系统设计计算..........................................163.1.1 确定液压传动系统基本方案...............................163.1.2 拟定液压执行元件运动控制回路...........................173.1.3 液压源系统的设计........................................173.1.4 确定液压系统的主要参数.................................173.1.5 计算和选择液压元件......................................243.1.6机械手爪各结构尺寸的计算...................................26 第4章机械手控制系统的设计..........................................284.1 系统总体方案..................................................284.2 各芯片工作原理................................................284.2.1 串口转换芯片............................................284.2.2 单片机...................................................294.2.3 8279芯片...............................................304.2.4 译码器...................................................314.2.5 放大芯片................................................324.3 电路设计..................................................334.3.1 显示电路设计............................................334.3.2 键盘电路设计............................................334.4 复位电路设计..................................................334.5 晶体振荡电路设计.............................................344.6 传感器的选择..................................................34结论.....................................................................36致谢.....................................................................37参考文献................................................................38CONTENTS Abstract (I)Chapter 1 Introduction (1)1.1 background (1)1.2 design purpose (1)1.3 domestic and foreign research present situation and trends (2)1.4 design principles (2)Chapter 2 Design of the demonstration (3)2.1manipulator overall design (3)2.1.1 manipulator overall structure type (3)2.1.2 design adopts the scheme (4)2.2 lumbar base structure design of mechanical hand (5)2.2.1 manipulator lumbar base structure design requirements (5)2.2.2specific design schemes (5)2.3mechanical arm structure design (6)2.3.1 manipulator arm design requirements (6)2.3.2 design adopts the scheme (7)2.4 design of mechanical hand connection mode (7)2.5 the manipulator end-effector structure design (8)2.5.1 manipulator end-effector design requirements (8)2.5.2 manipulator gripper motion and driving method (9)2.5.3 manipulator gripper structure (9)2.6 robot mechanical transmission design (10)2.6.1 industry for transmission mechanism of manipulator design shouldpay attention question (10)2.6.2 industrial machinery hand transmission mechanism commonlyused form of institution (10)2.6.3 design adopts the scheme (12)2.7 mechanical arm drive system design (12)2.7.1 manipulator of various characteristics of the drive system (12)2.7.2 hydraulic drive system for a manipulator (13)2.7.3 Body swing the selection of drive components (13)2.7.4 Design the specific use of the program (14)2.8 mechanical arm balance mechanism design (14)Chapter 3 Theoretical analysis and design calculation (16)3.1 hydraulic system design and calculation (16)3.1.1 the basic scheme of hydrauic transmission system (16)3.1.2 formulation of the hydraulic actuator control circuit (17)3.1.3 hydraulic source system design (17)3.1.4 determine the main parameters of the hydraulic system (17)3.1.5 calculation and selection of hydraulic components (24)3.1.6 Manipulator calculation of the structural dimensions (26)Chapter 4 The robot control system design (28)4.1 Overall scheme (28)4.2 Chip works (28)4.2.1 serial conversion chip (28)4.2.2 MCU (29)4.2.3 8279 chip (30)4.2 .4 decoder (31)4.2.5 amplifier chip (32)4.3 Circuit design (33)4.3.1 show the circuit design (33)4.3.2 The keyboard circuit design (33)4.4 Reset circuit design (33)4.5 crystal oscillation circuit design (34)4.6 sensor selection (34)Conclusion (36)Acknowledgements (37)References (38)第1章绪论1.1选题背景机械手是在自动化生产过程中使用的一种具有抓取和移动工件功能的自动化装置,它是在机械化、自动化生产过程中发展起来的一种新型装置。
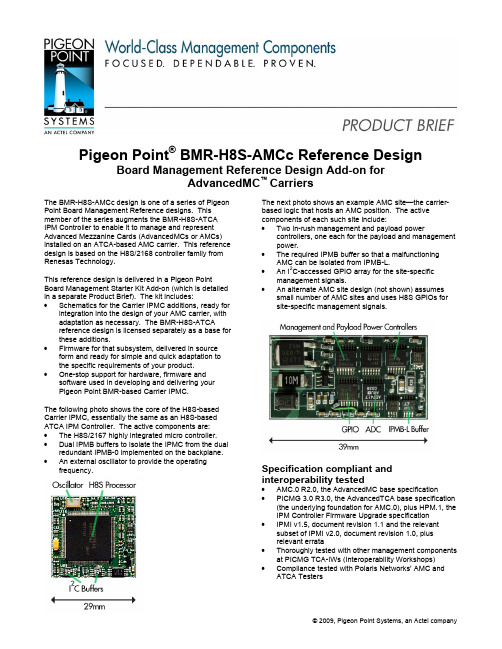
eon8S/2168 controller family from enesas Technology.s detailedthis licensed separately as a base forion tog yourPigeon Point BMR-based Carrier IPMC.ne.cillator to provide the operatingrrier-The activee each for the payload and managementalfunctioningarray for the site-specifics H8S GPIOs for site-specific management signals.t and.1, thetnt revision 1.0, plusnentswith Polaris Networks’ AMC and ATCA TestersPigeo®sign n Point BMR-H8S-AMCc Reference DeBoard Manag Add-on forement Reference DesignAdvancedMC™ CarriersThe BMR-H8S-AMCc design is one of a series of Pig Point Board Management Reference designs. This member of the series augments the BMR-H8S-ATCA IPM Controller to enable it to manage and represent Advanced Mezzanine Cards (AdvancedMCs or AMCs) installed on an ATCA-based AMC carrier. This reference design is based on the HRThis reference design is delivered in a Pigeon Point Board Management Starter Kit Add-on (which iin a separate Product Brief). The kit includes: •Schematics for the Carrier IPMC additions, ready for integration into the design of your AMC carrier, wiadaptation as necessary. The BMR-H8S-ATCAreference designthese additions.•Firmware for that subsystem, delivered in source form and ready for simple and quick adaptatthe specific requirements of your product.•One-stop support for hardware, firmware and software used in developing and deliverinThe following photo shows the core of the H8S-based Carrier IPMC, essentially the same as an H8S-based ATCA IPM Controller. The active components are: •The H8S/2167 highly integrated micro controller. •Dual IPMB buffers to isolate the IPMC from the dual redundant IPMB-0 implemented on the backpla•An external os The next photo shows an example AMC site—the ca based logic that hosts an AMC position.components of each such site include:•Two in-rush management and payload power controllers, onpower.•The required IPMB buffer so that a mAMC can be isolated from IPMB-L.• AnI2C-accessed GPIOmanagement signals.•An alternate AMC site design (not shown) assumes small number of AMC sites and useSpecification complianfrequency.interoperability tested•AMC.0 R2.0, the AdvancedMC base specification•PICMG 3.0 R3.0, the AdvancedTCA base specification(the underlying foundation for AMC.0), plus HPMIPM Controller Firmware Upgrade specification•IPMI v1.5, document revision 1.1 and the relevansubset of IPMI v2.0, documerelevant errata•Thoroughly tested with other management compoat PICMG TCA-IWs (Interoperability Workshops)•Compliance testedFull support for additional core hardware requirements of an AMC carrier•Supports H8S/2167 and H8S/2166 variants, with 384K and 512Kbytes of Flash, respectively.•AMC payload and management power control / monitoring, both for all AMC sites on a carrier and for each particular site•Two implementation variants for AMC site control: 1) based on H8S GPIOs, usable for one or two sites,and 2) based on I2C GPIOs, scalable to full eightsites•Control of fabric E-Keying governed interfaces, both for AMCs and for on-carrier switches terminatingAMC links.•Control of clock E-Keying governed interfaces, both for AMCs and for on-carrier clock-related devices •Optional persistence of above controls across Carrier IPMC resets•Management of on-carrier IPMB-L, the primary management communication path with the ModuleManagement Controllers (MMCs) of installed AMCs Small footprint and low power•Carrier IPMC core can fit in 29mm x 29mm footprint •AMC site-specific logic can fit in 15mm x 34mm (H8S GPIO control) or 15mm x 42mm (I2C GPIO control)•Active components consume only 79mA plus6.625mA per implemented AMC site, max Comprehensive, readily adaptable firmware additions for carrier responsibilities•All mandatory and many optional IPMI/ATCA/AMC commands supported over IPMB-L•Carrier IPMC manages installed AMCs and represents them to the Shelf Manager as defined by AMC.0, with similar representation extended to thecarrier payload•Supplementary Pigeon Point extension commands, primarily used over the payload and serial debuginterfaces•Simple—but highly flexible—configuration of firmware features Simple, but powerful, firmware configuration mechanisms•Additional configuration variables in a single config.h source file parameterize and determineinclusion/exclusion of carrier-related subsystemsduring firmware image build•Binary configuration files for FRU Information and Sensor Data Records (SDR), with carrier-relatedadditions, merged into firmware image•FRU Information and SDR files produced from textual representations by special compilers included withunderlying BMR-AVR-ATCA Starter Kit Comprehensive H8S development environment•Already provided in underlying BMR-H8S-ATCA Starter Kit, ready for use with the Carrier IPMCfirmwareEnhancements to BMR-H8S-ATCA IPMC functionality•Implicit bridging of IPMI/PICMG/SIPL commands referencing AMC resources, along with corresponding command replies•Explicit bridging via IPMI Send Message commands, each containing an embedded command destined for an AMC, with appropriate forwarding of corresponding command replies•Common sensor management framework for all sensors on the carrier, including those in installedAMCs•Tracking the state of AMCs and notifying higher level entities (e.g., the Shelf Manager) of state changes •Managing the hardware resources of the carrier, including power budget and E-Keying governedresources (including both fabric and clock E-Keying)•Managing non-AMC modules equipped with MMCs, such as Rear Transition ModulesAdditional Pigeon Point extension commands for AMC modules and sites •Get Module State•Enable AMC Site•Disable AMC SiteReference ImplementationThe bench top implementation of this reference design is the same H8S-based bench top used with the BMR-H8S-ATCAreference design. This board already includes the needed Carrier IPMC functionality supporting two AMC sites. In addition, the bench top board implements an MMC at each site, based on the BMR-AVR-AMCm reference design. Thus, this board serves as a bench top implementation of both the BMR-H8S-AMCc (Carrier) and BMR-AVR-AMCm (Module) reference designs. In addition to the core facilities of those reference designs, the board includes example implementations of the optional controller features and numerous LEDs, switches and headers to allow lab experimentation with the behavior of the controllers, including pre-supported options and any desired firmware customizations. Below the photo is a high level block diagram of the Carrier IPMCextensions and the two AMC site variants.For more information, visit our website at Pigeon Point Systems •P.O. Box 66989•Scotts Valley CA 95067•831.438.1565© 2004-2009, Pigeon Point Systems. All rights reserved. The Pigeon Point name and stylized lighthouse logo, as well as Monterey Linux, are trademarks of Pigeon Point Systems. The Actel name and logo are trademarks of Actel Corporation. 2009-07。
英语作文-掌握集成电路设计中的设计验证与仿真技术Integrated circuit (IC) design verification and simulation technology plays a crucial role in ensuring the functionality, reliability, and performance of modern electronic devices. As semiconductor technology advances, the complexity of ICs continues to grow, necessitating robust methodologies for design validation before fabrication. This article explores key aspects of design verification and simulation techniques in IC design, emphasizing their significance and methodologies employed in the industry.Design verification is the process of confirming that a design meets its specifications and functional requirements. It involves rigorous testing across various scenarios to detect and eliminate design flaws early in the development cycle. Verification ensures that the IC behaves as intended under different operating conditions, ensuring reliability and minimizing the risk of costly errors in later stages.Simulation, on the other hand, involves using mathematical models to mimic the behavior of the IC under different conditions. It allows designers to predict how the circuit will perform without physically building it. Simulation tools range from simple circuit-level simulations to complex system-level simulations that consider interactions between various components of the IC.One of the primary challenges in IC design verification is managing the increasing complexity of designs. As ICs integrate more functionality into smaller footprints, the number of transistors and interconnections grows exponentially. This complexity makes manual verification impractical, necessitating automated verification methodologies. Advanced verification techniques such as constrained-random testing, formal verification, and assertion-based verification are employed to thoroughly test the design against a wide range of scenarios.Constrained-random testing involves generating random stimuli within specified constraints to uncover corner-case bugs that might not be caught with directed testingalone. Formal verification uses mathematical techniques to prove that a design satisfies its specifications under all possible inputs. Assertion-based verification involves embedding assertions in the design code to check for specific conditions during simulation.Moreover, simulation techniques have evolved to handle the intricacies of modern IC designs. Circuit simulators like SPICE (Simulation Program with Integrated Circuit Emphasis) provide detailed analysis of circuit behavior at transistor level, helping designers optimize performance and power consumption. System-level simulators enable designers to evaluate the entire IC's functionality and performance in the context of the end application.In addition to functional verification, designers must also consider other aspects such as power analysis, timing analysis, and electromagnetic compatibility (EMC). Power analysis tools estimate power consumption and identify areas for optimization, crucial for battery-operated devices. Timing analysis ensures that signals propagate correctly through the IC within specified timing constraints. EMC analysis evaluates the IC's susceptibility to electromagnetic interference and its emissions to comply with regulatory standards.Collaboration between design, verification, and simulation teams is essential for successful IC development. Designers work closely with verification engineers to define test plans, develop test benches, and analyze results. Simulation results guide design modifications to enhance performance, reliability, and manufacturability.In conclusion, mastering design verification and simulation technologies is indispensable for ensuring the success of IC designs in today's competitive electronics industry. Rigorous verification methodologies and advanced simulation tools enable designers to detect and rectify design flaws early, reducing time-to-market and development costs. As ICs continue to evolve in complexity and functionality, continuous advancements in verification and simulation techniques will play a pivotal role in driving innovation and reliability in electronic products.。
集成电路设计专业名词解释汇总英文版English:"Integrated Circuit (IC) Design: The process of creating a blueprint for the manufacturing of integrated circuits, such as microchips, using specialized software and tools. IC design involves several stages, including architectural design, logic design, circuit design, physical design, and verification. Architectural design establishes the high-level functionality and organization of the circuit, determining the overall structure and major components. Logic design involves the translation of the architectural design into a set of logic equations and functional blocks, specifying the logical operation of the circuit. Circuit design focuses on the actual implementation of the logic design, defining the electrical connections and components needed to achieve the desired functionality. Physical design, also known as layout design, involves the placement and routing of the components to ensure proper functioning and optimal performance, considering factors such as power consumption, signal integrity, and manufacturing constraints. Verification is the process of ensuring that the designed circuit meets the specified requirements and functions correctly under various conditions. Field-ProgrammableGate Array (FPGA): An integrated circuit that can be configured by the user after manufacturing. FPGAs contain an array of programmable logic blocks and interconnects, allowing for the implementation of various digital circuits. Hardware Description Language (HDL): A specialized programming language used to describe the behavior and structure of electronic circuits, facilitating the design and simulation of digital systems. Common HDLs include Verilog and VHDL. Electronic Design Automation (EDA) Tools: Software tools used in the design of electronic systems, including integrated circuits. EDA tools automate various stages of the design process, from schematic capture and simulation to layout and verification. Some popular EDA tools include Cadence Virtuoso, Synopsys Design Compiler, and Mentor Graphics Calibre. Very-Large-Scale Integration (VLSI): The process of integrating thousands or millions of transistors into a single chip. VLSI technology enables the creation of complex, high-performance integrated circuits, such as microprocessors and memory chips, by packing a large number of transistors into a small area. Application-Specific Integrated Circuit (ASIC): An integrated circuit customized for a particular application or purpose. Unlike FPGAs, ASICs are manufactured to perform a specific function, offering advantages in terms of performance,power consumption, and cost for mass production. ASIC design involves the development of custom circuitry optimized for a particular application, often using standard cell libraries and specialized design methodologies."中文翻译:"集成电路(IC)设计:是指利用专业软件和工具创建集成电路(如微芯片)制造的蓝图的过程。
3rd International Conference on Automation, Mechanical Control and Computational Engineering (AMCCE 2018)Design of fire control system for LNG reception station in Binzhou portBaocheng Lu1,a,*, Xiujun Nie1,b ,Zhaoqiang Li1,c ,Haijun Yang1 and Qingyun Sun11Binzhou Polytechnic, Binzhou 256600, Chinaa****************,b****************,c*****************Keywords:LNG reception station; Fire; Fire fighting system; DesignAbstract: LNG berth is one of the key construction projects in Binzhou port. Its fire control design is the main part of the construction. According to the risk and characteristics of LNG, the design is designed according to the domestic relevant laws and regulations, and the plan and design scheme of the fire control system is put forward so as to meet the acceptance requirements and play the main role of the fire fighting system in the future.1 IntroductionThe LNG reception station is mainly composed of the unloading arm, the storage tank and other equipment. His function is to store the LNG transported from the ship to the LNG storage tank through a certain process. LNG is natural, pollution-free, safe, high quality, easy to store, transport and use. It has been widely applied. Because LNG has the characteristics of flammable, explosive, low temperature, easy to flow, fire and easy to diffuse. Once the fire spread fast, the influence is big, it is difficult to fight, the flame temperature is high, the heat radiation ability is strong, so we need to set up the corresponding fire protection facilities.2Design basisBinzhou port LNG reception station, wharf and other projects are still in the planning stage, prepared in advance according to the plan and design of fire protection design plan, ahead of schedule, according to China's "code for fire and natural gas engineering design", "petrochemical enterprise design fire protection code", international "LNG preparation and installation", "LNG production and storage and transportation". According to the standard of transmission and other regulations, and referring to and drawing on the experience of the fire control design of the LNG reception station built in the Shandong port and other parts of the country, the specific plan and design of the fire control system are put forward.3 Analysis of fire hazardThe fire hazard of LNG reception station mainly comes from LNG leakage and light fire heavy explosion. It mainly includes the following aspects: easy occurrence of LNG leakage, gas fire and even explosion of leaked gas, heat absorption of leakage gas and freezing injury on site workers, and electrical equipment fire in LNG reception station.4 Design of fire control systemFire planning and design can be divided into three parts: control system, detection system, alarm and fire extinguishing system.The composition of the fire control system is shown in Figure 14.1 Control systemThe fire control station is the fire control center of the LNG reception station, which is divided into three parts: information analysis unit, fire control unit and information display unit.Fig1. LNG reception station fire system composition diagram4.1.1 Information analysis unitInformation analysis unit is mainly based on detector monitoring and signal analysis, to determine whether there is fire or leakage. At the same time, it can detect the running state of the detector, judge whether it is normal, and patrol regularly, if the fault or abnormal item control system sends the signal, it usually has the self inspection function.4.1.2 Fire control unitFire control unit is mainly based on the result of information analysis, sending out alarm and corresponding actions, realizing manual, automatic and test control mode. Fire control fire control design is the core, and the actual control of dry powder fire extinguishing system, high foam fire extinguishing system, fixed water fire extinguishing system, water curtain isolation system start, run and stop.4.1.3 The information unitThe information display unit can view the equipment layout of the fire system of the LNG reception station, the fire protection parameters of the LNG reception station and the related operation information. It can be displayed on the device, and it can be realized by the touch screen. It can not only realize the real-time display of information, but also realize the sharing of information.4.2 Detection systemThe detection system can detect LNG leakage, gas fire and electric fire house.4.2.1 Leak detectionLeak detection can install flammable gas detectors, flammable gas detectors and cryogenic detectors, and send signals to the controller. The flammable gas detector selects the RTTPP brand, the model DR-600, IP65, the output signal 4-20mA. The flammable gas alarm is selected by the brand of Bao Shi an, model 60EX. The cryogenic detector is Tae Hoon brand, model JTY-GF-TX6190.4.2.2 Gas fire detectionGas fire detection is installed in the area of the detection of fire sensor, smoke detector and photosensitive detector, each detector has its own address code, representing their own area. The sensor selects the Bay brand, the model temperature sense JTW-ZCD-G3N, the smoke detector selects the Bay brand, the model GSTN701, the photosensitive detector chooses the Bay brand, the model GST9711Ex.4.2.3 The electric fire detectionThe electric fire detection is connected with the electric fire monitoring detector, the temperature sensing fire detector and the electromagnetic coil. The detector realizes the real-time monitoring ofthe change of the electrical equipment parameters, and transfers the electrical information to the control equipment, and the control equipment is analyzed and judged. The electric fire detector selects the people electric appliance brand, the model NA300A4.4.3 Fire extinguishing systemIn addition to the comprehensive consideration of the fire risk of the LNG reception station, it is necessary to establish a fire extinguishing system, a high foam fire extinguishing system, a fixed water fire extinguishing system, a water curtain isolation system and an emergency fire extinguishing equipment in addition to the fire prevention design in the overall port planning.4.3.1 The dry powder extinguishing systemThe dry powder extinguishing system is generally set up at the top of the LNG tank top release valve and the terminal, and a total of 1 sets are set up. Dry powder system consists of dry powder tank, nitrogen gas cylinder group, dry powder gun, dry powder hose reel, sprinkler and pipe network and corresponding control valves and instruments. The dry powder fire extinguishing system includes three control methods: automatic control, remote manual control and in-situ control, which requires at least 60 seconds of dry powder injection.4.3.2 High fold foam fire extinguishing systemGenerally, high multiple foam extinguishing system is usually installed in LNG terminal collection pool of LNG terminal, tank farm, process area and loading area. The main purpose is to suppress the spread of liquefied natural gas in the LNG collection pool. Generally, it consists of detection device, foam generator, proportional mixing method and controller. In order to ensure safety, we need to set up a fire dike. The high double foam fire extinguishing system is usually composed of 3% high multiple foam liquid. The supply strength of the device is not less than 7.2 L/ (min. M2), and the continuous supply time is less than 40 min. The high multiple foam fire extinguishing system is controlled by two ways of automatic control and manual control. When the detector detects the fire signal, it first sends out the sound and light alarm to start the high multiple foam fire extinguishing system, and spray the foam into the collection pool, cool and cover the leaked LNG, and play the role of heat insulation.4.3.3 Fixed water fire extinguishing systemIn the whole reception station, a set of high pressure water proof system and a set of low pressure water proof system should be set up to make up a fixed water fire extinguishing system. The water proof system consists of fire water, fire water pump, fire water pipe network and fire proof water cannon. The high pressure water proof water system is kept under the pressure of fresh water from the pressure pump at 0.8MPa, when the fire pump is started when the fire is in fire, the pressure is kept at 1.2 or 1.6MPa, and the sea water is transferred when the fire extinguishing. The low-pressure firewater system mainly used fresh water, generally required to maintain pressure 0.8MPa. In order to ensure safety and efficiency, the reception station uses double line water supply of fire pump and double line power supply. In accordance with the design, there are 3 fire pumps, of which 2 motors are driven, 1 diesel engines are driven, and 2 stations are used for 1 standby.4.3.4 Water curtain isolation systemThe water curtain isolation system is located between the unloading arm and the ship, which is located below the nozzle. The main function is to block the fireworks and the cooling isolation during the leakage, and the water spray strength should not be less than 2L/s m according to the regulation. The principle of the work is to use the water from the fixed water fire extinguishing system to form a water curtain through a sprinkler to prevent the spread of fire and smoke, and to ensure that the leakage of LNG can not be left directly to the sea, but the effect of full dilution. The water curtain isolation system can be set up as an automatic control mode, and has functions of machine side and remote manual and emergency operation. After the fire occurred, when the probe detected the fire signal, the transmission current signal to the control system, first the alarm, andthen the valve into the high pressure water to form the water curtain, thus forming a water curtain isolation system.4.3.5 Emergency fire extinguishing systemEmergency fire extinguishing system includes portable fire extinguisher, emergency power supply, emergency fire pump and fire truck. In the LNG wharf, the tank area, the transportation vehicle loading area, the craft area and the buildings, the boat type fire extinguishers such as dry powder, carbon dioxide and other portable and foam should be equipped in accordance with the rules and regulations, and a fireproof map is placed in a significant position in order to extinguish the initial or small fires. In order to ensure continuous power supply, the terminal also needs to set up emergency power supply to ensure that there is electricity at all times. Emergency fire pump needs to move conveniently, and the amount of drainage is not lower than the hour. In order to ensure that the main fire fighting equipment is damaged or malfunction, the fire engine can be sent out, and fire passages are set up in the area of the code LNG irrigation area to ensure that the fire truck arrives without obstacle.5 ConclusionIn recent years, the construction and development of the LNG reception station is very rapid. The technology of transportation and storage and loading and unloading is very mature, but at present there is no fire design standard for the LNG reception station which is specially formulated and perfected. The companies are still building the fire design of the LNG reception station according to the existing laws and regulations and standards in China, and carried out through the audit. . Because of the different construction scale and different sea area conditions of the LNG reception station, the fire equipment, the fire protection facilities and the fire equipment and site in the reception station are different in the design and planning. The design and planners should design and demonstrate according to the different terrain and sea area of the reception station according to the specific conditions and design a more safe and efficient fire control system. At the same time, the opinions and suggestions of the fire department, construction company and industry experts should be absorbed in the process of design and demonstration so as to ensure the design. The system can meet the requirements of laws and regulations, and is safe, high quality and efficient. AcknowledgementsResearch and development of adiabatic technology for LNG reception station in Binzhou port.References[1]Zhang Weifang, LNG,the fire protection design plan of the fully frozen storage tank area, [J].industrial water and wastewater.2016[2]Zhang Ying,try to analyze the fire design of large LNG LPG reception station.[J]. chemical management.2015[3]Wang Gang Shi, the fire safety design of skid mounted LNG filling station. [J].Journal of Armed Police Academy. 2014 (12)[4] Zheng Shunrong. Analysis of the design points for fire protection design of LNG/L-CNG gas filling station.[J]. standards and quality of China Petroleum and chemical industry. 2014 (11)[5]Guo Haitao.LNG terminal station integrity system construction points.[J].equipment management and maintenance.2017 (02)[6]Lin Jianbin,Hu Chao.LNG receiving terminal ship unloading operation risk analysis and Countermeasures .[J]. safety, health and environment. 2017 (06)。
基坑规范英文版篇一:行业标准中英对照44项工程建设标准(英文版)目录123篇二:地下室设计深基坑中英文对照外文翻译文献中英文对照外文翻译(文档含英文原文和中文翻译)Deep ExcavationsABSTRACT :All major topics in the design of in-situ retaining systems for deep excavations in urban areas are outlined. Type of wall, water related problems and water pressures, lateral earth pressures, type of support, solution to earth retaining walls, types of failure, internal and external stability problems.KEYWORDS: deep excavation; retaining wall; earth pressure;INTRODUCTIONNumbers of deep excavation pits in city centers are increasing every year. Buildings, streets surroundingexcavation locations and design of very deep basements make excavations formidable projects. This chapter has been organized in such a way that subjects related to deep excavation projects are summarized in several sections in the order of design routine. These are types of in-situ walls, water pressures and water related problems. Earth pressures in cohesionless and cohesive soils are presented in two different categories. Ground anchors, struts and nails as supporting elements are explained. Anchors are given more emphasis pared to others due to widespread use observed in the recent years. Stability of retaining systems are discussed as internal and external stability. Solution of walls for shears, moments, displacements and support reactions under earth and water pressures are obtained making use of different methods of analysis. A pile wall supported by anchors is solved by three methods and the results are pared. Type of wall failures, observed wall movements and instrumentation of deep excavation projects are summarized.1. TYPES OF EARTH RETAINING WALLS1.1 IntroductionMore than several types of in-situ walls are used to support excavations. The criteria for the selection of type of wall are size of excavation, ground conditions, groundwater level, vertical and horizontal displacements of adjacent ground and limitations of various structures, availability of construction, cost,speed of work and others. One of the main decisions is the water-tightness of wall. The following types ofin-situ walls will be summarized below;1. Braced walls, soldier pile and lagging walls2. Sheet-piling or sheet pile walls3. Pile walls (contiguous, secant)4. Diaphragm walls or slurry trench walls5. Reinforced concrete (cast-in-situ or prefabricated) retaining walls6. Soil nail walls7. Cofferdams8. Jet-grout and deep mixed walls9. Top-down construction10. Partial excavation or island method1.1.1 Braced WallsExcavation proceeds step by step after placement of soldier piles or so called king posts around the excavation at about 2 to 3 m intervals. These may be steel H, I or WF sections. Rail sections and timber are also used. At each level horizontal waling beams and supporting elements (struts, anchors,nails) are constructed. Soldier piles are driven or monly placed in bored holes in urban areas, and timberlagging is placed between soldier piles during the excavation. Various details of placement of lagging are available, however(来自: 小龙文档网:基坑规范英文版), precast units, in-situ concrete or shotcrete may also be used as alternative to timber. Depending on ground conditions no lagging may be provided in relatively shallow pits.Historically braced walls are strut supported. They had been used extensively before the ground anchor technology was developed in 1970?s. Soils with some cohesion and without water table are usually suitable for this type of construction or dewatering is acpanied if required and allowed. Strut support is monly preferred in narrow excavations for pipe laying or similar works but also used in deep and large excavations (See Fig 1.1). Ground anchor support is increasingly used and preferred due to access for construction works and machinery. Waling beams may be used or anchors may be placed directly on soldierpiles without any beams.1.1.2 Sheet-piling or Sheet Pile WallsSheet pile is a thin steel section (7-30 mm thick)400-500 mm wide. It is manufactured in different lengths and shapes like U, Z and straight line sections (Fig. 1.2). There are interlocking watertight grooves at the sides, and they are driven into soil by hammering or vibrating. Their use is often restricted in urbanized areas due to environmental problems likenoise and vibrations. New generation hammers generate minimum vibration anddisturbance, and static pushing of sections have been recently possible. In soft ground several sections may be driven using a template. The end product is a watertight steel wall in soil. One side (inner) of wall is excavated step by step and support is given by struts or anchor. Waling beams (walers) are frequently used. They are usually constructed in water bearing soils.Steel sheet piles are the most mon but sometimes reinforced concrete precast sheet pile sections are preferred in soft soils if driving difficulties are not expected. Steel piles may also encounter driving difficulties in very dense, stiff soils or in soils with boulders. Jetting may be acpanied during the process to ease penetration. Steel sheet pile sections used in such difficult driving conditions are selected according to the driving resistance rather than the design moments in the project. Another frequently faced problem is the flaws in interlocking during driving which result in leakages under water table. Sheet pile walls are monly used for temporary purposes but permanent cases are also abundant. In temporary works sections are extracted after their service is over, and they are reused after maintenance. This process may not be suitable in dense urban environment.1.1.3 Pile WallsIn-situ pile retaining walls are very popular due to their availability and practicability. There are different types of pile walls (Fig. 1.3). In contiguous (intermittent) bored pile construction, spacing between the piles is greater篇三:基坑开挖换填施工方案英文版Sokoto Cement Factory Project of the 17 Bureau, Chinese Railway ConstructionCompanythConstruction Schemes for Foundation pit ExcavationAnd ReplacementComposed by:Editor:Chief editor:Fifth division of 17th Bureau of CRCC, manager department of theSokoto Cement Factory Project, Nigeria23th November 2104Contents1Introduction ......................................... ...................................................... ............................. 11.1 Basis for theposition ............................................. ............................................... 11.2 Principles for theposition ............................................. ........................................ 12.1Location ............................................. ...................................................... .................... 12.2 Geographicreport ............................................... ...................................................... ... 22.3 Ground water and undergroundwater. ............................................... ......................... 2 Construction techniques andmethods .............................................. ...................................... 23.1 Excavation of the foundationpit .................................................. ................................ 23.1.13.1.23.1.33.1.43.1.53.1.63.23.2.13.2.23.2.33.2.44 Gradient of the foundationpit .................................................. ......................... 3 The stability of the side slope ................................................ ............................ 3 The form ofexcavation ........................................... .......................................... 4Preparation for theexcavation ........................................... ................................ 5 Construction procedures ........................................... ......................................... 6Methods .............................................. ...................................................... ......... 6 Constructionmaterial ............................................. ........................................... 7Constructionpreparation .......................................... ......................................... 8Techniques and constructionalprocedure. ........................................... ............. 8Methods .............................................. ...................................................... ......... 9 3 Gravelreplacement .......................................... ...................................................... ...... 7 Organization of construction and logistic work ................................................. ................ 114.1 The managing system for construction organization. ........................................ ...... 114.2 Human resources for theconstruction ......................................... ............................ 114.3 Logisticwork ................................................. ...................................................... .... 124.4 Technicalguarantee ............................................ ..................................................... 124.5 Quality and techniques standard andregulation ........................................... ........... 124.5.14.5.24.5.34.5.44.64.6.14.6.24.6.34.74.8 Qualitystandard ............................................. ............................................... 12Quality monitoringorganization ......................................... .......................... 13 Raising awareness for the importance of quality and professional skills. .... 13 Establishing quality managementcode. ................................................ ........ 13 Safety regulations for mechanical construction ......................................... ... 14 Trafficregulations ......................................................................................... 15Safety regulations for fillingconstruction. ........................................ ............ 15 Safety techniquesmeasures ............................................. ........................................ 14Environment protectionmeasures ............................................. .............................. 16 Construction during the rainseason ............................................... ......................... 164.8.14.8.2 Collecting weatherdata ................................................. ................................ 16 Technical measures fordrainage ............................................. ...................... 164.9 Technical measures for sandstorm ................................................ .......................... 174.10 Contingencyplan ................................................. .................................................... 17Construction Schemes for Foundation pitExcavation And Replacement1 Introduction1.1 Basis for the position1.1.1 1.1.21.1.3 Drawings submitted by the Owner (GB50300-2001)。
Design and Implementation of the AMCC Self-TimedMicroprocessor in FPGAsSusana Ortega-Cisneros(Universidad de Guadalajara, CUCEI, Méxicosortecis@)Juan Jóse Raygoza-Panduro(Universidad de Guadalajara, CUCEI, Méxicojjraygoza@)Alberto de la Mora Gálvez(Universidad de Guadalajara, CUCEI, Méxicodivec@cucei.udg.mx)Abstract: The development of processors with full custom technology has some disadvantages, such as the time used to design the processors and the cost of the implementation. In this article we used the programmable circuits FPGA such as an option of low cost for the development and implementation of Self-Timed (ST) systems. In addition it describes the architecture and the modules that compose the Asynchronous Microprocessor of Centralized Control (AMCC), and reviews the results of the occupation in the implementation of the FPGA. The operation of this processor only requires of an external pulse to the input of the first asynchronous control block, and with this pulse the sequence of request-recognition of the control unit begins, that it activates the cycle search and it begins the process of execution of the instructions, without the need of having a clock feeding the system. Once concluded the program, the microprocessor stops and include inherently the stoppable clock feature; i.e., circuit is stopped if it is not required (minimal dynamic consumption). Until it is activated again by an external request signal.Keywords: FPGA, asynchronous microprocessor, self-timed, 4 phase protocol, Virtex II Categories: B.1.0, B.2.1, B.6.0, C.1.1, C.1.31 IntroductionImplementation of asynchronous digital circuits has been not consolidated yet; therefore, there are not commercial asynchronous tools of easy approaching that allow to develop this kind of design. Nowadays, the major achievements obtained in asynchronous microprocessors implementation have been developed in the ASIC level [Brunvand, 99], [Beerel, 02].Design and implementation of a ST processor in a FPGA is a relatively complex task, since it is necessary to group together several modules, which perform different tasks in a continuous operation sequence. These modules are to be ruled by local control blocks that activate each stage of the process.The ST processor, introduced in this article, is useful for general purpose. It is structured by asynchronous control blocks that govern the data flow through the Journal of Universal Computer Science, vol. 13, no. 3 (2007), 377-387submitted: 27/11/06, accepted: 19/2/07, appeared: 28/3/07 © J.UCS378Ortega-Cisnero S., Raygoza-Panduro J.J., de la Mors G.A.: Design ...whole system, based on a micropipeline structure, which generates activation pulses to the several modules of the processor, using the 4 phase protocol [Berkel, 96], [Furber, 96].In four-phase signalling only one type of transitions (typically rising) is used to signal events; the other, the falling, is used once the transaction is complete, to return wires to their initial state. The first two phases of the transaction are similar to the transition signalling protocol (i.e. request high – acknowledge high) but in this case they are followed by another two phases which restore the wires to their initial state (i.e. request low – acknowledge low) [Theodoropoulos, 95].2Implementation of the architectureThe AMCC ST processor has two main memories: one for storing programs and the other one for the data and results from processing. The data flow is ruled by asynchronous control units, connected through simple rails canals [Ortega, 05]. The core unit of the process performs the control of the data flow and of the memory directions towards the rest of the elements of the processor.The ST microprocessor developed in this work has 16 bits of word length, with RISC architecture and a Self-Timed Centralized Control Unit (STCC), also has the following characteristics:•Uniform format of instructions.•Small instruction group.• 6 direction modes.Instruction format: each instruction is divided into sections or fields, where each field is a group of bits that provide a part of the information required to determine the type of operation to be executed and the location of the data on which it will be executed.The instruction set avoids including micro-instructions that could seem attractive and of a big computing capacity, similar to high level sentences. The simplicity of the instruction set allows the control unit to be easily and quickly implemented in hardware.Because of their characteristics, all the instructions have the same length, this simplifies the design of the Self-Timed Centralized Control Unit (STCC) [Ortega, 05B]. The instructions included in the processor are of these types: data movements and transferring of register, displacements, arithmetical/logical instructions, control, jumps, and input/output instructions.Addressing modes used in this microprocessor are the following: direct, extended direct, implicit, addressing register, indirect register, and extended register. In the figure 1, you can see the overall diagram of the ST microprocessor, composed of the following main modules:•ST micropipeline module.•Asynchronous control unit.• 2 logical/arithmetical units.• Register bank. • Fetch cycle hardware. • Input/output ports. • Configuration register and overflow control register.ST micropipeline module: The ST micropipeline module is composed of (ACB) asynchronous control blocks. The micropipeline is connected in a ring, having an interruption of petition pulses controlled by the ST control unit [Ortega, 05B]. The configuration in ring allows to realize cycles repeated of requests and constant ideal recognitions for operations of recurrent calculating. Petition cycles are ruled by the ST control unit, the general reset and the external initialization of the main petitionline of the processor.379Ortega-Cisnero S., Raygoza-Panduro J.J., de la Mors G.A.: Design ...380Ortega-Cisnero S., Raygoza-Panduro J.J., de la Mors G.A.: Design ...Figure 1: ST microprocessor architectureAsynchronous control unit: The ST control unit is composed by an instruction decoder block, pass logic units and controlling of the petition and identification pulses to the processor modules (gathering/distributing elements).Arithmetical logical units: The processor has two arithmetical logical units; a) ALU 1, which executes 14 instructions of data transferring, of rotation-displacement, arithmetical and logical, which are executed in a direct way by the processor instruction group; b) ALU 2 that executes 6 instructions related to registers, data transferring, and comparing. Both logical units have 16 bits of word length. There is only one accumulator for both units; this allows the access of data from the output port in a direct way [Ortega, 05B].Register bank: It is composed of 8 registers of 16 bits with direct access to the ALU 2, which are identified with the letters C, L, N, M. The L and N registers are for general purposes, here data or directions may be stored. The C register is for overflow configuration. The M register stores the quantity of cycles and indicates when an indefinite cycle shows up during the program processing. The X and Y registers have 16 bits and a direct access to the ALU 1 for logical and arithmetical operations.Fetch cycle hardware: The fetch cycle is composed of the following blocks:•Program counter (PC).•Memory addressing register (MAR).•General purpose registers (GPR).•ROM and RAM memory block.•Operation Register (OPR).•Logic of the fetch cycle control.Input/output ports: Processor has two ports with 16 bits; one as an input and the second one as an output. The output port has a direct connection to the accumulator, so writing is a transferring of data between registers (accumulator to output port). The input port is a register that has a direct connection to the ALU 1.This configuration simplifies the execution of logical and arithmetical operations on the data coming from both ports.Setting and overflow control registers are designed to avoid that undefined calculation cycles showing up. Both circuits are complementary: the register configures the system of reset general or initiation of the system and the circuit of overflow executes the order [Ortega, 05B].3ST Micropipeline in a ringThe ST micropipeline implemented in this processor has a ring configuration, its performance is determined by the number of asynchronous control blocks forming it. Specially, a ST with a ring is used in this work for development the fetch cycle. The STCC are based on these kinds of circuits.In the figure 2 the occupation is observed depending on the variation of macros of the ST micropipeline in ring used in this work. The occupation has the followingcharacteristics: 33 ACBs, 32 delays and the feedback of the ST micropipeline in ring has one delay, which allows fitting the pulse of activation adequately.If the amount of macros corresponding to each delay is changed as it is observed in the graph of the figure 2 (2 to 77), an increase in the number of slices from 13 to 50% of the total of these in a FPGA Virtex II, staying the total equivalent gates and that of LUTs. For what one concludes that to more number of macros there is aconsiderable increase in area.O c c u p a t i onFigure 2: Occupation of the resources of the FPGA depending on the delay 4 Asynchronous control unitThe asynchronous control unit is formed of several combinational logical modules corresponding to each instruction and the circuits for the distribution of the activation signals. The control unit regulates data transferring and empowers the different elements of the processor in a sequential way each time that an instruction is executed in the microprocessor. The operation starts with a search cycle and continues with the execution of the instruction.The configuration of the unit of ST control is organized in such a way that with a pulse of request the asynchronous logic of control is activated, it convert a signal and establishes the sequence of activation of the components based on the instructions of the main program of the processor.The components are enabled in different periods and are activated sequentially, the control has an arrangement in matrix form which is in charge to send the pulses that activate to the components that form a part of the microinstruction, see figure 3. 381Ortega-Cisnero S., Raygoza-Panduro J.J., de la Mors G.A.: Design ...The “xi” activations coming from ST micropipeline are arranged in matrix, they activate an ‘AND-OR’ plane in the asynchronous control unit, which determines the sequence and enable periods of the processor elements.To realize an instruction several signals of activation (xi) are needed, these are connected to the OR plane and this one produces a signal that activates to the ANDplane in combination with control signals, as it is observed in the figure 3.Figure 3: Flow of the asynchronous control unitA delay is implemented with one macro, every macro occupies a slice. The figure 4 shows the resources used in the asynchronous unit of control with different numbers of macros, the unit of control with bigger delays increases the use of the slices and these are independent from the occupation of other components of the unit of control. The modification of the delays was realized to observe the behavior of the signal of control of the processor and to verify the stability of the signals with different delays.382Ortega-Cisnero S., Raygoza-Panduro J.J., de la Mors G.A.: Design ...010203040506070Macros per delayFigure 4: Occupation in terms of macros for asynchronous control5 Results of the interconnection during implementationTaking into account the distribution of the post-layout interconnection lines, resulting from the implementation to ST microprocessor with 2 macros per delay, the distribution of the lines is as follow:• 98.9% of the lines have a fan-out less than 40. • 0.9% of the lines have a fan-out between 40 and 80. • One line (reset) has a fan-out equal to 160.Results obtained from post-layout implementation of the fan-out distribution for ST processor are displayed in the figure 5. Reset line shows the maximum delay, 10 ns. 11 lines have delays between 2 and 4 ns, and the rest of lines show delays between 0 and 6 ns.Nets quantity in terms of delay in the ST microprocessor showed the distribution of the figure 6. Among 1120 nets, 63.5% of them have a delay less than 1 ns, 36% have a delay between 1 and 5 ns. Finally, only 2 nets showed delays of 6 and 10 ns respectively.Distribution of fan-out in ST microprocessor, with several macros per delay, shows a similar behaviour [Ortega, 05B]. Proving this way that connectivity is maintained independently of the increase of macro per delay in the ST micropipeline of the control unit.383Ortega-Cisnero S., Raygoza-Panduro J.J., de la Mors G.A.: Design ...Figure 5: Fan-out in terms of delay for ST microprocessorDelay (ns)Figure 6: Quantity of nets in terms of delay384Ortega-Cisnero S., Raygoza-Panduro J.J., de la Mors G.A.: Design ...6 Occupation of the resources in the FPGAIn order to implement Self-Timed circuits, it is important to take into account the resources of the FPGAs. In a ST circuit, data transferring control uses a big quantity of logical ports, contributing to the increase of final occupation. In the graph of the figure 7, there is an example of the above mentioned, where the occupation resources in the FPGA are showed for the ST microprocessor with different quantity of macros used for implementation of delay [Ortega, 05].We can see that increase of slices is proportional to macros increase. We have to point out that, registers and LUTs remain constant, so the increase of the resources is mainly attributed to the macros increase. The percentage of occupation of the microprocessor with 2 macros is 18% of slices, compared to the 77 macros processor; i.e. the last one is more or less 5 times bigger than ST microprocessor with 2 macros per delay.In the figure 8, we can see the distribution of the resources used by the different modules which form the ST microprocessor. As we can see, memory module has the highest level of occupation, with 6.5% of (TEG) Total Equivalent Gate count for design available in FPGA. Arithmetical blocks are the 2 modules with higher occupation, 0.29% for ALU 1 and 0.14% for ALU 2. ST control module is the fourth biggest one, with an occupation of 0.11% of the TEG in the FPGA. These results correspond to microprocessor with 2 macros per delay.Figure 7: Occupation in terms of macros per delay for ST microprocessor385Ortega-Cisnero S., Raygoza-Panduro J.J., de la Mors G.A.: Design ...OccupationFigure 8: Occupation of the components of the ST microprocessor with 2 macros perdelay7ConclusionsIn this article, we have introduced the results of implementation of ST AMCC processor, from these results we can conclude as follow: Implementation of ST control circuits or blocks in Xilinx FPGA devices shows that these circuits or blocks can be used to make a quick prototype.Implementing delaying macros in the FPGA editor, we can obtain a determined fixed delay to make equal processing times to computing blocks and to establish a correct synchronization of the data flow in the microprocessor control. The ST microprocessor developed in this work shows an execution of 9.6 MIPS, for detail of estimate the microprocessors execution [Ortega, 05B] And include inherently the stoppable clock feature; i.e., circuit is stopped if it is not required (minimal dynamic consumption).AcknowledgementsTo the University of Guadalajara by the economic support that offered for to present this work.386Ortega-Cisnero S., Raygoza-Panduro J.J., de la Mors G.A.: Design ...References[Beerel, 02] Beerel P.A., “Asynchronous circuits: An Increasingly Practical Design Solution”, Proceedings of the International Symposium on Quality Electronic Design (ISQED’02) 0-7695-1561-4/02 IEEE 2002.[Berkel, 96] Berkel K. V. and Bink. A., “Single-track handshaking signaling with application to micropipelines and handshake circuits”, In Proc. International Symposium on Advanced Research in Asynchronous Circuits and Systems, pages 122-133. IEEE Computer Society Press, March 1996.[Brunvand, 99] Brunvand E., Nowick S., Yun K., “Practical advances in asynchronous design and in asynchronous/synchronous interfaces”, Proc. 36th Design Automation Conference, pp. 104-109, 21-25 June 1999.[Furber, 96] Furber B. and Liu J., “Dynamic logic in four-phase micropipelines”, Advanced Research in Asynchronous Circuits and Systems, 1996. Proceedings, Second International Symposium on , pp. 11 – 16, 18-21 March 1996.[Ortega, 05] Ortega S., Raygoza J.J., Boemo E., “Diseño e implementación en FPGAs de elementos de control pipeline con protocolo de sincronización Self-Timed”, V Jornadas de Computación Reconfigurable y Aplicaciones (JCRA’2005), ISBN:84-9732-439-0, pp: 375-380, Granada, España, Septiembre 2005.[Ortega, 05B] Ortega S. “Diseño de Circuitos con Protocolos de Sincronización ST en Dispositivos Programables FPGAs”, Tesis presentada en la EPS de la U A M, Noviembre 2005.[Theodoropoulos, 95] Theodoropoulos G., “Strategies for the modelling and simulation of asynchronous computer architectures”, Thesis submitted to the University of Manchester for the degree of PHD, Faculty of Science and Engineering, 1995. 387Ortega-Cisnero S., Raygoza-Panduro J.J., de la Mors G.A.: Design ...。