拉矫机破鳞原理的研究修订稿
- 格式:docx
- 大小:43.91 KB
- 文档页数:7

分析不同应力状态下带钢的破鳞机理
带钢是一种重要的金属材料,在生产和应用过程中通常需要承受不同应力状态的作用。
其中,破鳞现象是一种常见的表面缺陷,会影响带钢的性能和外观质量。
因此,研究不同
应力状态下带钢的破鳞机理对于提高带钢的使用性能和生产效率具有重要意义。
在带钢的生产和加工过程中,常见的应力状态包括拉伸应力、压缩应力、弯曲应力等。
这些应力状态都会影响带钢表面的形貌和结构,从而产生破鳞缺陷。
拉伸应力状态下,带钢表面容易出现较长的纵向破鳞缺陷。
这是因为拉伸应力会引起
带钢表面的拉伸变形,从而使表面晶粒沿着纵向滑移,产生裂纹。
同时,拉伸应力还会使
带钢表面的硬度增加,使得裂纹扩展更加容易。
总体来说,不同应力状态下带钢的破鳞机理存在差异。
在生产和应用中需要根据实际
情况选择合适的材料和加工方法,以尽可能减少破鳞现象的发生,提高带钢的质量和使用
寿命。

拉矫机原理的分析与应用邹荣吴毛里(新钢自动化部)【摘要】系统分析酸洗线破鳞拉矫机的结构及特点,介绍破鳞拉矫机的工作原理及在酸洗生产线中的作用和使用情况,同时就拉矫机在破鳞方面的发展提出建议。
【关键词】拉矫机破鳞原理带钢Analysis and Application on The Scaling LevellerAbstract:The structure and characteristics of descaling and tension leveller for pickling line were analyzed systematically, the working principle of descaling and withdrawal straightening machine and its function and application on the pickling line were introduced,furthemore,the application tendency of the tension leveller to descaling process was described.Key Words:scaling leveller descaling strip1. 引言拉伸弯曲矫直技术广泛应用于冷轧板带生产中,它将传统辊式矫直技术和拉伸矫直技术合成一体,具有破鳞﹑拉伸﹑弯曲﹑矫直的作用。
酸洗工艺上的拉矫机,一方面可以起到机械破鳞的作用从而提高酸洗效率;另一方面,拉矫机可以改善热轧原料板型,提高成品板型质量,降低带钢在运行中发生跑偏,并大大减少因板型不好对带钢造成的损害。
因此,拉矫机作为热轧与冷轧之间承前启后的设备,对酸洗带钢表面的质量和板型质量都起到了举足轻重的作用。
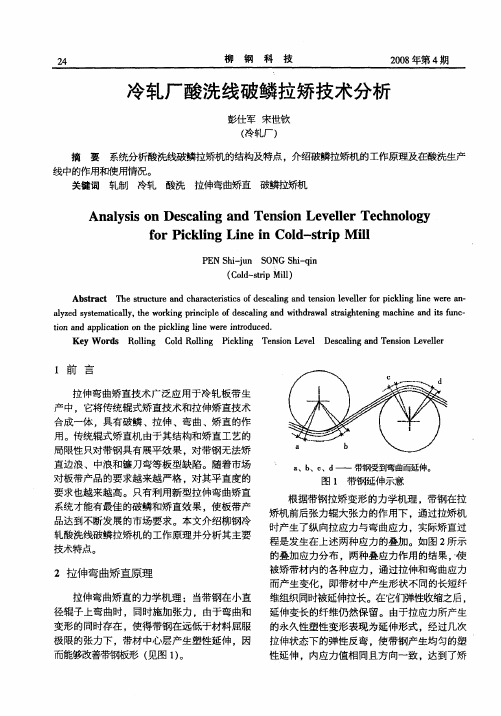
2. 拉矫机破鳞工作原理利用铁基体与氧化铁皮覆层材料性能的巨大差异,采用机械方法反复弯曲,基体材料受力后产生一定的弹塑性变形,表面氧化铁皮则由于不具有塑性且破坏强度较低,同时与铁基体附着力差,这样当氧化铁皮不能适应金属形状变化而引起的内应力大于其破坏强度时,它便要破裂。
拉矫机破鳞原理的研究王建国李同庆摘要分析总结了拉矫机破鳞理论,研究了拉矫机工艺参数与破鳞效果之间的关系,提出了酸洗拉矫机工艺参数优化的准则,同时就拉矫在破鳞方面的发展提出建议。
关键词拉矫机破鳞原理带钢RESEARCHONTHEDESCALINGFUNCTIONOFTENSIONLEVELLER.1前近22.1压应力作用下的破坏形式考虑一个性质均一的氧化铁皮在外载迅速作用下的破坏形式,此时可忽略蠕变的作用,而这时氧化铁皮在外力作用下的失效形式通常为形成贯穿氧化物的裂纹(源于原本存在的微裂纹)。
对于受侧向压缩作用的氧化物,其破坏取决于沿氧化物与金属界面方向或平行于此方向裂纹的增长。
EVANS 的研究结果表明,氧化物受压时的剥落可通过两个过程产生,通过哪一过程则取决于氧化铁皮自身强度及其与基体界面结合强度之间的关系。
当界面牢固而氧化铁皮脆弱时为图1中的路径1,反之当氧化铁皮与基体界面的结合强度相对较小时,剥落通过路径2产生。
图1压应力作用下的破坏形式2.2拉应力作用下的破坏形式氧化物在受到拉应力作用时,由于应力只能通过金属基体传给氧化铁皮,因此如果基体自身的应变已超过屈服应变,此时氧化铁皮将不能被施加更大的应力,当金属基体的应变继续增加时,氧化物将变成一个个“孤岛”,但其并不剥落,如图2所示。
图2拉应力作用下的破坏形式3拉矫机工艺参数对破鳞的影响与控制3.13.2文献[2]带钢板形共同3.3带钢同一延伸率的获得既可在大张力小弯曲下实现,亦可在小张力大弯曲下实现,但究竟哪种工艺对破鳞更有利,这里面牵涉的问题便是拉伸以及弯曲作用对带钢破鳞效果的影响。
一般说来,是否有利于氧化铁皮的破碎以及氧化铁皮的破碎程度是衡量破鳞效果好坏的唯一标准。
基于这一观点,可以认为带钢弯曲程度增加对破鳞效果的改善作用要优于拉伸作用的增加:1)由于氧化铁皮处于经常受压应力状态下,因此增加压缩作用要比增加拉伸作用更有利于氧化铁皮的破碎;2)压缩作用导致氧化铁皮结构疏松直至破碎,而氧化铁皮硬度的下降直接导致其与铁基体附着力的下降从而更有利于破鳞,拉伸作用对其硬度的改善作用不明显;3)氧化铁皮尽管有时以块状脱落,但在其与铁基体结合的最里层却基本以粉粒状存在,此时压缩作用更有利于其自身的脱落。

拉矫机工作原理
拉矫机是一种用于金属板材加工的设备,主要用于对金属板材进行拉伸、矫直
和切割。
其工作原理主要包括机械结构、液压系统和控制系统三个方面。
首先,我们来看一下拉矫机的机械结构。
拉矫机通常由上料装置、矫直装置、
切割装置、送料装置和控制系统等部分组成。
在工作时,金属板材首先通过上料装置送入拉矫机,然后经过矫直装置进行矫直处理,接着进入切割装置进行切割,最后通过送料装置将加工好的板材送出。
整个过程中,机械结构起着承载和传动的作用,保证了拉矫机的稳定运行。
其次,液压系统是拉矫机工作的关键部分。
液压系统通过液压站提供动力,控
制缸和液压缸的运动,实现对金属板材的拉伸和矫直。
在拉矫机工作时,液压系统能够根据加工要求,调节液压缸的压力和速度,确保金属板材在加工过程中能够得到适当的拉伸和矫直,从而保证加工质量。
最后,控制系统是拉矫机的智能大脑。
控制系统通过传感器对金属板材的尺寸、形状和位置进行实时监测,然后根据设定的加工参数,控制液压系统和机械结构的运动,实现对金属板材的精准加工。
同时,控制系统还能够对拉矫机的运行状态进行监控和故障诊断,确保设备的安全稳定运行。
总的来说,拉矫机的工作原理是通过机械结构、液压系统和控制系统的协同作用,对金属板材进行拉伸、矫直和切割。
机械结构提供了稳定的支撑和传动,液压系统提供了动力和控制,而控制系统则实现了对加工过程的智能监控和调节。
这些部分共同构成了拉矫机的工作原理,保证了金属板材加工过程中的高效、精准和稳定。
譬;塑,:堡凰.拉矫破鳞机在冷轧厂的应用吴毛里(新余钢铁集团公司,江西新余338001)睛要】介绍拉矫玻鳞机的结构和特点以及|毒盂矫破鳞机.的工作原理及在冷轧厂的应用。
鹾罐词】冷轧;拉矫破鳞机;应用1概述拉矫破鳞扪作为冷轧酸洗的前1萱工序,具有十分重要的作用:不仅可以对板型中存在的边浪、中浪、拱形等有矫正效果,而且通过拉力在板材延展性的作用下,使带钢表面氧化铁皮产生裂缝并脱落,有利于下一道工序中酸液的浸入,提高酸洗的效果。
相对于单一的辊式矫直机,经过拉矫破鳞机叟哩的带钢板型和表面外观质量将得到更好改善,满足冷轧生产中对带钢平直度,表面光洁度的要求。
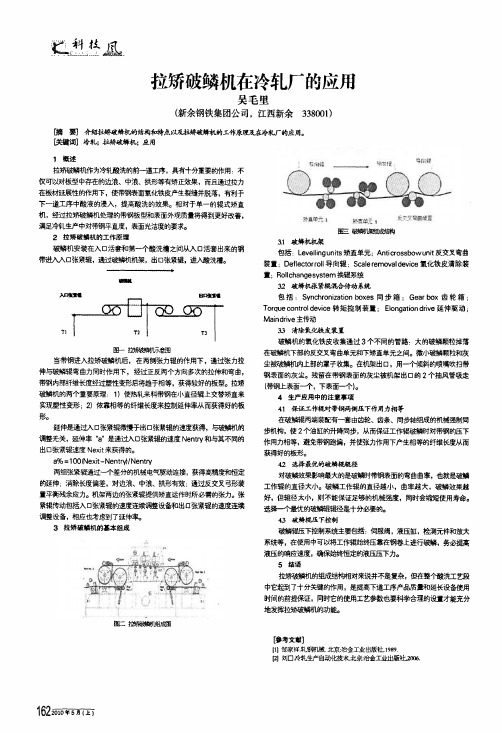
2拉矫破鳞机的工作原理破鳞机安装在入口活套和第一个酸洗槽之间从入口活套出来的钢带进^^口张紧辊,通过破鳞机枷架,出口张紧辊,进入酸洗槽。
—舅■^口奠曩曩出口薯铺图一拉矫踱瞵阢谰当带钢进入拉矫破鳞机后,在两侧张力辊的作用下,通过张力拉伸与破鳞辊弯曲力同时作用下,经过正反两个方向多次的拉伸和弯曲,带钢内部纤维长度经过塑性变形后将趋于相等,获得较好的板型。
拉矫破鳞胡的两个重要原理:1)使热轧来料带钢在小直径辊上交替矫直来实现塑性变形:2)依靠相等的纤维长度来控制延伸率从而获得好的板形。
延伸是通过入口张紧辊徼慢于出口张紧辊的速度获得,与破鳞初的调整无关,延伸率‘.a”是通过入口张紧辊的速度N e nt ry和与其不同的出口张紧辊速度Nexi t来获得的。
a%=100{N e xi t-N e nt M/N e nt ry两组张紧辊通过—个差分的机械电气驱动连接,获得高精度和恒定的延伸;消除长度偏差,对边浪、中浪、拱形有效:通过反交叉弓形装置平衡残余应力。
机架两边的张紧辊提供矫直运作时所必需的张力。
张紧辊传动包括A,o张紧辊的速度连续调整设备和出口张紧辊的速度连续调整设备,相应也考虑到了延伸率。
3拉矫破鳞机的基本组成162面谇丽图三破鳞机架组成结构3.1破|鳞钡机架包括:Leve l l i nguni t s矫直单元:A nt i cr oss bow uni t反交叉弯曲装置:D ef l ect o r r ol l导向辊:Sca l e r em oval devi c e氧化铁皮清除装置:R ol l change s ys t e m换辊系统勉破鳞机张紧辊混台啭动系统包括:S ync hr oni z at|on boxes同步箱;G ear box齿轮箱;Tor que cont r o l devi ce转矩控制装置;El ongat i on dr i ve延伸驱动;M a i ndr i ve主传动33清除氧{艺枣波装置破鳞机的氧化铁皮收集通过3个不同的管路:大的破鳞颗粒掉落在破鳞机下部的反交叉弯曲单元和下矫直单元之间。
拉矫机原理的分析与应用拉矫机是一种用于对金属板材进行矫正和拉伸的专用设备。
其原理主要是通过辊轮系统对金属板材施加力,使其产生塑性变形,从而达到矫正和拉伸的效果。
下面将对拉矫机的原理进行详细分析,并讨论其在实际应用中的具体应用场景。
拉矫机的工作原理主要包括以下几个方面:1.辊轮系统:拉矫机通常由一组辊轮组成,其中的辊轮可以自由旋转。
辊轮之间的间距可以调整,以适应不同的金属板材厚度。
2.上下弯曲辊轮:拉矫机的辊轮通常采用一种特殊的形状,即上下弯曲。
这种设计可以使金属板材在通过辊轮时发生变形,从而实现矫正和拉伸的效果。
3.强制压下:拉矫机的辊轮可以通过液压系统或气动系统施加强制压力,以增加金属板材的变形量。
这样可以加快矫正和拉伸的速度。
4.回弹控制:拉矫机通常还配备了回弹控制装置,用于控制金属板材在经过辊轮后的回弹情况,从而使金属板材的变形保持在需求范围内。
拉矫机的主要应用场景有:1.汽车制造业:拉矫机可以用于汽车制造业中的车身板金加工过程中,对车身板金进行矫正和拉伸,以满足汽车制造的质量要求。
2.建筑业:拉矫机可用于建筑业中的钢结构加工过程中,对钢板进行矫正和拉伸,以确保钢结构的稳定性和强度。
3.电子设备制造业:在电子设备制造业中,拉矫机可用于对金属板材或金属膜进行矫正和拉伸,以满足对电子元件平整度和导电性的要求。
4.航空航天业:在航空航天业中,拉矫机可用于对飞机蒙皮板进行矫正和拉伸,以提高飞机蒙皮板的强度和整体质量。
5.金属加工行业:在金属加工行业中,拉矫机可用于对各种金属板材进行矫正和拉伸,以满足不同需求的工件加工要求。
总的来说,拉矫机通过对金属板材施加力,使其产生塑性变形,从而实现矫正和拉伸的效果。
它可以广泛应用于汽车制造、建筑业、电子设备制造、航空航天等多个领域,为各行业的生产加工提供了重要的技术支持。
精心整理【关键词】拉拉伸弯曲矫直机张力延伸率1前言拉伸弯曲矫直机组(简称“拉矫机”)是为适应带材高要求的平直度需要发展起来的一种新型 2 2.1 2.2 2.3 种变形原理,带张力的带钢至少要通过两个弯曲辊,进行整个板面均匀的延伸,再经过一个矫直辊,对残余应力进行重新分布均衡。
为了适应不同厚度带钢的矫直需要,要设置两组弯曲-矫直辊。
3拉矫机的结构拉矫机由张力辊组与拉伸弯曲机座组成,据不同的工艺要求和现场条件,这两组有多种形式。
3.1拉伸弯曲机座拉弯矫直机座使带材产生拉伸弯曲变形,由弯曲辊单元与矫直辊单元组成,弯曲辊由两个或多个小直径的弯曲辊,它使带材在张力作用下,经过剧烈的反复弯曲变形,导致带材产生塑性延伸,以达到工艺要求的延伸率。
弯曲辊机座的结构,要据工艺要求进行合理确定结构形式,工艺设备结构满足工艺要求使用性能,应用方便合理,设备制造工艺能达到设备要求性能。
3.1.1弯曲辊单元弯曲辊的作用:弯曲辊用做产生弯曲应力并在拉伸应力的联合作用下产生弹塑性延伸,实现为消除带的。
,对。
实现工艺性能,达到功能实现保证质量需要。
弯曲辊机座的自动倾斜控制,整个机座可倾斜±10°。
以此改变带钢的出口角度,实现拉伸量调节并消除横向弯曲。
出口顺导辊顺导辊直径大约为Φ200mm弯曲辊工艺技术参数弯曲辊直径:弯曲辊直径,与带材厚度及带材的屈伏限有关,采用小直径弯曲辊时,不仅矫正效果好,而且还能相应的减小带材单位张力。
但辊子直径过小,将使辊子转速增加,辊子磨损加大而降低使用寿命;相应的刚性减小,降低矫正质量,应有提高刚性的措施。
资料表明:a型式弯曲辊推荐弯曲辊最小直径为30mm,带材厚度增加时辊子直径相应增加。
浮动辊形式多用于矫正极薄的高强度带材,因带材的弯曲半径和辊子半径相近,减小辊子直径对矫正质量影响很大,其直径最小可达6~20mm,带材越薄,材料屈服极限越高,则辊径应该越小。
屈服极限对弯曲辊直径选择的影响:材料屈服极限越高,则辊径应越小。
拉矫机破鳞原理的研究 WEIHUA system office room 【WEIHUA 16H-WEIHUA WEIHUA8Q8-拉矫机破鳞原理的研究王建国李同庆摘要分析总结了拉矫机破鳞理论,研究了拉矫机工艺参数与破鳞效果之间的关系,提出了酸洗拉矫机工艺参数优化的准则,同时就拉矫在破鳞方面的发展提出建议。
关键词拉矫机破鳞原理带钢RESEARCH ON THE DESCALING FUNCTION OF TENSIONLEVELLERWang Jianguo Baotou Institute of Iron & Steel? Li Tongqing University of Science & Technology Beijing Abstract The descaling theory of tension leveller was analyzed,and the connection between the descaling result and the varyings of technological parameter of the equipment was approached.The rule to optimize the function of tension leveller was given,furthermore,the application tendency of the tension leveller to descaling process was described.Key Words Tension Leveller,Descaling,Strip1 前言随着经济发展及技术的进步,国内外市场对冷轧薄板质量的要求越来越高,因此如何在各工序采取措施来提高其质量便成为冷轧厂的当务之急。
酸洗拉伸弯曲矫直机作为热轧、冷轧之间承前启后的一台设备,在除鳞的高速、高效化以及对板形的改善方面起到了举足轻重的作用,特别是对近年发展起来的酸洗—冷轧联机技术的实现,更成为一种决定性的因素。
以往人们研究的重点集中于其对板形质量的改善,这一点已取得了明显的效果,但如今已逐步感受到充分发挥拉矫机破鳞功能对于提高带材表面质量进而提升带钢总体质量水平以及生产顺行的重大意义。
生产实践也表明,近年来随着板形质量水平的逐渐提高,带材表面质量问题日益凸显。
如何使酸洗拉矫机在实际应用中更好的兼顾改善板形与破鳞的双重功能,这实际上是一个拉矫机工艺性能的优化问题,这一问题的解决亦有赖于拉矫机破鳞理论的研究。
2 氧化铁皮的破坏形式[1]2.1压应力作用下的破坏形式考虑一个性质均一的氧化铁皮在外载迅速作用下的破坏形式,此时可忽略蠕变的作用,而这时氧化铁皮在外力作用下的失效形式通常为形成贯穿氧化物的裂纹(源于原本存在的微裂纹)。
对于受侧向压缩作用的氧化物,其破坏取决于沿氧化物与金属界面方向或平行于此方向裂纹的增长。
EVANS的研究结果表明,氧化物受压时的剥落可通过两个过程产生,通过哪一过程则取决于氧化铁皮自身强度及其与基体界面结合强度之间的关系。
当界面牢固而氧化铁皮脆弱时为图1中的路径1,反之当氧化铁皮与基体界面的结合强度相对较小时,剥落通过路径2产生。
图1压应力作用下的破坏形式2.2拉应力作用下的破坏形式氧化物在受到拉应力作用时,由于应力只能通过金属基体传给氧化铁皮,因此如果基体自身的应变已超过屈服应变,此时氧化铁皮将不能被施加更大的应力,当金属基体的应变继续增加时,氧化物将变成一个个“孤岛”,但其并不剥落,如图2所示。
图2拉应力作用下的破坏形式3拉矫机工艺参数对破鳞的影响与控制3.1拉矫机破鳞工作机理利用铁基体与氧化铁皮覆层材料性能的巨大差异,采用机械方法反复弯曲,基体材料受力后产生一定的弹塑性变形,表面氧化铁皮则由于不具有塑性且破坏强度较低,同时与铁基体附着力差,这样当氧化铁皮不能适应金属形状变化而引起的内应力大于其破坏强度时,它便要破裂。
带材在经过弯曲辊时上下表面处于不同的应力状态,最终产生不同形式的氧化铁皮剥落,这就是拉矫机破鳞的原理所在。
较典型的拉矫机如宝钢的酸洗拉矫机的工艺示意见图3。
图3宝钢酸洗拉矫机工艺简图3.2延伸率的影响用拉矫机进行机械除鳞处理时,若使带钢产生一定的延伸率,则对以后的酸洗效果有很大影响。
因为带钢酸洗速度的快慢直接取决于带钢表面氧化铁皮的破碎程度,而一般随延伸率的增大,带钢表面的氧化铁皮破碎程度会增加,因此破鳞效果也就越好,除鳞速度也越高。
但这一趋势却不是一直有效的,尽管对饱和点的位置还有不同看法,但形成共识的却是酸洗速度将随着延伸率的提高到某一值时趋于饱和,即超过这一点后破鳞效果将不再随延伸率的增大而再有明显的改善。
文献[2]提出除鳞速度的上升,当延伸率达到约1%时出现了大致饱和的倾向。
另一方面,带钢板形矫直的效果在延伸率约为%时差不多就矫平了,可以认为实际操作中延伸率达到1%时效果最佳。
虽对于达饱和点的延伸率文献[3]的研究结果认为在2%左右,但不管饱和点的位置有何差异,共同说明的一个问题却是盲目的增大设定延伸率对改善预除鳞的效果是没有多大帮助的。
这一点在理论上的解释是延伸率的增大会对铁基体上氧化铁皮的裂缝程度产生影响,但它却对改变氧化铁皮的致密度及其与基体的附着力无多大帮助,见图2。
3.3拉伸和弯曲对破鳞效果的影响带钢同一延伸率的获得既可在大张力小弯曲下实现,亦可在小张力大弯曲下实现,但究竟哪种工艺对破鳞更有利,这里面牵涉的问题便是拉伸以及弯曲作用对带钢破鳞效果的影响。
一般说来,是否有利于氧化铁皮的破碎以及氧化铁皮的破碎程度是衡量破鳞效果好坏的唯一标准。
基于这一观点,可以认为带钢弯曲程度增加对破鳞效果的改善作用要优于拉伸作用的增加:1)由于氧化铁皮处于经常受压应力状态下,因此增加压缩作用要比增加拉伸作用更有利于氧化铁皮的破碎;2)压缩作用导致氧化铁皮结构疏松直至破碎,而氧化铁皮硬度的下降直接导致其与铁基体附着力的下降从而更有利于破鳞,拉伸作用对其硬度的改善作用不明显;3)氧化铁皮尽管有时以块状脱落,但在其与铁基体结合的最里层却基本以粉粒状存在,此时压缩作用更有利于其自身的脱落。
工业用的破鳞机象除鳞器、矫直机、平整机、拉伸矫直机等,它们对带钢表面氧化铁皮的作用不同,如拉伸、弯曲、破碎、碾压等,这些设备使用于酸洗线上作用的侧重点有所不同。
当带钢通过拉伸弯曲矫直机的弯曲辊时,带钢两个表面变形情况不同,一个表面受到张力拉伸,氧化铁皮和它与铁基体的界面会产生裂纹,而与弯曲辊相接触的另一面将受到压缩力的作用,氧化铁皮会被挤碎成网状,有的不再附着于基体上,直至脱落。
由此可见,拉伸弯曲矫直机破鳞效果的取得主要依靠弯曲时的塑性镦粗作用,SMS所做的现场实验证明了这一点[4],其破鳞示意见图4。
图4破鳞示意图4酸洗拉矫机工艺优化准则结合拉矫机对板形影响的研究结果[5],我们可以得出酸洗拉矫机的理想工艺条件。
4.1延伸率的设定拉矫机工作状况的好坏不取决于设定延伸率的高低,如本文前面所述。
延伸率设定为1%时,实际破鳞效果已达最佳,而带钢矫平的延伸率还不到1%。
相反过大的延伸率反而会产生以下副作用:1)由于延伸率沿带钢横截面分布的不均以及带钢本身对延伸率差的敏感性,过大的延伸率不仅无助于破鳞效果的改善,反而会引起失衡的不均匀变形和局部瓢曲,使板形反趋恶化,同时带钢晶粒变得粗糙,表面出现滑移线;2)设定延伸率的升高将直接导致机组断带率的升高,这将对连续化大生产造成不利的影响,而这一点对于日益发展的酸洗—轧机联机操作来说更是致命威胁;3)给机组运行带来不必要的负担,造成传动系统负荷增加及能源浪费。
带钢最终所能获得的实际延伸率将受机组设备条件(如电机功率、弯曲辊径)所限,并不是设定值愈高,带钢就一定能获得更高的延伸率。
4.2弯曲程度及张力的关系理论分析表明,弯曲和张力的增大都将有利于带钢的延伸;考虑到酸洗拉矫机破鳞的特殊要求,张力一般不能太大(源于张力对塑性镦粗的遏制作用),张力的增大将容易引起带钢打滑而对设备安全构成威胁,因此酸洗拉矫机的理想工艺情况应该是小张力大弯曲。
但弯曲的增大也不能随心所欲,一方面要考虑对材料加工硬化的影响,另一方面受设备自身条件所限,弯曲辊辊径不可能做的太小。
辊子太细会带来磨损快、挠度大以及受轴承位置限制等问题,甚至有可能断辊,另外弯曲的增大也意味着能耗的增大。
因此设置工艺时应协调好压下深度和张力的关系,尽可能利用弯曲对带钢延伸的贡献,以求得能耗与工作效率之间的平衡。
5拉矫机破鳞应用展望限于化学法除鳞的固有缺点以及对酸洗—轧机联机设备故障适应能力差,人们越来越倾向于发展不用酸液的机械除鳞法,拉矫机作为机械除鳞的代表无疑会受到进一步的重视。
为充分发挥酸洗拉矫机的破鳞作用,可以就拉矫机的工艺及结构设计作更深入的研究。
从工艺角度来说,各种氧化铁皮与金属的附着力是不同的,FeO的破坏应力约为/mm2,Fe3O4的破坏应力约为4kg/mm2,Fe2O3的破坏应力约为1kg/mm2。
由此可见出现对酸洗拉矫机破鳞的最有利的情况应该是主要成分为FeO的氧化铁皮。
但我们在宝钢冷轧厂进行的大角度衍射分析表明,目前热轧来料氧化铁皮的主要成分是Fe3O4和Fe2O3,且Fe3O4占主要地位。
因此其构成是不利于酸洗拉矫机机械破鳞作用的,这是由于随着铁的缓慢冷却发生了FeO→Fe3O4+Fe的转变,因此适当降低卷取温度并加快冷却速度,以使冷却时间缩短,从而使FeO转变可以较早结束的工艺条件应该更有利于酸洗破鳞功能的成分发挥。
而针对酸洗拉矫机设备结构来说,为增强破鳞效果可以考虑增加弯曲辊或设计更细的工作辊,亦可根据情况的变化将工作辊压下装置改成横向可调结构以更好的适应来料的变化。
我们针对宝钢冷轧厂酸洗拉矫机所进行的小辊径工作辊破鳞效果实验取得了满意的效果,不仅使拉矫机拉伸电机及运行电机的负载分配更趋合理,同时也明显改善了拉矫机的破鳞能力,另外拉矫机延伸率控制系统的闭环也是其应用的发展方向。
作者单位:王建国包头钢铁学院,014010李同庆北京科技大学机械工程学院参考文献[1]H.E.Evans,Materials Science and Technology,1988-05:415~420 [2]岩藤秀一等,日本钢管技报,1988,(122):136~144[3]汤浅博康等,铁と钢,1988,(3):69~76[4]张世宏,宝钢2030冷轧机机械设备中关键技术的探讨,上海机电工业管理局,内部资料,1988-03[5]Li Tongqing etc,Research into Technology of Pickling Tension Leveler,Jouranl of Iron and Steel Research,4(1)来稿日期:1997-12-07。