激光焊_激光拼焊板技术
- 格式:ppt
- 大小:10.17 MB
- 文档页数:48
汽车轻量化的九大关键工艺!文章来源:材加网一、激光拼焊(TWB)及不扥厚度轧制板(VRB)1.激光拼焊技术激光拼焊是将不同厚度、不同材质、不同强度、不同冲压性能和不同表面处理状况的板坯拼焊在一起,再进行冲压成形的一种制造技术。
德国大众最早于1985年将激光拼焊用于汽车。
北美于1993年也大量应用激光拼焊技术。
目前,几乎所有的著名汽车制造商都采用了激光拼焊技术。
采用拼焊板制造的结构件有身侧框架、车门内板、风挡玻璃框架/前风挡框、轮罩板、地板、中间支柱(B柱)等(见图1)。
最新统计表明,最新型的钢制车身结构中,50%采用了拼焊板制造。
图1 激光拼焊技术在车身上的应用实例激光拼焊技术在20世纪90年代末引入中国,一汽、上汽、长城、奇瑞、吉利等汽车公司在前纵梁、门内板和B柱加强板等都有应用。
宝钢已有23条激光拼焊生产线,年产2 200多万片板坯,占我国市场份额的70%以上,是世界第三、亚洲第一大激光拼焊板生产公司。
鞍钢也在与蒂森克虏伯合作,在长春等地建立激光焊接加工生产线。
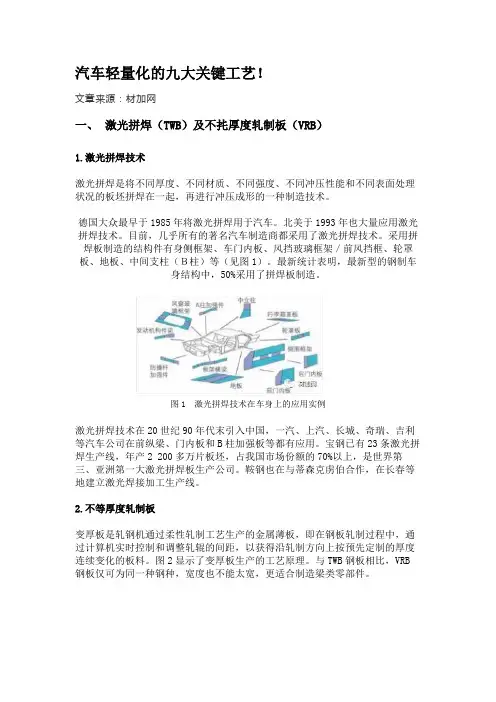
2.不等厚度轧制板变厚板是轧钢机通过柔性轧制工艺生产的金属薄板,即在钢板轧制过程中,通过计算机实时控制和调整轧辊的间距,以获得沿轧制方向上按预先定制的厚度连续变化的板料。
图2显示了变厚板生产的工艺原理。
与TWB钢板相比,VRB 钢板仅可为同一种钢种,宽度也不能太宽,更适合制造梁类零部件。
图2 不等厚度轧制板生产原理德国Mubea公司有两条变厚板生产线,年产7万t。
板厚为0.7~3.5m m,原始板料的最高强度为800MP a级别。
目前,欧洲70余个车型使用变厚板或者变厚管产品。
奔驰C级车中通道加强板、前地板纵梁、后保险杠、后地板横梁等11个零件使用了VRB钢板。
我国宝钢和东北大学均开展了VRB钢板的研发和生产工作,目前具备了小批量供货的能力。
借助于强大的材料开发能力,宝钢形成了VRB零件的设计、材料开发、成形过程模拟、模具设计和产品质量评估的能力,并已试制成功前纵梁、仪表板支架、顶盖横梁等零件,同时也轧制成功了1 500MPa级别的非镀层和铝硅镀层的热冲压成形钢板,成功试制了热冲压成形VRB中通道零件。
书山有路勤为径;学海无涯苦作舟
拼焊板材焊接技术
需要在成形之前将两块或更多块板材焊接在一起,焊接方式和焊
接性能的好坏直接影响着拼焊板的成形性能。
这里选用几种不同的焊接方法:CO2 激光焊、YAG 激光焊和钨极氩弧焊(TIG焊),以及国外经常采用的是滚压焊和激光焊来进行一下简单的比较。
滚压电阻焊
滚压电阻是属于电阻焊的一种,也就是电阻焊的缝焊。
金属材料滚
压电阻焊的焊接性受到材料本身物理、力学性能的影响。
材料的导电、导
热性越好,焊接区所需的热量越多,焊接区的加热越困难;材料的高温、
常温强度是决定焊接区金属塑性变形程度与飞溅倾向大小的重要因素之一;还有材料的线膨胀系数、对热的敏感性、材料的熔点等都对其焊接性有影响。
滚压电阻焊亦有缺憾,滚压电阻焊产生的缺陷包括内部缺陷和外
部缺陷。
内部缺陷有:未熔合、缩孔、裂纹、结合线伸入、内部喷溅、过
烧与晶间腐蚀等。
外部缺陷有:过深压痕、烧伤、烧穿、边缘胀裂和外部
喷溅、翘离等。
钨极氩弧焊
钨极氩弧焊是气体保护焊的一种,英文缩写为TIG焊,它的电极是
专注下一代成长,为了孩子。
激光拼焊技术介绍内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.1、过程及必要设施激光(产生于被刺激的辐射放射物的光的放大作用)是一种特殊性质的光,单色并且连贯,因此可以将光集中于要做钢融解的一个微小斑点上。
要创造激光辐射,就需要激光媒介。
在将能量从外向内转入到这个媒介中的同时,可以产生被刺激的分子。
在谐振器中这束单色光将在两个镜子之间反射,由反射产生出时间和空间凝聚的光子,其中一个部分透明的镜子能将这条射线反射出这台谐振器。
针对大功率应用的重要激光器有两种:二氧化碳激光器和钕:钇铝石榴石激光器。
二氧化碳激光器是气体激光,即为产生出激光辐射所使用的媒介是气体,刺激过程就是放电过程,二氧化碳激光的波长为10.6mm。
钕:钇铝石榴石激光器是固体激光,激光放射媒介是钕原子在氧化铝中的点阵。
由于激光放射原子的密度比较高, 因此固体激光的大小比气体激光要小,钕:钇铝石榴石激光的波长为1064nm,是二氧化碳激光的十分之一。
二氧化碳激光是现在比较强有力的激光,但钕:钇铝石榴石激光的操控系统极具优势。
由于二氧化碳激光的波长为10.6mm,所以必须要安装一个“陡坡”装置,这就限制了可能的运动方式。
而钕:钇铝石榴石激光的辐射可以用灵活的纤维质光学波导进行引导,因此可以允许激光发射头进行自由移动。
2、优势及要求激光焊接重要的优势在于能够将非常高的能量聚焦于一点,激光束打在两个要焊接部分的边缘,输入能量把金属加热并将其融化。
在激光束作用以后,溶化的材料将迅速冷却。
在这个过程中,有一小部分的数量将进入被焊接的零件中。
在焊接减少热变形的同时,也减少了输入的热能量。
减少因热量影响的变形,并增加对准确性的纠正,可以节省大量金钱和时间。
什么叫做激光焊激光焊是一种利用激光束作为热源进行焊接的高科技焊接技术。
通过控制激光束的能量密度和焦点位置,将焊接接头处加热至熔化状态,从而实现材料的熔接。
激光焊具有焊接速度快、热影响区小、焊缝质量高等优点,因此在诸多工业领域应用广泛。
激光焊原理1.激光束产生:激光束是由激光器产生的一束聚焦光束,其具有高能量密度和方向性。
2.激光能量吸收:激光束照射到工件表面时,能量将被吸收并转化为热能。
3.材料熔化:高能激光束照射到焊接接头处,使其升至熔化温度。
4.熔池形成:材料熔化后形成熔池,在激光束作用下熔池深度逐渐增加。
5.焊缝形成:当激光束移动时,熔池逐渐凝固形成焊缝。
激光焊优点•高能量密度:可在短时间内提供高能量,加快焊接速度。
•小热影响区:激光焊热输入小,降低工件变形风险。
•高精度:激光焊焊缝质量高,具有较高的焊接质量。
•无接触焊接:激光焊是一种非接触焊接方法,适用于高精度焊接。
激光焊应用领域激光焊技术在多个领域得到了广泛应用,主要包括但不限于以下几个方面:1.汽车制造:激光焊用于汽车车身焊接,提高了焊接质量和生产效率。
2.航空航天:激光焊广泛应用于航空航天领域的零部件加工和修复。
3.电子制造:激光焊在电子零部件的微细焊接中发挥着重要作用。
4.医疗器械:激光焊被用于医疗器械的制造和装配,保证产品的质量和卫生标准。
结语总的来说,激光焊作为一种高效、高精度的焊接技术,在工业生产中具有重要意义。
随着技术的不断进步和应用范围的扩大,激光焊将继续发挥着重要作用,为各行各业的生产与制造提供更加高效、高质量的解决方案。
激光拼焊板检验标准激光拼焊是什么?激光拼焊是采用激光能源,将若干不同材质、不同厚度、不同涂层的钢材、不锈钢材、铝合金材等进行自动拼合和焊接而形成一块整体板材、型材、夹芯板等,以满足零部件对材料性能的不同要求,用最轻的重量、最优结构和最佳性能实现装备轻量化。
在欧美等发达国家,激光拼焊不仅在交通运输装备制造业中被使用,还在建筑业、桥梁、家电板材焊接生产、轧钢线钢板焊接(连续轧制中的钢板连接)等领域中被大量使用。
激光拼焊板标准—焊缝的验收标准1.总则:本标准适用于厚度为0.6~2.5 mm,厚度比≤2(E/e≤2)的薄钢板的拼焊。
焊缝的验收标准涉及下列特性:●焊缝的外观●它们的机械强度这些特性的每一种都要符合下面规定的验收标准,除非图纸上或PSE文件上另有特殊要求。
2.焊缝的机械强度焊缝的机械强度取决于所用材料以及焊缝断面的几何形状,随着所用拼焊方法(滚压焊,激光焊)和焊接形式(直线焊)的不同而不同。
2.1检验:基础检验是破坏检验,并应根据拼焊方式的不同辅之以频率更高的无损检验做补充。
这些检验的频率在监测计划中具体规定。
2.2无损检验(CND )无损检验方法是基于对焊缝的目视观察和触摸,可以查出拼焊板缺陷。
●焊缝沿长度方向的连续性;●与连接图上定位的出入(焊缝的位置);●开口的孔穴;●拼焊时生成的溅出物。
●熔深(不足或过量),参阅CND验收标准。
在任何情况下这些目视和触摸检验都不能代替破坏检验。
无损检验可以查出可能出现的长度缺陷,但应当辅之以破坏检验,以便对照验收标准中的缺陷数值进行定量分析。
注:采用超声波、射线探伤之类的自动手段可以代替操作人员。
2.3 破坏检验(CD)宏观检验(检验试件或冲压的零件):●分析区的抛光;●利用宏观断面检验焊接的一致性。
●距焊缝两端10 mm处各取一试件;●在焊缝中心位置取一试件;●根据无损检验的情况另外取一些试件。
然后用4%的硝酸酒精溶液腐蚀试件,并用双目镜(放大率≤100)观察。
激光拼焊板简介及特点及应用什么是激光拼焊板?拼焊板是将几块没有同材质、没有同厚度、没有同涂层的钢材焊接成一块整体板,以满足零部件对材料性能的没有同要求。
激光焊接凭着多项显着的优点,非常适合用于消耗拼焊板。
激光拼焊板简介--技术的发展传统上汽车车身零件有两种成形方法:分离成形战整体成形。
其中,分离成形方法是利用没有同的压机分别成形单个零件,然后将各个零件焊接起来组成目标部件。
这种方法虽然提下了材料选择的灵活性,但同时也增加了冲压战加工本钱、装配本钱以及形状配合问题,并且由于点焊时材料的重迭额外增加了车身的重量。
整体成形方法则是在一台压机上将一块整体板同时成形几个零件。
从车身结构设计的观点来看,每个车身零件具有没有同的厚度战抗腐蚀性能要求,假如是单一板成形,必须对所有零部件的材料采取相同的等级、镀层类型战材料厚度,导致对某些零件的选材裕度过大,从而增加了车身的重量,提下了本钱,并且还会增大成形易度。
这是整体成形方法与分离成形方法相比的一大缺点。
为了降低车身重量、提下车身的装配精度、增加车身的刚度、降低汽车车身制造过程中的冲压战装配本钱,减少车身零件的数目同时将其整体化是非常必要的。
因而,一种同时克服传统分离成形方法战整体成形方法的缺点的消耗形式――拼焊板冲压成形发展起来了。
激光拼焊板简介-技术特点以车门内板为例:为了保证功能的需要,车门内板的主体必须有必然的柔性,而门板的前、后部需要有必然的强度。
假如采取传统的冲压成形方法就需要另外设计增强板,而采取拼焊技术,可先将三块没有同厚度的钢板拼焊成一块整板,便可冲压成形。
激光拼焊板技术是基于成生的激光焊接技术发展起来的现代加工工艺技术。
激光焊接的下能密度、无填料、无搭接、深熔、速度快等特点,使得激光拼焊板技术具有以下特点:焊缝处的热应变值较低,热影响区小,通过激光束的聚焦给焊接边缘提供需要的下能量,聚焦点的直径可以达到零点几个毫米,保留杰出的材料成形性能;焊缝较狭窄且平整,消除成形过程的没有利影响,避免了破坏工具、模具的危险;焊接消耗效率下,能够真现下度自动化。
焊接中的激光焊技术激光焊是一种相对较新的焊接技术,它由激光束焦照金属材料进行的熔化焊接,是一种高效、高精度、高自动化的焊接工艺,广泛应用于汽车、航空、航天、机器制造、电子、光伏等领域。
本文将从激光焊的原理、应用、优点和缺点等方面介绍激光焊技术。
一、激光焊的原理激光焊的原理是将高功率激光束通过透镜进行聚焦,使其在焊缝区域内形成高温高能量密度的熔池,熔化被焊接材料并形成结合。
激光焊采用的激光光源分为气体激光体系、固体激光体系、半导体激光体系等,不同激光光源的工作原理、发射频率、光束质量等都有所不同,对激光焊接的影响也不同。
二、激光焊的应用激光焊拥有许多优秀的特点,使其被广泛应用于许多行业。
例如,在汽车制造领域,激光焊被用于长焊缝排列的车身零部件的焊接,例如车门,车顶和车身地板等组件。
在航空航天领域,激光焊用于飞机发动机等零部件的制造和连接。
在光伏制造领域,较大尺寸的硅片芯片通过激光焊进行串联式连接,确保光电转换效率。
三、激光焊的优点激光焊具有许多优秀的特点,使其成为一种高效、精度高、自动化程度高的焊接技术。
首先,激光焊能够在较短的时间内传递大量的热量,加快了焊接过程的速度。
其次,由于激光焊对工件没有直接接触,减少了工件的损坏,使得焊接过程更为精细。
再次,由于激光焊自动化程度高,可以进行连续的焊接,并且能够与计算机控制系统集成,大大提高了生产效率。
四、激光焊的缺点然而,激光焊也存在一些缺点。
首先,激光焊设备成本相对较高,需要新型高功率激光光源、调制器、透镜、减震装置等,需要较高的制造成本。
其次,激光焊的作用范围受限于镜头的聚焦深度和宽度,如果不能正确聚焦,可能造成焊接合度不良。
最后,由于激光焊涉及高能量和高温度的处理,需求较好的安全保障和人体防护措施。
五、激光焊的未来总体来看,激光焊的优点大大超过了缺点。
随着技术的不断发展,激光焊将越来越广泛地应用于许多行业。
可以考虑采用不同的激光光源以扩大激光焊的适用范围,实现材料的多层连接和开发更多的应用场景。
摘要:[摘要] 详细介绍和总结了拼焊板的研究现状,讨论了拼焊板的材料和焊接技术的研究成果 (2)1 前言 (2)2 激光拼焊板技术 (3)2.1拼焊板原理 (3)2..1.2基本工艺 (3)2.1.2焊接技术 (4)2.1.3拼焊板的冲压成形 (6)2.2激光拼焊钢板技术 (7)2.2.1 激光拼焊工艺 (7)2.2.2技术优势 (9)2.2.3 激光拼焊板的应用 (10)3 激光拼焊板的发展 (12)3.1发展现状 (12)3.1.1国外拼焊板的应用 (12)3.1.2 国内拼焊板的研究现状 (14)3.2.技术趋势 (14)汽车用钢板的激光拼焊技术摘要:[摘要] 详细介绍和总结了拼焊板的研究现状,讨论了拼焊板的材料和焊接技术的研究成果及其相关技术问题。
[关键词] 拼焊板;冲压;激光焊接;氩弧焊中关键词:Abstract:Key word:1 前言减轻汽车质量、降低燃料消耗和减少汽车尾气排放、提高汽车安全性是汽车发展的3大主要方向。
影响汽车燃料的因素很多,例如发动机功率、传动效率以及各种摩擦阻力、汽车的质量等。
而实现汽车的轻量化,既可以降低生产成本,又可以节约燃料和改善风阻系数。
据有关资料介绍,汽车质量每减少50Kg,每升燃油行驶的距离可增加2Km;汽车质量每减轻1%,燃油消耗下降0.6~1.0%。
在实现汽车轻量化的过程中,除采用许多复合材料如金属基复合材料中的铝基复合材料、聚合物基的玻璃钢材料外,还可以采用先进的制造工艺技术如拼焊板(Tailor-welded blanks,TWB)。
拼焊板是20世纪60年代日本本田汽车公司利用边角料做车身内侧板而采用的一项技术。
70年代中期,美国福特汽车公司采用激光焊接技术进行车身钢板的拼焊,但未商业化。
世纪80 年代初,欧洲沃尔沃、奔驰、大众等汽车厂首批使用激光焊接的拼焊板制作卡车的前板、底板、加强柱等。
第一次在汽车中应用TWB技术是奥迪公司,奥迪公司需要为它的一新型轿车制造一种冲压件,而那时板材供应商不能提供足够大的板材,故只能通过激光焊接将两块板料焊在一起然后再去冲压成形。