标签检验规范A
- 格式:xls
- 大小:92.01 KB
- 文档页数:2

标签检验管理规范1.目的本规范是为了规范生产线标签在线及出货检验标准,提高标签质量杜绝错误发生。
2.适用范围本流程适用于主动生产时,各工位需要打印的过程码标签,机身标签,包装标签的检验工作,及其他相关不需打印的标签的检验工作。
3.操作流程3.1脚本:生产线需建立标签脚本制作、验证规范,确保标签脚本的正确性生产线需建立标签脚本的保存及使用指导书,并对作业人员进行培训,确保标签脚本能够被正确使用;3.2首件检验:时机:产线换班、切换编码/机种、更换标签纸/碳带时,必须进行首件检验。
3.2.1验证人员:操作员,IPQC,OQC3.2.2暗码验证:在生产前使用扫码枪对说明书,彩盒,纸箱进行扫码,确定所发物料编码物料与扫出的码是一致的。
(新建一个文本文档,设置为自动换行,使用扫码枪扫物料上的条码或二维码,在文档中查看扫描出的数字与物料编码是否一致。
一致为合格,不一致为不合格,不合格反馈巡检确认,并向上级寻求帮助及确认)3.2.3需要打码的物料确认在生产中,对于需要进行打码的物料,需要核对以下信息:a碳带型号(树脂碳带):理光B110CR碳带b条码纸的尺寸规格:多种纸张规格c打印模板信息d与样品比对条码的长度及宽度(学术名称:条码精度),SN码采用6.7mil以上精度,EAN码采用10mil以上精度,二维码采用10mil以上精度e生产相关信息:包含物料编码(ITEM),数量(QTY),颜色(COLOR),重量(WEIGHT),箱号(CARTON ID)等,具体规格,参见后附,每种标签的信息f条码外观(清晰度,有无褶皱,打印位置是否居中)g使用条码精度测试仪,测试条码精度达到B级或以上3.3更换物料时的确认3.3.1验证人员:操作员,线长,IPQC,OQC3.3.2当产线更换碳带或标签纸时,需要确认以下内容:a碳带型号(树脂碳带):理光B110CR碳带b条码纸的尺寸规格:多种纸张规格c打印模板信息d与样品比对条码的长度及宽度(学术名称:条码精度),SN码采用6.7mil以上精度,EAN 码采用10mil以上精度,二维码采用10mil以上精度e生产相关信息:包含物料编码(ITEM),数量(QTY),颜色(COLOR),重量(WEIGHT),箱号(CARTON ID)等,具体规格,参见后附,每种标签的信息f条码外观(清晰度,有无褶皱,打印位置是否居中)g使用条码精度测试仪,测试条码精度达到B级或以上3.4打印机故障恢复时的确认3.4.1验证人员:操作员,线长,IPQC,OQC,工艺工程师3.4.2当产线打印机故障恢复时,需要确认以下内容:a碳带型号(树脂碳带):理光B110CR碳带b条码纸的尺寸规格:多种纸张规格c打印模板信息d与样品比对条码的长度及宽度(学术名称:条码精度),SN码采用6.7mil以上精度,EAN码采用10mil以上精度,二维码采用10mil以上精度e生产相关信息:包含物料编码(ITEM),数量(QTY),颜色(COLOR),重量(WEIGHT),箱号(CARTON ID)等,具体规格,参见后附,每种标签的信息f条码外观(清晰度,有无褶皱,打印位置是否居中)g使用条码精度测试仪,测试条码精度达到B级或以上4.注意事项4.1签样:OQC检验环节有正式发行的规格图纸及客户签样样品。
条形码标签质量检验规范(ISO9001-2015)1.0目的:制定条形码标签来料检验规范,指导IQC检验员检查作业,确保符合技术和品质要求。
2.0范围:适应于XX条形码标签物料的来料检验。
3.0定义:CR:为一个缺陷,将导致在消费使用中将危及到人身安全,或无法使用。
MA:为一个或多个缺陷,它将在运输或使用过程中易损坏,或使用寿命短;性能差等。
以及直接影响顾客使用;MI:为一个或多个缺陷,不影响产品的装配和使用性能。
4.0参考文件:4.1 抽样标准:MIL-STD-105E4.2 创明抽样检验规范 CHAM-WI-QA-3435.0职责:5.1 IQC检验员:负责物料检验,记录和异常反馈;5.2 品质主管/工程师:负责不良确认和异常处理。
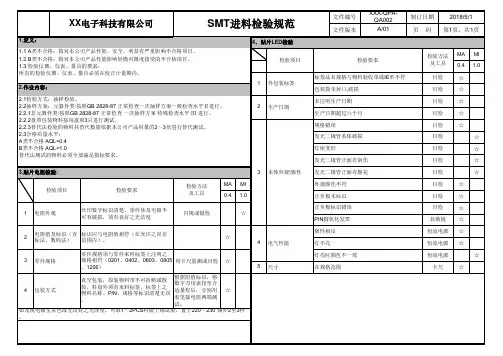
6.0程序:6.1抽样方案允收水准项目检验水平CR MA MI6.2检验条件6.2.1光源:在30-40W 的萤光灯下,物件距光源50~65cm ; 6.2.2 检视距离: 将物件放在检验人员正前方35~45cm 处; 6.2.3 检视角度: 将物件的检验面与检验人员的眼睛成30~60°; 6.2.4 检视时间: 3~5S ;6.2.5 环境: 溫度:25±5℃湿度:60±20%。
6.3 作业程序检验项目检验内容方法/仪器/物料判定 CR MA MI 外观对比样品颜色错误 目视* 对比样品颜色有明显色差* 对比样品颜色有轻微色差,在接受范围 * 对比样品光泽度有明显色差* 对比样品光泽度有轻微差异,在接受范围* 条码和文字内容错误或漏印,多印,缺印(参照样板)*图文效果图文模糊、重影、套印不准、残缺不全、无法辩认 * 图文毛边.断线,变形,字形不完整可辩认 * 表面不得有明显潮湿 * 表面不得有折皱现象 * 不得有破裂/缺损,纸层分离 * 表面不得有明显的刮花/粘花* 尺寸依照技术图纸尺寸要求测量卡尺*外观 II 类0.651.5尺寸/性能/其它S-2性能测试将条形码扫描仪的信号线端接到键盘界面端口,打开电源,听到连续的”嘀,嘀”声,连续扫描三次,生成的读数必须符合规格要求,不能扫描或扫描错误条码扫描*将条码标签粘在对应的纸箱或物体上,粘性必须良好,不能有脱落,翘起等不良现象。
1. 目的:为使生产、检验过程中有依据可循,特制订本检验规范。
2. 定义2.1 CR——严重缺陷单位产品的极严重质量特性不符合规定或者单位产品的质量特性极严重不符合规定。
2.1.1可靠性能达不到要求。
2.1.2对人身及财产可能带来危害,或不符合法规规定.2.1.3极严重的外观不合格(降低产品等级,影响产品价格)。
2.1.4与客户要求完全不一致.2.2 MA——主要缺陷单位产品的严重质量特性不符合规定或者单位产品的质量特性严重不符合规定。
2.2.1产品性能降低。
2.2.2产品外观严重不合格。
2.2.3功能达不到规定要求。
2.2.4客户难于接受的其它缺陷。
2.3 Ml——次要缺陷单位产品的一般质量特性不符合规定或者单位产品的质量特性轻微不符合规定。
2.3.1轻微的外观不合格。
2.3.2不影响客户接受的其它缺陷。
2.4短路和断路:2.4.1. 短路:是指两个独立的相邻的焊点之间,在焊锡之后形成接合,造成不应导通而导通的结果2.4.2. 断路:线路该导通而未导通2.5沾锡情况:2.5.1. 良好沾锡:0 ° <接触角W 60° (接触角:焊锡与金属面所成的角度),焊锡均匀扩散,焊点形成良好的轮廓且光亮.要形成良好的焊锡,应有清洁的焊接表面,正确的锡丝和适当的加热.按焊锡在金属面上的扩散情况可分为全扩散(0 ° <接触角W 30° )和半扩散(30 ° <接触角W 60° ).如图:2.5.2 不良沾锡:60° <接触角<180° ,焊锡熔化后形成不均匀的锡膜覆盖在金属表面上,而未紧贴其上•形成不良沾锡的可能原因有:不良的操作方法,加热或加锡不均匀,表面有油污,助焊剂未达到引导扩散的效果等等•按焊锡在金属面上的扩散情况,可分为劣扩散(60 ° <接触角W 90° )和无扩散(90 ° <接触角<180° ).如图所示:2.5.3不沾锡:焊锡熔化后,瞬间沾附于金属表面,随后溜走•不沾锡的可能原因有:焊接表面被严重玷污,加热不足、焊锡由烙铁头流下,烙铁太热破坏了焊锡结构或使焊锡表面氧化部品分类:按部品的外观形状,将SMT 实装部品分为:2.6.有引脚产品2.6.1. 异形引脚电极:引脚从部品本体伸出,弯曲后向外侧凸出•如:QFP、SOP等.2.6.2. 平面引脚电极:引脚从部品下面平直伸出.如:连接器、晶体管等.2.6.3. 内曲引脚电极:引脚从部品侧面伸出,向内伸卷曲.如钽质电感、J形部品等.2.7无引脚部品.2.7.1. 晶体电极:部品两端面被镀成电极.如电阻、电容、电感等.2.8良好焊点:2.8.1. 要求:2.8.1.1. 结合性好:光泽好且表面呈凹形曲线.2.8.1.2. 导电性佳:不在焊点处形成高电阻(不在凝固前移动零件),不造成短路、断路.2.8.1.3. 散热性好:扩散均匀,全扩散.2.8.1.4. 易于检验: 焊锡不得太多, 务必使零件轮廓清晰可判.2.8.1.5. 易于修理: 勿使零件重叠实装.2.8.1.6. 不伤及零件: 烫伤零件或加热过久(常伴随有松香焦化), 会损及零件寿命.2.8.2. 现象:2.8.2.1. 所有表面沾锡良好.2.8.2.2. 焊锡外观光亮且成凹形圆滑曲线.2.8.2.3. 所有零件轮廓清晰可见.2.8.2.4. 若有松香锡球残留, 则须作清洁而不焦化.2.8.3. 形成条件:2.8.3.1. 正确的操作程序:手工作业时, 应注意烙铁、焊锡丝的收放次序及位置.2.8.3.2. 应保持两焊锡面清洁.2.8.3.3. 应使用规定的锡丝并注意使用量.2.8.3.4. 正确使用焊锡器具并按时保养.2.8.3.5. 应掌握正确的焊锡时间.2.8.3.6. 手工作业时,应注意冷却前不可移动被焊物, 以免造成焊点结晶不良,导致高电阻.3. 检验内容:3.1. 基板外观检查标准:3.1.1. 在任一方向,基板弯曲变形量:每100mm不可超过0.75mm.3.1.2. 基板不可出现分层、气泡、裂痕及凹陷现象.如有分层,只允许距离铜箔1mm以上开始轻微分离,不允许从铜箔下开始分离; 如有轻微凹陷, 则应小于线路厚度的30%.3.1.3. 经过焊锡后,允许保护漆起皱,但不可以脱落.3.1.4. 基板线路不可因铜氧化而发黑; 基板上铜箔氧化不可.3.1.5. 非导线区域内的保护漆最多可脱落5点,每一点的面积都必须在0.5mm以内,各点相距须在0.25mm 以上且距离导线0.25mm以上.3.1.6. 零件符号、印字不可印在焊点上.3.1.7. 基板上不可有油墨残渣、油污或其它异物.3.1.8. 基板不可因过热烧焦而变色; 基板上不可有铜箔浮起.3.1.9. 基板上的锡渣或锡球不可造成任何短路, 且外径小于0.3mm. 焊接的部品上不可残留锡渣或锡球.4. 不良图标SMT部分4.1零件贴装位置图标图示说明1、鸥翼形引脚理想状况1、弓I线脚在板子焊垫的轮廓内且没有突出现象。
1.目的:
规范标签的检验操作,保证标签质量。
2.范围:
适用于本公司标签的检验。
3.责任:
质量管理科、中心化验室、检验员对本规程的实施负责。
4.检验依据:
《本厂内控质量标准》
5.取样依据:
《标签取样标准操作规程。
》
6.内容:
6.1 规格尺寸
190×135mm(长×宽)
◆工具
直尺(1mm)
◆操作方法
用直尺测量标签的长度和宽度。
◆结果判定
●若测得长度为189~191mm之间,则判定为符合规定;否则,判定为不符合规定。
●若测得宽度为134~136mm之间,则判定为符合规定;否则,判定为不符合规定。
6.2 材质
80g铜板纸
6.3 技术要求
◆外观清洁,无明显污迹,无破损。
露白部分不允许有色点,色块。
◆文字内容应正确、齐全,无错字,图案端正,色泽协调,图字清晰、深浅相宜,斜度不得偏离水平线1mm以上,不得有漏印,重印,错印等现象。
◆结果判定:标签的文字内容必须符合规定,不允许有误差,如有误差,判该批为不合格品。
其它应符合6.3技术要求的各项规定,否则,不符合规定。
7.文件变更历史:。
UDI标签打印检验标准一、标签形式1.标签应符合UDI编码规范,包括一维码和二维码。
2.标签的尺寸和形状应根据产品特点和使用场景进行选择,确保标签的可读性和可扫描性。
3.标签的材料应符合防水、防污、耐高温等要求,确保标签的持久性和可靠性。
二、标签内容1.标签应包含产品的基本信息,如生产日期、失效日期、生产批次号、生产厂家等。
2.标签应包含产品的唯一标识符(UDI码),确保产品的唯一性和可追溯性。
3.标签应包含必要的质量控制信息,如质量检验记录、质量合格证明等。
三、数据格式1.标签上的数据应符合UDI编码规范的数据格式要求,确保数据的准确性和可读性。
2.数据应包括产品的基本信息和质量控制信息,并能够满足相关法规和标准的要求。
3.数据应避免出现错误和遗漏,确保数据的完整性和准确性。
四、数据库连接1.生产企业应建立UDI数据库,确保标签数据的存储和管理。
2.数据库应能够实现与相关系统的数据共享和交互,如ERP、WMS等。
3.数据库应具备数据备份和恢复功能,确保数据的安全性和可靠性。
五、标识标准1.标签上的标识应清晰、易读、易懂,避免出现歧义和误解。
2.标识的颜色和字体应统一规范,避免出现混乱和不一致。
3.标识的标准应符合相关法规和标准的要求,确保标识的合法性和合规性。
六、实施时间1.UDI标签的实施应按照相关法规和标准的要求进行,确保及时性和准确性。
2.实施时间应明确,并能够满足生产和使用的要求,避免对生产和销售造成影响。
3.实施过程中应对员工进行培训和技术支持,确保员工具备相应的技能和能力。
七、制造商责任1.制造商应对UDI标签的正确性和合法性负责,确保标签符合相关法规和标准的要求。
2.制造商应建立完善的UDI管理制度和流程,确保标签数据的准确性和完整性。
3.制造商应建立完善的质量控制体系,确保产品的质量和安全性能符合要求。
八、质量检测1.生产企业应建立完善的质量检测体系,确保产品的质量符合要求。
2.质量检测应包括原材料验收、过程质量控制、成品检验等环节,确保产品质量稳定可靠。

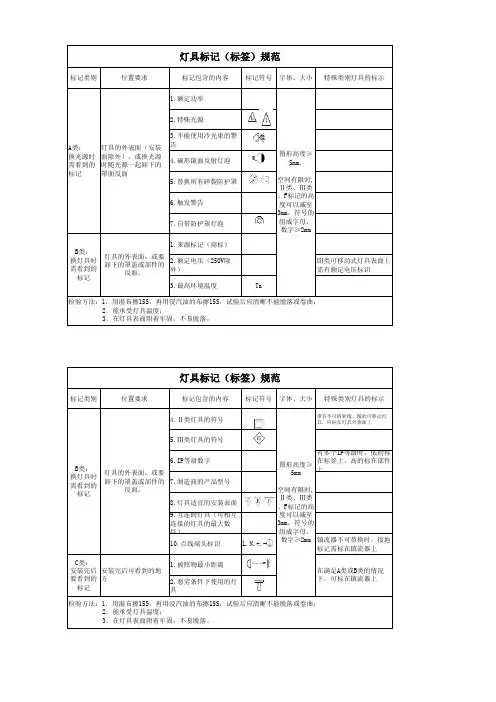
标记类别位置要求标记包含的内容标记符号字体、大小特殊类别灯具的标示1.额定功率2.特殊光源3.不能使用冷光束的警告4.碗形镜面反射灯泡5.替换所有碎裂防护罩6.触发警告7.自带防护罩灯泡 1.来源标记(商标)2.额定电压(250V除外)Ⅲ类可移动式灯具表面上需有额定电压标识3.最高环境温度Ta标记类别位置要求标记包含的内容标记符号字体、大小特殊类别灯具的标示4.Ⅱ类灯具的符号带有不可拆软线、缆的可移动灯具,应标在灯具外表面上5.Ⅲ类灯具的符号6.IP等级数字有多个IP等级时,低的标在标签上,高的标在部件上7.制造商的产品型号8.灯具适宜的安装表面9.互连的灯具(可相互连接的灯具的最大数目)10.点线端头标识L.N.+.-镇流器不可替换时,接地标记需标在镇流器上1.被照物最小距离2.恶劣条件下使用的灯具灯具标记(标签)规范A类:换光源时需看到的标记灯具的外表面(安装面除外),或换光源时随光源一起卸下的罩面反面图形高度≥5mm,空间有限时,Ⅱ类、Ⅲ类、F标记的高度可以减至3mm,符号的组成字母、数字≥2mmB类:换灯具时需看到的标记灯具的外表面,或要卸下的罩盖或部件的反面。
检验方法:1.用湿布擦15S,再用浸汽油的布擦15S,试验后应清晰不能脱落或卷曲; 2.能承受灯具温度;3.在灯具表面附着牢固,不易脱落。
检验方法:1.用湿布擦15S,再用浸汽油的布擦15S,试验后应清晰不能脱落或卷曲; 2.能承受灯具温度;3.在灯具表面附着牢固,不易脱落。
灯具标记(标签)规范B类:换灯具时需看到的标记灯具的外表面,或要卸下的罩盖或部件的反面。
图形高度≥5mm 空间有限时,Ⅱ类、Ⅲ类、F标记的高度可以减至3mm,符号的组成字母、数字≥2mm C类:安装完后要看到的标记安装完后可看到的地方在满足A类或B类的情况下,可标在镇流器上。
Recodeal Interconnection System Co.LTD
标签检验规范
瑞可达电子有限公司 版本A.1 文件编号
QC-WS-F-01
适用人员:
供应商 SQE IQC IPQC 生产部 资财部 OQC
工程部 1. 目的
为了规范标签的来料验证及成品标签的验证。
2. 范围
适用于标签的来料检查及成品标签的检查。
3. 职责
3.1IQC 负责来料标签的入库检查。
3.2IPQC 负责标签打印时的确认。
3.3OQC 负责出货时标签的确认。
3.4SQE 负责对新供应商和新规格标签的确认。
4.检查内容
4.1 SQE 新物料验证时物料需符合表一中(1-6)项所有项目。
4.2 IQC 进料时须验证表一中(1-5)项所由项目。
并将结果记录于《进料检验报告》。
4.3 IPQC 在标签打印时须确认标一中第6项,并将结果记录于《巡检报表》。
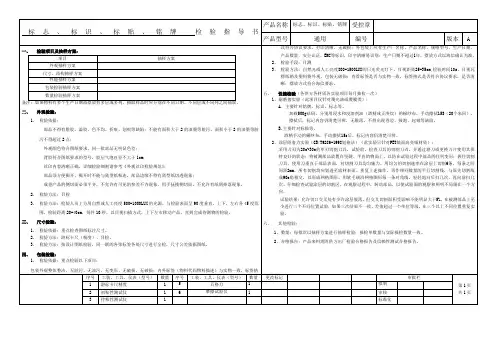
标签检验验收标准及设计要求1 范围本标准适用于本公司标签制品的采购、检验、生产使用与仓储等环节的质量控制。
2 规范性引用文件下列文件中的条款通过本规程的引用而成为本规程的条款,凡是不注版本日期的引用文件,其最新版本适用于本规程。
GB/T2828.1-2003计数抽样检验程序按接收质量限(AQL)检索的逐批检验抽样计划3 分类根据材料的不同,标签可分为普通纸质标签、塑料标签。
4 贮运条件4.1 运输条件标签运输应使用清洁卫生的运输工具,避免受到雨淋、曝晒、受潮和污染。
4.2 贮存条件须室内贮存,不得露天堆放,避免受外物污染,应放置于干燥、通风的环境中,避免日光照射,堆放时距地面高度大于150mm,须避免受潮、过热。
5 检验项目及技术要求表1:标签检验项目及技术要求1/62/6标签设计的技术要求:1、颜色必须具有明确的色标号要求。
过渡色注明起始色标。
2、文字及图案用布沾汽油擦拭15秒(15次),不得褪色。
3、标签贴在被贴基面上,用烤灯在60度的温度下照射4小时,不得出现明显鼓包、褶皱或开胶现象。
也不能出现翘边及卷曲现象。
3/66 检验方法6.1 包装材料与包装质量检查每一箱,要求对不符合要求的外包装单位分类摆放,根据抽样方案分别随机抽取样本,在光线充足的地方目测查看标签包装形态与质量是否符合标准要求。
6.2 材质要求6.2.1 材料、制作工艺验证根据抽样方案随机抽取样本,在光线充足的地方目测观察样本与标准品,看材质与工艺是否符合标准要求。
6.2.2 密度使用精度为0.001g的天平测量标签质量m,根据公式ρ=m/(L*h)计算纸张密度。
式中,ρ—密度(g/m2);m—质量(g);L—宽度(mm);h—高度(mm),计算样品的算术平均值,精确至整数位。
6.3 外观要求根据抽样方案随机抽取样品,在光线充足的地方目测观察,确定图文信息是否符合设计要求,并结合精度为1mm的直尺对比观察其表面缺陷与图文质量,判断外观质量是否符合标准要求。