化学热处理
- 格式:docx
- 大小:19.15 KB
- 文档页数:6
一.软氮化热处理为了缩短氮化周期,并使氮化工艺不受钢种的限制,在近年间在原氮化工艺基础上发展了软氮化和离子氮化两种新氮化工艺。
软氮化实质上是以渗氮为主的低温氮碳共渗,钢的氮原子渗入的同时,还有少量的碳原子渗入,其处理结果与一般气体氮化相比,渗层硬度较氮化低,脆性较小,故称为软氮化。
1、软氮化方法分为:气体软氮化、液体软氮化及固体软氮化三大类。
目前国内生产中应用最广泛的是气体软氮化。
气体软氮化是在含有活性氮、碳原子的气氛中进行低温氮、碳共渗,常用的共渗介质有尿素、甲酰胺、氨气和三乙醇胺,它们在软氮化温度下发生热分解反应,产生活性氮、碳原子。
活性氮、碳原子被工件表面吸收,通过扩散渗入工件表层,从而获得以氮为主的氮碳共渗层。
气体软氮化温度常用560-570℃,因该温度下氮化层硬度值最高。
氮化时间常为2-3小时,因为超过2.5小时,随时间延长,氮化层深度增加很慢。
2、软氮化层组织和软氮化特点:钢经软氮化后,表面最外层可获得几微米至几十微米的白亮层,它是由ε相、γ`相和含氮的渗碳体Fe3(C,N)所组成,次层为的扩散层,它主要是由γ`相和ε相组成。
软氮化具有以下特点:(1)、处理温度低,时间短,工件变形小。
(2)、不受钢种限制,碳钢、低合金钢、工模具钢、不锈钢、铸铁及铁基粉未冶金材料均可进行软氮化处理。
工件经软氮化后的表面硬度与氮化工艺及材料有关。
3、能显著地提高工件的疲劳强度、耐磨性和耐腐蚀性。
在干摩擦条件下还具有抗擦伤和抗咬合等性能。
4、由于软氮化层不存在脆性ξ相,故氮化层硬而具有一定的韧性,不容易剥落。
因此,目前生产中软氮化巳广泛应用于模具、量具、刀具(如:高速钢刀具)等、曲轴、齿轮、气缸套、机械结构件等耐磨工件的处理。
二.长轴氮化热处理目前,国内一般细长轴(2—3m)的热处理变形量要求不大于0.03~0.05mm,按传统制造工艺是很难达到这个要求。
经过对传统制造工艺流程和工艺进行改进和完善,使长轴最终氮化处理的变形量达到国内同行业先进水平。
5.1 化学热处理基本原理化学热处理过程是一个比较复杂的过程。
一般常把它看成由渗剂中的反应。
渗剂中的扩散,渗剂与被渗金属表面的界面反应,被渗元素原子的扩散和扩散过程中相变等过程所构成。
如气体渗氮时,通人氨气与钢表面产生相界面反应2NH3=3H2十2[N]产生活性氮原子,渗入钢件表面进行渗氮。
渗金属时也可以类似反应表示。
扩散是相界面反应产生的原子渗入金属表面后向钢件内部的迁移过程。
化学热处理过程有时可以只有扩散过程.例如用热浸法渗金属时,就是把工件浸在熔融的金属中,直接吸附金属原子并向内部扩散。
二:化学热处理渗剂及其在化学热处理过程中的化学反应机制化学热处理的渗剂一般由含有欲渗元素的物质组成,有时还须按一定比例加入一种催渗剂,以便从渗剂中分解出含有被渗元素的活性物质。
但不是所有含有被渗元素的物质均可作为渗剂,而作为渗剂的物质应该具有一定的活性。
所谓渗剂的活性就是在相界面反应中易于分解出被渗元素原子的能力。
例如普通气体渗氮就不能用N2作为渗氮剂,因为N2在普通渗氮温度不能分解出活性氮原子。
催化剂是促进含有被渗元素的物质分解或产生出活性原子的物质,它仅是一种中间介质,本身不产生被渗无素的活性原子.例如因体渗碳时,除了炭粒以外,还尚须加碳酸钡和碳酸钠,这碳酸钡和碳酸钠就是催渗剂,碳酸钡和碳酸钠在渗碳前后没有变化,仅在渗碳过程中把炭粒变成活性物质CO.化学热处理时分解出被渗元素的活性原子的化学反应有如下几类:1.分解反应普通气体渗碳及气体渗氮都属于这一类。
例如用甲烷渗碳CH4=2H2十[C]2.置换反应例如渗金属时,常按下列反应进行MeCIx+Fe—→FeCl3+Me 在钢表面沉积出金属。
3.还原反应例如渗金属时有时按下列反应进行MeCIx+H2—→FeCl3+Me不论何种反应,其分解出被渗元素的能力均可根据质量作用定律确定。
根据质量作用定律,每一反应的平衡常数,在常压下,取决于温度。
而当温度一定时,平衡常数也一定,则主要取决于参加反应物质的浓度(液态反应)或分压(气态反应)。
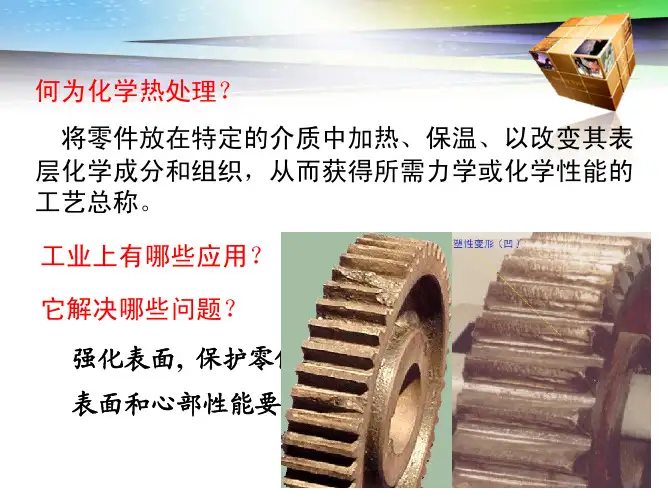
化学热处理化学热处理是将工件置入含有活性原子的特定介质中加热和保温,使介质中一种或几种元素(如C、N、Si、B、Al、Cr、W等)渗入工件表面,以改变表层的化学成分和组织,达到工件使用性能要求的热处理工艺。
其特点是既改变工件表面层的组织,又改变化学成分。
它可比表面淬火获得更高的硬度、耐磨性和疲劳强度,并可提高工件表层的耐蚀性和高温抗氧化性。
各种化学热处理都是由以下三个基本过程组成的。
1)分解由介质中分解出渗入元素的活性原子。
2)吸收工件表面对活性原子进行吸收。
吸收的方式有两种,即活性原子由钢的表面进入铁的晶格形成溶体,或与钢中的某种元素形成化合物。
3)扩散已被工件表面吸收的原子,在一定温度下,由表面往里迁移,形成一定厚度的扩散层。
1、渗碳:渗层组织:淬火后为碳化物、马氏体、残余奥氏体。
渗层厚度(mm),0.3~1.6,表面硬度,57~63HRC,作用与特点,提高表面硬度、耐磨性、疲劳强度,渗碳温度(930℃)较高,工件畸变较大;应用,常用于低碳钢、低碳合金钢、热作模具钢制作的齿轮、轴、活塞、销、链条。
渗碳件渗碳后,都要进行淬火、低温回火,回火温度一般为150~200℃。
经淬火和低温回火后,渗碳件表面为细小片状回火马氏体及少量渗碳体,硬度可达58~64HRC,耐磨性能很好。
心部组织决定于钢的淬透性。
普通低碳钢如15、20钢,心部组织为铁素体和珠光体,硬度为10~15HRC。
低碳合金钢如20CrMnTi心部组织为回火低碳马氏体、铁素体及托氏体,硬度为35~45HRC,具有较高的强度、韧性及一定的塑性。
2.液体氮化也称软氮化,低温氰化,或者氮碳共渗,在渗氮过程中,碳原子也参与,因而比一般的单一气体渗氮具有更高的渗速,在渗层表面硬度相当的情况下,氮化层的脆性也比气体氮化小,软氮化因此得名。
氮化主要是往炉中加入纯氨,在200℃以上氨分解为活性氮原子,在500~580℃时,活性氮原子往钢件表面渗氮和扩散,得到0.3~0.5mm厚的高硬度、耐腐蚀、抗疲劳的氮化层。
化学热处理方法
化学热处理是一种在工件表面涂覆化学物质并利用化学反应来
改善工件材料的热处理工艺。
以下是常见的化学热处理方法:
1. 渗碳:在工件表面涂覆碳素墨水,并在高温下加热,碳素墨水
会将碳元素渗入工件表面,形成渗碳层。
这种热处理方法可以用于制作高强度、高硬度的零部件。
2. 渗氮:在工件表面涂覆氮化墨水,并在高温下加热,氮化墨水
会使工件表面形成氮化层,提高工件的耐磨性和耐腐蚀性。
这种热处理方法可以用于制作耐磨、耐腐蚀的零部件。
3. 硬化:在工件表面涂覆硬化剂,并在高温下加热,硬化剂会在
工件表面形成坚硬的硬化层,提高工件的强度和硬度。
这种热处理方法可以用于制作高强度、高硬度的零部件。
4. 氧化:在工件表面涂覆氧化剂,并在高温下加热,氧化剂会在
工件表面形成氧化层,提高工件的耐腐蚀性。
这种热处理方法可以用于制作耐蚀的零部件。
5. 电镀:在工件表面涂覆电镀剂,并在高温下加热,电镀剂将工
件表面形成电镀层,提高工件的耐腐蚀性和耐磨性。
这种热处理方法可以用于制作需要耐腐蚀性和耐磨性的零部件。
化学热处理方法的应用范围非常广泛,可以用于制作各种零部件,如汽车发动机零件、航空航天部件、机械零件等。
化学热处理在金属切削加工中,经常遇到的是淬火、退火、正火和回火。
其中应用较多的是淬火与回火。
淬火是将钢件加热到临界点以上某一温度,保温适当时间后,在水或盐水等淬冷介质中快速冷却的一种金属热处理工艺。
淬火后硬度一般比原来硬度高,但有些牌号淬火后需要进行低温回火。
化学热处理的基本原理是把零件和工具浸没在一定浓度的化学介质(主要是渗碳剂)中进行加热处理,随着处理温度的升高和保温时间的增长,使渗碳层的组织转变为马氏体、贝氏体或托氏体,由于表面硬度升高,从而提高了零件表面的耐磨性。
这种表面处理叫做渗碳。
渗碳后还需要对零件进行高温回火。
它的目的是消除渗碳所引起的表面硬化及脆性,同时可降低零件中残余奥氏体的含量,并使工件具有良好的综合机械性能。
这种处理方法所能达到的硬度不高,只有60~70HRC左右。
一般低于60HRC的处理称为调质,它的工艺范围宽,适应性强。
用于各种类型、各种性能的钢材。
如弹簧钢、轴承钢、工具钢、高速钢以及要求特别硬度的工模具钢等。
正火是将工件加热到临界点以下某一温度后在空气中冷却,然后在水中冷却的金属热处理工艺。
正火后的组织比较均匀,有良好的综合力学性能,广泛用于各种结构零件的处理。
如碳素结构钢和低合金结构钢,各种工具钢,滚动轴承钢等。
常用于各种重要结构件、一般机器零件及高速切削刀具。
如车轴、机床主轴、内燃机曲轴、气缸体、齿轮、凸轮轴、连杆、小齿轮、活塞销等。
回火是将工件加热到临界点以上某一温度,保温一定时间,然后在水中或油中冷却,获得回火马氏体组织,以便进行切削加工或淬火后的中间退火。
最早的一种铝合金的化学热处理。
是在金属的碳氮共渗基础上开发出来的新工艺。
它采用较高的加热温度(一般为Ac1)和较低的加热速度(200 ℃/h),使碳氮化合物分解而析出弥散分布的渗碳体,从而提高了硬度、耐磨性和疲劳强度。
现代铝合金的化学热处理广泛地应用于航空、宇航、汽车等领域。
近年来还在电子、电工等方面应用。

化学热处理技术一、概述1.化学热处理的概念化学热处理是将工件置于适当的活性介质中加热、保温,使一种或几种元素渗入它的表层,以改变其化学成分、组织和性能的热处理工艺。
由于机械零件的失效和破坏大多数都萌发在表层,特别在可能引起磨损、疲劳、金属腐蚀、氧化等条件下工作的零件,表层的性能尤为重要。
经化学热处理后的钢件,实质上可以认为是一种特殊复合材料。
工件心部为原始成分的钢,表层则是渗入了合金元素的材料。
心部与表层之间是紧密的晶体型结合,它比电镀等表面防护技术所获得的心部、表面的结合要强得多。
2.化学热处理的分类化学热处理的方法繁多,多以渗入元素或形成的化合物来命名,例如渗碳、渗氮、渗硼、渗硫、渗铝、渗铬、渗硅、碳氮共渗、氧氮化、硫氰共渗,还有碳、氮、硫、氧、硼五元共渗及碳(氮)化钛覆盖等。
3.化学热处理的基本过程化学热处理包括三个基本过程:化学渗剂分解为活性原子或离子的分解过程;活性原子或离子被钢件表面吸收和固溶的吸收过程;被渗元素原子不断向内部扩散的扩散过程。
(1)分解过程化学渗剂是含有被渗元素的物质。
被渗元素以分子状态存在,它必须分解为活性原子或离子才可能被钢件表面吸收及固溶,很难分解为活性原子或离子的物质不能作渗剂使用。
例如,普通渗氮时不用氮而用氨,因为氨极易分解出活性氮原子。
根据化学反应热力学,分解反应产物的自由能必须低于反应物的自由能,分解反应才可能发生。
但仅满足热力学条件是不够的,在实际生产中应用还必须考虑动力学条件,即反应速度;提高反应物的浓度和反应温度,虽然均可加速渗剂的分解,但受材料或工艺等因素的限制。
在实际生产中,使用催化剂以降低反应过程的激活能,可使一个高激活能的单一反应过程变为有若干个低激活能的中间过渡性反应过程,从而加速分解反应。
铁、镍、钴、铂等金属都是使氨或有机碳氢化合物分解的有效催化剂,所以钢件表面本身就是良好的催化剂,渗剂在钢件表面的分解速率比其单独存在时的分解速率可以提高好几倍。
钢的化学热处理基本过程说到钢的化学热处理,这可真是个有意思的话题。
咱们都知道,钢这玩意儿,硬的时候硬得跟石头似的,软的时候又能弯能曲,全看它受过啥样的热处理。
今儿个,咱就聊聊这化学热处理的基本过程,让大伙儿也长长见识。
化学热处理,说白了,就是利用化学反应,有时候还得加上点儿物理手段,来改变钢件表层的化学成分和组织结构。
为啥非得改表层呢?因为啊,机器零件们最容易出问题的地儿,往往就是表面那层皮。
特别是那些得在磨损、疲劳、腐蚀、氧化这些恶劣环境下干活的零件,表面层的性能,那可是至关重要的。
这化学热处理,过程说复杂也不复杂,说简单也得费点儿功夫。
它主要包括三个基本步骤:分解、吸收、扩散。
听起来跟做饭似的,得一步步来,别急,咱慢慢说。
先说分解吧。
这分解啊,就像是咱们炖肉的火候,得恰到好处。
化学热处理里头,得有个渗剂,这东西就像是炖肉的调料,里头含着咱们要渗到钢里头去的元素。
这渗剂啊,它得能分解成活性原子或者离子,要不,它咋能被钢件吸收呢?就像咱们炖肉的调料,得炖化了,味道才能渗到肉里头去。
分解完了,就得吸收了。
这吸收啊,就像是咱们吃饭,得张嘴吃进去,才能消化。
钢件表面啊,它有个吸附能力,就像是咱们的嘴巴,能把那些活性原子或者离子给吸进去。
吸进去了以后呢,这些原子或者离子就会在钢件的表层溶入铁的晶体点阵内,形成固溶体。
要是被渗元素的浓度超过了它在铁中的固溶度,那就会形成金属间化合物。
这就像是咱们吃饭吃多了,肚子撑得慌,得消化消化。
最后一步,就是扩散了。
这扩散啊,就像是咱们吃完饭以后,食物在肚子里慢慢消化,营养被吸收到全身各处。
被渗元素的活性原子或者离子,它们被钢件表面吸收以后,就会不断提高表面的被渗元素浓度,形成心部与表面的浓度梯度。
在这浓度梯度的驱动下,被渗原子就会从表面向心部扩散。
这过程啊,就像是咱们吃完饭以后,营养被慢慢输送到全身各处,让咱们有力气干活。
说起来啊,这化学热处理的过程,就像是咱们生活中的一些事情,得一步步来,别急。
化学热处理的方法化学热处理是通过改变物质的化学组成和物理结构来改变材料性能的一种方法。
常见的化学热处理方法包括淬火、回火、固溶处理、沉淀处理等。
淬火是将材料急速冷却,使其从高温状态迅速转化为低温状态的过程。
淬火可以通过将材料放入冷却介质中,如水或油中进行,也可以通过将材料暴露在大量冷空气中实现。
淬火后的材料通常具有高硬度和高强度,但是也会变脆。
淬火是通过迅速将材料中的相变来改变其物理和化学性质的方法。
回火是将淬火后的材料在适当温度下进行加热保温一段时间,然后再冷却的过程。
回火可以降低材料的硬度,提高韧性和延展性。
回火的温度和时间可以根据需要调节,以实现所需的性能。
回火是通过改变材料中残留的淬火应力和调整组织结构来改变物质性能的方法。
固溶处理是将固体溶质溶解在固体溶剂中的过程。
在固溶处理中,材料被加热到高温,使固体溶质在固体溶剂中溶解。
然后,将材料快速冷却以形成固溶体。
固溶处理通常用于合金材料,通过调整溶质的含量和分布来改变材料的物理和化学性质。
固溶处理可以增加合金材料的强度、硬度和耐腐蚀性。
沉淀处理是通过在溶液中加入适当的化学试剂,使材料中的某些成分析出并形成沉淀物的过程。
沉淀处理可以用来改变材料的化学组成、晶体结构和晶粒尺寸等。
通过控制沉淀处理的条件和处理时间,可以对材料进行精确的调控。
沉淀处理可以用于改变材料的导电性、磁性和光学性质。
除了上述的常见化学热处理方法,还有一些特殊的热处理方法,如氧化还原处理、硝酸处理和氢气处理等。
这些方法根据不同的材料和处理目的选择不同的处理条件。
总的来说,化学热处理是通过改变材料的化学组成和物理结构来改变材料性能的一种方法。
不同的热处理方法可以实现对材料性能的精确调控,从而使材料可以适应不同的应用领域。
化学热处理在金属、合金、陶瓷等材料的制备和加工过程中起着重要的作用。
化学热处理
化学热处理是将工件置入含有活性原子的特定介质中加热和保温,使介质中一种或几种元素(如C、N、Si、B、Al、Cr、W等)渗入工件表面,以改变表层的化学成分和组织,达到工件使用性能要求的热处理工艺。
其特点是既改变工件表面层的组织,又改变化学成分。
它可比表面淬火获得更高的硬度、耐磨性和疲劳强度,并可提高工件表层的耐蚀性和高温抗氧化性。
各种化学热处理都是由以下三个基本过程组成的。
1)分解由介质中分解出渗入元素的活性原子。
2)吸收工件表面对活性原子进行吸收。
吸收的方式有两种,即活性原子由钢的表面进入铁的晶格形成溶体,或与钢中的某种元素形成化合物。
3)扩散已被工件表面吸收的原子,在一定温度下,由表面往里迁移,形成一定厚度的扩散层。
1、渗碳:
渗层组织:淬火后为碳化物、马氏体、残余奥氏体。
渗层厚度(mm),
0.3~1.6,表面硬度,57~63HRC,作用与特点,提高表面硬度、耐磨性、疲劳强度,渗碳温度(930℃)较高,工件畸变较大;应用,常用于低碳钢、低碳合金钢、热作模具钢制作的齿轮、轴、活塞、销、链条。
渗碳件渗碳后,都要进行淬火、低温回火,回火温度一般为150~200℃。
经淬火和低温回火后,渗碳件表面为细小片状回火马氏体及少量渗碳体,硬度可达58~64HRC,耐磨性能很好。
心部组织决定于钢的淬透性。
普通低碳钢如15、20钢,心部组织为铁素体和珠光体,硬度为10~15HRC。
低碳合金钢如20CrMnTi心部组织为回火低碳马氏体、铁素体及托氏体,硬度为35~
45HRC,具有较高的强度、韧性及一定的塑性。
2.液体氮化
也称软氮化,低温氰化,或者氮碳共渗,在渗氮过程中,碳原子也参与,因而比一般的单一气体渗氮具有更高的渗速,在渗层表面硬度相当的情况下,氮化层的脆性也比气体氮化小,软氮化因此得名。
氮化主要是往炉中加入纯氨,在200℃以上氨分解为活性氮原子,在500~580℃时,活性氮原子往钢件表面渗氮和扩散,得到0.3~0.5mm厚的高硬度、耐腐蚀、抗疲劳的氮化层。
把含碳物质和氨同时通入炉内就是碳氮共渗,又叫氰化。
它兼有渗碳和氮化的性能,氰化温度低于渗碳,使工件变形小,而氰化速度比渗碳和氮化快,生产周期短。
老的液体氮化法主要原料是氰化钠,所以也有叫低温氰化的,硬化层中的氮比碳的浓度高,因而氮碳共渗的称法又被广泛采用在氮化的过程中,当活性较大时,表面生成很薄的化合物层(10~30μm的ε相),随后便是
γ`和扩散层。
当活性较小时,表面化合物相可以不出现,从而获得得以弥散硬化为主的组织
3.离子氮化
是利用辉光放电这一物理现象对金属材料表面强化的氮化法。
在低压的氮气或氨气等气氛中,炉体和被处理工件之间加以直流电压,使产生辉光放电,在被处理表面数毫米处出现急剧的电压降,气体中的离子,向阴极移动,当接近工件表面时,由于电压降剧降而被强烈加速,轰击工件表面,离子具有的动能转变为热能,加热了被处理的工件,同时一部分离子直接注入工件表面,一部分离子引起阴极溅射,从工件表面“溅射出”电子和原子,“溅出”的铁原
子和由于电子作用而形成的原子态氮相结合,形成FeN。
FeN由于吸附和在表面上蒸发,因受到高温和离子轰击而很快地分解为低价氮化物而放出氮。
一部分失去氮的铁又被溅射到辉光等离子气体中与新的氮原子相结合,促进氮化。
4化学热处理解释
化学热处理是通过改变金属和合金工件表层的化学成分、组织和性能的金属热处理。
化学热处理的工艺过程一般是:将工件置于含有特定介质的容器中,加热到适当温度后保温,使容器中的介质(渗剂)分解或电离,产生的能渗入元素的活性原子或离子,在保温过程中不断地被工件表面吸附,并向工件内部扩散渗入,以改变工件表层的化学成分。
通常,在工件表层获得高硬度、耐磨损和高强度的同时,心部仍保持良好的韧性,使被处理工件具有抗冲击载荷的能力。
每一种化学热处理工艺都各有其特点,如果需要分别或同时提高耐磨、减摩、抗咬死、耐蚀、抗高温氧化和耐疲劳性能,则根据工件的材质和工作条件选择相应的化学热处理工艺。
化学热处理是古老的工艺之一,在中国可上溯到西汉时期。
已出土的西汉中山靖王刘胜的佩剑,表面含碳量达O.6~0.7%,而心部为O.15~O.4%,具有明显的渗碳特征。
明代宋应星撰《天工开物》一书中,就记载有用豆豉、动物骨炭等作为渗碳剂的软钢渗碳工艺。
明代方以智在《物理小识》“淬刀”一节中,还记载有“以酱同硝涂錾口,煅赤淬火”。
硝是含氮物质,当有一定的渗氮作用。
这说明渗碳、渗氮或碳氮共渗等化学热处理工艺,早在古代就已被劳动人民所掌握,并作为一种工艺广泛用于兵器和农具的制作。
随着化学热处理理论和工艺的逐步完善,自二十世纪初开始,化学热处理已在工业中得到广泛应用。
随着机械制造和军事工业的迅速发展,对产品的各种性能指标也提出了越来越高的要求。
除渗碳外,又研究和完善了渗氮、碳氮和氮碳共渗、渗铝、渗铬、渗硼、渗硫、硫氮和硫氮碳共渗,以及其他多元共渗工艺。
电子计算机的问世,使化学热处理过程的控制日臻完善,不仅生产过程的自动化程度越来越高,而且工艺参数和处理质量也得到更加可靠的控制。
按渗入元素的性质,化学热处理可分为渗非金属和渗金属两大类。
前者包括渗碳、渗氮、渗硼和多种非金属元素共渗,如碳氮共渗、氮碳共渗、硫氮共渗、硫氮碳(硫氰)共渗等;后者主要有渗铝、渗铬、渗锌,钛、铌、钽、钒、钨等也是常用的表面合金化元素,二元、多元渗金属工艺,如铝铬共渗、钽铬共渗等均已用于生产。
此外,金属与非金属元素的二元或多元共渗工艺也不断涌现,例如铝硅共渗、硼铬共渗等。
钢铁的化学热处理可按进行扩散时的基本组织,区分为铁素体化学热处理和奥氏体化学热处理。
前者的扩散温度低于铁氮共析温度,如渗氮、渗硫、硫氮共渗、氧氮共渗等,这些工艺又可称为低温化学热处理;后者是在临界温度
以上扩散,如渗碳、渗硼、渗铝、碳氮共渗等,这些工艺均属高温化学热处理范围。
渗碳是使碳原子渗入钢制工件表层的化学热处理工艺。
渗碳后,工件表面含碳量一般高于0.8%。
淬火并低温回火后,在提高硬度和耐磨性的同时,心部能保持相当高的韧性,可承受冲击载荷,疲劳强度较高。
但缺点是处理温度高,工件畸变大。
渗碳工艺广泛应用于飞机、汽车、机床等设备的重要零件中,如齿轮、轴和凸轮轴等。
渗碳是应用最广、发展得最全面的化学热处理工艺。
用微处理机可实现渗碳全过程的自动化,能控制表面含碳量和碳在渗层中的分布。
渗氮是使氮原子向金属工件表层扩散的化学热处理工艺。
钢铁渗氮后,可形成以氮化物为主的表层。
当钢中含有铬、铝、钼等氮化物时,可获得比渗碳层更高的硬度、更高的耐磨、耐蚀和抗疲劳性能。
渗氮主要用于对精度、畸变量、疲劳强度和耐磨性要求都很高的工件,例如镗床主轴、镗杆,磨床主轴,气缸套等。
碳氮共渗和氮碳共渗是在金属工件表层同时渗入碳、氮两种元素的化学热处理工艺。
前者以渗碳为主,与渗碳相比,共渗件淬冷的畸变小,耐磨和耐蚀性高,抗疲劳性能优于渗碳,70年代以来,碳氮共渗工艺发展迅速,不仅可用在若干种汽车、拖拉机零件上,也比较广泛地用于多种齿轮和轴类的表面强化;后者则以渗氮为主,它的主要特点是渗速较快,生产周期短,表面脆性小且对工件材质的要求不严,不足之处是工件渗层较薄,不宜在高载荷下工作。
渗硼是使硼原子渗入工件表层的化学热处理工艺。
硼在钢中的溶解度很小,主要是与铁和钢中某些合金元素形成硼化物。
渗硼件的耐磨性高于渗氮和渗碳层,而且有较高的热稳定性和耐蚀性。
渗硼层脆性较大,难以变形和加工,故工件应在渗硼前精加工。
这种工艺主要用于中碳钢、中碳合金结构钢零件,也用于钛等有色金属和合金的表面强化。
渗硼工艺已在承受磨损的磨具、受到磨粒磨损的石油钻机的钻头、煤水泵零件、拖拉机履带板、在腐蚀介质或较高温度条件下工作的阀杆、阀座等上获得应用。
但渗硼工艺还存在处理温度较高、畸变大、熔盐渗硼件清洗较困难和渗层较脆等缺点。
渗硫是通过硫与金属工件表面反应而形成薄膜的化学热处理工艺。
经过渗硫处理的工件,其硬度较低,但减摩作用良好,能防止摩擦副表面接触时因摩擦热和塑性变形而引起的擦伤和咬死。
硫氮共渗、硫氮碳共渗是将硫、氮或硫、氮、碳同时渗入金属工件表层的化学热处理工艺。
采用渗硫工艺时,渗层减摩性好,但在载荷较高时渗层会很快破坏。
采用渗氮或氮碳共渗工艺时,渗层有较好的耐磨、抗疲劳性能,但减摩性欠佳。
硫氮或硫氮碳共渗工艺,可使工件表层兼具耐磨和减摩等性能。
渗金属是将一种或数种金属元素,渗入金属工件表层的化学热处理工艺。
金属元素可同时或先后以不同方法渗入。
在渗层中,它们大多以金属间化合物的形式存在,能分别提高工件表层的耐磨、耐蚀、抗高温氧化等性能。
常用的渗金属工艺有渗铝、渗铬、渗锌等。