焦化厂煤气净化工艺详细介绍
- 格式:ppt
- 大小:395.00 KB
- 文档页数:15
焦炉煤气净化工艺流程的选择(2011-01-24 13:14:42)标签:分类:焦化类煤化工杂谈笑看人生摘要:本文对我国煤气净化工艺的发展进行了回顾,提出了我国焦炉煤气净化工艺发展的方向以及选择工艺流程的原则。
并推荐采用的焦炉煤气净化工艺流程以及各单元中应采用的行之有效的环保、节能技术。
1 焦炉煤气净化工艺的历史回顾我国焦炉煤气净化发展是与炼焦工业的发展紧密相连的。
建国以前,我国焦化工业几乎是一片空白。
建国以来,随着炼焦工业的发展,煤气净化工艺从无到有,蓬勃发展,技术水平和装备水平得到了不断提高。
概括起来,大体上经历了三个阶段。
第一个阶段是从20世纪50年代末到60年代中期,我国焦化厂的焦炉煤气净化工艺主要是以50年代从原苏联引进的工艺为基础、消化翻板饱和器法生产硫铵的老流程,以当时的武钢焦化厂、包钢焦化厂、鞍钢化工总厂、太钢焦化厂、马钢焦化厂等一批大型厂为代表。
但该工艺存在流程陈旧、能耗高、环保措施不健全、装备水平低等问题。
主要表现在初冷采用立管冷却器,冷却效率低;硫铵装置设备庞大,煤气阻力大,产品质量差,设备腐蚀严重;没有配套建设脱硫装置,终冷系统不能闭路,对大气和水体污染严重;在粗苯蒸馏系统采用蒸汽法,不但耗用大量蒸汽,产品质量也得不到保证。
第二阶段是从60年代中期至70年代末期,随着我国自行设计的58型焦炉不断推广及炭化室高5.5米焦炉的诞生,对煤气净化工艺开展了与石油、化工行业找差距进行技术革新的阶段。
在广大技术人员的努力下,在此期间我们将初冷流程改为二段冷却;开发了多种油洗萘代替终冷水洗萘;研制成功了终冷水脱氰生产黄血盐,解决了终冷水的污染问题;推广采用了溶剂脱酚和生物脱酚装置;以管式炉脱苯代替蒸汽脱苯,开发了双塔、单塔脱苯新工艺;在个别焦化厂设置了改良ADA脱硫装置(如:梅山焦化厂、北京焦化厂等)。
除此之外,为了适应当时国内硫酸供应紧张的情况,开发和推广了一大批采用氨水流程的焦化厂(如:济钢、莱钢、邯钢、杭钢、安钢、攀钢等)。

作者:范守谦时间:2008-7-8 10:25:53焦炉煤气净化工艺流程的评述范守谦(鞍山焦化耐火材料设计研究院)焦炉煤气净化工艺流程的选择,主要取决于脱氨和脱硫的方法。
众所周知,在炼焦过程中,煤中约有30%的硫进入焦炉煤气,95%的硫以硫化氢的形式存在。
焦炉煤气中一般含有硫化氢6~8g /m3 , 氰化氢 1. 5~2g/m'。
若不事先脱除,就有50%的氰化氢和10%~40%的硫化氢进入氨、苯回收系统,加剧了设备的腐蚀,还会增加外排污水中的酚、氰含量。
含有硫化氢和氰化氢的煤气作为燃料燃烧时,会生成大量SO2和NOx而污染大气。
为了防止氨对煤气分配系统、煤气主管以及煤气设备的腐蚀和堵塞,在煤气作为燃料使用之前必须将其脱除。
20世纪70年代以前,由于焦炉煤气主要供冶金厂作工业燃料,因此,大部分焦化厂的煤气净化工艺都没有设置脱硫装置,而回收氨的装置几乎全采用半直接法饱和器生产硫铵流程。
随着国民经济的发展以及我国环保法规的不断完善和日益严格,在焦炉煤气净化工艺过程设置脱硫脱氰装置和改进脱氨工艺就势在必行。
进入80年代以后,改革开放逐步深入,我国焦化行业和煤气行业相继从国外引进了多种煤气净化装置,国内科技人员在原有基础上也开发研制了新型脱硫工艺,大大推动了我国焦炉煤气净化工艺的发展。
现将几种脱氨和脱硫方法作扼要介绍和论述。
1 氨的脱除1.1 硫铵工艺生产硫铵的工艺是焦炉煤气氨回收的传统方法,我国在20世纪60年代以前建成的大中型焦化厂均采用半直接法饱和器生产硫铵,该工艺的主要缺点是设备腐蚀严重,硫铵质量差,煤气系统阻力大。
随着宝钢一期工程的建设,我们引进了酸洗法生产硫铵工艺,该工艺由酸洗、真空蒸发结晶以及硫铵离心、干燥、包装等三部分组成。
与饱和器法相比,由于将氨吸收和硫铵结晶操作分开,可获得优质大颗粒硫铵结晶。
酸洗塔为空喷塔,煤气系统的阻力仅为饱和器法的1/4,可大幅度降低煤气鼓风机的电耗。
采用干燥冷却机将干燥后的硫铵进一步冷却,以防结块,有利于自动包装。
焦炉煤气净化工艺流程的评述时间:2012-1-10 | 点击:79 | 字体:大小范守谦(鞍山焦化耐火材料设计研究院)焦炉煤气净化工艺流程的选择,主要取决于脱氨和脱硫的方法。
众所周知,在炼焦过程中,煤中约有30%的硫进入焦炉煤气,95%的硫以硫化氢的形式存在。
焦炉煤气中一般含有硫化氢6~8g /m3 , 氰化氢 1. 5~2g/m'。
若不事先脱除,就有50%的氰化氢和10%~40%的硫化氢进入氨、苯回收系统,加剧了设备的腐蚀,还会增加外排污水中的酚、氰含量。
含有硫化氢和氰化氢的煤气作为燃料燃烧时,会生成大量SO2和NOx而污染大气。
为了防止氨对煤气分配系统、煤气主管以及煤气设备的腐蚀和堵塞,在煤气作为燃料使用之前必须将其脱除。
20世纪70年代以前,由于焦炉煤气主要供冶金厂作工业燃料,因此,大部分焦化厂的煤气净化工艺都没有设置脱硫装置,而回收氨的装置几乎全采用半直接法饱和器生产硫铵流程。
随着国民经济的发展以及我国环保法规的不断完善和日益严格,在焦炉煤气净化工艺过程设置脱硫脱氰装置和改进脱氨工艺就势在必行。
进入80年代以后,改革开放逐步深入,我国焦化行业和煤气行业相继从国外引进了多种煤气净化装置,国内科技人员在原有基础上也开发研制了新型脱硫工艺,大大推动了我国焦炉煤气净化工艺的发展。
现将几种脱氨和脱硫方法作扼要介绍和论述。
1 氨的脱除1.1 硫铵工艺生产硫铵的工艺是焦炉煤气氨回收的传统方法,我国在20世纪60年代以前建成的大中型焦化厂均采用半直接法饱和器生产硫铵,该工艺的主要缺点是设备腐蚀严重,硫铵质量差,煤气系统阻力大。
随着宝钢一期工程的建设,我们引进了酸洗法生产硫铵工艺,该工艺由酸洗、真空蒸发结晶以及硫铵离心、干燥、包装等三部分组成。
与饱和器法相比,由于将氨吸收和硫铵结晶操作分开,可获得优质大颗粒硫铵结晶。
酸洗塔为空喷塔,煤气系统的阻力仅为饱和器法的1/4,可大幅度降低煤气鼓风机的电耗。
浅谈焦炉煤气制氢工艺焦炉煤气是焦炭生产过程中煤炭在高温、缓慢干馏过程中产生的一种可燃性气体。
我国是焦炭产量最大的国家,2023年我国焦炭产量43142.6万t,依此计算,我国焦炉煤气产量是非常高的。
全国焦炭产能约有1/3在钢铁联合企业,2/3在独立焦化企业。
独立焦化企业富余的焦炉气曾因无法直接用于生产而被大量放散,放散量最高峰时曾达30km³/a。
焦炉煤气自2023年1月1日起实施的《焦化行业准入条件》修订版规定,焦化生产企业生产的焦炉煤气应全部回收利用,不得放散。
这给焦炉煤气的综合利用提供了有利的政策支持,也进一步推动了焦炉煤气制氢、甲醇等工业技术的发展。
炼焦过程中释放的焦炉煤气中富含氢气(55%左右),焦炉煤气制氢是目前可实现的大规模低成本高效率获得工业氢气的重要途径。
而我国晋、冀、豫几省是资源大省和焦化大省,氢源非常丰富,如何高效、合理地利用是关系环保、资源综合利用和节能减排的重大课题。
1、焦炉煤气制氢原理焦炉煤气制氢工序主要有:脱硫脱萘、压缩预处理、变压吸附制氢、脱氧干燥等。
其中焦炉煤气预处理系统为变温吸附(TSA),制氢系统为变压吸附(PSA),而氢气精制系统也为变温吸附(TSA),可用焦炉煤气制取99.999%的氢气。
吸附剂在常温高压下大量吸附原料气中除氢以外的杂质组分,然后降解杂质的分压使各种杂质得以解吸。
在实际应用中一般依据气源的组成、压力及产品要求的不同来选择组合工艺。
变温吸附的循环周期长、投资较大,但再生彻底,通常用于微量杂质或难解吸杂质的净化;变压吸附的循环周期短,吸附剂利用率高,用量相对较少,不需要外加换热设备,广泛用于大气量、多组分气体的分离和提纯。
由于焦炉煤气提纯氢气的特点是:原料压力低,原料组分复杂并含有焦油、萘、硫、重烃等难以解吸的重组分,产品纯度要求高。
因而装置需采用“加压+TSA预处理+PSA氢提纯+脱氧+TSA干燥”流程。
2、主要生产过程焦炉煤气是炼焦的副产品,产率和组成因炼焦煤质量和焦化过程不同而有所差别,一般每吨干煤可生产焦炉煤气300~350m³(标准状态)。
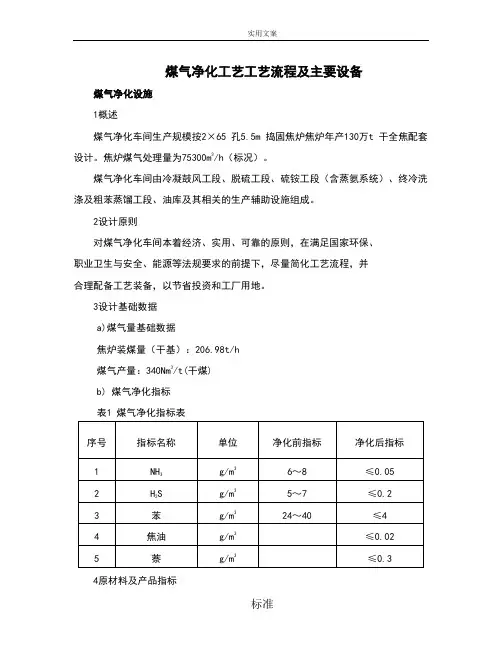
煤气净化工艺工艺流程及主要设备煤气净化设施1概述煤气净化车间生产规模按2×65 孔5.5m 捣固焦炉焦炉年产130万t 干全焦配套设计。
焦炉煤气处理量为75300m3/h(标况)。
煤气净化车间由冷凝鼓风工段、脱硫工段、硫铵工段(含蒸氨系统)、终冷洗涤及粗苯蒸馏工段、油库及其相关的生产辅助设施组成。
2设计原则对煤气净化车间本着经济、实用、可靠的原则,在满足国家环保、职业卫生与安全、能源等法规要求的前提下,尽量简化工艺流程,并合理配备工艺装备,以节省投资和工厂用地。
3设计基础数据a)煤气量基础数据焦炉装煤量(干基):206.98t/h煤气产量:340Nm3/t(干煤)b) 煤气净化指标表1 煤气净化指标表序号指标名称单位净化前指标净化后指标1 NH3g/m36~8 ≤0.052 H2S g/m35~7 ≤0.23 苯g/m324~40 ≤44 焦油g/m3≤0.025 萘g/m3≤0.34原材料及产品指标4.1焦油——符合YB/T5075-2010 2号指标序号指标名称质量指标1 密度(20℃),g/cm3 1.13~1.222 甲苯不溶物(无水基),% ≤93 灰分,% ≤0.134 水分,% ≤4.05 粘度(E80) ≤4.26 萘含量(无水基),% ≥7.0(不作考核指标)4.2硫酸铵—符合GB535-1995一级品序号指标名称质量指标1 氮N含量(以干基计),% ≥212 含水,% ≤0.33 游离酸含量,% ≤0.054.3粗苯—符合YB/T5022-1993序号指标名称质量指标(溶剂用)1 密度(20℃),g/ml ≤0.9002 75℃前馏出量(重),% ≤33 180℃前馏出量(重),% ≥91%室温(18~25℃)下目测无可见的不4 水分:溶解的水4.4洗油指标序号指标名称指标1 密度(20℃),g/ml 1.03~~1.062 馏程(大气压760mmHg),%序号指标名称指标230℃前馏出量(容),% ≥3.0300℃前馏出量(容),% ≥90.03 酚含量(容),% ≤0.54 萘含量(重),% ≤85 水分≤1.06 粘度(E25)≤2.07 15℃结晶物无4.5浓硫酸指标——符合GB/T534-2002序号指标名称质量指标1 硫酸(H2SO4)含量,% ≥92.5(Wt)2 灰分,% ≤0.03(Wt)2 铁(Fe)含量,% ≤0.01(Wt)3 砷(As) 含量,% ≤0.005 (Wt)4 汞(Hg)含量,% ≤0.01(Wt)5 铅(Pb)含量,5 ≤0.02(Wt)6 透明度,mm 50 (Wt)7 色度,ml ≤2.0 ml(Wt)4.6氢氧化钠指标(符合GB/T11199-2006)序号指标名称质量指标1 氢氧化钠(NaOH),%≥302 碳酸钠(Na2CO3)含量,%≤0.4%3 氯化钠(NaCl)含量,%≤0.044 三氧化二铁(Fe2O3)含量,%≤0.005煤气净化车间对荒煤气的初步冷却采用三段冷却工艺,并在煤气鼓风机前设置蜂窝式电捕焦油器脱除煤气中的焦油雾;随后煤气脱硫采用以PDS为催化剂的湿式催化氧化法脱硫工艺; 煤气脱氨采用喷淋式饱和器法生产硫铵工艺;煤气脱苯采用焦油洗油洗苯工艺,富油脱苯采用管式炉加热及带萘油侧线的单塔生产粗苯工艺。
煤化工(焦化厂)焦炉煤气6大脱硫技术详解与脱硫工艺选择1、焦炉煤气脱硫技术焦炉煤气常用的脱硫方法从脱硫剂的形态上来分:包括干法脱硫技术和湿法脱硫技术。
1.1焦炉煤气干法脱硫技术干法脱硫工艺是利用固体吸收剂脱除煤气中的硫化氢,同时脱除氰化物及焦油雾等杂质。
干法脱硫又分为中温脱硫、低温脱硫和高温脱硫。
常用脱硫剂有铁系和锌系,氧化铁脱硫剂是一种传统的气体净化材料,适宜于对天然气、油气伴生气、城市煤气以及废气中硫化氢含量高的气体。
常温氧化铁脱硫原理是用水合氧化铁(Fe2O3·H2O)脱除H2S,其反应包括脱硫反应与再生反应。
干法脱硫工艺多采用固定床原理,工艺简单,净化率高,操作简单可靠,脱硫精度高,但处理量小,适用于低含硫气体的处理,一般多用于二次精脱硫。
但由于气固吸附反应速度较慢,工艺运行所需设备一般比较庞大,而且脱硫剂不易再生,运行费用增高,劳动强度大,不能回收成品硫,废脱硫剂、废气、废水严重污染环境。
1.2焦炉煤气湿法脱硫技术湿法工艺是利用液体脱硫剂脱除煤气中的硫化氢和氰化氢。
常用的方法有氨水法、单乙醇胺法、砷碱法、VASC脱硫法、改良 ADA法、TH 法、苦味酸法、对苯二酚法、HPF 法以及一些新兴的工艺方法等。
1.2.1 氨水法(AS法):氨水法脱硫是利用焦炉煤气中的氨,在脱硫塔顶喷洒氨水溶液(利用洗氨溶液)吸收煤气中 H2S,富含 H2S 和 NH3的液体经脱酸蒸氨后再循环洗氨脱硫。
在脱硫塔内发生的氨水与硫化氢的反应是:H2S+2NH3·H2O →(NH4)2S+2H2O。
AS 循环脱硫工艺为粗脱硫,操作费用低,脱硫效率在 90 %以上,脱硫后煤气中的 H2S 在200~500 mg·m-3。
1.2.2 VASC法:VASC法脱硫过程是洗苯塔后的煤气进入脱硫塔,塔内填充聚丙烯填料,煤气自下而上流经各填料段与碳酸钾溶液逆流接触,再经塔顶捕雾器出塔。
煤气中的大部分 H2S 和 HCN 和部分 CO2被碱液吸收,碱液一般主要是 Na2CO3或 K2CO3溶液。
本煤气净化车间是与年产2×96 万吨冶金焦的焦炉配套的,煤气处理量为115590 m3/h。
其组成为:冷凝鼓风工段、脱硫工段、硫铵工段(含剩余氨水蒸氨装置)、终冷洗苯工段、粗苯蒸馏工段、油库工段。
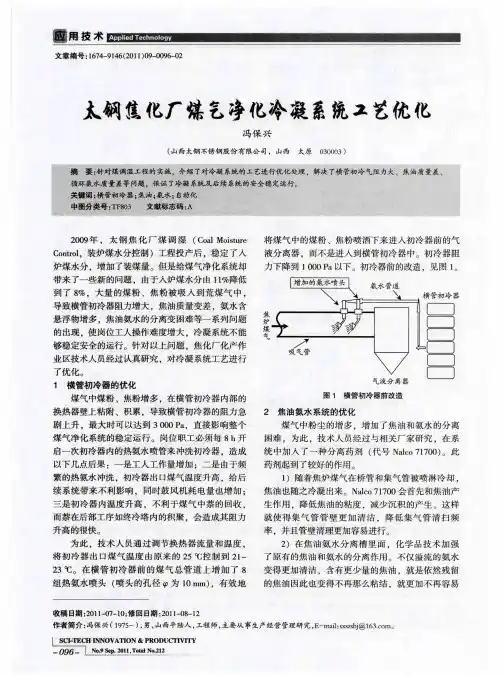
杂质成份NH3 2含量g/m3 6 6杂质成份焦油NH3含量g/m3 0.05 0.05焦油硫铵粗苯密度(20οC)甲苯不溶物(无水基)灰分水分HCN1.5HCN0.33.5%(对干煤)0.84%(对干煤)1.0%(对干煤)1.15~1.21g/cm33.5~7%不大于0.13%不大于4.0%H S20.02萘0.3苯34苯4H S粘度(E80)含硫氮(N)含量(以干基计)水分(H O)含量2游离酸H2SO4含量外观密度(20οC)不大于4≥90%≥21.0%≤0.3%≤0.05%黄色透明液体0.871~0.900g/cm3馏程:180℃前馏出量(重)水分不小于93%室温(18~25℃)下目测无可见的不溶解的水a)工艺流程来自焦炉~80οC 的荒煤气,与焦油和氨水沿吸煤气管道流至气液分离器,气液分离后的荒煤气由分离器上部出来,进入四台并联操作的横管初冷器上部,在此用32οC 的循环水将煤气冷却至~35οC;由横管初冷器下部排出的煤气,进入直冷塔下部,用直冷塔循环水喷洒煤气,将煤气冷却至~22οC;由直冷塔上部排出的煤气,进入三台并联操作的电捕焦油器,捕集煤气中夹带的焦油,再由煤气鼓风机压送至脱硫工段。
为了保证横管初冷器冷却效果,在初冷器上部连续喷洒来自机械化氨水澄清槽中部的焦油、氨水混合液,在其顶部用热氨水定期冲洗,以清除管壁上的焦油、萘等杂质。
初冷器底部排出的冷凝液经水封槽流入冷凝液槽,再送至机械化氨水澄清槽。
从直冷塔底部出来的循环液加兑一定量氨水后,用泵经直冷塔循环水冷却器用低温水冷却至~21 C,送到直冷塔顶部循环喷洒,多余部份送至机械化氨水澄清槽。
由气液分离器分离下来的焦油和氨水进入机械化氨水澄清槽,在此进行氨水、焦油和焦油渣的分离。
焦炉煤气脱硫技术路线、现状及五种工艺对比焦炉煤气中的硫化物是一种有害物质,若不对其进行脱除,不仅会腐蚀生产设备,而且会带来环境污染,因此焦炉煤气在使用前必须进行脱硫处理。
本文对目前国内应用较多的焦炉煤气脱硫技术方案进行介绍,包括PDS法、HPF法、改良ADA法等。
通过对这些脱硫工艺在脱硫效果、碱源、成本等方面进行比较,发现PDS法和HPF法因其脱硫效率高、不需要外加碱源、生产流程简洁,被大多数企业所青睐,综合效益最佳。
引言煤在炼焦生产时一般72%~78%转化为焦炭,22%~28%转化为荒煤气,干煤中含有质量分数为0.5%~1.2%的硫,其中有20%~30%的硫转到荒煤气中,形成有机和无机硫化物。
而焦炉煤气中,硫化氢的含硫量占总含硫量的90%以上。
焦炉煤气中的硫化氢是一种有害物质,它会对化学产品回收设备和煤气输送管道产生腐蚀。
硫化氢含量高的焦炉煤气用于炼钢,会导致钢的质量下降; 用于合成氨生产,会导致催化剂中毒失效和管道设备等腐蚀;用于工业和民用燃料,其燃烧所排放废气中的硫化物会污染环境,对人体健康造成危害。
因此,焦炉煤气不论是用作工业原料还是城市燃气都需要对其进行脱硫净化。
煤气脱硫不仅可以改善煤气质量,减轻设备腐蚀,还可以提高经济效益。
本文对目前企业中常用的焦炉煤气脱硫方法进行分类介绍,主要对常用的一些湿式氧化脱硫法,包括PDS法、HPF法、改良ADA法等进行分析对比,说明各种工艺的优缺点。
1 焦炉煤气脱硫方法焦炉煤气脱硫工艺发展至今已经有50余种。
虽然工艺数量众多,但是根据反应的接触条件以及催化剂的种类的不同,总体上可以分为两大类: 一类是干法脱硫; 另一类是湿法脱硫。
1.1 干法脱硫干法脱硫是利用固体吸附剂,例如活性炭、氢氧化铁等脱除煤气中的硫化氢,使煤气中硫化氢的含量达到1~2mg/m3。
该工艺在脱硫反应中无液体存在,脱硫环境完全干燥。
一般适用于量不大的煤气脱硫或者精度要求较高的焦炉煤气二次脱硫( 即为在一次脱硫的基础上根据煤气的使用需要来进行第二次精脱硫)。
煤气净化工艺工艺流程及主要设备煤气净化设施1概述煤气净化车间生产规模按2×65 孔5.5m 捣固焦炉焦炉年产130万t 干全焦配套设计。
焦炉煤气处理量为75300m3/h(标况)。
煤气净化车间由冷凝鼓风工段、脱硫工段、硫铵工段(含蒸氨系统)、终冷洗涤及粗苯蒸馏工段、油库及其相关的生产辅助设施组成。
2设计原则对煤气净化车间本着经济、实用、可靠的原则,在满足国家环保、职业卫生与安全、能源等法规要求的前提下,尽量简化工艺流程,并合理配备工艺装备,以节省投资和工厂用地。
3设计基础数据a)煤气量基础数据焦炉装煤量(干基):206.98t/h煤气产量:340Nm3/t(干煤)b) 煤气净化指标表1 煤气净化指标表序号指标名称单位净化前指标净化后指标g/m36~8 ≤0.051 NH3S g/m35~7 ≤0.22 H23 苯g/m324~40 ≤44 焦油g/m3≤0.025 萘g/m3≤0.34原材料及产品指标4.1焦油——符合YB/T5075-2010 2号指标序号指标名称质量指标1 密度(20℃),g/cm3 1.13~1.222 甲苯不溶物(无水基),% ≤93 灰分,% ≤0.134 水分,% ≤4.0) ≤4.25 粘度(E806 萘含量(无水基),% ≥7.0(不作考核指标)4.2硫酸铵—符合GB535-1995一级品序号指标名称质量指标1 氮N含量(以干基计),% ≥212 含水,% ≤0.33 游离酸含量,% ≤0.054.3粗苯—符合YB/T5022-1993序号指标名称质量指标(溶剂用)1 密度(20℃),g/ml ≤0.9002 75℃前馏出量(重),% ≤33 180℃前馏出量(重),% ≥91%室温(18~25℃)下目测无可见的4 水分:不溶解的水4.4洗油指标序号指标名称指标1 密度(20℃),g/ml 1.03~~1.062 馏程(大气压760mmHg),%序号指标名称指标230℃前馏出量(容),% ≥3.0300℃前馏出量(容),% ≥90.03 酚含量(容),% ≤0.54 萘含量(重),% ≤85 水分≤1.06 粘度(E25)≤2.07 15℃结晶物无4.5浓硫酸指标——符合GB/T534-2002序号指标名称质量指标1 硫酸(H2SO4)含量,% ≥92.5(Wt)2 灰分,% ≤0.03(Wt)2 铁(Fe)含量,% ≤0.01(Wt)3 砷(As) 含量,% ≤0.005 (Wt)4 汞(Hg)含量,% ≤0.01(Wt)5 铅(Pb)含量,5 ≤0.02(Wt)6 透明度,mm 50 (Wt)7 色度,ml ≤2.0 ml(Wt)4.6氢氧化钠指标(符合GB/T11199-2006)序号指标名称质量指标1 氢氧化钠(NaOH),%≥302 碳酸钠(Na2CO3)含量,%≤0.4%3 氯化钠(NaCl)含量,%≤0.044 三氧化二铁(Fe2O3)含量,%≤0.005煤气净化车间对荒煤气的初步冷却采用三段冷却工艺,并在煤气鼓风机前设置蜂窝式电捕焦油器脱除煤气中的焦油雾;随后煤气脱硫采用以PDS为催化剂的湿式催化氧化法脱硫工艺; 煤气脱氨采用喷淋式饱和器法生产硫铵工艺;煤气脱苯采用焦油洗油洗苯工艺,富油脱苯采用管式炉加热及带萘油侧线的单塔生产粗苯工艺。
煤焦化行业废气产生及处理工艺详解一、焦化厂生产概况及主要产品焦化厂一般由备煤、炼焦、回收、精苯、焦油、其他化学精制、化验和修理等车间组成。
其中化验和修理车间为辅助生产车间。
备煤车间的任务是为炼焦车间及时供应合乎质量要求的配合煤。
炼焦车间是焦化厂的主体车间。
炼焦车间的生产流程是:装煤车从贮煤塔取煤后,运送到已推空的碳化室上部将煤装入碳化室,煤经高温干馏变成焦炭,并放出荒煤气由管道输往回收车间;用推焦机将焦炭从碳化室推出,经过拦焦车后落入熄焦车内送往熄焦塔熄焦;之后,从熄焦车卸入凉焦台,蒸发掉多余的水分和进一步降温,再经输送带送往筛焦炉分成各级焦炭。
回收车间负责抽吸、冷却及吸收回收炼焦炉发生的荒煤气中的各种初级产品。
焦化厂主要生产产品,整体分析由以下几个部分组成:1吨煤(干基)可以生产:1、0.75吨焦炭;2、0.18吨焦炉煤气;3、0.04吨煤焦油;4、0.01吨粗苯;5、0.0085吨硫铵;6、0.02吨其它(包括硫膏);二、焦化厂工艺流程介绍焦化厂整体的工艺流程如下:由备煤车间送来的配合煤装入煤塔,装煤车按作业计划从煤塔取煤,经计量后装入炭化室内。
煤料在炭化室内经过一个结焦周期的高温干馏制成焦炭并产生荒煤气。
炭化室内的焦炭成熟后,用推焦车推出,经拦焦车导入熄焦车内,并由电机车牵引熄焦车到熄焦塔内进行喷水熄焦或干熄焦。
熄焦后的焦炭卸至凉焦台上,冷却一定时间后送往筛焦工段,经筛分按级别贮存待运。
煤在炭化室干馏过程中产生的荒煤气汇集到炭化室顶部空间,经过上升管、桥管进入集气管。
约700℃左右的荒煤气在桥管内被氨水喷洒冷却至80-90℃左右。
荒煤气中的焦油等同时被冷凝下来。
煤气和冷凝下来的焦油等同氨水一起经过吸煤气管送入煤气净化车间。
焦炉煤气经过初冷器、电铺焦油器、鼓风机、脱硫、洗苯、硫铵等工艺净化后去发电、或制甲醇、或制LNG。
废水经酚氰污水处理达标排放或熄焦。
焦炉加热用的焦炉煤气,由外部管道架空引入。
焦化生产及环保技术武剑中冶焦耐工程技术有限公司2009.061 概述1.1 国内焦化生产现状我国焦炭生产企业分布较广,目前除海南省、西藏自治区外,所有省区均有焦炭生产厂。
焦炭主要用于钢铁冶炼,因此焦炭生产厂一般附属于钢铁联合企业,但在山西、河北、山东、内蒙、黑龙江等主要产煤省、区也有着大量焦炭生产厂分布,另外由于焦炭生产过程中产生的煤气是城市主要民用气源,因此在缺少天然气供应的一些城市也有分布。
2007年,我国焦炭总产量33553万吨,其中机焦产量30537万吨,半焦(气焦)2244万吨,土焦和改良焦约772万吨。
2007年,我国有机械化焦炭生产厂1062家,其中生产能力大于100万吨的焦化厂总产量约13844万吨。
我国焦炭生产基本处于供需平衡、需略大于供的状态。
受国际市场需求增长及国外对焦炭生产的限制,我国焦炭长期处于净出口状态。
2007年我国焦炭出口量1530万吨,约占焦炭总产量的4.5%。
据统计,我国机焦产量2007年较2006年增加约16%以上。
1.2 焦炭的用途焦炭是炼焦生产的主要产品,主要用于高炉冶炼,其次供铸造、气化、有色金属生产和炼制电石。
不同用途对焦炭质量有不同要求,其中以高炉冶炼及铸造对焦炭质量要求最高。
2 焦化生产工艺介绍我国焦炭生产厂绝大多数采用机械化焦炉、化产品回收生产工艺,采用无回收(化产品)生产工艺的仅有34家。
目前国内外机械化焦炉、无回收焦炉生产工艺均有采用。
但由于无回收焦炭生产工艺没有回收有价值的煤气、苯和焦油等化产品,不符合国家《焦化行业准入条件》,属淘汰类生产工艺。
机械化焦炉、化产品回收生产焦炭主要由备煤、炼焦、熄焦及煤气净化(化产品回收)等几部分组成。
主要产品有焦炭、煤气、粗焦油、粗苯、硫铵、硫磺或硫酸等。
2.1 备煤系统备煤主要采用机械化煤场贮煤、并按不同的煤种进行自动配煤后作为焦炭生产原料。
目前也有少数企业采用封闭煤仓取代传统的煤场贮煤方式,并且有一种发展趋势,如鞍钢、济钢、太钢、江苏沙钢、攀钢、广东韶钢、河北邢钢、重钢、七台河龙洋焦电和山西焦化等。
焦化一期工艺流程简介焦化厂一期年产200万吨焦化项目介绍一、2012年焦化厂产品生产计划及产率二、焦化厂产品质量指标三、焦化厂主要工艺流程介绍:焦化厂由6个车间组成,包括4个生产车间:备煤车间、炼焦车间、化产车间(煤气净化车间)、污水处理车间,两个辅助车间:储运车间、机修车间。
1、备煤工艺备煤工艺为先配煤后粉碎工艺;该工艺是将原料煤按一定比例配合后再进行粉碎的工艺。
外购的炼焦精煤由汽车运来后自卸于受煤坑,经受煤坑下叶轮给煤机将精煤给入煤1带式输送机,再经煤2带式输送机将煤送入堆取料机,把煤堆入精煤储场。
自洗煤厂的炼焦精煤由皮带通廊送来,由煤3带式输送机将煤送入堆取料机,把煤堆入精煤储场。
两种来煤方式均可不落煤场直接经煤4带式输送机把煤送往配煤仓。
煤场采用不同每种轮流上煤。
上煤时,由堆取料机取煤,经堆取料机主皮带、煤4带式输送机,转运至可逆带式输送机。
由可逆带式输送机将煤送入可逆配仓带式输送机,卸入配煤仓。
煤仓后设计为双系列。
配煤仓下设电子自动配料秤,将各种煤按相应的配合比例配送到仓下的备1带式输送机,除铁后,送入可逆反击锤式破碎机,煤被破碎至<3mm 占82%以上后,经备2、备3、备4、备5带式输送机,送入1#煤塔内;另一系列配送至仓下的备6带式输送机,除铁后,送入可逆反击锤式破碎机,煤被破碎至<3mm占82%以上后,经备7、备8、备9、备10、带式输送机,送入2#煤塔内,供焦炉使用。
宝丰能源焦化厂工艺流程框图2、炼焦工艺焦化厂炼焦设计公称能力为200万吨干全焦/年,焦炉炭化室全高5.5m,炭化室平均宽490mm的XY5549C型双联火道、废气循环、下喷、单热式、上升管与集气管置于焦侧、侧装捣固煤饼焦炉,炉组规模4×55孔。
炼焦生产采用高温炼焦工艺,高温炼焦是煤在隔绝空气条件下加热至1000±50℃时,发生一系列物理变化和化学反应,并得到焦炭、焦油和荒煤气的复杂过程,也称为煤的热解或干馏。