产品工艺及配方说明casting3
- 格式:pptx
- 大小:167.61 KB
- 文档页数:5

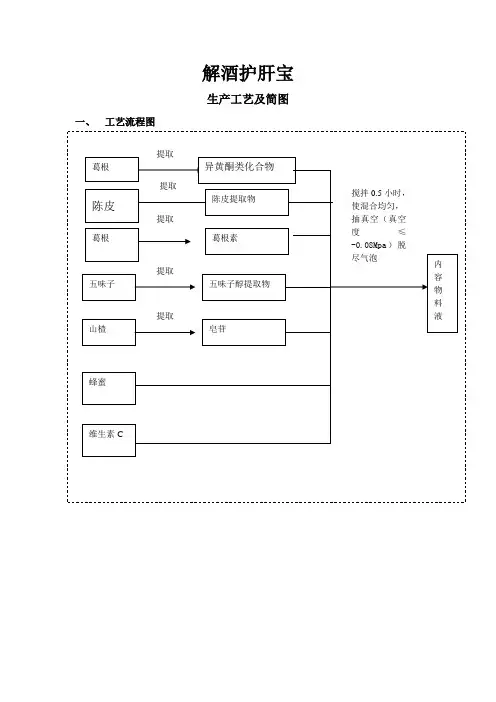
解酒护肝宝生产工艺及简图一、工艺流程图生产工艺说明:二、原料药的要求所有原辅料按企业质量标准采购,经质量检查合格后,直接用于生产三、软胶囊的制备(一)内容物的制备将葛花、葛根、五味子山楂、蜂蜜、维生素C搅拌0.5小时,使混合均匀,胶体磨研磨均匀,抽真空(真空度≤-0.08Mpa)脱尽气泡,制成内容物料液,待用。
(二)胶液的配置按明胶、甘油、水、对羟基苯甲酸乙酯1∶0.40∶1∶0.0005的比例,取明胶,加水浸泡使溶胀,加入甘油及对羟基苯甲酸乙酯(按明胶量0.05%的比例),70-80℃加热使完全溶解,搅拌均匀,100目筛过滤,抽真空(真空度≤-0.08Mpa)脱尽气泡,制成胶液,56℃保温,待用。
(三)压制软胶囊囊分别将内容物混合油料与胶液置于软胶囊压丸机中,压制成软胶(胶盒温度45-65℃,喷体温度35-45℃,湿度45-55%),内容物每粒装0.5g。
(四)定型、洗丸、干燥、选丸压制成的软胶囊置定型转笼中定型(温度20-24℃);定型后经洗丸(95%乙醇),除去表面的液状石蜡后,置干燥间(温度30-40℃,湿度≤35%)干燥;再经选丸,除去不合格者。
(五)包装经检验合格后,内包装,60粒/瓶,再经外包装,即得成品。
(六)各提取物的制备工艺葛花提取总异黄酮的方法,其步骤是a.在葛花中加入醇浓度为10~80%含水醇溶液热回流提取1~4次,每次含水醇溶液用量为葛花重量的6~30倍,每次回流时间0.5~2小时,滤过,合并滤液,减压-0.02~-0.09Mpa回收至无醇味,温度控制在50~90℃,得到葛花提取液;b.在葛花提取液中加入为葛花重量4~10倍的水或醇溶液,其中用的醇溶液醇浓度为10~60%,滤过,得滤液;c.滤液经填充有吸附材料的吸附柱,选用的吸附材料为聚酰胺、大孔吸附树脂或硅胶中的任一种;d.洗脱前或选用体积为吸附材料4~8倍的水淋洗吸附柱至流出液为无色;e.用含20~70%的醇溶液洗脱,洗脱液用量为吸附材料的4~10倍,收集洗脱液;f.减压-0.02~-0.09Mpa)收溶剂,温度控制在50~90℃,得稠膏,稠膏经干燥后得含葛花总异黄酮50~90%的提取物,其中鸢尾甘含量为20-90%。
![[全]铸造工艺](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/251d2f3e998fcc22bdd10d16.webp)
铸造工艺工艺流程液体金属→充型→凝固收缩→铸件工艺特点1、可生产形状任意复杂的制件,特别是内腔形状复杂的制件。
2、适应性强,合金种类不受限制,铸件大小几乎不受限制。
3、材料来源广,废品可重熔,设备投资低。
4、废品率高、表面质量较低、劳动条件差。
铸造分类(1)砂型铸造(sand casting)砂型铸造:在砂型中生产铸件的铸造方法。
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。
工艺流程:砂型铸造工艺流程技术特点:1、适合于制成形状复杂,特别是具有复杂内腔的毛坯;2、适应性广,成本低;3、对于某些塑性很差的材料,如铸铁等,砂型铸造是制造其零件或,毛坯的唯一的成形工艺。
应用:汽车的发动机气缸体、气缸盖、曲轴等铸件(2)熔模铸造(investmentcasting)熔模铸造:通常是指在易熔材料制成模样,在模样表面包覆若干层耐火材料制成型壳,再将模样熔化排出型壳,从而获得无分型面的铸型,经高温焙烧后即可填砂浇注的铸造方案。
常称为“失蜡铸造”。
工艺流程:熔模铸造工艺流程工艺特点优点:1、尺寸精度和几何精度高;2、表面粗糙度高;3、能够铸造外型复杂的铸件,且铸造的合金不受限制。
缺点:工序繁杂,费用较高应用:适用于生产形状复杂、精度要求高、或很难进行其它加工的小型零件,如涡轮发动机的叶片等。
(3)压力铸造(die casting)压铸:是利用高压将金属液高速压入一精密金属模具型腔内,金属液在压力作用下冷却凝固而形成铸件。
工艺流程:工艺特点优点:1、压铸时金属液体承受压力高,流速快2、产品质量好,尺寸稳定,互换性好;3、生产效率高,压铸模使用次数多;4、适合大批大量生产,经济效益好。
缺点:1、铸件容易产生细小的气孔和缩松。
2、压铸件塑性低,不宜在冲击载荷及有震动的情况下工作;3、高熔点合金压铸时,铸型寿命低,影响压铸生产的扩大。
应用:压铸件最先应用在汽车工业和仪表工业,后来逐步扩大到各个行业,如农业机械、机床工业、电子工业、国防工业、计算机、医疗器械、钟表、照相机和日用五金等多个行业。

陶瓷工艺名词解释3瓷泥沉淀去水经练泥之后放置再用的过程。
景德镇御窑厂瓷泥陈腐时间较长,烧出瓷器均甚好,证明陈腐瓷泥的时间越长,所制的瓷器质量越好。
2、泥条盘筑法:我国最早制作陶器的成型方法。
新石器时代晚期已较盛行。
制做方法先把和好的泥糅成泥条,然后由下向上盘筑叠起成型,再用简单的工具把里外修饰抹平。
3、陶范:亦称"印模"。
陶质的模型。
出现较早,新石器时代晚期陶鬶的袋状足已用陶范加工。
商周时期精美的青铜器都使用陶范浇铸,战国时期刀币、秦俑坑的陶人陶马,也都用陶范分段制做,然后粘合。
唐长沙窑、巩县窑用陶范制印局部纹饰贴于器身。
宋代进一步利用陶范整修器形,同时把精美完整的纹饰印于器物上。
当时各地瓷窑均已普遍使用,印花装饰也由此得到推广与提高。
4、卫生陶瓷术语中英对照:便器wcpan用于承纳并冲走人体排泄物的有釉陶瓷质卫生器。
按排泄口部位,有下排污和排污之分。
蹲便器squattingwcpan使用时以人体取蹲式为特点的便器。
分为无遮挡和有遮挡;其结构有返水弯和无返水弯两种。
坐便器sittingwcpan使用时以人体取坐式为特点的便器。
按冲洗方式分有冲落式、虹吸式、喷射虹吸式、旋涡虹吸式。
a)冲落式坐便器wash-downwcpan 借冲洗水的冲力直接将污物排出的便器。
其主要特点是在冲水、排污过程中只形成正压,没有负压。
b)虹吸式坐便器siphonwcpan主要借冲洗水在排水道所形成的虹吸作用将污物排出的便器。
冲洗时正压对排污起配合作用。
c)喷射虹吸式坐便器siphonjetwcpan在水封下设有喷射道,借喷射水流而加速排污并在一定程度上降低冲水噪音的坐便器(利用水封隔音)。
连体式坐便器integralsittingwcpan与水箱为一体的坐便器。
其冲洗管道有虹吸式,也有冲落式。
旋涡虹吸式连体坐便器siphonvortexintegralsittingwcpan利用冲洗水流形成的旋涡加速污物排出的虹吸式连体坐便器。