CP控制计划检查表
- 格式:xls
- 大小:29.00 KB
- 文档页数:1

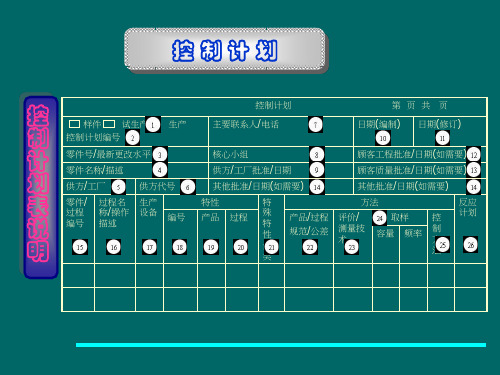
理解和实施控制计划点检表大全目录控制计划(CP) (1)第一节基本概念 (1)一、对控制计划的基本理解 (1)二、益处 (2)三、基本要素 (3)四、小组培训及能力要求 (5)第二节开发过程 (5)一、输入参考信息 (5)二、制作时考虑的问题 (6)三、开发的三个阶段 (6)四、制作步骤 (7)五、不同类型控制计划要求 (7)第三节管理及确认过程 (9)一、合格控制计划要求 (9)二、完成后的检查表 (9)三、跟新及维护时机 (10)控制计划(CP)第一节基本概念一、对控制计划的基本理解定义/说明/要求/目的:主要控制特性(KCC)是指:一些过程参数,其变差必须控制在一个目标值附近,以保证重要的特性值维持在其目标值上。
控制计划的目的是在产品形成过程中能够依据既定的要求制造出合格的产品,控制计划通过为总体设计、选择和实施增值性控制方法以提供结构性的途径来达到这个目的。
检查表:二、益处定义/说明/要求/目的:制定并实施控制计划,可以带来多方面的益处。
控制计划的目的是协助按照顾客的要求制造出优质产品。
控制计划必须采用以顾客满意为基础的过程方法。
检查表:三、基本要素定义/说明/要求/目的:工具是指:为过程设备中专门用于制造一个部件或分总成的那一部分。
工具(或工装)用于过程设备中把原材料加工成零件或总成。
制定并实施控制计划,必须包含一些必要的要素只有在包含相同信息下,才可以使用替代的格式。
检查表:四、小组培训及能力要求定义/说明/要求/目的:为制定好控制计划,小组成员必须掌握必要的知识和技能。
检查表:第二节开发过程一、输入参考信息定义/说明/要求/目的:CP必须是多功能小组负责制定,通过可利用的信息来制定控制计划。
为了达到对控制计划所涉及的过程更好的了解,多方论证小组必须利用可用的信息来制定控制计划。
检查表:二、制作时考虑的问题定义/说明/要求/目的:在制作控制计划之前,必须考虑并明确一些必要的问题。
所有问题均应该有明确的结果。



NO.产品过程容量频率1数量数量是否一致核对送货单抽样表每批原材料进料检验报告仓管员2型号型号是否一致核对送货单抽样表每批原材料进料检验报告仓管员3材质ALLOY ANSI#383核对报告单抽样表每批原材料进料检验报告仓管员4外观无明显划伤、无锈蚀、无氧化目视抽样表每批原材料进料检验报告仓管员5结构无弯曲、无变形、无断裂目视抽样表每批原材料进料检验报告仓管员6包装包装完整完好,无破损、无受潮目视抽样表每批原材料进料检验报告仓管员1数量数量是否一致核对采购订单抽样表每批塑粉进料检验报告仓管员2型号塑粉品牌:PPG粉末号:PCTC79477核对采购订单及外箱标识抽样表每批塑粉进料检验报告仓管员控制计划编号主要联系人/电话:编制/日期修订/日期核心小组:零件号/零件名称/描述:顾客工程批准/日期(如需要):供方/工厂供方代号供方/工厂批准/日期:顾客质量批准/日期(如需要):其他批准/日期(如需要):其他批准/日期(如需要):工序号工序名称设备及工装样本特殊特性分类特性负责人10-1进料检验(原材料)进料检验控制方法技术要求和公差评价和测量技术NO.产品过程容量频率控制计划编号主要联系人/电话:编制/日期修订/日期核心小组:零件号/零件名称/描述:顾客工程批准/日期(如需要):供方/工厂供方代号供方/工厂批准/日期:顾客质量批准/日期(如需要):其他批准/日期(如需要):其他批准/日期(如需要):工序号工序名称设备及工装样本特殊特性分类特性负责人控制方法技术要求和公差评价和测量技术无结块、无10-2进料检验(塑粉)NO.产品过程容量频率控制计划编号主要联系人/电话:编制/日期修订/日期核心小组:零件号/零件名称/描述:顾客工程批准/日期(如需要):供方/工厂供方代号供方/工厂批准/日期:顾客质量批准/日期(如需要):其他批准/日期(如需要):其他批准/日期(如需要):工序号工序名称设备及工装样本特殊特性分类特性负责人控制方法技术要求和公差评价和测量技术脱脂剂 / 乳NO.产品过程容量频率控制计划编号主要联系人/电话:编制/日期修订/日期核心小组:零件号/零件名称/描述:顾客工程批准/日期(如需要):供方/工厂供方代号供方/工厂批准/日期:顾客质量批准/日期(如需要):其他批准/日期(如需要):其他批准/日期(如需要):工序号工序名称设备及工装样本特殊特性分类特性负责人控制方法技术要求和公差评价和测量技术100水洗水洗槽首末检班组长前处理工艺点检记录表100%控制计划编号主要联系人/电话:编制/日期修订/日期核心小组:零件号/零件名称/描述:顾客工程批准/日期(如需要):供方/工厂供方代号供方/工厂批准/日期:顾客质量批准/日期(如需要):其他批准/日期(如需要):其他批准/日期(如需要):工序号工序名称设备及工装样本特殊特性分类特性负责人控制方法技术要求和公差评价和测量技术NO.产品过程容量频率NO.产品过程容量频率控制计划编号主要联系人/电话:编制/日期修订/日期核心小组:零件号/零件名称/描述:顾客工程批准/日期(如需要):供方/工厂供方代号供方/工厂批准/日期:顾客质量批准/日期(如需要):其他批准/日期(如需要):其他批准/日期(如需要):工序号工序名称设备及工装样本特殊特性分类特性负责人控制方法技术要求和公差评价和测量技术表面无脏污控制计划编号主要联系人/电话:编制/日期修订/日期核心小组:零件号/零件名称/描述:顾客工程批准/日期(如需要):供方/工厂供方代号供方/工厂批准/日期:顾客质量批准/日期(如需要):其他批准/日期(如需要):其他批准/日期(如需要):工序号工序名称设备及工装样本特殊特性分类特性负责人控制方法技术要求和公差评价和测量技术NO.产品过程容量频率/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):/日期(如需要):。
XXXXXXXX 有限公司控制计划编制指导书文件编号:版本:编制:审核:批准:XXXXX有限公司发布控制计划编制指导书1.目的针对产品制造过程,通过对其控制特性的过程监视和控制方法来最大限度地减少过程和产品变差;并随着测量系统和控制方法的评价和改进对其进行修订,使控制计划在整个产品制造过程中得到保持和使用,确保按顾客的要求制造出高质量的产品。
2.范围适用于公司内所有产品的质量控制策划。
3.定义3.1 样件控制计划在样件试制过程中,对将要涉及的产品尺寸测量、材料和性能/功能试验做出描述。
如顾客有要求时,APQP小组应编制样件控制计划;样件控制计划中的内容必须包括产品的全尺寸检验和功能/性能试验(破坏性试验除外),且必须100%的检查。
样件试制数量一般为2—5件。
3.2 试生产控制计划:在样件试制之后,大批量生产之前,对产品/过程特性所涉及尺寸测量、材料和性能/功能试验、过程控制、检验和试验的测量系统等做出描述。
试生产控制计划中的内容必须包括产品的尺寸检验和功能/性能试验(破坏性试验除外),试生产试作的数量一般为300—400件之间,除非顾客另有书面规定。
3.3 量产控制计划:在批量生产过程中,对产品/过程特性所涉及尺寸测量、材料和性能/功能试验、过程控制、检验和试验的测量系统做出书面描述。
量产控制计划中的内容必须包括产品尺寸检验和功能/性能试验(破坏性试验除外)、产品最终审核,且其检查的频率和容量可以以抽样的方式进行(生产控制计划中的全尺寸检验和功能/性能试验的检查频率和容量一般为每种产品每年至少一次和一件)。
4.职责和权限4.1 APQP小组负责制定样品、试生产和量产控制计划;4.2 APQP小组负责管理样品、试生产和量产控制计划。
5.程序5.1控制计划制定的时机5.1.1在样件试制之前,制定《样件试制控制计划》;5.1.2在试生产(小批量)生产之前,制定《试生产控制计划》;5.1.3在试生产结束后,批量生产前,APQP小组根据试生产的实际情况和生产经验,对试生产控制计划进行修订和扩展,形成量产控制计划。
产品名称
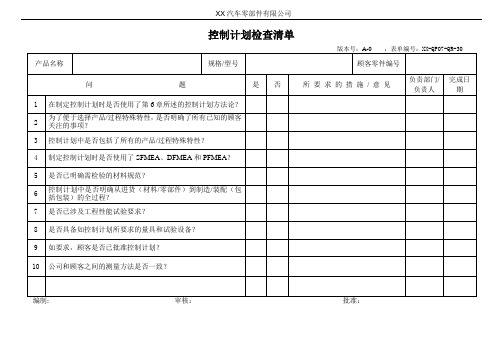
规格型号客户零件号是否责任部门/责任人完成日期编制:审核:批准:9、(如要求)客户是否已批准控制计划?
4、制定控制计划时是否使用了SFMEA 、DFMEA和PFMEA?
所要求的意见/措施3、控制计划中是否包括了所有的产品/过程特殊特性?
10、公司和客户之间的测量方法是否一致?
5、是否已明确了需要检验的材料的规范?
6、控制计划中是否明确从进货(材料/零部件)到制造/装配(包括包装)的全过程?
7、是否已涉及工程性能试验要求?
8、是否具备控制计划所要求的量具和试验设备?
1、在制定控制计划时是否使用了第6章所述的控制计划方法论?
问 题
CP控制计划检查表
2、为了便于选择产品/过程特殊特性,是否明确了所有已知的客户关注的事项?。