手机壳五金件检验规范
- 格式:pdf
- 大小:268.72 KB
- 文档页数:9
1、目的
用以规范和统一公司手机五金件检验方案、内容及判定标准。
供应商所检项目应包含本标准中所规定的,但不限于本标准中所规定的项目。
2、适用范围
适用于本公司所有手机五金件的检验和例行试验。
3、抽样计划与接受标准
抽样计划:按照GB/T2828.1-2003,正常抽检水平,一次抽样,Ⅱ级。
接受标准:AQL(Cri:0,Maj:0.4,Min:1.0)。
4、位置定义
A面:使用过程中能直接观察到的主要面。
B面:使用过程中,不能直接观察/暴露的次要面。
5、缺陷分类
致命缺陷(Cri):对产品使用者人身与财产安全构成威胁的缺陷。
主要缺陷(Maj):产品性能不能满足预定的功能或严重影响正常使用性能或可导致客户退货的严重外观缺陷等。
次要缺陷(Min):对产品外观产生轻微影响的缺陷。
6、产品外观检查方式和条件
6.1环境亮度: 要求光线充足或1盏40W冷白荧光灯,光源距被测物表面500~550mm,照度达500~550LUX。
6.2检查方式和角度: 目视,检验面与水平面成450,被检验物品上下左右转动150。
6.3检查距离和时间:人眼距离被检物约300~350mm,单点目视检测时间为3~5秒,整体目视时间为15秒。
6.4外观检查需使用菲林格纸。
7、代码对照表
8、手机五金件检验的项目、内容、允收标准
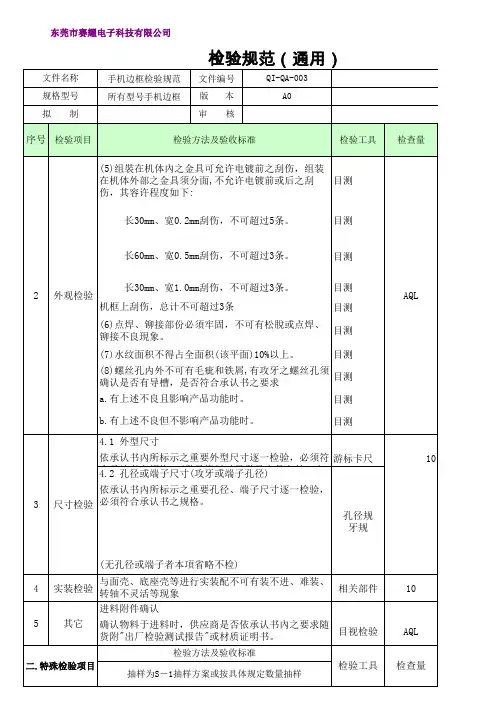
7、外观
备注:
浅枪(黑铬)盐雾测试16小时以上,由于水镀工艺的不稳定性,固不能保证100%能过24小时。
![手机壳五金件检验规范标准[详]](https://uimg.taocdn.com/7e27cb54f61fb7360a4c6587.webp)
文件编号MSTIQC-07-008页次第1页共4页版次 1.0一﹑作业內容品质检验人員抽样计划依照MIL-STD-105E, 正常检验(Normal Inspection), Level II, 单次抽样。
如客戶有特殊要求﹐以客戶提供之抽样水准抽样。
品质检验允收水准(AQL): MA=0.4,MI=1.0。
抽样计划采用『分批检查, 分批验退』的方式。
二﹑缺点分类致命缺点 (Critical Defect, CR) 指由经验和判断表明产品对人体有害的产品缺陷。
严重缺点 (Major Defect, MAJ) 指影响产品正常使用功能,降低产品可靠性或严重影响产品外观的缺陷。
轻微缺点 (Minor Defect, MIN) 偏离限定标准,但不影响产品正常使用功能或外观缺陷不太明显的缺陷。
三.检验条件位置: 产品置放于检验者正前面, 垂直于检验者。
目视時間: 10秒钟内确认缺陷。
目视距离:肉眼与被测物距离30cm至45cm.目视角度:与被测物成30度至45度角范围内工作场所灯光: 60W,距离检测者50cm.四﹑产品缺陷定义1. 变形:物体失去应具备之形狀﹔2. 毛边:铁件或者塑胶件在成型時造成的粗糙尖锐边缘﹔3. 缺料﹕铁件或者塑胶件成型不当或产品结构问题造成表面产品某些部位未射饱;4. 间隙:組裝后两个不同部件在裝配时两接触面不能完全吻合而出现的裂缝.5. 缩水﹕塑胶成型时﹐因外表面已冷却﹐但內部仍旧温热﹐冷却时表面內缩所产生的凹陷.6. 刮伤﹕塑胶件因与其他物品相摩擦造成的条狀或片狀痕迹.7. 汽泡:塑胶成形过程中包含空气或水汽的圆球、在透明件中尤为明显。
8. 顶白:因模具顶针問題造成塑胶制品顶针处外部出现白色圆弧。
五﹑表面的定义A面:指产品在使用过程中,直接在近处观看且暴露的主要面(正常观察时手机的前面)。
B面:指产品在使用过程中,不直接观看但暴露的次要面(手机的上下左右侧面和背面)。
C面:指产品在使用过程中很少见或看不见的面(手机背面内部和电池门内)。

五金外壳检验标准五金外壳检验标准1.目的规范、掌握五金的检验标准和检验方法,以达到公司的品质要求,并能符合客户的品质需求。
1.范围博劲恒所使用的五金外壳的检验。
2.定义3.1 基本定义3.1-1) A 面:指组装成整机后的正前面、上表面及丝印面(在使用过程能直接看到及吸引视觉的表面);3.1-2) B 面:指组装成整机后的侧面(需将视线偏转45°~90°才能看到的四周边);3.1-3) C 面:指组装成整机后的背面及底面(正常使用时看不到的背面及底面)。
3.1-4)ΔE (Delta-E):在均匀颜色感觉空间中,人眼感觉色差的测试单位。
当ΔE 为1.0时,人眼就可以感觉到色彩的变化了。
这种测试方法用于当用户指定或接受某种颜色时,产商用以保证色彩一致性的量度。
3.1-5)限度样板:对于文字难以描述清楚或不易判定合格与不合格之外观缺点,则以提供承认样品及说明图片,供检验时作依据。
3.2 缺陷定义3.2-1)毛边:由于机械冲压或切割后未处理好,导致加工件边缘或分型面处所产生的金属毛刺。
3.2-2)划伤:由于在加工或包装、运输过程中防护不当导致产品表面出现的划痕、削伤。
3.2-3)裁切不齐:由于产品在加工过程中定位或设备固定不当,导致产品边缘切割不齐。
3.2-4)变形:因加工设备调校不当或材料因內应力而造成的产品平面形变。
3.2-5)氧化生锈:因产品加工后未进行相应防锈处理或处理措施不当,而导致产品表面出现锈斑。
3.2-6)尺寸偏差:因加工设备的精度不够,导致产品尺寸偏差超过设计允许水平。
3.2-7)“R 角”过大/小:产品因折弯或冲压设备精度不够,导致折弯处弧度过大/小。
3.2-8)表面凹痕:由于材料热处理不好或材料生锈,其内部杂质导致金属表面形成的凹痕。
3.2-9)倒圆角不够:产品裁切边缘因切割或冲压原因产生的锐边未处理成圆弧状,易导致割手。
3.2-10)异色点:在产品表面出現颜色异于周围颜色的点。
五金外壳检验规范标准最新五金外壳作为电子产品的重要组成部分,其质量直接影响到产品的性能和使用寿命。
以下是五金外壳检验规范标准的最新内容:1. 外观检验- 五金外壳表面应无明显划痕、凹陷、锈蚀、氧化变色等缺陷。
- 颜色应均匀一致,无色差。
- 涂层或镀层应无脱落、气泡、裂纹等现象。
2. 尺寸精度- 五金外壳的尺寸应符合设计图纸要求,公差范围应严格控制。
- 所有关键尺寸,如孔径、壁厚、长度等,都应通过精密测量工具进行检验。
3. 材质检验- 五金外壳的材质应满足耐腐蚀、耐磨损等性能要求。
- 材质成分应通过光谱分析等方法进行确认,确保符合标准。
4. 机械性能- 五金外壳应具有足够的强度和韧性,以承受正常使用中的机械负荷。
- 可通过拉伸试验、硬度测试等方法评估其机械性能。
5. 装配性检验- 五金外壳的装配性应确保与电子元件的配合紧密,无松动现象。
- 装配后的整机应进行振动测试,确保装配牢固。
6. 环境适应性- 五金外壳应能适应各种环境条件,如温度、湿度变化等。
- 应进行高低温测试、湿热测试等,以评估其环境适应性。
7. 电气性能- 五金外壳应具有良好的绝缘性能,防止电气干扰。
- 应通过绝缘电阻测试、耐电压测试等方法评估其电气性能。
8. 安全性能- 五金外壳应符合相关安全标准,如防火、防触电等。
- 应通过相关安全测试,确保产品在使用过程中的安全性。
9. 生产过程控制- 生产过程中应实施严格的质量控制,确保每一批次的五金外壳都符合标准。
- 应有详细的生产记录和质量追溯体系。
10. 包装与运输- 五金外壳在包装时应采取适当的防护措施,防止在运输过程中损坏。
- 包装应符合环保要求,减少对环境的影响。
以上规范标准旨在确保五金外壳的质量和性能,以满足电子产品的高标准要求。
企业在生产过程中应严格遵守这些标准,不断提高产品质量,以满足市场需求和消费者期望。
手机五金件测试规范1前言32范围 33规范性引用文件34术语和定义34.1缺陷定义 45缺陷代码对照表56手机检验条件及环境 67螺钉或螺母的检验67.1螺钉或螺母的外观检验67.2耐腐蚀性测试77.3扭矩测试 78金属装饰片(如铝片等)的检验 78.1外观检查 78.2耐划伤性测试88.3耐腐蚀性测试98.4镀层附着力测试98.5硬度测试 99尺寸及配合检查910金属屏蔽罩的检验10 10.1外观检查 1010.2变形量检查10 10.3耐腐蚀性测试11 10.4可焊性试验111 前言制定本标准的目的在于生产手机的研发、试生产、IQC来料检验、QA增强性试验等各个阶段对手机五金件的检验。
2 范围本标准规定了手机上所采用五金件的外观检查及性能测试(只针对结构性能)方法。
本标准适用于生产的的手机五金件检验,并且适用于手机的研发、试生产、IQC来料检验、QA增强性试验等各个阶段。
3 规范性引用文件在下面所引用的文件中,对于企业标准部分没有写出年代号,使用时应以发布的最新标准为有效版本。
GB/T 2423.17-1993电工电子产品环境试验试验Ka:盐雾试验方法QJ2028-90 镀覆层可焊性试验方法4 术语和定义下列术语和定义适用于本标准。
4.1 缺陷定义漏镀应该电镀的地方没有电镀。
镀层脱落由于镀层附着力不好造成镀层与基材之间有分离。
锈斑由于没有电镀好,造成基材与外界环境接触而发生了化学反应。
麻点电镀层表面出现的颗粒状缺陷。
烧焦由于电镀时电流过大等原因而造成的不良缺陷。
凹坑电镀工艺没有控制好造成电镀件表面有小坑。
碰伤受到外力作用造成零件表面有损坏。
毛刺在零件边缘处有多余的废料。
气泡零件表面局部区域有镀层鼓起的现象。
粗糙镀层表面不光滑。
细划伤没有深度的划痕。
硬划伤有深度的划痕。
色泽不均零件表面的光泽与颜色呈现出不均匀的现象。
翘曲/变形零件表面不平整。
油污附在零件表面的油垢。
5 缺陷代码对照表缺陷代码对照表见表1。