作业指导书(WI)样板
- 格式:xls
- 大小:45.50 KB
- 文档页数:1
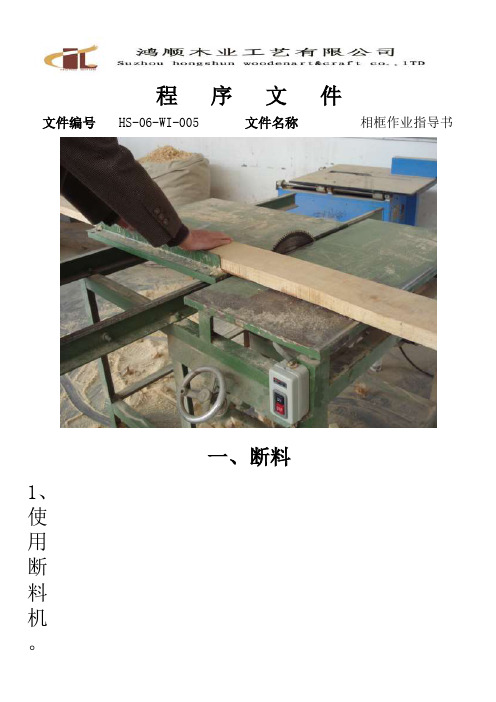

WI-19胶水作业指导书
标题:WI-19胶水作业指导书
引言概述:
WI-19胶水作业指导书是为了帮助操作人员正确、安全地使用胶水进行工作而制定的指导手册。
本文将从胶水的选择、准备工作、操作步骤、注意事项和清洁保养五个方面进行详细介绍。
一、胶水的选择
1.1 选择适合材料的胶水
1.2 考虑工作环境和使用要求
1.3 注意胶水的粘度和干燥时间
二、准备工作
2.1 清洁工作区域
2.2 检查胶水瓶口和喷嘴
2.3 准备所需的工具和辅助材料
三、操作步骤
3.1 涂抹胶水的技巧
3.2 粘接材料的顺序
3.3 确保胶水均匀涂抹并避免气泡
四、注意事项
4.1 避免直接接触皮肤和眼睛
4.2 注意通风环境
4.3 避免胶水过度使用导致浪费
五、清洁保养
5.1 及时清洁工具和工作区域
5.2 妥善保存胶水并避免高温
5.3 定期检查胶水瓶口和喷嘴的状态
总结:
WI-19胶水作业指导书是操作人员进行胶水作业时的重要参考手册,正确的选择、准备和操作胶水,遵守注意事项和进行清洁保养是保证工作质量和安全的关键。
希望操作人员能够严格按照指导书的要求进行作业,确保工作顺利进行。
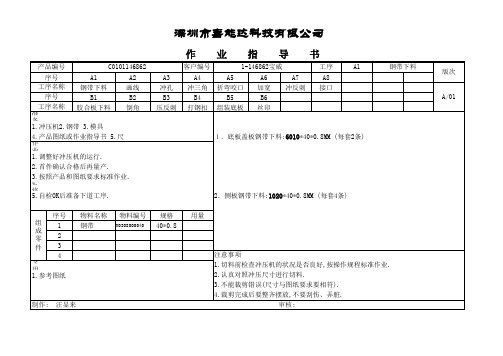
深圳市嘉能达科技有限公司 作 业 指 导 书客户编号工序A2A1A2A3A4A5A6A7A8钢带下料画线冲孔冲三角折弯咬口加宽冲反刺接口B1B2B3B4B5B6胶合板下料倒角压反刺打钢扣组装底板丝印准备工具:作业方法3.冲孔处画蓝色,冲三角处画红色.序号物料名称物料编号规格用量1钢带Y030800004040*0.8234专用工具及辅助材料1.参考图纸2.认真对照图纸(作业指导书)进行画线.3.不能画线错误(尺寸与图纸要求要相符).4.画好线的钢带要整齐摆放,不要刮伤、弄脏.1.将要进行画线的钢带摆整齐.2.按照产品和图纸要求标准作业.4.首件确认合格后再量产.制作: 汪显来 审核:6.自检OK后准备下道工序.组成零件注意事项1.画线前检查裁剪好的钢带的状况是否良好.2.侧板钢带:1020*40*0.8MM (每套4条)5.将画好尺寸的钢带摆在规定位置.1.裁减好尺寸的钢带2. 两色画笔(红蓝)34.产品图纸或作业指导书 4.尺1.底板盖板钢带:6010*40*0.8MM (每套2条)版次序号C010********-146862宝威工序名称A/01序号工序名称产品编号 深圳市嘉能达科技有限公司 作 业 指 导 书钢带画线深圳市嘉能达科技有限公司 作 业 指 导 书深圳市嘉能达科技有限公司深圳市嘉能达科技有限公司深圳市嘉能达科技有限公司深圳市嘉能达科技有限公司深圳市嘉能达科技有限公司深圳市嘉能达科技有限公司深圳市嘉能达科技有限公司客户编号工序B4A1A2A3A4A5A6A7A8钢带下料画线冲孔冲三角折弯咬口加宽冲反刺接口B1B2B3B4B5B6胶合板下料倒角压反刺打钢扣组装底板丝印准备工具:作业方法4.将冲好的产品摆在规定位置.5.自检OK后准备下道工序.序号物料名称物料编号规格用量1 钢带Y030800005050*0.8234制作: 汪显来 审核:打钢扣1.冲压机2.倒角完工后的胶合板3.模具4.产品图纸或作业指导书5.尺1.调整好冲压机的运行.2.首件确认合格后再量产.3.按照产品和图纸要求标准作业.组成零件注意事项版次序号工序名称A/01序号工序名称产品编号C010********-146862宝威3.裁剪完成后要整齐摆放,不要刮伤、弄脏.深圳市嘉能达科技有限公司专用工具及辅助材料客户编号工序B5A1A2A3A4A5A6A7A8钢带下料画线冲孔冲三角折弯咬口加宽冲反刺接口B1B2B3B4B5B6胶合板下料倒角压反刺打钢扣组装底板丝印准备工具:作业方法4.将做好的产品摆在规定位置.5.自检OK后准备下道工序.序号物料名称物料编号规格用量1钉子2底拉板桥板3墩3.首件确认合格后再量产.组成零件1.气枪2.钉子3.下好尺寸的胶合板4.产品图纸或作业指导书5.尺1.将底板、桥板、底拉板、墩分别放整齐.2.按照图纸尺寸进行作业.制作: 汪显来 审核:深圳市嘉能达科技有限公司1.冲压前检查冲压机的状况是否良好,按操作规程标准作业.1.参考图纸2.接口要牢固,尺寸定位要准确3.冲压完成后要整齐摆放,不要刮伤、弄脏.序号产品编号C010********-146862宝威组装底板版次工序名称A/01序号工序名称4底板专用工具及辅助材料客户编号工序B6A1A2A3A4A5A6A7A8钢带下料画线冲孔冲三角折弯咬口加宽冲反刺接口B1B2B3B4B5B6胶合板下料倒角压反刺打钢扣组装底板丝印准备工具:作业方法4.将做好的产品摆在规定位置.5.自检OK后准备下道工序.序号物料名称物料编号规格用量1234制作: 汪显来 审核:1.参考图纸2.组装要牢固,3组装完成后要整齐摆放,不要弄脏.成零件注意事项1.露出来的钉子一定要回钉,按操作规程标准作业.版次序号工序名称A/01序号工序名称 深圳市嘉能达科技有限公司产品编号C010********-146862宝威丝印3.首件确认合格后再量产.组成零件注意事项1.丝印网板2.丝印刷3.大侧板4.蓝色油漆5.产品图纸或作业指导书6.尺1.将大侧板放整齐.2.按照图纸尺寸进行作业.。

文件号 WI752100 版 次 1.0 编写日期 2020-8-8 共 3 页 第 1 页编写: 审核: 批准: 日期: 日期: 日期:.一、平版制版平版印刷中主要用PS 版为印版。
PS (Pre-Sensitized )版即预涂感光版是一种预先涂覆感光层的可随时用于晒版的感光版。
它以性能稳定、分辨率高、耐印力大,印刷适性好、制版工艺简单、无污染等特点,品种众多,使用广泛。
有阳图型、阴图型、阴阳两用型;有光分解型、光交联型、光聚合型;有金属版基、非金属版基、金属和非金属复合版基等近百种。
阳图PS 版的晒版工艺流程为:(制备感光版) 装版——曝光 冲洗 检查 修正 ( 烤版) 提墨 擦胶制备感光版:制备过程包括配制感光液、版式基表面处理、涂布干燥等三步。
PS 版感光液主要由重氮类感光剂、合成树脂类成膜剂和有机溶剂等组成。
版基表面处理使金属板面形成细微多孔性的砂目结构,增加版式基的比表面,提高它的吸附能力,以期在印刷品中,建立起牢固的图文部分和稳定的空白部分。
涂布是在金属版式基上涂一层感光液。
干燥是PS 版快速形成均匀、干净的结膜效果。
制成的PS 版应涂布均匀一致、无气泡、无脏点、无条痕,厚度约为1.5~2pm ,版式面平整.。
装版是指按照工艺要求把感光版和原版摆放到晒版式机的晒版框内并进行定位固定的操作过程.一般有原版定位、垫版式遮光和抽气密合等三个步骤。
曝光是使感光版发生光化学反应,实现图文从原版向感光版上转移的过程。
阳图PS 版在紫外光作用下发生分解和结构重排反应,使感光部分由稀碱不溶变为稀碱可溶。
显影是利用了PS 版曝光引起的溶解性变化这一特性,通过显影加工,除去空白部分的感光涂层,露出亲水性的金属氧化膜。
检查修正是将PS 版曝光、显影后存在的缺陷或操作不当等原因造成的质量问题加以修正。
烤版是指在高温烘烤作用下,对PS 版的图文基础进行热改性处理的过程。
烤版的目的是增强图文部分的稳定性耐蚀性和机械强度,提高印版的耐印力。
DOC.#:文件号 REV:版本PI-C-0001 04PRODUCT 产品: 电池片部门ORIGINATOR 编制TECH技术QC质量MFG 制造CUSTOMER 客户:All Customer 签名WORK STATION 工序名称:清洗日期1. 适用范围125单晶(碱)清洗制绒工位2. 作业流程2.1 生产准备2.1.5 检查DI水的电阻率,实际观察值需>16Mohm-cm,上班前并做好相应记录,低于规定数值,立即通知工艺人员。
2.2 生产操作过程A:制绒槽的操作过程2.2.1 把DI水装入制绒槽中,使水位到达预定的刻度(制绒槽从上向下不锈钢壁第五个孔位),盖上槽盖,开启加热。
2.2.2 当屏幕显示制绒槽温度达到60±1ºC,加入6L KOH, 盖上盖子,鼓泡3min,使溶液混合均匀。
2.2.3 制绒槽持续加热溶液,直到控制屏幕实际显示温度达到78ºC。
2.2.4 加入12L IPA,盖上盖子,鼓泡开启1min。
2.2.5 当温度稳定到78ºC后,组长开始拿任意一槽进行试片,试片数目为5片,合格硅片在从制绒槽出来以后,即可停止试片,在试片期间其它槽不能进行正式生产。
2.2.6 在试片结束后,根据试片结果进行正式生产。
2.2.7 正式生产时,当硅片从制绒槽中提出后,在漂洗槽检查硅片质量(外观与重量检查,标准见质量检查一项)。
同时,每一批制绒时间25分钟时检查硅片制绒情况,以决定该批次制绒时间是否延长.2.2.8在每个槽中做完一批后,需要定量补料,补料范围为:KOH:1.2±0.7L,IPA:1.3±0.5L。
2.2.9 如果当班在下班时制绒槽如果没有做满10批,则不需要将药液放掉,下个班次可以继续使用到10个批次,上个班次需要向下个班次工艺以及制绒组长交接药液的加入情况以及使用的批次,并做好详细加药记录及该班停止生产时间。
B:其它辅助槽的操作过程2.2.10 预清洗、HF、HCL槽将水位加到预定刻度处(在相应的槽中有标定刻度),溢流槽加满水。