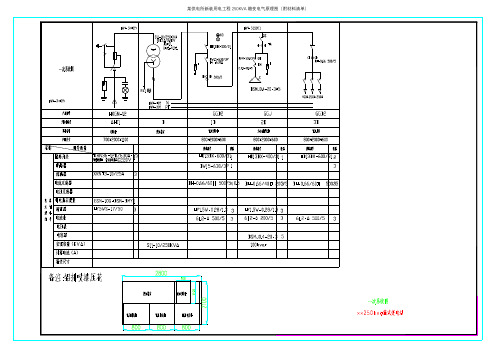
ZX7-250长条板控制模块原理图
- 格式:pdf
- 大小:138.67 KB
- 文档页数:1

雅马哈XV250电起动及点火系统原理和维修要领(1)使用?维修?保养)(型f年电起动毒,系统Th~ryandMainPointsforMaintenanceof栏目主持人:于晓光(1)壬插趣ElectricStartingandIgnitionSystemsforY AMAHAXV250(11简介雅马哈XV250车属美式'壹路车,有黑红两种颠色.发动机为v2四冲程风冷发动机发动机实际排量为248mL;配气机构为OHC二气阀,气门开闭时间为进气门开(t-止点前)26.,进气门关(下止点后)45',排气门开为(下止点前)66.,排气门关为(I-止点后)14.,气门间隙冷车态时排气门为0.1212%151.,进气为0.10mm.整车最高车速125km/h制动距离为14m.2电器系该车电源系由直流12V蓄电池.三相交流永磁发电机,整流/调压器组成,参见第34页(雅马哈XV250摩托车分解电路图>.整流胭压器上有三根白色(w)输入线.来自三相交流定子线圈.整流情压器输出的电流沿红色(R)线向蓄电池充电并向用电系供电.整流/调压器上的黑色(B)接地线在实物中没有,而是整流/调压器金属外壳直接搭铁.整流/谰压器属于全渡整流,晶闸管(SCR)箍路调压.下面以圈l讲述电源系发电,整流,充电和短路调压晾理.21发电,整流和充电线路原理该车发电机属于交流发电机.发电机内蕊有永久性磁场.如图l所示,定子线圈互呈120向于}输出三根引线并分别进^整流,调压器.当匿中线圈A相向外输出电流时,电流首先进入整流/调压器中整流部分中的单向二极管D.卮,沿实线箭头向蓄电池正极充电.充电工作回路经蓄电池或看用电器负极进入车体接地后与整流/调压器外壳连通,又经二极管,再进入发电机中定子B端,通过中心点与A端构成发电,充电工作回路.工作线路方向为A 端一D一蓄电池正极一蓄电池负极一搭铣一整赢/ 凋压器壳体一D一B端一中心点.以此构戚A端发电,充电回路.当B(c)端输出电流时,电流方向为D2()一蓄电池正极一蓄电范负极一搭铁一整流/调压器外壳一D()一C(A)端一中心点.以此结B(C揣形成发电,充电工作回路.综上所述:D.,,D分别为A,B,C三相输向蓄电池充电二极管,起到防止蓄电池电向定子线圈倒流现象起到对蓄电池和定子的安全保护乍用. D|,,D分别为A,B,C三柜工作肘的回路二极管,使A,B或者C输出时,沿D.,或者向}输出,防止A,B,C分别输出时.叉经整流器济回定子形厩短路使蓄电池得不到充电电源.如果D.~其中有一个出现断路时.根据图l可知.此时的三相交流发电机便成了单向交流发电机.如果D., ,D任意一个出现击穿短路,蓄电池电将倒流入定子,烧坏定子线圈的同时蓄电池严重亏电.如果D,D!,中任意一个出现击穿短路时,恢发电机向外异能输出两相,另一相直接在整流器中形成短路而流回定子.假如短路击穿对.当A端输出(经D)线路中蓄电池或者用电器的阻值大于回路由D中的匪值时,电流将不向D流动而是通过后叉由回到B端,A端输出的电流==兰整蒲器中和D之间形成短路而流回B端当j{围1整流调压机构(摩托车技术)1999年第12期领要使用?维修?保养端输出,c端固路时.发电,充电国路正常.C端输出,_4端回路封.发电,充电乜正常.如果,D,中有丽^击穿,该发电机有两相输出时都被短路流回定子只有一柜向外葡出.三相定子如果青柜断路,该发电机只有相输出.司时旦=果整流凋压器壳体与车体接触搭趺不曼或者接触电阻过丈时, 将严重影响发电机和充电性能.如果蓄电池内部出现断路.将导臻发电机不发电.22发电,调压线路原理当发电机输出电压过高时,很容易损坏电器元蚌,为了保护电器元件,在整流/调压器中设有谪压机均.由3个SCR晶闸管和一个电压控制装置维废.电压控装置分别接收A,B,C三相工作电压.当发电机输出相电压正常时,控肯装置不工作. 三个晶闸管(SCR)不工作.当输出电压过高时,控制装置向所输出端相连接的晶闸管控制极提供控制投电流,使其阳极与阴极之间导通,将输出端直接短路接地,使其不再向9,输出.以遮到降压目的.如图1所示,假设A端输出时由于电压过高,电流沿虚线箭头进入控制装置,由控装置内部向电机输出A端相对应的SCR的控制极提供控制电流,使SCR的阳极与极导通后直接将A端输出电流接地.使A端不再向外输出,达到降压目的.司理如果B端输出时,可通过SCR:短路接地.c端输出时可通过SCR.短路接地.该调压机构为内控式晶闸管调压装置,其凋压原理为短路方式.晶闸管内控式指调压所需要的工电源来自整流/调压器内部线路,调压装置电压是三相直接输出电压.短路控制方式指的是将各相辐出的较高电压,通过控制装置和各晶闸管的控制,将其直接接地.3发电,整流和调压机构易产生的故障及维修要领当蓄电池经常性亏电或者用电系易烧灯炮及熔丝时,就必需对发电整流,调压机构进行植测.31输出电压检测方法起动发蔚机将直流电压表接^线路点4并搭铁.将发动机转速提高到5000r/rain时,电压表应有l4V的读数.如果于l4V或者,于l4V,说明发电机定子,或整琉/调压机构出现故障,应进步岔奎啦电压过骶,说明整流或者调丘机构出现故璋.输电压过,说明镌压机构控制电压装置内部出现断路或者晶闸管出现断路.32三相定子检测当怀疑定子有问胚时,接图2的万法拔掉定子(摩托主技术)1999年等12期端与整琉/调压器墨头和2,1和3,23的难值应为0,2l~0.31n.眶值过低时说明线圈烧萄或者浸入机油,阻值过高盱,说匪线圈与引线出栏目主持人:于晓光用万用表R×1档测量1现虚焊.用一表针接1,2圈2磕皂机植测示意田或3,另一表针接发动机壳体或者永磁飞轮时,阻值应无穷丈.否则说明线圈出现短路.33整流部分中D~的正,反向{盘剥当怀疑整流机构有问题时,用万用表电阻尺×1挡测量.拔掉定子输出与整流/调压器接头,断开与蓄电池的连接.万用表红表针接4,黑表针分别接1, 2,3点时,部应导通,阻值为7~10n时,说明~二极管正向正常.如果测量时,黑表针分别接触1,2, 3时有一次不通说明所测的二极管出现断路.如果黑表针接1不通时,说明断路,接不通时说明断路,接3不通时说明断路.~中有一个出现断路发电机将变成单相输出,工作散率降低,调换表针,黑表针接4,红表针分别接1,2,3时,正常时应都不通(无穷大),否则说明被测一端的二极管击穿. 如果~D]中有任意一个反向导通.蓄电池亏电以及电流反向流入定子,损坏定子线圈.34用蓄电池,灯泡测试D~在没有测量仪表时也可利用蓄电池,灯泡和二极管串联试验.蓄电池正极端串接灯泡.使灯泡输出的另一端分别与1,2,3相接.蓄电地负极接4.根据电流总是从高电位向低电位流动的匣理及二极管单向导通嗄理,此时不论与1,2.3中任意一点相接,泡发光为正常,否则说明整流二极管断路.蓄电池正极串接灯泡,灯泡另一端与4相接,蓄电池负极分别与1,2,3相接时.在整流二极管单向工作的作用下.灯泡不发光为正常,否则说明被测二极管击穿.35~二极管测试将表打到尺×L档,当红表针接6,黑表针分别接1,2,3时.每次相接时其阻值都应为无穷大.如果不是无穷丈而出现阻值.说明二极管反向击穿.如果黑表针接6.红表针分别接1,2,3时,每次相接时表针指示导通.并7—10n为正常如果咀值垃大或者为0时,说明被测二极管损坏.(待续)(王振选)(收稿日斯1999.09-22)33使用?维修?保养栏日主持人:于晓光t摩托车技术)1999年第l2鞘曩一=f_三一一嚣一1Jgf_Ij}I一0瑙二jll若●妊0l』;.一臼i垂L, 普二ii广--*三篓嚣卜国Rr一—1j『疆手{]荟懈拄笔魁v~CYI."曩:I一1.簧J粤暮目譬——匝二暮鐾l簿群_—I自嚣肄靖钳擞一黛_宝)霎]——网一喜一盥_.—_'一.一斌嚣{LIIIIH1.幡幅晦蠢.嚣-墨一'+¨.1.I熏}鞭糖崔.越Il-,'-.'H-.萋-1.薹…蓁采L—?.囊婀E.!U』!?-i蚺l要厂—I.4冒.羹嗵......l,《高‰.I【I散.'.1嚣,-'I'I'I1.+-.-.-.I舞韶t爱.谐嚣蒜一搪糊臻∞f.200毫0>)(《工《毫《0J藿lalnuc李0里芷∞《圈逝口躞卅毒『o人x田。
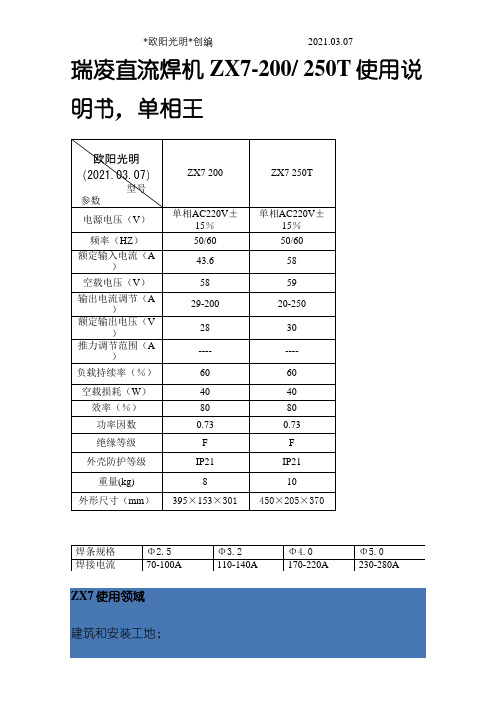
瑞凌直流焊机ZX7-200/ 250T使用说明书,单相王欧阳光明(2021.03.07)型号参数ZX7 200ZX7 250T电源电压(V)单相AC220V±15%单相AC220V±15%频率(HZ)50/6050/60额定输入电流(A)43.658空载电压(V)5859输出电流调节(A)29-20020-250额定输出电压(V)2830推力调节范围(A)--------负载持续率(%)6060空载损耗(W)4040效率(%)8080功率因数0.730.73绝缘等级F F外壳防护等级IP21IP21重量(kg)810外形尺寸(mm)395×153×301 450×205×370焊条规格Φ2.5 Φ3.2 Φ4.0 Φ5.0 焊接电流70-100A 110-140A 170-220A 230-280AZX7使用领域建筑和安装工地;轻工业钢铁制品加工厂;家庭装潢和农具维护;设备安装与修理;一般铁件加工;产品简介ZX7200T由于采用220V市电且特别轻巧,使其能上天入地,轻易到达重型设备难以安装的场合,加上内置的自适应推力和输出焊接电压自动匹配功能,只需要一个电流调节旋钮,就可以让焊工轻松找到舒服的焊接规范;其超强达到60%的暂载率,只要输出电缆不要太长,足以对付¢4.0焊条,让用户爱不释手。
ZX7400,生命常青的销售冠军,为瑞凌经销商带来过无数的荣誉和财富。
这款机器以强大的输出能力和超乎想象的性价比,颠覆了许多传统焊工对逆变焊机的偏见。
电弧推力调节功能的提供,是这款产品具备了高端焊接设备的性能。
T计划瑞凌旨在引领中国手工焊机革命的逆变焊机普及计划。
首先于2007年推出ZX7200T,迅速风靡全球,至2010年,随着160T和250T 的市场普及,手工弧焊的T计划告一段落。
T计划的实施,为中国小型逆变焊机的普及作出了巨大贡献,她不再是瑞凌实业的商业行为,更多的是体现了瑞凌人为民族和谐发展做出的贡献。

ZX7焊机原理与保养
简介
ZX7焊机是一种常用的焊接设备,本文将介绍ZX7焊机的工
作原理以及保养方法。
工作原理
ZX7焊机采用逆变器技术,通过将交流电转换为直流电,并通
过高频脉冲控制来实现电弧的稳定焊接。
在焊接过程中,电弧通过
焊条和焊接工件之间的间隙传导电流,产生高温来熔化焊条和工件,形成焊接弧。
保养方法
为了确保ZX7焊机的正常工作和延长其使用寿命,有以下几
点保养方法需要注意:
1. 清洁:定期清洁焊机外壳和通风口,防止灰尘和杂物进入焊
机内部影响散热和工作效果。
2. 检查电源:定期检查电源线是否损坏,保证电源接地正常,
避免触电危险。
3. 清理滤网:清理焊机的滤网,防止积尘和杂物堵塞导致散热不良。
4. 保持通风:使用焊机时保持良好的通风环境,避免过热和电气故障。
5. 定期维修:定期维修焊机,更换磨损的部件,确保焊机性能稳定。
以上是ZX7焊机的工作原理和保养方法,请在使用焊机时遵守相应的安全操作规程,确保人身安全和设备正常运行。
参考资料:
- 张亮,李华. 电焊机原理与使用[M]. 黑龙江科学技术出版社, 2018.。

奥太zx7-stg主板
奥太ZX7-STG主电路图
下面将对ZX7-STG主控板各接插件进行逐一说明: 接插件由左到右分别为A1/A2/A3/A4/A5/A6/A7
接插件的引脚排序也由左到右
插头A1:接控制面板
A1(1): GND
A1(2):焊接电压给定
A1(3): 电弧推力调节
A1(4): 接航空插头(7)
A1(5): 板内通过一个电阻接到GND2
A1(6): 面板电位器供电
A1(7): 面板电位器供电
A1(8): GND2
插头A2:接控制变压器
A2(1): GND2
A2(2):
A2(3)/A2(4): 接控制变压器19V
A2(5)/A2(6)/A2(7):接控制变压器19V
带中心抽头--A2(5)
插头A3:
A3(1): -15V
A3(2): +15V
A3(3):
A3(4): 接自锁/非自锁选择开关
A3(5): 接自锁/非自锁选择开关
A3(6): GND
插头A6:
A6(1): 接温度继电器开关
A6(2): 接温度继电器开关,板内接GND
A6(3): 悬空
A6(4): 板内接交流固体继电器
A6(5): 悬空
A6(6): 板内接交流固体继电器
A6(4/6)板外接什么不太清楚,望高手补充,多谢插头A7:
A7(1): 接电流反馈信号 -
A7(2): 接电流反馈信号 +
A7(3): 接电压反馈信号 - GND A7(4): 悬空
A7(5): 接电压反馈信号 +
A7(6): 接控制变压器 38VAC
A7(7): 接控制变压器 38VAC
A7(8):
A7(8)信号不清楚。

产品功能设置起弧电流和推力电流调节功能过热、过流、欠压保护功能抗电网电压波动范围(±20%)输出电流自动补偿功能(输出电缆长度可达100米)适用范围焊接方式:直流手工焊、简易氩弧焊、碳弧气刨(ZX7-630)焊条直径:φ2-5㎜焊条种类:碱性、低氢、纤维素、不锈钢、酸性焊条焊接材料:碳钢、合金钢、不锈钢等技术参数型号 ZX7-400S/ST ZX7-500S/ST ZX7-630额定输入电压三相380V±20% 50HZ空载电压 60-75V电流调节范围 40-400A/ 40-500A/ 50-630A额定负载持续率 60%,效率η≥85%,防护等级 IP23,重量 37Kg, 38Kg, 43Kg外型尺寸(长×宽×高) 490×285×460 570×315×490 570×315×490,产品特点熊谷ZX7系列焊机是熊谷公司精心设计的通用型弧焊电源,特别在小电流时起弧、维弧、稳弧上,具有很好的焊接稳定性。
其主要设置如下:IGBT逆变焊机,逆变频率20kHz,动态性能好具有电流预设功能,电流调节精度极高焊接电流预设连续可调,起弧电流和推力电流从零到最大连续可调具有电弧软硬选择功能和长、短焊把线选择功能电弧力强弱可根据输出电缆长度进行长、短转换采用负反馈控制技术,在焊接的恒流阶段,电流恒定不变抗电网电压波动能力强具有完善的保护电路和故障显示功能,保障焊机的安全和快速查找故障原因可作为简易直流氩弧焊电源使用,一机多能引弧容易,电弧稳定,飞溅小,焊缝成型好体积小,重量轻,高负载持续率,高效节能7.5KW三相电动机,电流15A,距离150米,要用多少平方得铜芯电缆?每千瓦*百米需0.8平方,7.5KW,距离150米,要用7.5*1.5*0.8=8平方铜芯电缆电焊机一次侧的电流取决于什么? 除了空载时的变损外,取决于焊接电流。
ZX7—S 系列逆变手工直流弧焊机一、 Z X7-S 系列焊机基本工作原理和特点ZX7-S 系列逆变手工直流焊机采用了IGBT 高频软开关逆变技术.工频三相380V 电源输入,直接整流后送给由IGBT 等器件组成的逆变器变为高频交流,经高频变压器降压、高频整流器整流、滤波后输出适合于焊接的直流电。
总结起来,主回路的作用在于它提高了我们焊接所需的电能,如果主回路中的某一个环节有故障,都有可能会造成无输出电流,三相整流和高频逆变环节故障还会造成空气开关过流跳闸.二、焊机电源特性实现空载电压是通过电源变压器提供38V 电压经过主控板倍压整流后实现的;恒流特性通过电流给定与电流反馈采样进行比较,经过PI 调节器调节控制逆变器,达到控制输出电流大小,实现恒流。
外拖特性是由推力给定电位器及电压采样来控制.电压越低,推力越大。
上述原理的实现,是由一些外围器件的辅助下完成的,如供电的电源变压器,电流给定电位器,推力给点电位器,电流反馈采样的分流器等.三、规格型号参数输出输入滤波三相整流全桥逆变主变压器输出整流输出滤波3~380V 50HZ控制电路四、 焊机的内部结构介绍(以ZX7—500S 为例)型号参 数 ZX7—250SZX7-315SZX7—400SZX7-500SZX7—630S电 源 电 压(V ) 三相AC380V ±10%频 率(HZ) 50 额定输入电流(A ) 18 22 29 38 54 空 载 电 压(V ) 75 75 75 75 75 输出电流调节(A ) 30~250 30~315 30~400 30~500 40~630 额定工作电压(V) 30 32。
6 36 40 44 负 载 持 续 率(%) 60 60 60 60 60 效 率(%)(满载) 89 89 89 89 89 功 率 因 数 (满载)0.950。
950。
950。
950。
95内部结构整流桥模块IGBT 功率开关模块 冷却风机 散热器 主变压器1、 主回路元器件介绍2、 焊机电路的工作原理a )输入整流、滤波和全桥逆变电路逆变主电路具体的工作原理如下:来自电网~380V 的电压经整流模块整流,C3,C4等电容滤波后,得到+510V 的直流电压。