现代数控系统的软硬件及技术概述(ppt 65页)
- 格式:ppt
- 大小:5.01 MB
- 文档页数:20


第五章数控系统的软硬件结构§5.1概述以上各章从数控系统如何处理输入的零件加工程序出发,阐述了数控系统的工作原理。
在本章,我们讨论构成数控系统的软硬件都有那些特点,它是如何实现以上所述的功能。
本质上, 数控系统是一种位置控制系统, 它是根据输入的数据段插补出理想的运动轨迹, 然后输出到执行部件,加工出所需的零件。
数控系统是由软件和硬件两大部分组成,其核心是数控装置。
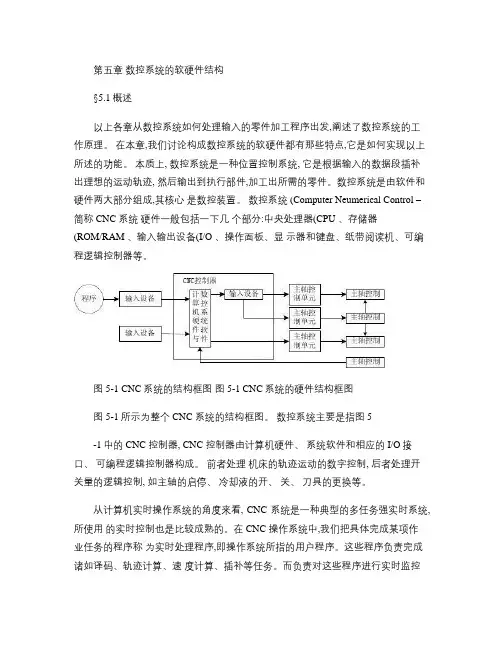
数控系统 (Computer Neumerical Control –简称 CNC 系统硬件一般包括一下几个部分:中央处理器(CPU 、存储器(ROM/RAM 、输入输出设备(I/O 、操作面板、显示器和键盘、纸带阅读机、可编程逻辑控制器等。
图5-1 CNC系统的结构框图图 5-1 CNC系统的硬件结构框图图 5-1所示为整个 CNC 系统的结构框图。
数控系统主要是指图 5-1中的 CNC 控制器, CNC 控制器由计算机硬件、系统软件和相应的 I/O接口、可编程逻辑控制器构成。
前者处理机床的轨迹运动的数字控制, 后者处理开关量的逻辑控制, 如主轴的启停、冷却液的开、关、刀具的更换等。
从计算机实时操作系统的角度来看, CNC 系统是一种典型的多任务强实时系统, 所使用的实时控制也是比较成熟的。
在 CNC 操作系统中,我们把具体完成某项作业任务的程序称为实时处理程序,即操作系统所指的用户程序。
这些程序负责完成诸如译码、轨迹计算、速度计算、插补等任务。
而负责对这些程序进行实时监控管理服务的程序称为实时系统程序。
这些程序包括中断管理、监控、内存管理等程序等。
整个 CNC 系统就是由这些实时处理程序(用户程序和实时系统程序(中断服务程序共同组成了 CNC 实时操作系统。
用户的零件加工程序是以数据段为单位编制的。
一个数据段就是一个作业。
每个作业都是由一系列任务组成。
在系统程序的调度管理下,实时处理程序执行系统赋予的这些任务, 经过装入—→ 编译——→ 预处理——→ 插补——→ 输出这样的运行过程, 完成一个作业。
