OEE 计算
- 格式:ppt
- 大小:1.05 MB
- 文档页数:19

OEE的计算方法OEE(Overall Equipment Effectiveness), 即设备综合效率,其本质就是设备负荷时间内实际产量与理论产量的比值。
企业在进行OEE计算时常常遇到很多迷惑的问题,如工厂停水、停电、停气、停汽使设备不能工作,等待定单、等待排产计划、等待检查、等待上一道工序造成的停机,不知如何计算。
本文引入非设备因素停机的概念,修改了OEE的算法,使计算得到的OEE 更能够真实反映设备维护的实际状况,让设备完全利用的情况由完全有效生产率这个指标来反映。
本文同时介绍了在不同情况下如何分析设备损失的PM分析流程。
1、OEE表述和计算实例OEE= 时间开动率×性能开动率×合格品率其中,时间开动率= 开动时间/负荷时间而,负荷时间= 日历工作时间-计划停机时间开动时间= 负荷时间–故障停机时间–设备调整初始化时间性能开动率= 净开动率×速度开动率而,净开动率= 加工数量×实际加工周期/开动时间速度开动率= 理论加工周期/实际加工周期合格品率= 合格品数量/ 加工数量在OEE公式里,时间开动率反映了设备的时间利用情况;性能开动率反映了设备的性能发挥情况;而合格品率则反映了设备的有效工作情况。
反过来,时间开动率度量了设备的故障、调整等项停机损失,性能开动率度量了设备短暂停机、空转、速度降低等项性能损失;合格品率度量了设备加工废品损失。
OEE还有另一种表述方法,更适用于流动生产线的评估, 即OEE= 时间开动率×性能开动率×合格品率而,时间开动率= 开动时间/计划利用时间而,计划利用时间= 日历工作时间-计划停机时间开动时间= 计划利用时间–非计划停机时间性能开动率= 完成的节拍数/计划节拍数其中,计划节拍数= 开动时间/标准节拍时间合格品率= 合格品数量/加工数量这与前述的OEE公式实际上是同一的。
计算:停机时间= 115+12 = 127 min计划开动时间= 910 – 127 = 783 min时间开动率= 783/910 = 86%计划节拍数= 开动时间/标准节拍时间= 783/3 = 261性能开动率= 203/261 = 77.7%合格品率= 一次合格品数/完成产品数= 152/203 = 74.9%于是得到OEE = 86% ×77.7%×74.9% = 50%2、OEE的实质如果追究OEE的本质内涵,其实就是计算周期内用于加工的理论时间和负荷时间的百分比。

OEE定义和计算方式汇总OEE(Overall Equipment Effectiveness)是一个用于评估设备运行效率和生产效率的指标。
它是通过考虑生产设备的性能、可利用性和质量来衡量生产设备的效率。
OEE的计算方式基于下面的三个主要因素:1. 设备性能(Performance):设备性能指的是设备在给定时间内实际生产的产品数量与理论最大生产能力之间的比率。
设备性能可以通过以下公式计算:设备性能=实际生产数量/理论最大生产能力×100%2. 可利用度(Availability):可利用度是指设备在给定时间段内真正可用的时间与总时间之间的比率。
可利用度可以通过以下公式计算:可利用度=真正可用时间/总时间×100%3. 生产质量(Quality):生产质量是指设备生产的合格产品与实际生产的产品之间的比率。
生产质量可以通过以下公式计算:生产质量=合格产品数量/实际生产数量×100%根据以上三个因素,OEE可以通过以下公式计算:OEE=设备性能×可利用度×生产质量通过计算OEE,公司可以评估设备在生产过程中的整体效率,并识别潜在的改进机会。
下面是一些衡量OEE的常见标准:1.85%以上的OEE被认为是高效率的:如果OEE达到或超过85%,则设备的性能、可利用性和质量都表现良好。
2.60-85%之间的OEE可接受:如果OEE在60-85%之间,则设备可能存在一些效率和可利用性的问题,需要进行进一步的改进。
3.60%以下的OEE被认为是低效率的:如果OEE低于60%,则设备的性能、可利用度和质量都需要进行改进。
可能需要进行设备维修、培训操作员或优化生产过程。
通过计算OEE,并对其进行跟踪和改进,企业可以提高设备的效率和生产能力,从而更好地满足市场需求并提高竞争力。
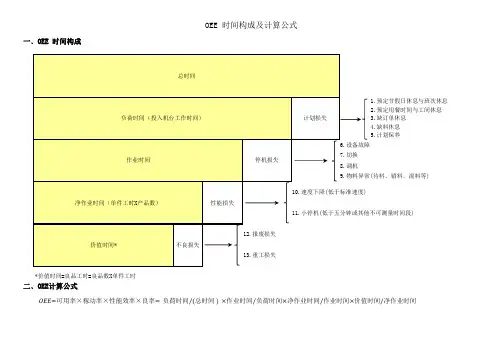
*价值时间=良品工时=良品数X单件工时
二﹑OEE计算公式4.缺料休息
5.计划保养
一﹑OEE 时间构成
1.预定节假日休息与班次休息
2.预定用餐时间与工间休息
3.缺订单休息
OEE = = X X
OEE=可用率×稼动率×性能效率×良率= 负荷时间/(总时间 ) ×作业时间/负荷时间×净作业时间/作业时间×价值时间/净作业时间
*价值时间=良品工时=良品数X单件工时
二﹑OPE公式
一﹑OPE时间构成
1.设备故障
2.换线
3.调机
4.物料异常(待料﹑错料﹑混料等)
OPE =管理效率×操作效率×平衡率×良率= 作业时间/(负荷时间 ) ×净作业时间/作业时间×产品作业时间/净作业时间×价值时间/产品作业时间。

OEE定义和计算方式OEE(Overall Equipment Effectiveness)即设备综合效能指标,是一种用于衡量设备有效运营程度的性能指标。
它可以帮助企业评估设备的运行效率和生产质量,发现潜在问题并提高设备的生产能力。
OEE的计算方式是通过将设备的运行时间、生产数量以及质量损失等因素综合考虑,得出一个综合的数值来评估设备的效能。
OEE的计算方式可以分为三个主要的指标,设备可用时间利用率、合格生产数量比例和设计生产效率比例。
首先,设备可用时间利用率是指设备在预定的生产时间内实际运行的百分比。
它是根据设备的运行时间和预定生产时间来计算的。
设备可用时间利用率可以用以下公式来计算:设备可用时间利用率=(设备运行时间/预定生产时间)×100%其次,合格生产数量比例是指在设备运行期间,实际生产的经过检验合格的产品数量与实际生产的总产品数量之间的比例。
可以用以下公式来计算合格生产数量比例:合格生产数量比例=(经过检验合格的产品数量/总产品数量)×100%最后,设计生产效率比例是指在设备运行期间,实际生产的数量与理论最大生产数量之间的比例。
设计生产效率比例可以用以下公式计算:设计生产效率比例=(实际生产数量/理论最大生产数量)×100%然后,OEE可以通过将上述三个指标相乘来计算,即:OEE=设备可用时间利用率×合格生产数量比例×设计生产效率比例通过计算OEE,企业可以了解设备的实际运营情况,并找到提高设备效率和生产能力的方法。
OEE的最大值为100%,表示设备在预定生产时间内实现了理论最大生产能力,所有生产的产品均为合格产品。
实际上,大多数企业的OEE值往往远低于100%,因此,企业可以通过分析OEE和相关的损失原因来确定改善设备绩效的关键领域。
总之,OEE是一种重要的设备效能指标,可以帮助企业评估设备的有效运营程度。
通过计算设备可用时间利用率、合格生产数量比例和设计生产效率比例,并将它们相乘得出的OEE值来衡量设备的综合效益。