改性水玻璃有机酯自硬砂的试验及应用
- 格式:pdf
- 大小:322.38 KB
- 文档页数:4
新型水玻璃自硬砂在铸造上的应用摘要:本文对目前国内铸钢件用造型制芯工艺及材料进行了具体的论述,对各种工艺的优缺点进行了分析,以为酯硬化水玻璃自硬砂工艺是铸钢件生产中最为合适的工艺,我单位在原酯硬化工艺的基础上,对水玻璃砂粘结剂体系进行活化改性架接,成功地研制出新型水玻璃自硬砂工艺及材料。
通过对新工艺的工艺性能试验、经济技术分析,以及多个生产应用厂家的生产应用表明,新型水玻璃自硬砂工艺具有水玻璃加进量低(≤3%),型砂强度高,(抗拉0.5-1.4Mpa),型砂硬透性好,硬化速度可调,型砂溃散性好,旧砂易于干法再生回用,回用率≥80%,生产本钱低,无毒无污染,浇注出的铸伯无裂纹及气孔缺陷,铸件质量和尺寸精度可与呋喃树脂砂工艺相媲美。
因此,该工艺是一种先进可靠的工艺,预计会在国内铸造行业推广应用,将会取得明显的经济及社会效益。
前言造型制芯工艺在铸件生产过程中占有十分重要的地位,它直接影响铸件的质量,生产本钱,生产效率及环境污染。
随着机械产业的发展,对外经济贸易的扩大,以及环境污染、能源紧张、材料涨价等题目的日益严重,对铸造生产和铸件质量提出了更高的要求,尤其是跨进二十一世纪的今天。
为了适应二十一世纪绿色、集约化铸造的需要,符合可持续发展战略,新一代造型制芯工艺必须满足下述几个方面的要求:1.生产的铸件质量好,铸造缺陷少。
2.劳动条件好,对生态环境污染少。
3.最大限度地利用自然资源,节省能源。
4.生产本钱低,生产效率高。
我单位开发的新型水玻璃自硬砂工艺在这方面具有很大的上风,是符合可持续发展模式的绿色环保型造型制芯工艺。
混砂机目前国内铸钢件生产用造型制芯工艺及材料现状目前,国内铸钢件用造型制芯工艺主要有两大类,无机类粘结剂系统以水玻璃砂工艺,有机类粘结剂系统以呋喃树脂砂工艺为主,两种工艺上前的使用现状主发展远景如下。
一.水玻璃砂工艺水玻璃砂工艺具有设备简单,操纵方便、无毒味、本钱底廉等特点,从50年代开始广泛地用于国内铸钢件的生产,尤其是CO2水玻璃砂工艺。
关于酯硬化改性水玻璃砂工艺在铸钢件中的应用关于酯硬化改性水玻璃砂工艺在铸钢件中的应用海玉虎【摘要】在铸钢生产过程中,酯硬化改性水玻璃是一种比较理想的材料,合理采用酯硬化改性水玻璃砂工藝,能够使水玻璃的加入量降低到3%以下,并明显改善渍散性,而且也可以有效地提升旧砂的回收利用效率。
基于此,论文主要对酯硬化改性水玻璃砂工艺在铸钢构件中的应用进行分析,以供参考。
【关键词】酯硬化改性水玻璃;砂工艺;铸钢;应用【Abstract】In the production process of steel casting,ester hardening modified water glass is a kind of idealized material, and the reasonable application of ester hardening technology of modified water glass sand can reduce the amount of water glass to less than 3%,and obviously improve the dispersion,but also effectively improve the recycling efficiency of old sand. Based on this, the paper mainly analyzes the application of ester hardening technology of modified water glass sand in cast steel members, for reference.【Keywords】ester hardening technology of modified water glass sand; cast steel; application1 引言对于铸钢生产来说,造型工序在其中占据着非常重要的地位,其会对铸钢件的生产质量、生产效率以及生产成本产生直接的影响。
有机酯对水玻璃砂强度影响的试验分析苏建民( 潍坊科技职业学院,山东 寿光 262700)摘 要:通过试验分析验证了水玻璃的加入量增加和有机酯的加入对水玻璃砂的残留强度和24h 终强度的影响程度的大小。
关键词:有机酯;残留强度;24h 终强度中图分类号:TB321 文献标识码:A有机酯硬化水玻璃砂的应用与许多因素有关,如:原砂种类;水玻璃的浓度、模数;水玻璃加入量;有机酯种类及有机酯加入量;原砂含水量 ;环境温度和湿度条件;硬化时间等。
从大量的参考资料,尤其是科技文摘中可以看到,目前许多工厂在使用有机酯硬化水玻璃砂的时候,水玻璃的加入量大多为3.5%~4.5%;有机酯的加入量基本上都是水玻璃加入量的1/10;原砂含水量小于1%;而硬化时间则根据各自的情况不尽相同。
本文结合各种文献中所讲述和应用的水玻璃加入量、有机酯加入量和原砂水分含量,并根据实际情况作了适当的调整,应用正交实验的方法初步研究分析水玻璃加入量、有机酯加入量和原砂水分含量三因素对有机酯硬化水玻璃砂强度的影响。
1、试验用原材料和试验方法 1.1试验用原材料原砂:擦洗砂 粒度28~55 含水量0.20% 含泥量0.40% 水玻璃:m=2.40 ρ=1.50有机酯:MTD903,三醋酸甘油酯试验温度及湿度:温度22℃,湿度30% 1.2混砂与制样混砂:用碗式树脂砂混砂机混砂 工艺为:原砂 + 有机酯−−−→−-min 0.15.0水玻璃−−−→−-min5.11出砂 制样:用模手工制作5050⨯Φ的试样,一般出砂后20分钟内制样完成 2、试验数据及检测数据分析2.1有机酯硬化水玻璃砂工艺的原料主要是原砂、水玻璃粘结剂和有机酯硬化剂。
本试验是在原砂(擦洗砂)、水玻璃模数、已经确定的前提下,参考了大量的书刊和科技文献,从中吸取了大量的科技成果。
从水玻璃加入量、有机酯加入量和原砂水分含量三个方面,应用正交实验的方法初步研究分析水玻璃加入量、有机酯加入量和原砂水分含量三因素对有机酯硬化水玻璃砂24h 抗压强度和800℃残留强度的影响程度(表如下1.1~表1.6)表1 水平因素表26%8%(占水玻璃)1.0%表2 试验方案及试验结果1 1 1 1 1.03 1.002 1 2 2 2.52 0.2153 2 1 2 1.42 1.804 2 2 1 2.45 1.30表3试验方案及其计算分析(1)1 1 1 1 1.032 1 2 2 2.523 2 1 2 1.42 42 2 1 2.45 1j K 3.55 2.45 3.487.42T =2j K 3.87 4.97 3.94 jS0.02561.58760.5290注:nK K S j j j 221)(-=,n 为数据个数,j K 1,j K 2 , j K 3为水平数据之和表4 方差分析(1)影响因素偏差S 自由度f 均方VF 值 显著性A 0.0256 1 0.0256 1B 1.5876 1 1.5876 62.017 (*)C 0.0529 1 0.0529 2.07 e 0.0256 1 0.025610.25(1,1) 5.83F = 0.10(1,1)39.1F =表5 试验方案及其计算分析(2) MPa1 1 1 1 1.002 1 2 2 0.2153 2 1 2 1.80 42 2 1 1.30 1j K 1.215 2.80 2.304.315T =2j K 3.10 1.515 2.015 jS0.88830.41280.0203注:nK K S j j j 221)(-=,n 为数据个数,j K 1,j K 2 , j K 3为水平数据之和表6 方差分析(2)影响因素偏差S 自由度f均方V F 值显著性A 0.8883 1 0.8883 43.76 (*)B 0.4128 1 0.4128 20.33 [*]C 0.0203 1 0.0203 1 e 0.0203 1 0.020310.25(1,1) 5.83F = 0.10(1,1)39.1F =2.2 利用差热分析得出试样在什么温度点或什么温度范围有无相变发生,以便来判断试样成分是否发生变化;变化点多发生曲线的峰值或峰谷。
水玻璃有机脂自硬砂的研究一、前言:在单件小批量的铸件生产中,我国应用自硬型砂工艺来改善手工造型工人的劳动条件,提高劳动效率,改善铸件质量,取得了积极的成果,我国从七十年代初期开始,便对水玻璃自硬砂着手研究开发。
根据我国长期来在铸钢生产中应用这种自硬砂的体会,认为水玻璃有机脂没有呋喃树脂砂所存在的那么严重的环保,价格,气孔缺陷,铸钢增碳等问题,而且适应性强。
二、影响硬化反应的因素:水玻璃有机脂自硬砂是以石英砂(或其它特种砂)为原砂,水玻璃为粘结剂,易水解的液状有机脂为硬化剂的自硬性型砂。
影响水玻璃有机脂硬化反应的因素很多,其中主要有三个因素,有机脂的种类、水玻璃模数、环境温度。
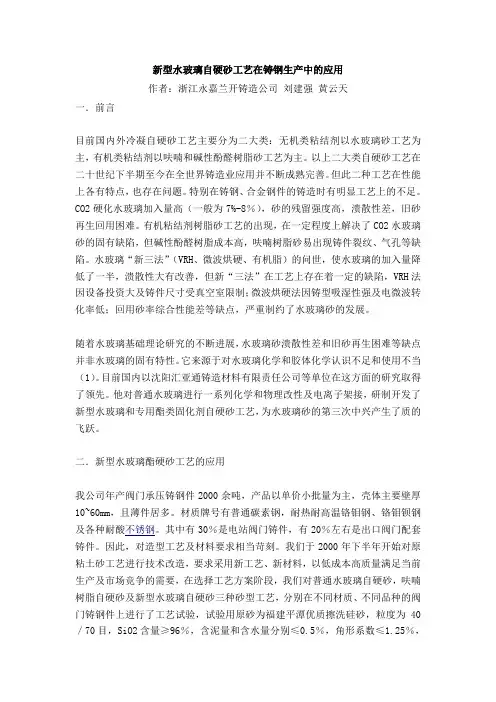
1、脂的种类的影响有机脂的种类很多,它们的化学性又大不相同,与水玻璃之间硬化反应的速度相差悬殊,据有关资料介绍可以快到几分钟,慢到几小时,这样就可以根据生产需要,选用不同速度的硬化剂搭配。
为了解决冬季MDT-901硬化反应过慢的问题,在MDT-901中加入适量的1#调节脂,硬化反应速度显著加快,表1是采用2.6模数水玻璃的对比试验数据。
2、水玻璃模数的影响试验证明水玻璃模数越高,硬化反映速度越快。
表2是不同模数的水玻璃硬化反应的数据。
混合脂和MDT-901硬化反映速度对比(其它条件相同)表13、环境温度的影响系统温度是大多数化学反应的条件之一,造型是在敞开的条件下操作,所以环境温度——气温对硬化反应速度的影响很大,为适应生产需要,低温季节必须使用硬化调节脂(见表1)表3数据说明温度对硬化反应的影响。
表2:不同模数的水玻璃硬化反应速度对比表3:不同季节相同配方的型砂硬化反应速度对比三、原材料及配方工艺原材料及配方工艺(一)原材料1、原砂水玻璃有机脂自硬砂对原砂的要求不象树脂砂那样苛刻,当然粒形比较好、灰、粉少,粒度分布好的原砂,水玻璃加入量可经减少,我们原则上规定,作为面砂的石英砂,其成分级别在2S以上粒度为5#(40/70或45/75目),水分含量<1,过去在生产中应用江、浙一带的人工石英砂、粒形和灰、粉含量均不够理想,因而水玻璃加入量较多,一般为原砂量的1.5%左右,采用粒形好,粉尘少的海砂,水玻璃加入量为原砂的.3%。
新型水玻璃自硬砂技术的最新进展和应用现状沈阳汇亚通铸造材料有限公司:刘洪涛、尹德英前言:水玻璃自硬砂(即液态有机酯自硬水玻璃砂)开始于上世纪70年代的美国,上世纪80年代后逐步在我国推广应用。
近年来该工艺在广大铸造界同仁的不懈努力下,无论在基础理论研究、还是原辅材料、工艺技术和装备制造几个方面都取得了突破性的进展,基本上解决了水玻璃砂工艺:溃散性差、旧砂再生困难两大难题,使新型水玻璃自硬砂工艺成为实现绿色清洁铸造生产的型砂工艺之一。
一、新型水玻璃自硬砂技术的发展新型水玻璃自硬砂是在普通酯硬化水玻璃自硬砂基础上发展起来的,是水玻璃砂的换代产品,是第三代水玻璃砂的代表。
这里简略说明一下,依工艺性能的优劣对三代水玻璃砂的划分:第一代水玻璃砂:以CO2硬化水玻璃砂为代表,包括为改善水玻璃砂的溃散性加入各种溃散剂的水玻璃砂、CO砂、以粉状硬化剂为主体的自硬砂(硅酸二钙、硅铁粉、赤泥、铬矿渣、各种水泥、氟硅酸钠……)、加热硬化水玻璃砂。
第二代水玻璃砂:普通酯硬化水玻璃自硬砂微波硬化水玻璃砂真空CO2硬化水玻璃砂第三代水玻璃砂:以新型水玻璃自硬砂为代表,包括个别酯硬化改性水玻璃自硬砂。
近年来,随着我国铸造界的科技人员对水玻璃砂基础理论(水玻璃老化、增强改性、旧砂再生)研究的突破,对解决水玻璃砂两大难题(溃散性差、旧砂再生难)的理论认识有了重大进展。
并在如下关键技术上取得了重大突破或进展:①新型高性能改性水玻璃黏结剂的产生和商品化通过使用高质量的原材料来生产高品质的水玻璃黏结剂(纯度高、杂质少),并对水玻璃黏结剂进行物理或化学改性,研制出强度高、性能好且稳定(抗湿性好、砂型的表面稳定性高,不易老化等)、适应范围广、可调节性强的新型水玻璃黏结剂。
如我公司自主研制开发的HYT-S系列六种牌号的新型改性水玻璃可满足不同生产条件下的工艺要求,使用该水玻璃生产时,水玻璃的加入量为1.8%-3.0%。
现已在国内几十家铸造企业中应用并得到广泛好评。
水玻璃有机脂自硬砂的研究一、前言:在单件小批量的铸件生产中,我国应用自硬型砂工艺来改善手工造型工人的劳动条件,提高劳动效率,改善铸件质量,取得了积极的成果,我国从七十年代初期开始,便对水玻璃自硬砂着手研究开发。
根据我国长期来在铸钢生产中应用这种自硬砂的体会,认为水玻璃有机脂没有呋喃树脂砂所存在的那么严重的环保,价格,气孔缺陷,铸钢增碳等问题,而且适应性强。
二、影响硬化反应的因素:水玻璃有机脂自硬砂是以石英砂(或其它特种砂)为原砂,水玻璃为粘结剂,易水解的液状有机脂为硬化剂的自硬性型砂。
影响水玻璃有机脂硬化反应的因素很多,其中主要有三个因素,有机脂的种类、水玻璃模数、环境温度。
1、脂的种类的影响有机脂的种类很多,它们的化学性又大不相同,与水玻璃之间硬化反应的速度相差悬殊,据有关资料介绍可以快到几分钟,慢到几小时,这样就可以根据生产需要,选用不同速度的硬化剂搭配。
为了解决冬季MDT-901硬化反应过慢的问题,在MDT-901中加入适量的1#调节脂,硬化反应速度显著加快,表1是采用2.6模数水玻璃的对比试验数据。
2、水玻璃模数的影响试验证明水玻璃模数越高,硬化反映速度越快。
表2是不同模数的水玻璃硬化反应的数据。
混合脂和MDT-901硬化反映速度对比(其它条件相同)表13、环境温度的影响系统温度是大多数化学反应的条件之一,造型是在敞开的条件下操作,所以环境温度——气温对硬化反应速度的影响很大,为适应生产需要,低温季节必须使用硬化调节脂(见表1)表3数据说明温度对硬化反应的影响。
表2:不同模数的水玻璃硬化反应速度对比表3:不同季节相同配方的型砂硬化反应速度对比三、原材料及配方工艺原材料及配方工艺(一)原材料1、原砂水玻璃有机脂自硬砂对原砂的要求不象树脂砂那样苛刻,当然粒形比较好、灰、粉少,粒度分布好的原砂,水玻璃加入量可经减少,我们原则上规定,作为面砂的石英砂,其成分级别在2S以上粒度为5#(40/70或45/75目),水分含量<1,过去在生产中应用江、浙一带的人工石英砂、粒形和灰、粉含量均不够理想,因而水玻璃加入量较多,一般为原砂量的1.5%左右,采用粒形好,粉尘少的海砂,水玻璃加入量为原砂的.3%。
新型水玻璃自硬砂在铸造上的应用摘婆:木文对目前国内铸钢件用造型制芯工艺及材料进行了具体的论述,对族种匸艺的优缺点进行了分析.以为酣砍化水玻璃自硕砂I:艺是铸钢件生产中最为合适的工艺.我单位在原商锁化丄艺的基础上. 对水玻璃砂粘结剂体系进行活化改性架接,成功地研制出新型水玻璃自便砂丄艺及材料。
通过对新丄艺的工艺性能试验、经济技术分析.以及笋个生产应用厂家的生产应用表明,新型水玻璃自唤砂丄艺具有水玻璃加进量低(W3%)・型砂强度高,(抗拉0.5-1.4Mpa),型砂锁透性好•硬化速度可调,型砂溃散性好,旧砂易于干法再生回用,回用率>80%,生产木钱低,无祷无污染,浇注出的铸伯无裂纹及气孔缺陷.铸件质虽:和尺寸精度可与咲喃树脂砂工艺相媲爻。
因此.该工艺是一种先进可靠的工艺.预计会在国内铸造行业推广应用,将会取得明显的经济及社会效益°前育造型制芯匸艺在铸件生产过程中占有十分重要的地位,它直接影响铸件的质址,生产木钱,生产效率及环境污染。
随着机械产业的发展.对外经济贸易的扩大,以及环境污染、能源紧张、材料涨价等題目的日益严重.对铸造生产和铸件质址提出nifiHj的要求,尤其是跨进二十一世纪的今天。
为了适应二十一世纪绿色、集约化铸造的需要.符合可持续发展战略.新一代造型制芯丄艺必须满足下述几个方面的要求:i・生产的铸件质址好,铸造缺陷少。
2•劳动条件好.对生态环境污染少。
3.最大限度地利用自然资源.节省能源C4.生产木钱低,生产效率岛。
我讯位开发的新型水玻璃自换砂1:艺在这方面具有很大的上风.是符合可持续发展模式的绿色环保型造型制芯工艺。
混砂机目前国内铸钢件生产用造型制芯匸艺及材料现状目前,国内铸钢件用适型制芯工艺主要有两大类,无机类粘结剂系统以水玻璃砂匸艺,有机类粘结剂系统以咲喃树脂砂匸艺为主•两种艺上前的使用现状主发展远景如下C水玻璃砂工艺水玻璃砂匸艺具有设备简单••操纵方便.无毒味.木钱底廉等特点,从50年代开始广泛地用于国内铸钢件的生产.尤其是C02水玻璃砂匸艺。
新型水玻璃自硬砂工艺在铸钢生产中的应用作者:浙江永嘉兰开铸造公司刘建强黄云天一.前言目前国内外冷凝自硬砂工艺主要分为二大类:无机类粘结剂以水玻璃砂工艺为主,有机类粘结剂以呋喃和碱性酚醛树脂砂工艺为主。
以上二大类自硬砂工艺在二十世纪下半期至今在全世界铸造业应用并不断成熟完善。
但此二种工艺在性能上各有特点,也存在问题。
特别在铸钢、合金钢件的铸造时有明显工艺上的不足。
CO2硬化水玻璃加入量高(一般为7%-8%),砂的残留强度高,溃散性差,旧砂再生回用困难。
有机粘结剂树脂砂工艺的出现,在一定程度上解决了CO2水玻璃砂的固有缺陷,但碱性酚醛树脂成本高,呋喃树脂砂易出现铸件裂纹、气孔等缺陷。
水玻璃“新三法”(VRH、微波烘硬、有机脂)的问世,使水玻璃的加入量降低了一半,溃散性大有改善,但新“三法”在工艺上存在着一定的缺陷,VRH法因设备投资大及铸件尺寸受真空室限制;微波烘硬法因铸型吸湿性强及电微波转化率低;回用砂率综合性能差等缺点,严重制约了水玻璃砂的发展。
随着水玻璃基础理论研究的不断进展,水玻璃砂溃散性差和旧砂再生困难等缺点并非水玻璃的固有特性。
它来源于对水玻璃化学和胶体化学认识不足和使用不当(1)。
目前国内以沈阳汇亚通铸造材料有限责任公司等单位在这方面的研究取得了领先。
他对普通水玻璃进行一系列化学和物理改性及电离子架接,研制开发了新型水玻璃和专用酯类固化剂自硬砂工艺,为水玻璃砂的第三次中兴产生了质的飞跃。
二.新型水玻璃酯硬砂工艺的应用我公司年产阀门承压铸钢件2000余吨,产品以单价小批量为主,壳体主要壁厚10~60mm,且薄件居多。
材质牌号有普通碳素钢,耐热耐高温铬钼钢、铬钼钡钢及各种耐酸不锈钢。
其中有30%是电站阀门铸件,有20%左右是出口阀门配套铸件。
因此,对造型工艺及材料要求相当苛刻。
我们于2000年下半年开始对原粘土砂工艺进行技术改造,要求采用新工艺、新材料,以低成本高质量满足当前生产及市场竞争的需要,在选择工艺方案阶段,我们对普通水玻璃自硬砂,呋喃树脂自硬砂及新型水玻璃自硬砂三种砂型工艺,分别在不同材质、不同品种的阀门铸钢件上进行了工艺试验,试验用原砂为福建平潭优质擦洗硅砂,粒度为40/70目,SiO2含量≥96%,含泥量和含水量分别≤0.5%,角形系数≤1.25%,试验及技术经济分析结果如表1所示。
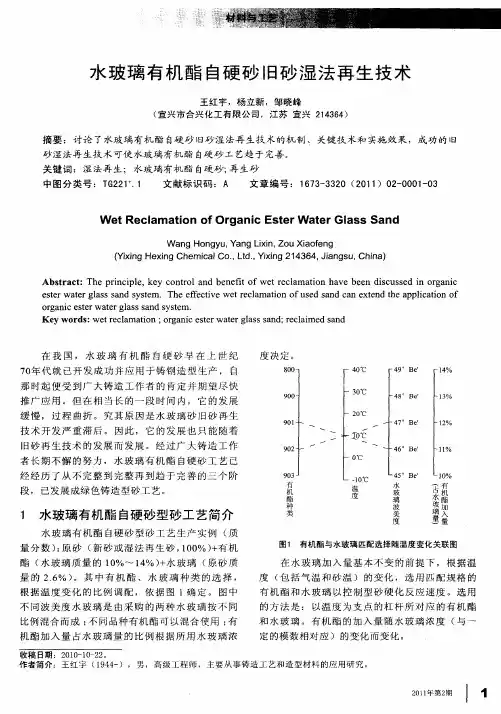
酯硬化水玻璃砂工艺应用简介水玻璃又叫硅酸钠,系一种硅酸钠真溶液和二氧化硅胶粒组成的多相分散的水溶液。
由于它本钱低廉资源广,操作方便无污染,应用灵活能源省,铸件优质废品少等许多优势,从20世纪50年代初引入我国的铸造行业,专门是在铸钢件生产中取得了普遍的应用,而且还有不断扩大应用的趋势,其应用前景十分广漠。
可是,随着该工艺应用范围的慢慢扩大,水玻璃砂的一些固有缺点,也暴露出来了,其中最要紧的有:采纳传统CO2硬化工艺,水玻璃本身的粘结强度未能取得充分的发挥,水玻璃加入量高(一样达7~8%),致使浇注后型、芯砂的溃散性差,铸件清砂十分困难。
第二是水玻璃旧砂脱模率低,旧砂难以再生回用,强碱性水玻璃废砂的大量排放,严峻污染了环境,阻碍了这一工艺进一步的的扩大推行应用。
直到20世纪90年代以后,人们对水玻璃大体组成和硬化机理的熟悉深化,在用活化金属离子改性水玻璃和用有机酯硬化水玻璃等两个方面取得了冲破性进展,可使型、芯砂中水玻璃加入量减少至~%,从而明显降低了水玻璃砂的残留强度,这不仅提高了铸件的表面质量,缩短了铸件的清砂时刻,而且也使水玻璃旧砂再生回用成为可能。
目前改性水玻璃砂工艺,专门是酯硬化改性水玻璃砂工艺正在我国取得普遍推行应用,专门是铸钢件,如机车车辆、重型、泵、阀门等行业在生产薄壁、箱形等易产生热裂的铸钢件上,更是受到了人们普遍的关心和应用。
下面将较系统地介绍我所最近几年来在用活性金属离子改性水玻璃和用有机酯硬化水玻璃砂工艺等方面的科研功效及在铸造生产中的实际应用情形。
1.水玻璃砂用原材料硅砂大量的实验和生产实践说明,硅砂的性能对水玻璃砂的强度起着重要作用,例如,粒型较好的大林和福建硅砂比含泥量相同的海城砂的硬化强度几乎高一倍以上;而且粒型较好的大林和福建硅砂的含泥量从%(即水洗砂)降低到%以下(擦洗砂),其硬化强度也将提高一倍左右。
尽管水玻璃砂对硅砂的要求不像树脂砂那样严格,可是为了降低水玻璃加入量,改善水玻璃砂的工艺性能和再生回用性能,对水玻璃用硅砂提出如下性能指标:角型系数≤含泥量<%含水量<%微粉含量<200目≤%水玻璃目前我国水玻璃生产厂家较多,由于水玻璃成份比较复杂,大多数生产厂家又缺乏必要的检测手腕,因此,水玻璃的质量较差,无法知足铸造生产日趋增加的要求。
目录第一部分水玻璃基础水玻璃有机酯自硬砂工艺简介 (1)关于水玻璃的几个基本概念 (1)第二部分改性水玻璃改性水玻璃自硬砂的主要性能参数 (3)酯硬化水玻璃硬化机理 (4)影响水玻璃自硬砂硬化特性的主要因素 (5)改性水玻璃自硬砂的材料 (6)改性水玻璃和有机酯固化剂的使用方法 (7)混砂、造型注意事项 (8)常见问题诊断及解决方案 (9)第三部分再生砂水玻璃再生砂的特性 (11)再生砂工艺要点 (11)再生砂水玻璃材料及工艺 (12)常见问题诊断及解决方案 (13)关于水玻璃残留Na2O (14)第一部分水玻璃基础一、水玻璃有机脂自硬砂工艺简介改性水玻璃有机酯自硬砂工艺是一种先进的造型工艺,它克服了传统水玻璃砂加入量高、溃散性差、旧砂回用率低等缺点,是一种符合二十一世纪可持续发展的绿色环保工艺。
我公司顺应时代发展潮流,契合铸造厂家的实际需要,发展和完善了这一重要而先进的生产技术。
水玻璃作为一种铸造粘结剂,引进中国铸造车间已有几十年的历史,其应用工艺也从早期的二氧化碳硬化,发展到固化剂硬化。
二氧化碳硬化法硬化速度快,但硬化过程中稳定性欠佳,常使型砂过吹,厚大砂芯内部难以硬透,导致铸件产生较多的缺陷。
粉状硬化剂硬化法虽然比二氧化碳法有了较大进步,但由于水玻璃容量高达8%以上,浇铸后型砂残留强度高,溃散性差,这使其应用受到限制。
液体硬化剂的使用,由于其水玻璃加入量少、溃散性好、工艺简单等特点,至今已发展成为一种有强大生命力的新型砂型。
它具有以下的工艺特点:1)水玻璃加入量低而砂型强度高。
改性水玻璃的加入量为砂重的2.2~3.0%,型砂抗压强度达2.0~3.6MPa。
2)型砂综合工艺性能好。
冬季硬透性好,硬化性能可调性好。
通过调整水玻璃和固化剂的种类及加入量,容易适应外界环境、铸件生产要求的变化,可完全满足不同工厂造型制芯的工艺要求,能建成生产线大批量生产。
3)可实现水玻璃砂的干法再生回用,回用率≥80%,可以消除水玻璃砂废砂和废水对生态环境的污染。