五轴数控机床的运动精度检测
- 格式:doc
- 大小:63.50 KB
- 文档页数:6
五轴数控机床的精度检测方法分析摘要:本文首先对五轴数控机床的精度检测技术做了一个简要概括,然后介绍数控机床精度检测的必要性,指出数控机床常见的精度要求及传统检测方法,并介绍先进检测方法和检测仪器、工具,以及各个检测方法的特点。
关键词:五轴数控机床;精度检测Precision analysis of detection method of five axis CNC machine toolsAbstract: Firstly,this paper introduces the precision detection technology of five axis NC machine tools, and then introduces the necessity of CNC machine tool accuracy detection accuracy requirements of CNC machine tools, points out the common and the traditional detection method, and introduce advanced detection method and detection instruments, tools, and the characteristics of each detection method.Key words: Five axis NC machine tool;Precision detection1 引言五轴联动数控机床目前已大量用于航空制造等高端制造领域。
由于机床复杂的机械结构及控制系统,五轴联动机床加工精度检测及优化一直是机械制造行业内研究的热点和难点,成为影响产品加工质量及效率的关键。
对企业来说,购买数控机床是一笔相当大的投资,特别是购买大型机床。
实践表明,大多数大型数控机床解体发运给用户安装时,必须在现场调试才能符合其技术指标,因此,在新机床检收时,要进行严格的检定,使机床一开始安装就能保证达到其枝术指标预期使用性能和生产效率。

5轴数控机床检验规格(ISO)的最新动向State of the art ISO standard for testing five‐axis machine tools東京農工大学教授堤正臣Tokyo University of Agriculture and TechnologyProf.Dr.Masaomi TSUTSUMI2 5轴数控加工中心的代表形式主要有三种形式工作台回转式主轴头回转式(龙门)主轴头·工作台回转式(混合式)w C A Y b X Z(C)t w X b Y Z C B(C)t w C X b Y Z A(C)t工作台上有2个回转轴主轴上有2个回转轴主轴,工作台各有1个回转轴具有代表性的复合加工机(大连科德数控)3卧式复合加工机(KDW‐4200FH)立式复合加工机(KDL‐1550FH)(14轴5轴联动卧式复合加工机)(11轴5轴联动立式复合加工机)w C b Z X Y B(C)tC’Z’w C X b Z Y B(C)t4 5轴数控加工中心和复合加工机的检验规格-目前ISO认证中,只有主轴头回转式的检验规格-还没有工作台回转式,混合式(复合加工机)的检验规格-为此,在日本有了新的提案(开发研究主要以东京农工大学为主) ISO10791:Test conditions formachining centers审议中Part1~3几何误差检测P art6插补运动检测P art7工作精度检测插补运动检测·工作精度检测的主要检测方法5 ISO10791‐6(1)插补运动检测专用仪器测量①3轴联动控制运动:利用Ball bar,R‐test检测目的:轴的几何误差・工作台回转精度的评价②5轴联动控制运动(圆锥台的底面):利用Ball bar检测目的:和圆锥台的工作精度比较(不用精加工就可以测量精度)ISO10791‐7(2)工作精度检测(切削实验)精加工①圆锥台(NAS979标准)(M3)目的:5轴联动精度②四角锥台(日本提案)(M4)目的:圆度,垂直度,平行度的评价6插补运动专用检测仪器Ball bar球杆仪1维sensor 英国Renishaw公司的QC20球杆仪R‐test Netherland,IBS公司的R‐test仪3维sensor购入后1年当中2次破损(修理)3轴联动控制运动7Ball bar的感度方向Spindle sideBall barBall bar Table side YZO MXφ理想圆弧2球之间球杆的伸缩量LVDT(Linear Variable Differential Transformer)感度方向:伸缩方向保持2球之间距离不变的运动变动:误差不检测感度方向以外的变化Ball bar:可以测量3维运动利用3轴联动的性能评价方法8球杆仪对于旋转轴的旋转运动始终保持一定方向球杆仪(ball‐bar)XZYZ英国Renishaw公司的QC20球杆仪AA轴轴线方向CAYZ YA YZAA轴半径方向A轴切线方向工作台回转式5轴加工中心9 C轴轴线方向C轴半径线方向C轴切线方向A轴轴线方向A轴半径线方向A轴切线方向10测量结果例XYXYXYCCC轴轴线方向C轴半径方向C轴切线方向90°90°90°1div.:1μm1div.:1μm1div.:5μm180°0°180°180°0°0°270°C CW CW270°270°利用3轴联动的性能评价方法11测量结果例YZYZAA YZ AC轴半径方向C轴轴线方向C轴切线方向1div.:1μm1div.:1μm1div.:5μm0°0°0°90°90°90°利用测量结果12轴的垂直度A轴和C轴之间的垂直度等-可以评价5轴机床固有的误差R‐test和Ball bar之间的比较Data有互换性5轴联动控制运动的检测方法(ISO10791-7)13利用圆锥台模仿5轴联动控制运动工作精度实验方法:NAS979(1969)Ball bar检测End mill ZWWorkpiece 5轴联动加工直径差倾斜角φ2.0±0.0002 in15°圆度φ10 in X W Y W同轴度(a) Work piece (b) Cutting method以主轴头回转式5轴加工中心为对象当适用于工作台回转式5轴加工中心的时候方位(中心坐标)直径倾斜角半顶角模拟圆锥台的运动(ISO10791-6)14实际现场的加工实验利用Ball bar检测(日本提案)主轴虚拟的圆锥台45°θ30°β=10°中心坐标(X,Y,Z)圆锥台的精加工切削(牧野铣床有限公司)Ball bar倾斜回转工作台不需要加工,就可以检测评价精度的方法ISO提案的测量方法15模拟圆锥台5轴联动控制运动的检测时球杆仪的设定和运动路径日本提案的测量方法瑞士提案的测量方法半顶角15度, 倾斜角10度半顶角45度, 倾斜角30度(X,Z)(X,Z)(X1,Z1)(X1,Z1)R=96.5926R=70.7107模拟圆锥台5轴联动控制运动16半頂角15°,傾斜角10°半頂角45°,傾斜角30°小ÅA轴的运动范围Æ大小ÅZ轴的运动范围Æ大大Å速度变化Æ小指令值,可以按照尖端的点来控制但,需要注意这个时候的公差值Ball bar球杆仪的测定结果17半頂角15度, 倾斜10度半頂角45度, 倾斜30度R=96.5926mm R=70.7107mm1div.:5.0μm圆度24.8μm圆度21.3μm东京农工大学的5轴加工中心和Simulation的比较18 Simulation Simulation:Ball bar measurement东京农工大学的技术R=96.5926mm R=70.7107mmFeed speed F1000mm/min Feed speed F1000mm/min使用5轴联动控制运动进行19 4角锥台的精加工(ISO 10791-7,M4)(日本提案)进给速度F=400mm/min工具转速1000min‐1在机上可以直接检测直线度,垂直度,平行度φ20mm2刃立铣刀(HSS)使用5轴联动控制运动进行4角锥台的精加工实验20半顶角15゚YZ加工开始点XP1P490゚XOffset位置(0,0,150)P3P2四角锥台倾斜角20゚特征:通过5轴联动控制的直线切削检测:LVDT(机上测量)以直尺为基准,考虑到了直线轴的误差切削后实验片的轮廓形状10进给速度F=400mm/min2140 -10P4-40 -20 0 20 40P1Position mmStartpointY工具转速1000min‐1P140P1P420 20X-20 -40P3PrismoidP2Feeddirection-20-4020 10 0 -10Deviation μm -10Work piece:A5052P3P2P2-30 -20 -10 0 10Deviation μm切削模拟计算10-40 -20 0 20 40Position mmφ20mm2刃立铣刀(HSS)用最先进的技术检验评价5轴数控机床22 3轴联动控制运动检验评价5轴机床固有的几何误差回转轴固有的螺距误差,中心轴的倾斜5轴联动控制运动圆弧插补:没有很多的信息依据条件有可能能检验联动精度直线插补:直线度,垂直度,平行度正在研究中以上是本次演讲的内容,很希望这次演讲能对中国机床产业的发展有利,谢谢。
五轴数控机床精度检测以及标定技术应用分析作者:潘铭来源:《科技创新与应用》2016年第27期摘要:五轴数控机床是现代制造技术一种很关键的设备,在高精尖的现代制造行业得到了广泛的应用,但是,一些通过机床进行生产或者加工的企业一直受到购买的高精度机床经常会出现各种各样的误差的困扰,加工或者生产出来的产品不能满足精度要求。
而精度检测以及标定技术为解决这个问题提供了一个很好的思路,目前,已经成为了加工精度以及提高加工效率的技术之一。
关键词:五轴数控机床;精度检测;标定技术数控机床精度的提高保证了加工质量,而提高机床精度的主要途径就是进行误差补偿。
目前,现代制造业的加工越来越精密化,使用先进检测的手段来完成超精密的加工以及精度检测,确保产品的质量可以得到控制。
1 五轴数控机床引起误差的原因通常情况下,引起五轴数控机床误差的因素有:(1)五轴数控机床原始的制造误差数控机床原始的制造误差就是指由于部件工作表面的形状、质量以及部件间位置的误差而引起的运动误差,这种误差是产生数控机床的几何误差最主要的原因[1]。
(2)五轴数控机床由于热变形引起的误差数控机床热变形引起误差的主要原因是数控机床内部热源以及环境热的扰动而导致机床结构产生热变形,进而导致误差产生。
(3)由于切削负荷导致的工艺系统误差工艺系统的误差主要包括:机床变形导致的误差、刀具变形导致的误差、加工件变形导致的误差以及夹具变形导致的误差等。
通常情况下,人们把这种误差也称作为让刀。
这种误差可以导致加工件形状产生畸变,在薄壁工件的加工时这种误差特别明显和严重[2]。
(4)五轴数控机床振动导致的误差数控机床在进行切削加工时,因为工艺柔性以及多变的工序,数控机床的运行状态可能进入到不稳定的区域,激起了强烈颤振,致使加工件表面的粗糙度不能满足要求,甚至还会导致几何形状误差的出现。
(5)五轴数控机床的检测系统测试误差检测系统的测试误差主要包括:因为测量传感器制造误差以及其安装误差而引起的反馈系统自身的误差;因为机床零件以及机构的误差,或者在使用过程中的产生变形而致使测量传感器产生的误差。
探讨数控机床五轴精度快速校准方法
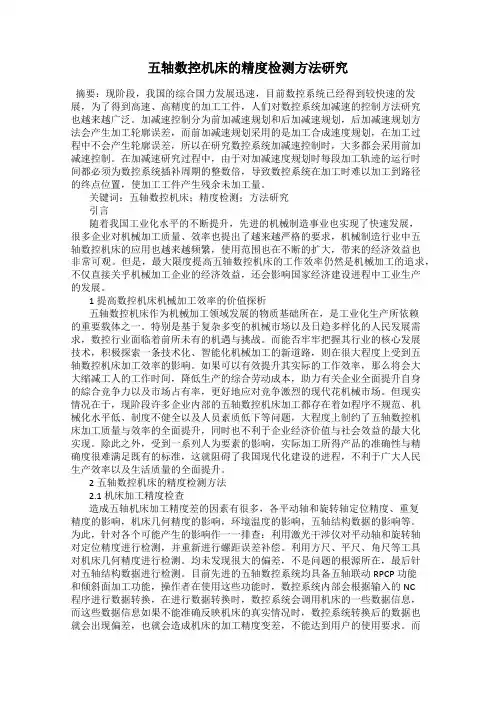
Q253=1000;(预定位进给速度)
Q380=0;(参考角)
Q411=-90;(A轴起始角,为第一次测量时的角度)
Q412=+110;(A轴终止角,为最后一次测量时的角度)Q413=0;(A轴仰角,为测量其他旋转轴时的角度)
Q414=3;(A轴探测测量点数,值为0时不测量该轴)Q415=-90;(B轴起始角,为第一次测量时的角度)
Q416=+90;(B轴终止角,为最后一次测量时的角度)Q417=0;(B轴仰角,为测量其他旋转轴时的角度)Q418=0;(B轴探测测量点数,值为0时不测量该轴)
Q419=-210;(C轴起始角,为第一次测量时的角度)
Q420=+220;(C轴终止角,为最后一次测量时的角度)Q421=0;(C轴仰角,为测量其他旋转轴时的角度)
Q422=2;(C轴探测测量点数,值为0时不测量该轴)
Q423=4;(TNC用一个平面的4点还是3点测量基准球)Q432=1;(预设点)
图4KinematicsOpt功能
机床执行以上测量循环Cycle451,全自动地测量旋转轴A、C,计算测量值并将结果自动保存在机床相应运动特性表中,快速调整和优化数控机床五轴精度。
3.结语
使用iTNC530控制系统的KinematicsOpt功能,测量过程只需要一个接触式探头和校准
球,操作人员只需执行一个测量循环,就能在机床上校准五轴头精度,而不再必须由专门的技术人员来完成,给使用用户带来极大方便,同时大大提高了生产效率和加工精度。
五轴数控机床的精度检测方法研究摘要:现阶段,我国的综合国力发展迅速,目前数控系统已经得到较快速的发展,为了得到高速、高精度的加工工件,人们对数控系统加减速的控制方法研究也越来越广泛。
加减速控制分为前加减速规划和后加减速规划,后加减速规划方法会产生加工轮廓误差,而前加减速规划采用的是加工合成速度规划,在加工过程中不会产生轮廓误差,所以在研究数控系统加减速控制时,大多都会采用前加减速控制。
在加减速研究过程中,由于对加减速度规划时每段加工轨迹的运行时间都必须为数控系统插补周期的整数倍,导致数控系统在加工时难以加工到路径的终点位置,使加工工件产生残余未加工量。
关键词:五轴数控机床;精度检测;方法研究引言随着我国工业化水平的不断提升,先进的机械制造事业也实现了快速发展,很多企业对机械加工质量、效率也提出了越来越严格的要求,机械制造行业中五轴数控机床的应用也越来越频繁,使用范围也在不断的扩大,带来的经济效益也非常可观。
但是,最大限度提高五轴数控机床的工作效率仍然是机械加工的追求,不仅直接关乎机械加工企业的经济效益,还会影响国家经济建设进程中工业生产的发展。
1提高数控机床机械加工效率的价值探析五轴数控机床作为机械加工领域发展的物质基础所在,是工业化生产所依赖的重要载体之一。
特别是基于复杂多变的机械市场以及日趋多样化的人民发展需求,数控行业面临着前所未有的机遇与挑战。
而能否牢牢把握其行业的核心发展技术,积极探索一条技术化、智能化机械加工的新道路,则在很大程度上受到五轴数控机床加工效率的影响。
如果可以有效提升其实际的工作效率,那么将会大大缩减工人的工作时间,降低生产的综合劳动成本,助力有关企业全面提升自身的綜合竞争力以及市场占有率,更好地应对竞争激烈的现代花机械市场。
但现实情况在于,现阶段许多企业内部的五轴数控机床加工都存在着如程序不规范、机械化水平低、制度不健全以及人员素质低下等问题,大程度上制约了五轴数控机床加工质量与效率的全面提升,同时也不利于企业经济价值与社会效益的最大化实现。
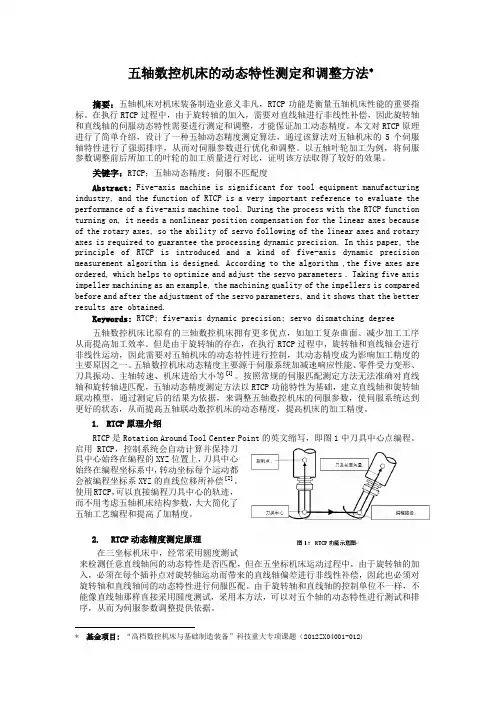
五轴数控机床的动态特性测定和调整方法 摘要:五轴机床对机床装备制造业意义非凡,RTCP功能是衡量五轴机床性能的重要指标。
在执行RTCP过程中,由于旋转轴的加入,需要对直线轴进行非线性补偿,因此旋转轴和直线轴的伺服动态特性需要进行测定和调整,才能保证加工动态精度。
本文对RTCP原理进行了简单介绍,设计了一种五轴动态精度测定算法,通过该算法对五轴机床的5个伺服轴特性进行了强弱排序,从而对伺服参数进行优化和调整。
以五轴叶轮加工为例,将伺服参数调整前后所加工的叶轮的加工质量进行对比,证明该方法取得了较好的效果。
关键字:RTCP;五轴动态精度;伺服不匹配度Abstract: Five-axis machine is significant for tool equipment manufacturing industry, and the function of RTCP is a very important reference to evaluate the performance of a five-axis machine tool. During the process with the RTCP function turning on, it needs a nonlinear position compensation for the linear axes because of the rotary axes, so the ability of servo following of the linear axes and rotary axes is required to guarantee the processing dynamic precision. In this paper, the principle of RTCP is introduced and a kind of five-axis dynamic precision measurement algorithm is designed. According to the algorithm ,the five axes are ordered, which helps to optimize and adjust the servo parameters . Taking five axis impeller machining as an example, the machining quality of the impellers is compared before and after the adjustment of the servo parameters, and it shows that the better results are obtained.Keywords: RTCP; five-axis dynamic precision; servo dismatching degree五轴数控机床比原有的三轴数控机床拥有更多优点,如加工复杂曲面、减少加工工序从而提高加工效率。

五轴数控机床的检测与标定技术国家数控系统技术工程研究中心五轴数控机床的检测与标定技术摘要长期以来,一个普遍存在的问题一直困扰着使用大型机床进行生产、加工的企业,即企业所购买的价格不菲的高精度大型机床在生产加工过程中总会产生大大小小的误差,使其加工出的产品达不到精度要求。
数控机床的检测与标定技术就是为了解决这一难题,现在已成为提高机床加工精度和加工效率的关键技术之一。
本文介绍了检测和标定方法与原理,详细介绍了空间误差补偿技术。
关键词:机床误差,检测技术,标定技术,空间误差补偿技术国家数控系统技术工程研究中心1. 前言随着全球市场经济的一体化,市场竞争越来越激烈,市场向着个性化、小批量、高质量、交货周期短的方向发展。
现在,我国数控厂家多,但是产量都不大。
产量低的原因有很多,其中重要的一条是在机电联调过程中,要对机床的精度进行评价,测定机床的精度是否满足要求,同时对机床误差进行补偿。
提高机床的精度,原有的方法效率低、价格高、使用环境要求高,同时对操作者的要求也较高[1]。
提高数控机床的精度是保证加工件质量的重要途径。
数控机床精度的提高主要是通过误差补偿来实现。
现代制造业已经发展成为融合信息技术、数控技术、系统控制工程而生成的先进制造系统。
其发展趋势可归结为两个方向:一是以提高效率为目的的自动化,即将信息技术贯穿与整个制造过程,提高制造信息处理和控制的自动化程度,以此来提高效率,缩短生产周期;二是以提高加工精度为目的的精密化,通过先进的检测手段来实现超精密加工及检测,以控制产品质量。
采用先进的制造和检测技术来迅速的提高装备制造业的水平,是当前一个重要的发展方向,研究和发展现代检测技术有着广阔的市场前景。
2. 研究现状2.1. 机床误差产生原因普遍认为数控机床的误差有以下几方面的起因[2]:1.机床的原始制造误差。
它是指由组成机床各部件工作表面的几何形状、表面质量、相互之间的位置误差所引起的机床运动误差,是数控机床几何误差产生的主要原因。
五轴机床回转轴精度检测摘要:与三轴机床相比,五轴机床能加工复杂曲面,具有加工效率高、装夹方便等优点。
然而,五轴机床的结构更复杂,两个回转轴会引入额外的几何误差,从而极大地影响了机床精度。
关键词:五轴机床;误差;检测五轴数控机床是现代制造技术的关键设备,用于加工高精度、复杂的曲面零件,其精度和技术水平在一定程度上决定了当前的工业水准。
五轴数控机床以其加工精度高、可靠性高、柔性好等优点,在航空航天、航海、医疗设备、军事等先进现代制造领域取得了巨大成就,得到了广大用户的认可,为制造企业的进一步研究做好了铺垫。
一、五轴数控机床发展概况五轴加工中心是一种专门用于加工机翼、叶轮、叶片、重型发电机转子等具有复杂空间曲面零件的高科技含量、高精密度的现代数控加工中心。
其优点为:①能加工一般三轴联动机床不能加工或无法一次装夹加工完成的自由曲面,节省装夹次数和时间。
②可提髙空间曲面加工精度、效率、质量。
一直以来,国内五轴数控机床相对于国外整体水平还较低,主要原因在于机床关键功能还未实现自主研发,与国外同类产品相比,国产机床稳定性、精度等指标较差,同时,在高精度技术含量精密机床方面,国外对我国实行技术封闭和进口限制,目前国内市场上的五轴机床仍以进口机床为主。
但国家十分重视机床行业的发展,2009年初启动了“高档数控机床与基础制造装备”国家科技重大专项,重点支持高档数控机床、基础制造装备、数控系统、功能部件、工具、关键部件、共性技术等方面的研发,且在各高校及相关企业的共同努力下,我国五轴数控机床技术也得到了飞速发展,已逐渐形成为较成熟的产品。
国内著名的五轴数控机床生产厂家有沈机集团、大连机床厂、济南二机床、昆明机床厂、普什宁江机床厂等。
随着经济的发展和国防建设的需要,用户对设备需求正向柔性、生产效率、功能多样和高性能等个性化需求方向转移,由此也促进了数控机床向高速高效化、模块化、高精度和复合加工等方向发展,对带动和提升我国机床工业水平具有重要战略意义。
五轴数控机床的运动精度检测剖析数控机床作为国家重点产业的支柱之一,长期以来在制造业和工业自动化领域中扮演着至关重要的角色。
五轴数控机床,作为现代数控机床的一种,具有多轴同时控制、高速高精、灵活性强等特点,其在航空航天、汽车制造等领域得到广泛应用。
机床的准确度和稳定性是保证产品质量的关键,而精度检测过程则是确保其运行状态的关键环节。
本文将分析五轴数控机床的运动精度检测方法和主要影响因素。
运动精度检测方法运动精度检测主要是通过测量机床的加工精度来评估其运动精度,主要包括以下几种方法。
定坐标法定坐标法是一种常用的运动精度检测方法,是利用五坐标测量仪(又称作CMM)进行机床定位精度和一至性误差测试的方法。
其具体步骤如下:1.规定一个标准坐标系;2.用五轴数控机床切削出一个精度比较高的工件;3.用五坐标测量仪测量工件上的基准点(一般为刀具中心);4.根据测量结果计算机床的误差。
数学建模法随着近年来数学计算机模拟技术的不断发展,数学建模法逐渐应用到运动精度检测中。
该方法是将机床的各种误差因素进行测量和分析并建立数学模型,预测机床的加工精度和稳定性。
传统联动测量法传统联动测量法是一种传统的运动精度检测方法。
其主要步骤是用高精度测量仪器分别测量两个传感器的测量信号,再经过计算机软件处理后获得机床的运动误差。
影响精度的因素五轴数控机床的精度主要受以下因素影响。
加工工件材料和加工过程参数加工工件材料和加工过程参数是影响机床轴向精度的重要因素。
加工工件材料不同、切削速度、进给速度、进给量、切削深度以及冷却液的使用等加工过程参数不同,对机床的精度影响也不同。
机床本身机床本身的精度是影响机床加工精度的重要因素,具体包括结构、精度等级、刚度、稳定性等方面。
另外,五轴数控机床的自重、惯性等参数也会对机床精度产生一定的影响,因此机床要保持平稳、平衡的状态。
操作人员操作人员的技术水平和工作态度也对机床加工精度有很大的影响。
无论是设定加工参数,还是刀具调整等操作,都需要操作人员的精细操作。
五轴数控机床误差补偿及精度可靠性评估五轴数控机床是一种高精度、高效率的加工设备,广泛应用于航空航天、汽车制造、模具制造等领域。
然而,由于各种因素的影响,五轴数控机床在加工过程中存在一定的误差。
为了提高加工精度和可靠性,需对误差进行补偿并进行评估。
五轴数控机床的误差主要包括几何误差和运动误差。
几何误差是由于机床结构的制造和组装误差、刚性变形等原因引起的,主要包括平行度误差、垂直度误差、位置误差和角度误差等。
运动误差是由于伺服系统、控制系统等原因引起的,主要包括滞后误差、迟滞误差和不平衡误差等。
这些误差会直接影响加工件的精度和表面质量,因此对误差进行补偿和控制是提高加工质量的关键。
误差补偿是通过测量和分析机床误差,通过数学模型将误差量纳入控制系统,使其在加工过程中进行补偿。
首先需要对机床进行检测和测量,获取机床的误差信息。
常用的检测方法包括激光干涉仪、刚度测试仪等。
其次,通过数学建模和仿真,分析机床误差的来源和特性,建立误差补偿模型。
最后,将误差补偿模型嵌入控制系统中,实现误差的实时补偿。
误差评估是对机床的精度和可靠性进行评价和监控。
通过定期对机床进行精度测试和性能测试,可以得到机床的测量数据。
然后,对测试数据进行统计分析和处理,计算出机床的误差指标,并与加工要求进行比较。
例如,常用的误差指标包括定位误差、重复定位误差、轮廓误差等。
对于超出允许范围的误差,需要进行调整和维修,以确保机床的加工精度和可靠性。
同时,还可以采用传感器和监控系统对机床进行实时监测和预警。
通过安装传感器在关键部位,可以实时感知机床的工作状态和性能,监测其误差变化和趋势。
一旦发现异常情况,监控系统可以及时报警,并进行相关维护和处理。
这样可以避免机床在加工过程中出现严重误差,保证加工质量和工作安全。
总结起来,五轴数控机床误差补偿和精度可靠性评估是提高加工质量和效率的重要手段。
通过对机床误差的测量、建模和补偿,以及对机床精度和可靠性的评估和监控,可以实现机床加工精度的提高和工作可靠性的保证。

五轴联动加工中心的精度检测方法简介南京晨光集团有限责任公司计量中心作者:方明摘要: 对五轴联动加工中心的摆轴( 即A 轴) 全行程精度的检测提出了一种快速有效的解决方案。
详细叙述了该方案的具体操作步骤、注意事项以及在检测过程中采用的测量设备和依据的检测标准,同时对被检轴进行了有效地精度补偿。
1 、五轴联动简介五轴联动加工中心是指有五个坐标轴( 三个直线坐标轴: X,Y,Z 轴和两个旋转坐标轴: C,A 轴) ,可在计算机数控( CNC) 系统的控制下同时协调运动进行加工的数控加工设备。
通过A 轴与C 轴的组合,固定在工作台上的工件除了底面之外,其余的五个面都可以由立式主轴进行加工。
A 轴和C 轴最小分度值一般为0. 001°,又可以把工件细分成任意角度,加工出倾斜面、倾斜孔等。
A 轴和C 轴如与XYZ 三个直线轴实现联动,依靠先进的数控系统、伺服系统以及软件的支持可加工出复杂的空间曲面。
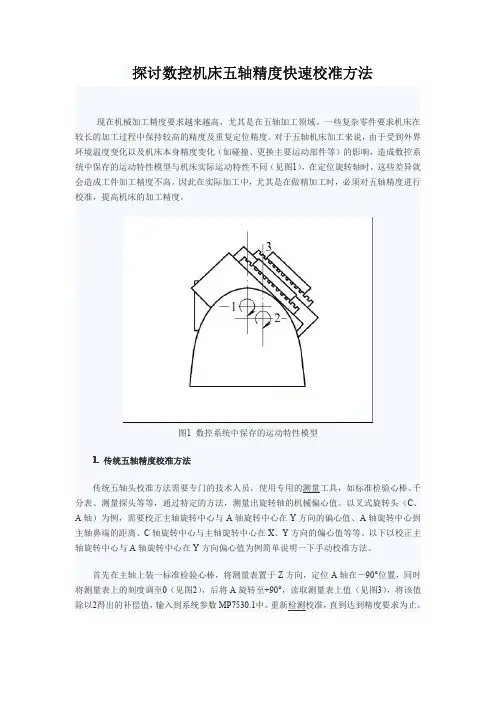
常见的立式五轴联动加工中心有两个回转轴,如图1 所示,一个是工作台回转轴,以X 轴方向为轴心线,± 90°来回摆动,定义为摆轴,也称A 轴; 一个就是设置工作台的中间的回转台,在图示的位置上环绕Z 轴方向360°回转,定义为C 轴。
图1 常见的立式五轴联动加工中心示意图加工中心XYZ 以及C 轴的精度检测,技术手段现在已经很成熟。
XYZ 三个直线轴一般是采用双频激光干涉仪作为标准进行检测,回转C 轴用双频激光干涉仪以及配套的回转分度器检测,或者用传统的正多面棱体配上自准直仪进行角分度检测,这里不再详述。
而对于A 轴,同样是角分度检测,也可用双频激光干涉仪回转分度器或者是正多面棱体和自准直仪作为标准进行检测。
但是如果是照搬全套C 轴的检测方法,将无法在全行程内完成测量,因为随着A 轴的转动,工作台将遮挡测量光路,无法继续检测,只能检测到部分角度,也就不能判断A 轴整个行程范围的精度。
五轴机床校准方法五轴机床校准方法:引言:五轴机床是一种能够在多个轴向上同时进行加工的高精度机床。
为了确保五轴机床能够精确地进行加工操作,校准是不可或缺的一步。
本文将详细介绍五轴机床的校准方法,包括定位误差的校准、旋转误差的校准以及补偿误差的校准。
让我们一步一步来回答这个问题。
第一步:定位误差的校准定位误差是指五轴机床在移动过程中出现的位置偏差。
为了校准定位误差,我们需要进行如下步骤:1.使用高精度的测量仪器,测量五轴机床在不同位置的实际坐标值。
2.将测量得到的实际坐标值与机床程序中给定的坐标值进行比较,计算出偏差值。
3.根据偏差值调整机床的参数,使得实际坐标值与给定坐标值尽可能接近。
第二步:旋转误差的校准旋转误差是指五轴机床在旋转过程中出现的角度偏差。
为了校准旋转误差,我们需要进行如下步骤:1.使用高精度的角度测量仪器,测量五轴机床在不同角度下的实际旋转角度。
2.将测量得到的实际旋转角度与机床程序中给定的角度进行比较,计算出偏差值。
3.根据偏差值调整机床的参数,使得实际旋转角度与给定角度尽可能接近。
第三步:补偿误差的校准补偿误差在五轴机床中是很常见的,主要是由于机床结构的刚度不足或者机床运动部件的磨损导致的。
为了校准补偿误差,我们需要进行如下步骤:1.使用高精度的测量仪器,测量五轴机床在不同加工条件下的实际加工结果。
2.将测量得到的实际加工结果与机床程序中给定的加工结果进行比较,计算出偏差值。
3.根据偏差值调整机床的参数,使得实际加工结果与给定加工结果尽可能接近。
总结:通过以上三个步骤的校准,我们可以有效地提高五轴机床的加工精度。
定位误差的校准可以减小机床的位置偏差,旋转误差的校准可以减小机床的角度偏差,补偿误差的校准可以减小机床的加工误差。
在实际操作中,我们需要根据机床的具体情况和要求选择适合的校准方法,并且经常进行校准以保证机床的加工精度和稳定性。
五轴机床精度标准
五轴机床的精度标准通常包括以下几个方面:
1. 定位精度:五轴机床的定位精度应符合国家标准或行业标准的要求。
通常情况下,其定位精度应达到IT6级或更高级别。
2. 重复定位精度:五轴机床的重复定位精度也是衡量其精度的重要指标。
重复定位精度通常不应超过±1.0μm。
3. 加工精度:五轴机床的加工精度通常通过加工试件来检验。
加工试件的尺寸精度、形状精度和表面粗糙度等应符合要求。
4. 几何精度:五轴机床的几何精度包括工作台的平面度、丝杠的间隙等。
这些指标会影响到加工零件的精度和表面质量。
5. 重复性:五轴机床的重复性是指机床在多次重复加工同一零件时,加工结果的一致性。
重复性好的机床能够保证批量加工的一致性。
总之,五轴机床的精度标准是多方面的,需要根据实际需求和加工要求进行综合考虑。
在选购和使用五轴机床时,建议根据实际情况参考相关的国家标准或行业标准,以确保选购或使用适合的五轴机床。
五轴机床动态精度的快速检测方案五轴机床是一种能够在多个轴向上同时进行加工的机床,具有复杂的结构和运动方式。
为了保证五轴机床的动态精度,需要进行定期的快速检测。
本文将介绍一种用于五轴机床动态精度快速检测的方案。
五轴机床的动态精度包括了位置精度和姿态精度两个方面。
位置精度是指五轴机床在运动过程中,工件位置与期望位置之间的偏差。
姿态精度是指五轴机床在运动过程中,工件的姿态与期望姿态之间的偏差。
针对位置精度的检测,可以采用静态刻度盘法。
具体步骤如下:1.在五轴机床中安装刻度盘,刻度盘的数量和位置要根据机床结构和工件加工需求进行选择。
2.使用示波器连接刻度盘输出端,利用示波器进行数据采集和分析。
3.控制五轴机床进行一系列指定的轨迹运动,采集各个轴向的位置数据。
4.将采集到的位置数据与期望位置进行比较,计算各个轴向的偏差。
5.根据偏差值,对五轴机床进行补偿或调整,以提高位置精度。
针对姿态精度的检测,可以采用激光测量法。
具体步骤如下:1.在机床上安装一个激光测量系统,该系统包括一个激光发射器和一个激光接收器。
2.将激光发射器安装在机床上一个固定的位置,并调整激光束的方向。
3.控制五轴机床进行一系列指定的姿态运动,激光束照射到工件上。
4.激光接收器接收到激光反射回来的信号,通过数据分析计算出工件的实际姿态。
5.将实际姿态与期望姿态进行比较,计算出姿态偏差。
6.根据偏差值,对五轴机床进行补偿或调整,以提高姿态精度。
以上是一种用于五轴机床动态精度快速检测的方案,通过采用静态刻度盘法和激光测量法,可以较为准确地测量五轴机床的位置精度和姿态精度,并及时对机床进行调整和补偿,从而提高机床的加工精度。
在实际应用中,可以根据具体情况进行适当调整和改进,以满足不同的检测需求。
测试五轴精度的方法有哪些测试五轴精度的方法有以下几种:1. 熔浸测试法(DIP Testing)熔浸测试法是通过将测试物体完全浸入一个液体中,根据其被液体吸收的情况来判断精度。
这种方法需要将测试物体以不同的角度沉入液体中,然后观察其被液体完全吸收的角度和速度。
通过多次测试可以得出五轴的平均精度。
2. 比较测量法(Comparative Measurement)比较测量法是通过将待测的五轴系统与已知精度的标准件进行比较,来评估其精度。
这种方法需要使用精密测量工具,如千分尺或显微镜等,将待测物体与标准件进行比较测量,通过测量值的差异来判断五轴的精度。
3. 斜度测试法(Inclination Testing)斜度测试法是通过倾斜测试物体,观察其在不同角度下的垂直度和水平度来评估精度。
使用水平仪或激光仪器测量被测试物体的垂直度和水平度,以确定其五轴的精度。
4. 冲击测试法(Impact Testing)冲击测试法是通过施加冲击力来观察待测物体的位移情况,从而评估其五轴精度。
使用一定大小的冲击力对测试物体进行冲击,观察其位移情况,然后通过测量位移距离和角度,来推算五轴的精度。
5. 振动测试法(Vibration Testing)振动测试法是通过对待测物体施加振动来评估其五轴精度。
将物体置于振动台上,以不同的频率和振幅进行振动,观察物体在振动下的运动情况和位移,通过测量位移和角度来判断五轴的精度。
总结:以上是测试五轴精度常用的几种方法。
每种方法都有其适用的场景和特点,选择合适的测试方法可以有效地评估五轴的精度。
在实际测试中,可以根据具体需求综合运用多种方法,提高测试的准确性和可靠性。
五轴联动数控机床检验标准五轴联动数控机床检验标准一、引言五轴联动数控机床是一种高精度、高效率的数控机床,广泛应用于航空航天、汽车制造、模具加工等领域。
为了确保五轴联动数控机床的质量和性能符合要求,需要制定相应的检验标准。
本文将详细介绍五轴联动数控机床的检验标准。
二、外观检验1. 机床外观应无明显划痕、凹陷和变形等缺陷,各部件应完好无损。
2. 机床表面应光洁,无明显氧化和锈蚀。
3. 机床润滑系统应正常运行,无漏油现象。
三、功能检验1. 机床各轴运动是否灵活,是否存在卡滞和抖动现象。
2. 机床主轴转速是否稳定,是否存在异常噪音。
3. 机床切削力是否稳定,是否超过规定范围。
4. 机床切削精度是否满足要求,如切削表面光洁度、尺寸精度等。
四、精度检验1. 机床定位精度检验:通过测量机床在不同位置的定位误差来评估其定位精度。
2. 机床重复定位精度检验:通过多次重复定位来评估机床的重复定位精度。
3. 机床加工精度检验:通过对加工零件进行测量,评估机床的加工精度,包括尺寸精度、形状精度等。
五、稳定性检验1. 机床振动检验:通过测量机床在运行过程中的振动情况来评估其稳定性。
2. 机床温度变化检验:通过测量机床在不同环境温度下的变化情况来评估其温度稳定性。
六、安全性检验1. 机床防护装置是否完善,是否满足相关安全标准。
2. 机床操作是否方便、安全,是否存在安全隐患。
七、其他检验1. 机床噪音检验:通过测量机床在运行过程中产生的噪音来评估其噪音水平。
2. 机床能耗检验:通过测量机床在运行过程中的能耗情况来评估其能源利用效率。
八、总结五轴联动数控机床的检验标准涉及外观、功能、精度、稳定性、安全性和其他多个方面。
只有通过严格的检验,才能确保五轴联动数控机床的质量和性能符合要求,为各行业提供高质量的加工服务。
五轴数控机床的精度检测方法分析摘要:本文首先对五轴数控机床的精度检测技术做了一个简要概括,然后介绍数控机床精度检测的必要性,指出数控机床常见的精度要求及传统检测方法,并介绍先进检测方法和检测仪器、工具,以及各个检测方法的特点。
关键词:五轴数控机床;精度检测Precision analysis of detection method of five axis CNC machinethe工件试切或试加工,然后再对所试切的工件进行精度检测。
但这种方法的测量结果中包括了工艺、刀具和材料等因素在内,虽然可以通过试件的加工精度间接反映出机床的精度,但不能精确地用于指导机床的研发和改进。
而直接测量法如用微位移传感器测量装夹在主轴上的圆柱形基准棒或基准球,或者对装夹在工件台面上的基准量块或平尺直接进行测量,这种方法可以直接获得某项误差,但该方法测量效率低,测量的范围(如行程)有限。
目前世界各国对数控机床精度检测指标的定义、测量方法及数据处理方法等都有所不同。
国际上有五种精度标准体系,分别为:德国VDI标准、日本JIS标准、国际标准ISO标准、国标GB系列、美国机床制造商协会NMTBA。
其中NAS979是美国国家航空航天局在二十世纪七十年代提出的通用切削试件,"NAS试件”是通过检测加工好的圆锥台试件的“面粗糖度、圆度、角度、尺寸”等精度指标来反映机床的动态加工精度。
NAS试件已在三坐标数控机床的加工精度检测方面得到了很好的应用,但用NAS试件来检测五轴数控机床的加工精度还存在一些问题。
成都飞机工业(集团)有限责任公司于2011年提出了用于检验五轴数控机床的标准试件——“S形试件”,该试件是由一个呈“S”形状的直纹面等厚缘条和一个矩形基座组合而成,通过检测加工试件的“外形轮廓尺寸、厚度、表面粗糙度”等指标,以及试件上的3条线共99个点的坐标位置来检验五轴数控机床的加工精度,“S形试件”是目前五轴数控机床精度检验通用的检测试件,该试件已于2011年申请美国国家专利,“S形试件”模型图及检测点如图1.1所示。
S试件模型图测量方法需根据具体的测量仪器来制订,机床精度提髙的需求也促进了机床精度检测工具的发展。
根据检测轨迹的不同,检测仪器可分为圆轨迹运动检测和直线运动轨迹检测。
由于机床的圆轨迹运动包含了较多误差信息,因此开发一种用于检测机床轨迹运动的仪器也是国内五轴机床的检测重点是两个旋转轴的精度。
旋转轴的精度包括两个方面:一方面是旋转轴运动的精度,主要要检测每个旋转轴的重复定位精度;另一方面是两个旋转轴相互之间的关系,主要检测两个旋转轴轴线和主轴轴线之间空间几何关系是否正确。
4.1 测量旋转轴的重复定位精度方法和直线轴测量方法类似:对于转台类型的旋转轴,在转台上固定一个方块,用千分表接触方块的表面,旋转转台一定角度,再反向旋转转台同样多角度,回到原位,观察两次表针接触方块表面时的表读数是否一致,误差多少(如图1);对于摆头类型的旋转轴,在主轴上装上检测用芯棒,用千分表指针接触芯棒来检测(如图2)。
图1 测量转台的重复定位精度图2 测量摆头的重复定位精度4.2测定两个旋转轴和主轴之间的空间几何关系这项需要按照五轴铣床的类型分为三种情况:(1)双转台结构的五轴铣床图3为一个双转台结构的示意图,在图中标出了两个旋转轴的轴线,这两根轴线应该如图中那样相交于一点。
如果这两个旋转轴的轴线不相交,则要测定出两个轴线的偏心距离。
图3 双转台结构示意图 测定方法如下:先将C 轴转台校正,使C 轴转台平行于XY 平面(方法略);再如图4所示,分别旋转B 轴+90°和-90°,测量两个方位下B 轴转台侧面最高点的高度差。
如果高差为零,则双转台的空间几何关系符合理想情况,如果高差不为零,则B 、C 轴的偏心量为此高差的二分之一。
图4 双转台轴线偏心量测定(2)转台和单摆头结构的五轴铣床图5为单摆头结构的示意图,图中标出了B 轴的轴线和主轴的轴线,这两个轴线应该相交于一点,如果它们不相交,需要测定出它们的距离,即主轴和摆动轴B 轴的偏心量。
图5 转台和摆头铣床摆头部分结构示意图测定方法如下:先在主轴上装上检测用芯棒,校正B 轴,使芯棒(主轴轴线)垂直于XY 平面(方法略);再如图6中所示,分别旋转B 轴+90°和-90°,测量两个方位下芯棒侧面最低点的高差。
如果高差为零,则摆头和主轴间的空间几何关系符合理想情况,如果高差不为零,则主轴和B 轴的偏心量为此高差的二分之一。
图6 摆头和主轴偏心量测定(3)双摆头结构的五轴铣床图7为双摆头结构示意图,图中标出了主轴轴线、B 轴轴线和C 轴轴线。
理想情况下,主轴轴线和C 轴轴线应该重合,B 轴轴线和它们相交。
如果这三个轴线不符合这种理想情况,需要测定出它们之间的偏心量。
图7 双摆头结构示意图转台最高点转台最高点 C 轴轴线 B 轴轴线主轴轴线B 轴轴线C 轴轴线主轴轴线B 轴轴线首先,测定B轴和主轴的偏心量,方法和单摆头铣床的测定方法一样。
然后,测定C轴和主轴的偏心量,方法如下:如图8左边所示,在工作台上固定一个标准圆柱型,将千分表表座固定在C轴上,表针接触圆柱形侧面,调整机床XY轴的位置,使得C轴旋转时千分表读数不变,这样C轴轴线就和圆柱形的中心重合了,将这个位置机床的X、Y坐标值记录下来;如图8右边所示,先转动B轴,使主轴轴线垂直于工作台(XY平面),再在主轴上装上检棒,将表座固定在检棒上(主轴上),表针接触圆柱形侧面,调整机床XY轴的位置,使得检棒旋转时千分表读数不变,这样主轴轴线就和圆柱形中心重合了,将这时机床的X、Y坐标值同刚刚记录下来的坐标值比较,差值就是C轴轴线和主轴轴线的X、Y偏心量。
图8 双摆头铣床C轴和主轴偏心测定综上所述,双转台铣床的B轴、C轴是结合为一体的双转台,要测定出B、C轴的偏心纬线螺旋加工的方法各加工一个直径相同的球形,加工刀路如图11所示。
加工好之后,测量两个球形的直径,和标准值比较误差。
如果有条件,还可以测量两个球形的圆度和标准球形的误差值。
图11 五轴加工球形的两种刀路以上就是用加工标准形状的方法来检测五轴铣床的五轴联动性能的一种基本方法。
总结如下:先加工一条直线,初步判断五轴空间几何关系测定的正确性,同时检测数控系统的补偿功能是否生效。
这是一维形状的检测,是最基本的要求,在此基础上才能做下面的检测。
再加工一组平面,检测五轴空间几何关系测定的准确性,同时检测数控系统的补偿功能是否设定正确。
这是二维形状的检测,比一维形状的检测的要求高一等级,如果检测合格,说明五轴空间几何关系的测定基本准确,同时数控系统基本满足五轴加工的要求。
最后,加工球形,进一步检测五轴空间几何关系测定的准确性,同时检测数控系统的补偿功能是否在三维空间做出了正确的运动补偿。
这是三维形状的检测,也是最高等级的要求。
如果满足了三维形状加工的要求,就可以说这台五轴铣床完全合格,可以胜任生产加工任务了。
4 五轴数控机床的先进精度检测方法传统的检测方法和检测工具只是用于精度较低的中小型数控机床,国内各工厂的大型数控机床绝大多数是进口的,均采用高精度的激光干涉仪、球杆仪。
如今,通过一系列步骤的直接检测来判断机床的精度,依然是许多机床生产商和使用者的首选方法。
单项检测法的测量不确定度很小,结果可信度很高。
针对直线轴的比较成熟的检测法如下:&海德汉Heidenhain公司的KGM平面光栅测量系统平面正交光栅法可以通过检测机床直线轴复合轨迹运动( 直线轨迹和圆轨迹的组合) 的轨迹误差,解算出数控机床的3个直线轴的21项运动误差。
除了仪器价格较高这一点之外,是当今现场运动精度诊断的首选方法。
但平面光栅也存在一定的局限性,因为它的检测都局限在平面上,无法评价五轴机床多轴联动(尤其是包含回转轴的联动)的空间精度。
4.4 R-test方法Rest测量装置由瑞士的S WEIKERT和WKNAPP在2004年发明[Cs7,专门针对五轴数控机床的误差测量。
Rest装置由一个高精度的标准球(陶瓷或钢)和安装有3个(或者4个)位移传感器的探测头组成。
传感器探头的平而与球体表而相互接触,标准球和探测头分别装在主轴端或工作台,如图5所示。
机床做多轴联动时,标准球随主轴运动,探测系统随工作台运动,5轴机床可以保证多轴联动时球心和底座的空间相对位置保持不变,即刀具中心点( Tool Center Point)和工件的空间相对位置不变。
由于机床几何误差的存在,球体和探测头的相对位置发生微小的偏移,空间3个方向的偏移量被传感器测得。
将3个(或者4个)位移传感器的测量结果转换为空间X, Y, Z方向的偏移。
此外,ZARCAR-BASHI等提出了一种测量设备CapBall,使用的是非接触式的传感器。
日本的Soichi IBARAKI等对R-test 系统进行了更加深入的研究图,提出使用非接触式的测量。
ISO TC39/SC2己经在讨论收录R-test。
IBS精密工程和FIDIA己有商用的类似R-test装置。
瑞士的wKNAPP等致力于R-test 配合精密球盘的检测研究 D n7,数控机床的工作台上装上精密的球盘,然后主轴端安装R-test探测头,机床的直线轴按照NC指令运动,使Rest按照特定的川页序测量球盘.典型的R-test测量装置相对于激光干涉仪,平而光栅和球杆仪,R-test具有着3维位移检测的优势,在一次[10] Bryan J B. A simple method for testing measuring machines and machine tools Part 1:Principles and applications[J]. Precision Engineering. 1982,4(2): 61-69. [11] 阳红.龙门加工中心动态热误差产生机理及补偿技术研究[D].成都:四川大学,2012.。