电池检验标准
- 格式:doc
- 大小:131.93 KB
- 文档页数:14
电池来料检验标准版本 1.02011-01-04拟订:审核:批准:版本修订状态1.抽样计划1.1 一般检测:GB/T 2828.1-20031.2 AQL 水准:CR=0;MA:0.65 MI:1.01.3 本物品采用单次抽样正常检验。
1.4 尺寸测量、性能测试:1~500:5PCS501~1000 10PCS1000 以上:20PCS2.抽样频率2.1 同一来料验收单的物料为一批次抽样.3.抽样方法3.1 本物品采用隨机抽样.3.2 5 个包裝单位及5 个以下包裝单位,需从每个包裝单位內取样.3.3 5~25 个包裝单位,至少从5 个包裝单位內取样.3.4 25 个以上包裝单位,需从包裝单位的平方根数內取样.4.定义4.1 BOM ( BILL OF MATERIAL):物料清单.4.2 FAA (FIRST ARTICLE APPROV AL RECORD):第一次样本确认.4.3 DCN/ECN (DESIGN/ENGINEER CHANGE NOTE):设计/工程更改通知.4.4 致命缺陷(Critical Defect) : 产品存在对使用者的人身及财产安全构成威胁的缺陷。
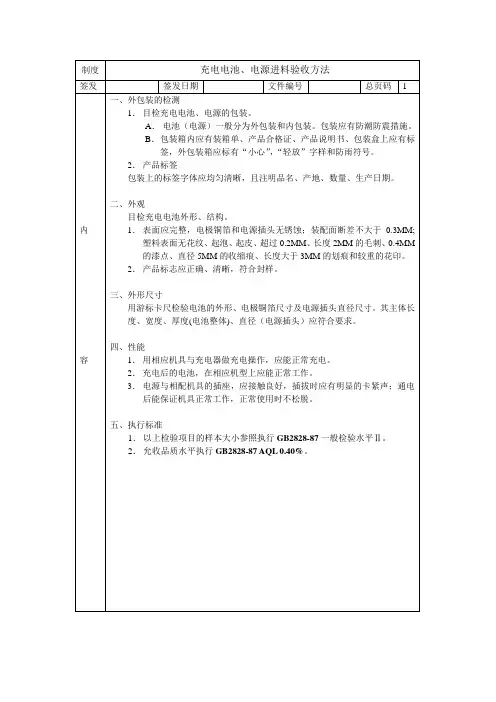
4.5 主要缺陷( Major Defect ) : 产品存在以下五种缺陷为主要缺陷。
---功能缺陷影响正常使用;---性能参数超出规格标准;---漏元件、配件及主要标识;多出无关标识及其他可能影响产品性能的物品;---包装存在可能危及产品性能的缺陷;---结构及外观方面存在让客户难以接受的严重缺陷。
4.6 次要缺陷(Minor Defect) : 上述缺陷以外的其他不影响产品之使用的缺陷。
4.7 样板:由本公司技术设计、品管部门签名认可的用于来料检验及确认批量供货质量的样品;一般有标准样板、色差上限样板、色差下限样板、结构样板5.程序5. 1 来料后,IQC 协助物料部进行点验;检查来料编号﹑包装和检验标志及所附检验报告5. 2 IQC 依据品质检验抽样计划表和抽样表进行抽样;5. 3 IQC 依据技术规格书﹑样品及相关技术指导文件按照本文件规定的检验作业内容进行品质检验和实验;5. 4 记录检测和试验结果;5. 5 判断是否符合检验标准要求;5. 6 检验员﹑组长/主管(或工程师)在检验记录上签字;5. 7 标识合格和不合格产品,检查判定合格的物品贴绿色“PASS”贴纸; 5. 8 按照要求处理和控制不合格品;不合格的物品经组长级以上人员确认后,开IMRB 处理;5. 9 就检验中的问题及时向上级和相关单位汇报;5. 10 妥善保管质量记录.6.检查条件6. 1 距离:30cm ; 时间:15s.6. 2 位置:被检物品与水平呈45 度角上下左右移动在15 度以内。
电源和电池的质量标准及检验方法电源和电池的质量标准及检验方法1. 电源的质量标准电源是电子设备运行的重要组成部分,其质量直接关系到设备的可靠性和性能。
以下是电源的常见质量标准:(1) 输出电压稳定性:电源应能在额定负载下保持稳定的输出电压,波动范围应符合相关标准或合同要求。
(2) 效率:电源的效率是指输入与输出的功率比值,高效率的电源能更好地转换电能,减少能量损耗。
(3) 电源电流波动:电源输出电流应平稳且不应有显著的波动,以保证设备的稳定工作。
(4) 输入参数范围:电源的输入参数包括输入电压范围、频率范围等,电源应能适应不同的电网条件。
(5) 过载保护:电源应具备过载保护功能,当负载超过额定能力时,应及时切断输出电流,以防止设备损坏。
2. 电源的检验方法电源的质量检验是确保设备性能和安全的重要环节,以下是电源质量检验的常用方法:(1) 输出电压稳定性检验:使用示波器将电源的输出电压接入示波器进行实时监测,观察波形是否稳定,检测其波动范围。
(2) 效率测试:使用功率计测量电源的输入功率和输出功率,再计算出电源的效率。
(3) 电源电流波动检验:将电源的输出接入电流表进行实时监测,观察电流波动情况,判断其是否符合要求。
(4) 输入参数范围检验:使用电压表和频率计测量电源的输入电压和频率,判断其是否在标准范围内。
(5) 过载保护检验:超负荷测试时,通过逐渐增加负载来观察电源的响应,确定是否能在过载时及时切断输出电流。
3. 电池的质量标准电池是移动设备的重要能源供应,其质量直接关系到移动设备的续航能力和使用寿命。
以下是电池的常见质量标准:(1) 容量:电池的容量是指能够存储的电荷量,高容量电池能提供更长的续航时间。
(2) 充电性能:电池的充电性能包括充电速度和充电效率,高性能电池能在短时间内快速充电,并且能有效转化输入能量。
(3) 循环寿命:电池的循环寿命是指能够重复充放电的次数,高质量电池应具备较长的循环寿命。
通用锂离子电池验收检验标准》1目的制定公司锂电池的试验方法,确保所使用的锂离子电池能满足研发设计和生产装配以及客户的要求2适用范围本标准适合于公司采购的钴酸锂、镍钴锰酸锂、磷酸铁锂体系的锂离子电池。
3引用标准GB/T18287-2013移动电话用锂离子蓄电池及蓄电池组总规范UL1642-2012锂电芯检测标准《联合国关于危险货物运输的建议书—试验和标准手册》38.3章要求4测试项目所有测试之前先记录电池OCV、内阻、重量、尺寸,以下测试除特殊要求外,温度控制在20±5°C。
钴酸锂体系:放电终止电压为单体3.0V,组合电池终止电压以串联支数nX3.0V;充电限制电压为单体4.2V,组合电池限制电压以串联支数nX4.2V。
镍钴锰酸锂体系:放电终止电压为单体2.75V,组合电池终止电压以串联支数nX2.75V;充电限制电压为单体4.2V,组合电池限制电压以串联支数nX4.2V。
磷酸铁锂体系:放电终止电压为单体2.0V,组合电池终止电压以串联支数nX2.0V;充电限制电压为单体3.65V,组合电池限制电压以串联支数nX3.65V o4.1容量测试(注:电池充电前必须以0.2C放电至终止电压)0.2C容量测试允许进行5次循环,任意一个循环达到判定标准即可停止测试。
4.5储存性能测试电池或电池组以0.2C充电40%~45%容量,然后在环境温度20±5°C,相对湿度45%~75%的环境中储存12个月后,容量测试允许进行5次循环,任意一个循环达到判定标准即可停止测试。
180分钟时,按第50次循环规定再进行一次循环,如果放电时间仍低于180分钟,则认为寿命终止。
判定标准:单体电池循环寿命三400次,组合电池循环寿命2300次。
4.7安全性能测试5抽样标准5.1单体电池抽样标准。
电池及蓄电池的质量标准及检验方法电池及蓄电池是现代生活中常见的电源设备,其质量直接影响到设备的性能和使用寿命。
为了保障用户的安全和产品的质量,电池及蓄电池需要按照一定的质量标准进行检验。
本文将介绍电池及蓄电池的质量标准及检验方法。
首先,电池的质量标准主要包括以下几个方面:1. 容量:电池的容量是衡量其电能存储能力的重要指标,通常以毫安时(mAh)为单位表示。
电池的容量应符合国家标准或行业规定,在标称容量范围内。
2. 工作电压:电池的工作电压决定了其能否满足设备的电源需求。
电池的工作电压应符合国家标准或行业规定,保证在标称电压范围内的稳定运行。
3. 自放电率:电池在长时间存放时会有自放电现象,即电池自身电能逐渐减少。
自放电率是衡量电池质量的重要指标,应符合国家标准或行业规定,保证在合理范围内。
4. 循环寿命:电池的循环寿命是指电池能够进行多少次放电和充电循环后仍能保持规定容量的能力。
循环寿命是电池的重要性能指标,应符合国家标准或行业规定。
接下来,我们来介绍一下电池及蓄电池的检验方法:1. 外观检查:首先需要检查电池或蓄电池的外观是否完好,无明显损伤或变形现象。
同时,还需要检查电池是否有漏液现象,以及电池或蓄电池连接器是否有异常。
2. 容量检验:容量检验可以使用专业的电池测试仪器进行,根据测试仪器的指示可以准确测量电池的容量。
3. 工作电压检验:工作电压检验可以使用万用表等电子测量仪器进行,将正负极接触万用表的探针,可以测量电池的工作电压。
4. 自放电率检验:自放电率检验可以通过将电池放置静置一段时间后再进行容量检测,比较存放前后电池的容量变化,以此来判断电池的自放电率。
5. 循环寿命检验:循环寿命检验可以通过反复充放电测量来进行。
在一定的充放电条件下,测量电池的容量变化情况,以此来评估电池的循环寿命。
总之,电池及蓄电池的质量标准主要包括容量、工作电压、自放电率和循环寿命等方面。
在检验过程中,可以通过外观检查、容量测量、工作电压测量、自放电率测量和循环寿命测量等方法来评估电池的质量。
锂电池成品检验标准一、引言。
锂电池是一种重要的储能设备,广泛应用于移动电源、电动汽车、储能系统等领域。
然而,由于其化学特性和工艺制造的复杂性,锂电池在生产过程中存在一定的安全隐患。
因此,建立和实施严格的成品检验标准对于确保锂电池产品的质量和安全至关重要。
二、外观检查。
1. 外壳检查,检查电池外壳是否存在裂纹、变形或者其他损坏情况。
2. 标识检查,检查电池标识是否清晰、完整,是否符合国家标准要求。
三、电性能检测。
1. 容量测试,使用标准充放电设备对电池进行容量测试,确保其容量符合设计要求。
2. 循环寿命测试,对电池进行多次充放电循环测试,评估其循环寿命。
3. 内阻测试,通过内阻测试仪对电池进行内阻测试,确保其内阻在合理范围内。
四、安全性能检验。
1. 过充保护测试,对电池进行过充保护测试,确保在过充情况下能够正常断电保护。
2. 过放保护测试,对电池进行过放保护测试,确保在过放情况下能够正常断电保护。
3. 短路保护测试,对电池进行短路保护测试,确保在短路情况下能够正常断电保护。
五、环境适应性测试。
1. 温度适应性测试,将电池置于高温、低温环境下,测试其在不同温度条件下的性能表现。
2. 湿度适应性测试,将电池置于高湿度、低湿度环境下,测试其在不同湿度条件下的性能表现。
六、结论。
建立和实施严格的锂电池成品检验标准,对于确保锂电池产品的质量和安全至关重要。
通过外观检查、电性能检测、安全性能检验和环境适应性测试等多方面的检验内容,可以全面评估锂电池产品的质量和性能表现,为产品的质量控制提供有力的保障。
同时,不断完善和更新成品检验标准,也是提高锂电池产品质量和安全性的重要手段。
电池质量检测标准电池作为我们日常生活中不可或缺的能源供应装置,其质量安全直接关系到人们的生活与用电安全。
因此,电池质量的检测也显得尤为重要。
本文将探讨电池质量检测的标准与方法,以及相关的技术发展趋势。
一、电池质量检测的重要性电池质量检测是确保电池产品安全性的重要手段。
电池在使用过程中,例如充电时可能出现过温、过压的情况,或者电池内部出现短路等故障,这些情况都可能导致电池的过早老化、损坏甚至发生火灾等危险事故。
通过对电池进行质量检测,可以及时发现电池存在的问题,避免潜在的安全隐患。
二、电池质量检测的标准与方法1. 外观检测:电池外观的检测主要是通过目测或仪器检测电池的尺寸、颜色、表面是否有划痕、凸起或凹陷等缺陷,以确保电池外观合格。
2. 安全性能测试:针对电池的安全性能,主要包括过冲测试、短路测试、高温测试等。
过冲测试是模拟电池在充电过程中是否会出现过电压的情况,通过恒定电流充电,观察电池在过冲状态下的变化。
短路测试主要是模拟电池是否会在外部短路情况下发生故障。
高温测试是模拟电池在高温环境下的使用情况,观察电池的性能、容量是否有明显下降。
3. 电池容量测试:电池容量是指电池能够释放的能量,通常以毫安时(mAh)来表示。
电池容量的测试主要通过恒定电流放电,记录放电时间和电压变化来计算电池容量。
常见的测试方法包括充放电循环测试、截止电压测试等。
4. 电池内阻测试:电池内阻是指电池内部元件导电、传输电荷时产生的阻力。
电池内阻测试主要通过交流阻抗法,即在电池上施加一小幅度的交流电压,并通过检测电池上的交流电流和相位差来计算电池的内阻。
三、电池检测技术的发展趋势随着科技的不断进步,电池质量检测也在不断创新与改进。
以下是一些当前的研究热点:1. 非破坏性检测技术:传统的电池检测方法需要拆解电池进行测试,但这样做会增加人工成本和破坏性。
因此,研究人员正在探索一种非破坏性测试方法,例如利用红外热像仪、超声波、X射线等技术来检测电池内部状况,以降低测试成本和风险。
一、目的:
明确电池原材料的检验与试验标准,明确检验方法,确保来料质量符合要求。
二、范围:
桑格尔所使用的各种锂电池或锂聚合物电池原材料。
三、检验工具/设备:
卡尺、千分尺、万用表、电池性能检测仪、恒温恒湿箱
四、检验条件:
●照明条件:冷白荧光灯光源,照明区域照度均匀,外观检验照度为800~1200Lux;
●照明距离:在灯管下方中线面上,距灯管60-100cm,两者连线与垂直线夹角小于45°的范围内;
●检验距离:与被测物目视距离为30±10cm;
●检验角度:视线与被测物呈垂直,上下左右转动45°检测(如下图),客户特殊要求除外。
●检验时间:单面检验时长10±5s。
●视力要求:裸视或矫正视力1.0以上,无色盲、色弱、散光。
●防护要求:检验时必须佩戴干净的手指套,佩戴静电手环。
五、相关定义:
致命缺陷(Cr):产品存在对使用者的安全造成伤害、违反法律规定或造成功能完全失效的缺陷,包括导致功能失效的外观缺陷。
重要缺陷(Maj):影响产品正常使用并对外观和产品形象产生严重影响的缺陷,或性能参数超出规格范围。
次要缺陷(Min):不影响产品的使用性能和实用性,或对预期目的不造成严重影响的缺陷。
六、检验标准:。
温馨小提示:本文主要介绍的是关于锂电池成品检验标准及流程的文章,文章是由本店铺通过查阅资料,经过精心整理撰写而成。
文章的内容不一定符合大家的期望需求,还请各位根据自己的需求进行下载。
本文档下载后可以根据自己的实际情况进行任意改写,从而已达到各位的需求。
愿本篇锂电池成品检验标准及流程能真实确切的帮助各位。
本店铺将会继续努力、改进、创新,给大家提供更加优质符合大家需求的文档。
感谢支持!(Thank you for downloading and checking it out!)阅读本篇文章之前,本店铺提供大纲预览服务,我们可以先预览文章的大纲部分,快速了解本篇的主体内容,然后根据您的需求进行文档的查看与下载。
锂电池成品检验标准及流程(大纲)一、锂电池成品检验标准1.1安全性能检验标准1.2电性能检验标准1.3环境适应性检验标准1.4外观及尺寸检验标准二、锂电池成品检验流程2.1来料检验2.1.1来料外观检验2.1.2来料电性能检验2.2生产过程检验2.2.1扁平化过程检验2.2.2卷绕过程检验2.2.3注液过程检验2.2.4化成过程检验2.3成品检验2.3.1安全性能检验2.3.1.1过充测试2.3.1.2过放测试2.3.1.3短路测试2.3.1.4热冲击测试2.3.2电性能检验2.3.2.1额定容量测试2.3.2.2循环寿命测试2.3.2.3内阻测试2.3.2.4自放电测试2.3.3环境适应性检验2.3.3.1高温存储测试2.3.3.2低温存储测试2.3.3.3温度循环测试2.3.3.4湿度存储测试2.3.4外观及尺寸检验2.3.4.1外观检查2.3.4.2尺寸测量2.4出货检验2.4.1标签、包装检验2.4.2功能性测试2.4.3安全性能抽检三、不合格品处理及追溯3.1不合格品判定3.2不合格品标识、隔离3.3不合格品原因分析3.4预防措施及追溯四、检验记录及报告4.1检验记录4.1.1来料检验记录4.1.2生产过程检验记录4.1.3成品检验记录4.1.4出货检验记录4.2检验报告4.2.1成品检验报告4.2.2出货检验报告4.2.3不合格品处理报告4.2.4追溯报告一、锂电池成品检验标准锂电池成品检验是确保锂电池产品符合安全、性能和质量要求的重要环节。
Q/WJBZ锂原电池试验标准宁波伟吉电力科技有限公司发布前言本试验标准由宁波伟吉电力科技有限公司质量部提出本试验标准由宁波伟吉电力科技有限公司质量部归口本试验标准起草部门:质量部、研发部、办公室本试验标准主要起草人:锂原电池试验标准1 范围本试验标准规定了宁波伟吉电力科技有限公司对锂原电池(时钟电池、停电抄表)的使用条件、电气性能、机械性能及环境性能等方面的技术要求和试验项目,规定了锂原电池的验收试验标准。
本试验标准适用于本公司用锂原电池的验收、定期确认、全性能检验。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 2423.1-2008 电工电子产品环境试验第2部分:试验方法试验A:低温GB/T 2423.2-2008 电工电子产品环境试验第2部分:试验方法试验B:高温GB/T2423.3-2006 电工电子产品环境试验第2部分:试验方法试验Cab:恒定湿热方法GB/T 2423.18 电工电子产品环境试验第2部分:试验试验Kb:盐雾,交变(氯化钠溶液)GB/T 2423.28-2005电工电子产品环境试验第2部分:试验方法试验T:锡焊GB/T 2423.32-2008 电工电子产品环境试验第2部分:试验方法试验Ta 润湿称量法可焊性GB/T 2423.60-2008 电工电子产品环境试验第2部分:试验方法引出端及整体安装件强度GB/T 8897.1-2008 原电池第1部分:总则GB/T 8897.2-2008 原电池第2部分:外形尺寸和电性能要求GB/T 8897.4-2008 原电池第4部分:锂电池的安全要求GB/T 10077-2008 锂原电池分类、型号命名及基本特性GB/T 21966-2008锂原电池和蓄电池在运输中的安全要求GB/T 3836.4 爆炸性气体环境用电气设备–第4部分:本质安全型UL 1642– 2005 锂电池标准第四版GB/T 17215.211-2006 交流电测量设备通用要求、试验和试验条件第11部分:测量设备GB/T2828.1 计数抽样检验程序第1部分按接收质量限(AQL)检索的逐批检验抽样计划3 检验工具高低温交变湿热试验箱盐雾试验箱游标卡尺电池功能测试仪振动试验装置冲击试验装置万用表4 技术要求4.1 包装要求包装设计应符合产品的性质、特点和储运条件。
包装箱应标示有制造厂名称、产品名称、产品型号、出厂日期和包装数量。
包装箱外应印刷或贴有“小心轻放”、“怕湿”、“向上”等运输标识。
包装箱外印刷或贴的标识不可因运输条件和自然条件而褪色、脱落。
包装箱应符合防潮、防尘、防震的要求,包装向内应有装箱清单、产品合格证、附件等相关随机文件。
4.2基本要求4.2.1温度范围环境温度应符合下表。
4.2.2湿度范围空气相对湿度应符合下表。
4.2.3大气压力63.0kPa~106.0kPa(海拔4000m及以下),特殊订货要求除外。
高海拔地区要求满足在海拔4000m~4700m正常工作。
4.3 标识及尺寸锂原电池至少应标识制造商名字、商标名或商标、生产日期、型号、标称电压、标称容量、安全认证标识。
电池应标识“警告”并有以下或等效的表述:“电池有着火、爆炸和燃烧的危险,不要重新充电、拆卸、挤压、加热超过100℃或焚烧,使用前放在原始包装中。
”所标识内容应与详细技术规范书一致。
锂原电池详细技术规范书至少包含标称电压、开路电压、工作温度、标称容量、标称能量、脉冲性能、最大持续放电电流、年均自放电率、尺寸、连接片形式、商标、制造企业识别标识等内容。
4.4电气要求4.4.1开路电压开路电压应符合其详细技术规范书的相关技术要求。
4.4.2负载电压负载电压应符合其详细技术规范书的相关技术要求。
4.4.3脉冲性能脉冲性能应符合其详细技术规范书的相关技术要求。
4.4.4钝化性能钝化性能应符合其详细技术规范书的相关技术要求。
4.4.5标称容量(适用于全性能试验)标称容量应符合其详细技术规范书的相关技术要求。
4.5机械性能要求电池应进行本试验标准5.6的引出端强度试验、冲击试验、振动试验,试验后电池不泄露、不泄放、不短路、不破裂、不爆炸、不着火,焊片无断裂和可见损伤,质量变化率小于0.1%。
4.6锡焊性能4.6.1可焊性(适用于带金属焊片类型)电池进行本试验标准5.7.1试验,润湿力应不低于理论润湿力的90%。
4.6.2耐焊接热(适用于带金属焊片类型)电池进行本试验标准5.7.2试验,试验后锂原电池外观无任何机械损伤,进行电气试验,应符合技术规范书的相关要求。
4.7环境性能要求(适用于全性能试验)锂原电池进行本试验标准5.8环境试验。
试验结束后进行电气试验,应符合其详细技术规范书的相关技术要求。
4.8安全试验(适用于全性能试验)锂原电池进行本试验标准5.9安全试验,应符合以下技术要求。
5 试验方法5.1一般要求5.1.1试验条件除非另有规定,所有试验和测量都应在以下环境条件下进行:温度:15℃~35℃;相对湿度:25%~75%;气压:86kPa~106kPa。
5.2 相关技术文档检查(1)确认规格数量、名称是否与交检单一致;(2)核对厂家是否是合格供应商。
5.3 包装检验(1)检查包装箱是否于明显位置标示下列内容:制造厂名称、产品名称、产品型号、检验日期和包装数量,标示内容是否褪色、脱落。
(2)检查包装箱是否于明显位置印刷或贴有“小心轻放”、“怕湿”、“向上”等运输标识,标示内容是否褪色、脱落。
(3)检查箱内产品内、外包装是否有变形、破损、受潮或挤压等不良现象。
(4)检查包装箱内的文件是否齐全,至少应有装箱清单、产品合格证、附件等相关随机文件。
5.4 外观检查和尺寸检查目检法检查产品状态、加工质量和表面质量,测量尺寸,符合4.3要求。
包括但不限于以下内容:(1)标示(文字符号或图样标记)是否与规格书要求相符合;(2)标示不可有无法辨视的不良现象(模糊、溢色、残缺、断线);(3)应清洁、无污染,无缺损,无机械损伤;(4)尺寸应满足其详细技术规范书及公差要求。
5.5电气试验5.5.1开路电压试验参照GB/T 8897.1中5.5方法以及6性能检验的条件,测量电池的开路电压,应满足4.4.1的规定。
5.5.2负载电压试验参照GB/T 8897.1中5.2.2方法以及6性能检验的条件,依据技术规范书规定的最大持续放电电流对电池进行24小时放电,测量电池的负载电压,应满足4.4.2的规定。
5.5.3脉冲性能试验时钟电池(Li-SOCl2):参照GB/T 8897.1中5.2.2方法以及6性能检验的条件,以10 µA的基电流对电池开始放电,在放电的过程中每2分钟释放一个100 mA/0.1秒的脉冲电流,对电池进行24小时脉冲放电后,测量电池的负载电压,应满足4.4.3的规定(通常要求电池电压高于3.0V)。
):参照GB/T 8897.1中5.2.2方法以及6性能检验停电抄表电池(Li-MnO2的条件,以900mA的脉冲电流对电池开始放电,3s开启、27s关闭,对电池进行24小时脉冲放电后,测量电池的负载电压,应满足4.4.3的规定。
5.5.4钝化性能试验(适用于Li-SOCl 2电池)新鲜电池在70℃下存储7天,取出后在常温条件下存放48小时,参照GB/T 8897.1中5.2.2方法以及6性能检验的条件,以10 mA 的电流对电池放电1分钟,测量此时的电池电压应满足4.4.4的规定(通常要求电池电压高于2.9V )。
5.5.5标称容量试验参照GB/T 8897.1中5.2.2、5.3、5.4方法以及6性能检验的条件,对电池进行长时间放电试验,应满足4.4.5的规定。
5.6机械性能试验5.6.1引出端强度试验(适用于带金属焊片类型)参照GB/T 2423.60-2008的方法,进行20N 的Ua1-拉力和Ua2-推力试验。
试验后,应满足4.5的规定。
5.6.2冲击试验参照GB/T8897.4中6.4.4方法,采用“小电池冲击参数”对电池进行冲击试验,应满足4.5的规定。
5.6.3振动试验参照GB/T8897.4中6.4.3方法,对电池进行振动试验,应满足4.5的规定。
5.7锡焊性能试验5.7.1可焊性试验(适用于带金属焊片类型)参照GB/T2423.32-2008的试验方法,将锂原电池以(5±1)mm/s ~(20±1)mm/s 的速度进入235℃±3℃熔融焊料中至规定的深度(为防止电池短路,2个引脚应分别进行),并保持5s ±1s ,然后取出。
测试润湿力,计算理论润湿力。
理论润湿力由以下公式求得:P V g F γρ+-=式中:g=重力加速度;ρ=焊料在试验温度下的密度;γ=焊料的表面张力常数;F=润湿力,mN;V=浸渍部位的体积,mm3;P=浸渍部位的周长,mm。
注:只有当液面附近电池引脚的横截面在长度方向上不变时,本公式才适用。
公式中的常数仅适用于本部分规定的条件,该常数取决于合金类型、温度和焊剂。
5.7.2耐焊接热试验(适用于带金属焊片类型)参照GB/T2423.28中5.4的方法,将电池的引脚(为防止电池短路,2个引脚应分别进行)浸渍于260℃±5℃的焊槽中,持续5s±1s。
试验后在常温下恢复24h,进行电气试验,应满足4.6.2的规定。
5.8环境试验5.8.1热冲击试验参照GB/T8897.4中6.4.2方法进行试验,应满足4.7的规定。
5.8.2高温高湿试验参照GB/T 2423.3-2008中规定的方法,进行85℃高温、85%RH湿度96h的高温高湿试验。
试验结束后在常温下静置4h,进行电气试验,应满足4.7的规定。
5.8.3盐雾试验参照GB/T2423.18的方法,将电池放入盐雾试验箱内,在35℃条件下喷盐雾2h;喷雾结束后将电池在40℃±2℃,95%RH±3%RH条件下贮存22h。
共进行3个循环,要求盐雾沉降量为1.0ml/h~2.0ml/h。
试验结束后在常温下静置4h,进行电气试验,应满足4.7的规定。
5.9安全试验鉴于安全试验专业型较强,要求供应商提供第三方的测试报告。
5.9.1高度模拟试验参照GB/T8897.4中6.4.1方法进行试验,应满足4.8的规定。
5.9.2外部短路试验参照GB/T8897.4中6.5.1方法进行试验,应满足4.8的规定。
5.9.3重物撞击试验参照GB/T8897.4中6.5.2方法进行试验,应满足4.8的规定。
5.9.4挤压试验参照GB/T8897.4中6.5.3方法进行试验,应满足4.8的规定。