首件确认管理程序.pptx
- 格式:pptx
- 大小:21.41 KB
- 文档页数:3
首件确认流程首件确认流程是制造企业在生产新产品时进行的一项重要程序,通过首件确认流程可以确保新产品的质量符合客户的需求和要求。
下面将介绍一个典型的首件确认流程。
首先,在新产品开始生产之前,制造企业需要与客户进行沟通和协商,明确产品的技术要求、性能指标和质量标准。
双方需要达成一致,并将这些要求和标准记录下来。
接下来,制造企业需要制定一个详细的生产计划,包括原材料的采购、加工工艺、加工设备和生产人员的安排等。
同时,制造企业还需要制定一个首件确认计划,包括首件的数量、检测方法和检测标准等。
然后,制造企业开始生产首件。
在生产过程中,生产人员需要按照工艺要求进行操作,确保产品的加工质量。
在完成首件加工后,制造企业需要对首件进行全面的检测。
检测方法可以包括外观检查、尺寸测量、性能测试等。
检测人员需要按照客户要求和制定的检测标准进行检测,并记录检测结果。
完成首件的生产和检测后,制造企业需要将首件及检测结果提交给客户进行确认。
客户可以派遣专门的人员对首件进行检查,并与检测结果进行比对和验证。
如果首件符合客户的要求和标准,客户可以签署首件确认报告,并批准进一步生产和交货。
如果首件不符合客户的要求和标准,客户可以提出改进意见,并要求制造企业重新生产。
在得到客户的确认后,制造企业可以按照生产计划继续生产和交货。
同时,制造企业还需要建立一个质量管理体系,包括质量控制、记录保存、异常处理和持续改进等。
制造企业需要不断改善生产工艺和产品质量,以满足客户的需求和要求。
最后,制造企业还需要进行定期的首件确认复审,以确保产品的质量始终符合客户的要求和标准。
制造企业可以根据客户的反馈和市场的变化,对生产工艺和质量标准进行调整和改进。
总之,首件确认流程是制造企业确保新产品质量的重要环节。
通过严格的生产计划、首件检测和客户确认,制造企业可以最大程度地减少产品质量问题,并满足客户的需求和要求。
同时,制造企业还需要建立完善的质量管理体系,持续改进产品质量,以提高客户满意度和市场竞争力。


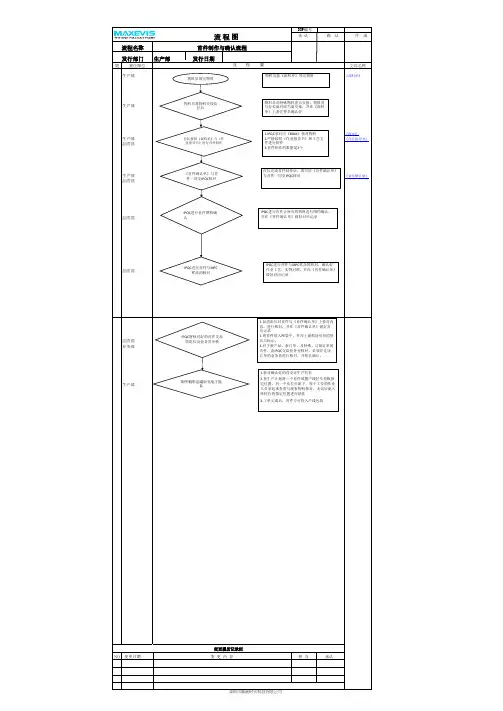
最新版本生效日期1.目的为更好的确保每批订单在生产过程中能顺利完成该产品,特制定本程序进行规范化管理,提前防范。
2.适用范围适用于本公司制程生产过程中任何订单首件/首批确认流程。
3.职责3.1生产部负责首件制作及送检,品质IPQC参与制作3.2品质部.,工程部,生产部,.负责组织首件确认、生产时质量标准落实监督,确认包括原材料、尺寸、工艺???制作方法、上下道工序组装适配。
3.3工程部负责新产品及配合旧产品异常时首件确认3.4首件确认不合格或首件未经确认擅自生产,出现质量异常直接由生产责任者负责?3.5首件确认失误或首件未确认完便生产,造成质量异常由相关确认者负责。
4. 操作说明4.1?品质收到生产送检首样根据产品图纸、BOM、样品、检验标准等资料标准对照首检项目逐项进行确认,进行首样确认时必需通知《品质部. 工程部. 生产部》三方一起进行确认。
?4.2《品质部. 工程部. 生产部》在进行确认中发生品质异常问题,由工程给出书面改善意见标准。
?4.3如确认首件过程中出现标准不统一或无法判定结果,最后由总经办高层裁决。
首样确认完毕,生产主管要按标准要求来作业。
?4.4对通过的型号开始安排进行首批确认,对不合格型号按改善意见重新制作合格样或返修合格再次送检确认。
?4.5生产必须等首件确认合格后方能进行批量生产,以免造成不必要返工浪费。
?4.6首件确认后,IPQC第一时间到各工位确认生产产品质量与标准要求是否一致、是否按首样样板生产首批确认。
?4.7确认合格首件需先放在首件放置处,直到首批/批量生产完毕后才流入下工序或包装4.8 每批订单首件需生产4-8个箱体作为首批确认对象。
?5.相关支持文件?5.1《IPC-610-D》6.相关记录6.1 《装配首件样机确认表》6.2 《品质异常单》。
首件确认的控制程序
一、目的
为了让产品的首件确认得到有效的控制,杜绝产品批量性不良或报废,特制定本规定。
二、适用范围
凡本公司过程中生产的产品。
三、职责
1、生产部:产品的提供和确认。
2、品管部:产品的确认及稽核。
四、首件确认的时机
1、每日开机之首件。
2、品质异常对策后之首件。
3、模、治具异常修复后之首件。
4、作业条件重新设定后之首件。
5、换件、线后之首件。
6、作业人员更换后之首件。
五、作业细则
1、生产部各生产单位在以上首件确认的时机下,把首件产品交由品管部确认。
再交由品管部确认之前现场单位主管务必先要对产品进行确认并签名。
2、品管部现场品管在接到生产部送来的首件确认前,务必要查找相关的首件确
认依据。
如《图纸》、《检验规范》、《制造单》、《产品检验标准》、样品等。
3、首件确认时要对产品的尺寸、外观、功能、包装方式进行全方位的检验。
并
签名确认。
4、若首件检验不合格则退回生产单位,要求生产单位重新提供首件样品交品管
部重新确认,直到合格为止。
5、首件若没有经品管签名确认现场单位一律不可以上线生产。
6、首件确认合格以后,现场主管和品管要交会作业人员对产品上工序及本工序
的检查方法和检查重点,直到作业员完全明白为止。
7、重要的工作岗位,工程部或现场单位要提供相关的检具交由工人自检,并交
会其检具的用法和重点。

产品首件确认程序(试行)一、产前会的讲解:1、召开产前会议的时间:订单投产前12---48小时;2、产前会议的要求:要求必须有书面记录(包括款号、名称、订单数量、收货标准、生产过程中的注意事项),并有主持人和参与人的签名。
3、裁床部:订单投产前,由裁床部长先核对工艺制单和样衣上的批板意见,面料检查报告,制定产前投产注意事项:唛架的检查、面料的松布时间、拉布注意事项、面料的倒顺、裁剪注意事项、分包与换片注意事项等,在投产前向班组员工进行讲解,并要求每一个员工作好记录。
4、车缝部:由车缝部长组织,QC、生产订单的组长、组检、车间总检进行部门生产细节注意事项的讲解,说明质量标准与技术要求,并要求生产单位投产前的两天生产出首件产品供审核。
5、后整部:后整部长主持讲解,核对制单与样衣,分析重点,制作讲解稿,召开后整班组长、QC会议进行每个生产环节注意事项的系统的讲解,如打钉注意事项、整烫注意事项、查货的方法与要求、包装的方法与要求等,并要求各班组将重点注意事项贯彻到基层的每一名员工。
6、洗水部、手擦部:由洗水部长和手擦部长按样板的洗水技术、手擦工艺要求,各自召开部门的相关负责人以及QC的会议进行投产前的讲解。
二、印花绣花的首件审核:1、绣花1)绣花部收到裁床的裁片8小时内,在大货投产前,先绣出齐码或跳码的裁片三套,部门自行审批,并附上相关的审批意见,连同样衣、绣花稿一起提交跟单部审批。
2)审批的项目:线色、图案、图案尺寸大小、绣花位置等。
3)审批时限:跟单员在收到绣花样品的同时,必须于30分钟审核完毕,并签名确认。
确认必须一式三份,一份跟留底,一份交车间的QC,一份交绣花部。
2、印花:1)外发印花厂收到公司发放的裁片24小时内,生产大货前,先印齐码或跳码的裁片三套,连同样衣、印花稿供跟单员审批;2)审批的项目:印花浆料的颜色与材质、位置、图案效果以及规格等。
3)审批的时限:收到印花稿起,30分钟内必须审批完毕,并签名确认。

首件品確認管制辦法REV:A一、目的:1.1、對廠內首件品制作的時機和首件品確認的項目進行規范,預防首件品確認錯誤或漏確認,造成整批不良或規格錯誤,降低品質失敗成本;1.2、透過首件品的確認,對制程管制的參數進行驗證,(制程管制參數包括:人、機器、材料、方法、環境)是否符合事先規定的標准要求。
二、適用范圍:廠內所有產品的首件品制作及確認。
三、權責單位:3.1.生產:依工程資料制做首件品及首件品檢驗的申請;3.2.IPQA:首件品確認及首件確認異常的矯正及追蹤標准化;3.3.工程:新產品首件品確認及異常狀況的矯正。
四、定義:首件品:(1)、新機種或新工令投產前制作的5PCS成品;(2)、每天剛開始生產制程產出的前5PCS成品;(3)、生產過程有換人、換機器、模具、治具調試、方法變更,材料變更所做的前5PCS產品。
五、作業內容:5.1、首件品確認的時機:A、新機種或新工令投產必須作首件確認,確認結果記錄於“初檢驗記錄表”(QR-Q-021);B、每天剛開始上班(長期訂單)必須作首件品確認,(分工段確認)確認結果記錄於“初檢驗記錄表”(QR-Q-021)或“制程巡檢日報表”(QR-Q-004);C、生產過程中,如制程管制因素:“人、材料、方法、機器、治具、環境”,任何一個因素發生變化,必須作首件品確認,確認的結果記錄於“制程巡檢日報表”(QR-Q-004)5.2、首件品確認的先後順序及重點:5.2.1、依據產品的特性,IPQA依實際狀況選擇確認首件品的先後順序及重點,確認的原則有三個:A、投入原材料的工段優先作首件確認:(順序為:裁線→鉚端子→壓IDC→焊錫→成型→其它工段);B、機器加工速度比較快的優先作首件確認,(如自動裁線打端子→自動裁線機→打端子機→壓IDC→成型機)等;C、機器設備不穩定的或此工段被加工之後沒有辦法維修。
5.2.2、選擇以上原則的理由:以上均為重點工段,投入原材料加工的速度快,如產生不良,原材料不可回收使用;故IPQA必須按實際狀況選擇,投入原材料速度快,且不良不可維修或比較難維修之工段,為优先作首件確認的工段;5.3、首件品確認的方法:5.3.1、首件品確認的方法必須為所有的產品特性全檢包括:使用材料、產品電氣、尺寸、外觀、機械性能,依據蘭圖的SPEC 100%全檢驗證;5.3.2、首件品全檢驗證的目的:驗證產品的所有特性符合客戶的要求及產品的生產過程中的加工參數滿足產品特性的要求(即制程的穩定性)。
生产首件确认管理制度一、总则为规范生产过程中的首件确认工作,保证产品质量的稳定和可靠,保障客户利益,特制定本制度。
二、适用范围本制度适用于公司生产部门的首件确认工作。
三、首件确认的定义首件确认是在正式批量生产之前,对新产品或新工艺进行的一次全面严格检验,用以确认产品的生产工艺的正确性和产品设计的有效性。
四、首件确认的标准1.产品外观是否符合设计图样和要求;2.产品尺寸及结构是否符合图纸规定;3.产品工艺流程是否合理、稳定;4.产品技术文件是否完善;5.产品安全性能是否符合国家标准。
五、首件确认的程序1. 生产部门接到新产品或新工艺的生产任务后,应立即召集相关技术人员和生产人员进行首件确认计划的制定;2. 制定首件确认计划,确定首件确认的时间、地点、参与人员以及确认的标准;3. 生产人员按照首件确认计划,对新产品或新工艺进行首件生产;4. 首件生产完成后,相关技术人员组织对首件进行全面严格的检验;5. 对首件检验合格的产品,相关部门进行记录和归档。
六、首件确认的责任1. 生产部门负责组织首件确认工作,并制定相应的计划;2. 技术部门负责对首件进行全面严格的检验,并对首件确认结果负责;3. 质量部门负责监督首件确认工作的开展,并对首件确认记录进行核查。
七、首件确认的记录1. 首件确认计划的制定记录;2. 首件确认的检验记录;3. 首件确认的结论记录;4. 首件确认的问题及改进记录。
八、首件确认的管理1. 生产部门应每季度对首件确认工作进行总结,提出改进措施;2. 技术部门应定期对首件确认的流程和标准进行评估,提出完善意见;3. 质量部门对首件确认工作进行抽查和监督。
九、不合格品处理对首件确认不合格的产品,应立即停止生产,及时进行分析,找出问题原因,并制定改善措施。
待改善措施确认有效后,方可重新进行首件确认。
十、制度改进本制度需要根据生产实际情况进行不断完善,生产部门对本制度有改进建议时,应提出,并在生产部门经理的指导下进行调整和修改,并报公司领导审批。
.程序文件首件确认管理程序编号:版本:A..目的让首件确认部门更好各施其职做好首件确认工作,提前预防产品质量缺陷、提高生产效率。
适用范围首次批量生产新品;数量到达 20支产品型号;各工位生产第一支产品。
职责生产部负责首件制作及送检。
品质部负责组织首件确认、生产时质量标准落实监督。
工程部负责新产品及配合旧产品资料疑问时首件确认。
新品首件、批首件末经确认或首件确认不合格擅自生产,出现质量异常直接生产责任者负责。
首件确认失误或首件末确认完便出具质量凭证,造成质量异常由相关确认者负责。
定义:无工作程序生产组根据业务订单交期排产而领好物控提供可生产型号所需物料。
当业务订单显示首次生产新品或数量达20件产品型号,需先制作一支完整首样产品先自检且填好?首件确认单?根本信息后送品质部及工程部进行最终确认,并且收到品质部及工程部确认合格通知前方能进行批量生产〔在物料齐备时需包装完整一起送检,缺包材的情况时需完成全部物料的组装〕。
品质部相关配组责任收到生产送检首样及?首件确认单?时;按照首件单填写的产品信息,找出相关的业务订单、工程资料、?成品检验标准?、工程样板或图片等资料标准对照?首件确认单?工程逐项进行确认,〔如果是确认新品首样时一定通知工程师到现场一起进行确认,当旧型号存在资料疑问时也需找相关工程师配合确认〕确认完毕后签名并作出判定结果。
工程部接到品质部相关责任进行首件确认通知,带上需确认型号相关的资料要求,对产品进行物料、组装、外观、结构等作出确认意见,确认完毕签名并作出判定结果。
首样确认完毕,相关责任立即通知生产组首件确认结果,并对需整改项..目要与生产组长沟通清楚标准要求,必要时现场指导改善。
生产组长收到品质部首件确认完毕通知,对通过的型号开始安排量产,对不合格型号按改善意见重新制作合格样或返修合格再次送检确认。
生产组务必等首件合格前方能进行批量生产,以免造成不必要返工浪费;首件确认部门需提高确认速度,需试装各配件时,由生产和品质一起配合组装缩短确认时间。
1、编制首件技术方案:
(1)首件名称,(2)选择理由,(3)选择时间、地点,(4)首件工程概况、现场条件
(可附现场照片),(5)施工参与的人、材、机,(6)试验、测量准备,现场准备,(7)施工拟采取的方法(要详细);
2、召开方案评审(可邀请业主、监理)
3、方案评审通过后,报监理、业主审批;
4、首件工程实施,过程描述(哪天,具体时间,做的具体工作内容,附关键部位施工过程
照片)
5、首件总结,召开首件工程总结评审(可邀请业主、监理)
(1)各项检测数据:测量、试验、自检、外检报告(有需要时),附成品照片
(2)成果总结(好的方面体现,如何推广,不足之处在哪,如何改进)
(3)结论:首件工程是否取得成功,是否可用于大面积推广作业
6、首件成果报批:装订成册,报监理、业主审批。
1.目的为更好的确保每批订单在生产过程中能顺利完成该产品,特制定本程序进行规范化管理,提前防范。
2.适用范围适用于本公司制程生产过程中任何订单首件/首批确认流程。
3.职责3.1生产部负责首件制作及送检,品质IPQC参与制作3.2品质部.,工程部, 生产部,.负责组织首件确认、生产时质量标准落实监督,确认包括原材料、尺寸、工艺制作方法、上下道工序组装适配。
3.3工程部负责新产品及配合旧产品异常时首件确认3.4首件确认不合格或首件未经确认擅自生产,出现质量异常直接由生产责任者负责3.5首件确认失误或首件未确认完便生产,造成质量异常由相关确认者负责。
4. 操作说明4.1 品质收到生产送检首样根据产品图纸、BOM、样品、检验标准等资料标准对照首检项目逐项进行确认,进行首样确认时必需通知《品质部. 工程部. 生产部》三方一起进行确认。
4.2《品质部. 工程部. 生产部》在进行确认中发生品质异常问题,由工程给出书面改善意见标准。
4.3如确认首件过程中出现标准不统一或无法判定结果,最后由总经办高层裁决。
首样确认完毕,生产主管要按标准要求来作业。
4.4对通过的型号开始安排进行首批确认,对不合格型号按改善意见重新制作合格样或返修合格再次送检确认。
4.5生产必须等首件确认合格后方能进行批量生产,以免造成不必要返工浪费。
4.6首件确认后,IPQC第一时间到各工位确认生产产品质量与标准要求是否一致、是否按首样样板生产首批确认。
4.7确认合格首件需先放在首件放置处,直到首批/批量生产完毕后才流入下工序或包装4.8 每批订单首件需生产4-8个箱体作为首批确认对象。
5.相关支持文件5.1《IPC-610-D》6.相关记录6.1 《装配首件样机确认表》6.2 《品质异常单》。