特种焊接技术--第五章超声波焊接
- 格式:ppt
- 大小:1.44 MB
- 文档页数:29
1.超声焊接2. 振动焊接振动焊接是摩擦焊接过程,其间被焊接的制件在压力下磨擦到一起直到生成的磨擦和剪切热量使接触面达到充分熔融状态。
一旦熔融膜已经形成渗入到足够深的沓接区域,相对运动停止,在压力作用下焊缝冷却并固化。
振动焊接的材料因素与超声焊接类似3. 旋转焊接旋熔式塑胶熔接是将塑胶工件相互摩擦所产生之热力,使塑胶工件接触面产生熔解,在靠外在压力、驱动促使上下工件旋转凝固为一体,而定位旋熔是在设定时间旋转,瞬间停在设定的位置上,成为永久性的熔合。
旋转熔接机对于超音波范围以外圆形塑胶,适用于不易熔接塑胶,且韧性较高之圆形产品,如:脱水容器,汽机车滤油杯,喷水接头,热水瓶气胆,保温杯,球状玩具,油漆筒,保温锅,过滤心,浮标等。
藉高速振动旋转磨擦生热原理,使塑胶加工物熔接表面熔解而达到熔接的效果。
旋转焊接用来连接具有旋转对称接合表面的制件,它属磨擦焊接工艺。
是连接可大可小的圆柱形热塑性塑料制件的最有效的工艺。
用旋转焊接技术组装的制件常常具有与周边垂直的连接板等特征。
它的生要加工变量是相对剪切速率、焊接压力和焊接时间。
旋转焊接的接头强度取决于材料、接头设计和所用的加工条件;多数热塑性塑料可达到强的气密封接焊缝。
旋转焊接对透射性能不好的材料特别合适。
4. 热板焊接主要通过一个由温度控制的加热板来焊接塑料件。
焊接时,加热板置于两个塑料件之间,当工件紧贴住加热板时,塑料开始熔化。
在一段预先设置好的加热时间过去之后,工件表面的塑料将达到一定的熔化程度,此时工件向两边分开,加热板移开,随后两片工件并合在一起,当热板停止作用后,让压力持续几秒钟,使其凝固成型,这样就形成一个坚固的分子链,达到焊接的目的,焊接强度能超越于原材料强度,整个焊接过程完成。
5. 感应焊接电磁焊接(电感焊接)是利用能达到熔化温度的电感能量连接热塑性制件的方法。
也被称作特种插入焊接,此间磁致旋光聚合插入物被一个高频电磁场加热。
6. 接触(电阻)焊电导线或条带被直接放入接头界面,电线连接在电路中且用电阻损失直接加热。
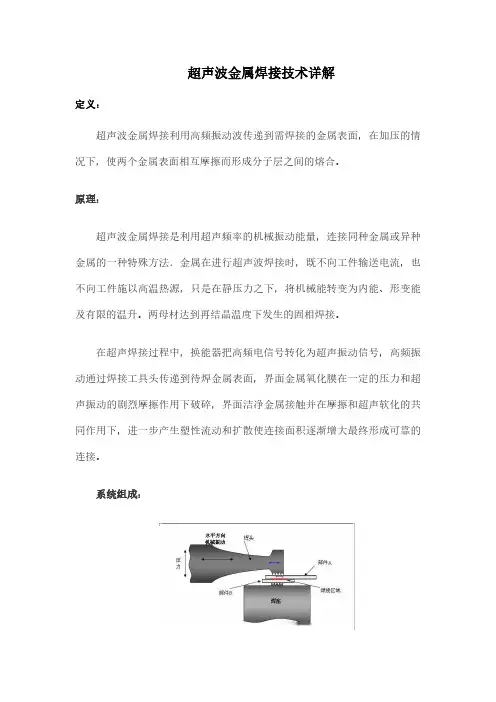
超声波金属焊接技术详解定义:超声波金属焊接利用高频振动波传递到需焊接的金属表面,在加压的情况下,使两个金属表面相互摩擦而形成分子层之间的熔合。
原理:超声波金属焊接是利用超声频率的机械振动能量,连接同种金属或异种金属的一种特殊方法.金属在进行超声波焊接时,既不向工件输送电流,也不向工件施以高温热源,只是在静压力之下,将机械能转变为内能、形变能及有限的温升。
两母材达到再结晶温度下发生的固相焊接。
在超声焊接过程中,换能器把高频电信号转化为超声振动信号,高频振动通过焊接工具头传递到待焊金属表面,界面金属氧化膜在一定的压力和超声振动的剧烈摩擦作用下破碎,界面洁净金属接触并在摩擦和超声软化的共同作用下,进一步产生塑性流动和扩散使连接面积逐渐增大最终形成可靠的连接。
系统组成:一套超声波焊接系统的主要组件包括超声波发生器/换能器/变幅杆/焊头三联组/模具和机架。
超声波焊接是通过超声波发生器将50/60赫兹电流转换成15、20、30或40KHz电能。
被转换的高频电能通过换能器再次被转换成为同等频率的机械运动,随后机械运动通过一套可以改变振幅的变幅杆装置传递到焊头。
焊头将接收到的振动能量传递到待焊接工件的接合部,在该区域,振动能量被通过摩擦方式转换成热能,将需要焊接的部件区域熔化。
焊接过程:过渡阶段为清除焊件表面膜和氧化物的短暂过程,稳定阶段为界面产生相互扩散并使相互扩散稳定的过程。
在过渡阶段,焊件表面氧化物膜由于强烈磨擦作用破碎,此时磨擦为主要热源,工件温度升高使工件材料屈服强度降低,有利于工件表面氧化膜破碎及发生塑性变形,对接头形成有重要作用。
稳定阶段,金属接触表面变得平滑后摩擦作用减弱,热量由于产生塑性变形而在焊接界面聚集,在此过程中的热量是由工件的塑性变形过程产生,工具头施加的压力致使界面原子之间产生作用力而形成的金属连接过程。
工艺参数的影响:超声金属焊接过程的主要工艺参数有焊接压力、焊接能量/时间、工具头振幅和工具、头齿纹与尺寸等。
焊接工艺的超声波焊接技术要点超声波焊接技术是一种新兴的焊接方法,在工业生产中得到了广泛应用。
本文将详细介绍超声波焊接技术的要点,并分析其在焊接工艺中的重要性。
一、超声波焊接技术简介超声波焊接技术是一种利用高频振动产生的能量来实现金属焊接的方法。
传统的焊接方法通常是通过高温熔化金属来实现焊接,而超声波焊接则是通过高频振动产生的机械能来实现焊接。
这种焊接方法具有焊接速度快、热影响区小、焊接接头牢固等优点,因此在汽车制造、电子设备、医疗器械等领域得到了广泛应用。
二、超声波焊接的工艺要点1. 声波源选择超声波焊接的关键是选择合适的声波源。
常见的声波源包括换能器、声波振动头等。
选择合适的声波源可以提高焊接效率和质量。
2. 材料选择与准备超声波焊接技术适用于焊接各种金属材料,如铝、铜、不锈钢等。
在进行超声波焊接前,需要对待焊接材料进行表面处理,确保其表面干净、无油污等。
3. 焊接参数的调节超声波焊接的质量和效率与焊接参数的设置密切相关。
主要参数包括振幅、压力、焊接时间等。
不同材料和焊接要求需要不同的参数设置,需要根据具体情况进行调节。
4. 焊接接头设计超声波焊接接头的设计对焊接质量至关重要。
合理的接头设计可以确保焊接接头的强度和密封性。
常见的接头形式包括普通接头、搭接接头、凸缘接头等。
5. 焊接设备的选择选择合适的超声波焊接设备对焊接质量和效率起到重要作用。
常见的设备包括超声波焊接机、振幅检测仪等。
根据焊接需求选择适合的设备,并保证设备的正常运行。
三、超声波焊接技术在焊接工艺中的重要性1. 提高生产效率超声波焊接技术具有焊接速度快的特点,可以大大提高生产效率。
与传统焊接方法相比,超声波焊接技术不需要预热,焊接时间短,适用于大批量生产。
2. 降低热影响区超声波焊接技术焊接时只在焊接接头产生热量,其他部分几乎不受热影响。
这种焊接方法可以避免材料的热变形和氧化,降低了焊接接头的应力和变形。
3. 提高焊接质量超声波焊接技术焊接接头强度高、密封性好,可以保证焊接质量。
超声波焊接的原理和应用1. 简介超声波焊接是一种利用超声波振动来实现材料焊接的技术。
它是一种无损和环保的焊接方式,广泛应用于塑料、金属和复合材料的焊接领域。
本文将介绍超声波焊接的工作原理和应用。
2. 工作原理2.1 超声波振动超声波是指频率高于20kHz的声波。
超声波振动是通过将电能转换成机械振动来实现的。
使用压电晶体作为振动产生器,当施加电压时,晶体发生共振并产生超声波振动。
2.2 焊接过程超声波焊接的焊接过程包括以下几个步骤:1.清洁表面:将要焊接的材料表面清洁干净,以确保焊接的质量。
2.加热材料:将焊接材料加热至接近熔点。
超声波振动会在材料表面形成高频振动,产生局部热量,使材料加热。
3.压力施加:在材料加热的同时,施加一定的压力使焊接面紧密接触。
压力的施加可以提高焊接强度。
4.压力保持:在一定的时间内保持压力,使材料充分熔合。
5.冷却固化:停止振动和加热,保持压力,使焊接部分冷却和固化。
2.3 焊接效果超声波焊接可以实现高强度的焊接效果,其焊缝强度接近于材料本身的强度。
焊接时产生的热量较少,不会导致材料变形或热裂纹。
同时,焊接速度较快,效率高。
3. 应用领域3.1 塑料焊接超声波焊接广泛应用于塑料制品的焊接。
它可以实现不同塑料材料的焊接,并且焊接强度高、密封性好。
在汽车制造、电子产品制造等领域,塑料焊接是一个必不可少的工艺。
3.2 金属焊接尽管超声波焊接一般用于塑料焊接,但它也可以用于金属焊接。
超声波焊接可以实现多种金属材料的焊接,如铝、镁和钛合金等。
它在汽车、航空航天等领域的金属焊接应用中具有广阔的前景。
3.3 复合材料焊接超声波焊接还可以应用于复合材料的焊接。
复合材料由于具有复杂的结构和各向异性的特性,传统的焊接方法往往无法实现。
而超声波焊接可以在不破坏材料结构的情况下,实现复合材料的有效焊接。
3.4 其他应用领域除了上述应用领域,超声波焊接还可以应用于医疗器械、电缆连接、电池制造等领域。
超声波焊原理
超声波焊接是一种常见的金属焊接方法,利用超声波的机械能来实现材料的焊接。
其原理是利用超声波的高频振动作用力,使焊接表面的材料进一步热化,并产生塑性变形。
当达到一定温度和压力时,材料表面的氧化层被破坏,然后形成分子间的潜移默化,从而实现焊接。
超声波焊接的过程主要包括以下几步:首先,将需要焊接的材料置于焊接夹具中,使其保持相对位置。
接着,将焊接头置于材料表面,并施加一定的压力。
然后,通过超声波发生器产生的超声振动,将能量传递到焊接头上,使其振动,并通过材料表面传导至焊接部位。
振动产生的摩擦力和热量,使焊接部位的材料迅速升温,并且降低了材料的硬度,使其发生塑性变形。
最后,随着振动的结束,焊接材料冷却固化,形成一个坚固的焊缝。
与传统的焊接方法相比,超声波焊接具有多种优点。
首先,它不需要使用焊接剂或填充材料,避免了对环境的污染。
其次,焊接过程中不需要加热或加压气体,节约了能源消耗。
此外,超声波焊接的焊接速度快,焊接效率高,并且焊接接头的强度和密封性良好。
因此,超声波焊接在汽车、电子、医疗器械等领域中得到了广泛的应用。
总的来说,超声波焊接是一种高效、环保的金属焊接方法。
通过利用超声波的振动能量,使焊接部位材料发生塑性变形从而达到焊接的目的。
它不仅提高了焊接的可靠性,还降低了生产成本,对于提高产品质量具有重要的意义。

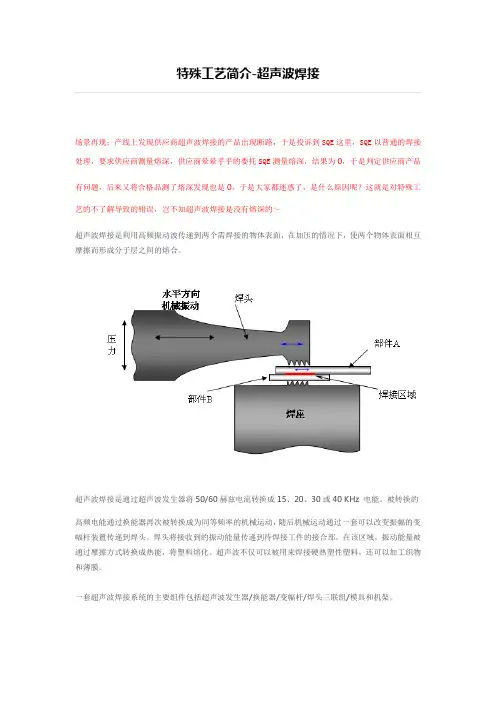
特殊工艺简介-超声波焊接场景再现:产线上发现供应商超声波焊接的产品出现断路,于是投诉到SQE这里,SQE以普通的焊接处理,要求供应商测量熔深,供应商晕晕乎乎的委托SQE测量熔深,结果为0,于是判定供应商产品有问题,后来又将合格品测了熔深发现也是0,于是大家都迷惑了,是什么原因呢?这就是对特殊工艺的不了解导致的错误,岂不知超声波焊接是没有熔深的~超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合。
超声波焊接是通过超声波发生器将50/60赫兹电流转换成15、20、30或40 KHz 电能。
被转换的高频电能通过换能器再次被转换成为同等频率的机械运动,随后机械运动通过一套可以改变振幅的变幅杆装置传递到焊头。
焊头将接收到的振动能量传递到待焊接工件的接合部,在该区域,振动能量被通过摩擦方式转换成热能,将塑料熔化。
超声波不仅可以被用来焊接硬热塑性塑料,还可以加工织物和薄膜。
一套超声波焊接系统的主要组件包括超声波发生器/换能器/变幅杆/焊头三联组/模具和机架。
线性振动摩擦焊接利用在两个待焊工件接触面所产生的摩擦热能来使塑料熔化。
热能来自一定压力下,一个工件在另一个表面以一定的位移或振幅往复的移动。
一旦达到预期的焊接程度,振动就会停止,同时仍旧会有一定的压力施加于两个工件上,使刚刚焊接好的部分冷却、固化,从而形成紧密地结合。
轨道式振动摩擦焊接是一种利用摩擦热能焊接的方法。
在进行轨道式振动摩擦焊接时,上部的工件以固定的速度进行轨道运动——向各个方向的圆周运动。
运动可以产生热能,使两个塑料件的焊接部分达到熔点。
一旦塑料开始熔化,运动就停止,两个工件的焊接部分将凝固并牢牢的连接在一起。
小的夹持力会导致工件产生最小程度的变形,直径在10英寸以内的工件可以用应用轨道式振动摩擦进行焊接。
超声波塑料焊接原理超声波作用于热塑性的塑料接触面时,会产生每秒几万次的高频振动,这种达到一定振幅的高频振动,通过上焊件把超声能量传送到焊区,由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温。
超声波焊接原理:超声波焊接是熔接热塑性塑料制品的高科技技术,各种热塑性胶件均可使用超声波熔接处理,而不需加溶剂,粘接剂或其它辅助品。
其优点是增加多倍生产率,降低成本,提高产品质量及安全生产超声波塑胶焊接原理是由发生器产生20KHz(或15KHz)的高压、高频信号,通过换能系统,把信号转换为高频机械振动,加于塑料制品工件上,通过工件表面及在分子间的磨擦而使传递到接口的温度升高,当温度达到此工件本身的熔点时,使工件接口迅速熔化,继而填充于接口间的空隙,当震动停止,工件同时在一定的压力下冷却定形,便达成完美的焊接。
新型的15KHz超声波塑胶焊接机,对焊接较软的PE、PP材料,以及直径超大,长度超长塑胶焊件,具有独特的效果,能满足各种产品的需要,能为用户生产效率以及产品档次贡献。
超声波焊接工艺:一、超声波焊接:以超声波超高频率振动的焊头在适度压力下,使二块塑胶的结合面产生磨擦热而瞬间熔融接合,采用合适的工件和合理的接口设计,可达到水密及气密,并免除采用辅助品带来的不便,实现高效清洁的焊接焊接强度可与本体媲美,二、铆焊法:将超声波超高频率振动的焊头,压着塑胶品突出的梢头,使其瞬间发热融成为铆钉形状,使不同材质的材料机械铆合在一起。
三、埋植:借着焊头之传导及适当压力,瞬间将金属零件(如螺母、螺杆等)挤入预留的塑胶孔内,固定在一定深度,完成后无论拉力、扭力均可媲美传统模具内成型之强度,可免除射出模受损及射出缓慢之缺点。
一、超声波塑料焊接的相容性和适应性:热塑性塑料,由于各种型号性质不同,造成有的容易进行超声波焊接,有的不易焊接;下表中黑方块的表示两种塑料的相容性好,容易进行超声波焊接;圆圈表示在某些情况下相容,焊接性能尚可;空格表示两种塑料相容性很差,不易焊接■-表示相容○- 注意:表中所列仅供参考,因为熟知的变化可导致结果略有差异.超声波焊接会影响产品内的电子元件吗我有一个产品是把PCBA装到后壳再把前后壳超起来,PCBA上的主要元件有基带射频IC、FLASH、晶振等,我想请教大家,超声会对这些电子元件产生影响吗?超声会对其他哪些电子元件产生影响?谢谢大家了!1:晶振肯定会有影响.2:我之前做个类似读卡器的产品,首先是经过检测的PCBA装配后超声连接的,但其中很奇怪有约10%的产品功能测试NG.拆开后经常生产的技术员检测为BGA IC 开路,对此我也不是很确定就一定会有问题,不过可能跟IC的型号及封装方式有关吧,1 V* O7 `4 {! ~6 A. }2 }8 m所以后来我都改为卡扣连接了.3:超声波加工为高频振荡方式,,对一定的元器件及其连接点都有影响,应慎重选择。