退火炉原理
- 格式:docx
- 大小:12.62 KB
- 文档页数:1
退火炉安全风险辨识与评价摘要:一、退火炉安全风险概述1.退火炉的基本概念2.退火炉的工作原理3.退火炉在工业生产中的重要性二、退火炉安全风险辨识1.设备安全风险a.炉膛爆炸b.炉体泄漏c.炉内壁磨损2.操作安全风险a.操作不当b.违规操作c.缺乏安全意识3.环境安全风险a.火灾爆炸b.泄漏污染c.电磁辐射三、退火炉安全风险评价1.风险评价方法a.定性评价b.定量评价2.风险评价指标a.设备安全性能b.操作人员技能水平c.应急预案及演练3.风险评价结果a.高风险区域b.中风险区域c.低风险区域四、退火炉安全风险控制措施1.设备安全管理a.定期检查维护b.设备更新升级c.安全防护设施2.操作人员培训与监管a.安全操作规程b.技能培训与考核c.安全意识的培养3.应急预案及演练a.制定应急预案b.定期演练c.应急处理流程正文:退火炉安全风险辨识与评价是确保工业生产安全的重要环节。
退火炉是一种广泛应用于金属材料热处理的设备,通过对金属材料进行加热、保温和冷却,使其组织结构发生相应的变化,以达到提高材料性能的目的。
然而,退火炉在运行过程中存在一定的安全风险,需要进行全面的辨识与评价。
首先,退火炉安全风险主要包括设备安全风险、操作安全风险和环境安全风险。
设备安全风险主要包括炉膛爆炸、炉体泄漏和炉内壁磨损等;操作安全风险主要包括操作不当、违规操作和缺乏安全意识等;环境安全风险主要包括火灾爆炸、泄漏污染和电磁辐射等。
其次,针对退火炉安全风险的辨识,需要采用风险评价方法进行全面的评价。
风险评价方法包括定性评价和定量评价,通过分析风险因素的性质、概率和影响程度,确定其风险等级。
风险评价指标主要包括设备安全性能、操作人员技能水平和应急预案及演练等。
最后,针对退火炉安全风险的控制措施主要包括设备安全管理、操作人员培训与监管和应急预案及演练等。
设备安全管理需要定期对退火炉进行检查维护,及时更新升级设备,保证安全防护设施的完好;操作人员培训与监管需要对操作人员进行安全操作规程的培训,并进行技能培训与考核,培养他们的安全意识;应急预案及演练需要制定应急预案,并定期组织演练,确保在突发情况下能够迅速、有效地应对。
退火炉工作原理
退火炉是一种热处理设备,用于调整金属材料的晶体结构和性能。
它主要通过加热和冷却金属材料来实现这一目的。
退火炉的工作原理如下:
1. 加热:退火炉通过内部的电加热器或燃气火炉等加热设备,将炉内的温度升高到所需的退火温度。
加热过程中,需要控制加热速率和温度均匀性,确保金属材料在整个区域内受热均匀。
2. 保温:一旦达到所需的退火温度,金属材料被保持在该温度下一段时间,这个过程被称为保温。
保温时间根据材料的类型和规格而有所不同,通常在几分钟到几个小时之间。
3. 冷却:退火炉在保温后,通过控制供气量或关闭加热设备,使炉内的温度逐渐下降。
冷却的方法有多种,如强制空冷、自然冷却或水冷等。
冷却速率的选择取决于所需调整材料的性能,并且需要根据特定的工艺要求进行控制。
退火炉的主要目的是通过热处理来解决金属材料中的组织缺陷或应力问题。
在加热过程中,金属材料的晶体结构被调整为较大的晶粒,以提高其塑性和机械性能。
保温阶段有助于晶粒生长和晶体重排,从而进一步改善材料的性能。
冷却过程主要用于控制晶粒尺寸和材料硬度,避免出现过度淬火或回火的情况。
总之,退火炉通过加热、保温和冷却这一系列步骤,使金属材料的晶体结构得到优化和调整,从而改善其机械性能、塑性和其他相关性能。

退火机是利用接触式短路退火原理,退火电源为直流,适用于铜线的退火软化生产,退火机由导电系统、氧化保护系统、冷却系统、干燥系统、电气系统等组成。
氧化保护方式采用蒸气保护(本设备附带有一台蒸气发生器);冷却润滑采用稀浓度拉丝液循环。
一般需设置水池或外置热交换器的方式进行冷却(外置的热交换器及冷却塔由用户自备);干燥系统采用压缩空气加模具干燥。
所用的冷却水源及压缩空气由用户自备。
退火电气控制部分的可控硅采用强力风机冷却方式。
2、退火控制器采用直流控制器;3.低压电气组件、轴承采用日本品牌;油封、读数表采用台湾或南韩品牌。
4.导电环采用镍合金材料;5.导轮采用喷陶处理;6.传动平皮带采用瑞士牌子。
I. DF-ZL250/13DH高速大中线伸线带退火机A. DF-ZL250/13DH齿轮式高速大中拉带连续退火机组成:(1)DF-ZL250/13拉丝机(不配轧头机) 1台(2)DF-YG300张力控制架1台(3)DF-TH4000退火机(配蒸气发生器,) 1台(4)DF-WS630无轴收线机1台(5)电气控制系统1套(6)地基础布局图(含:水、电、气指示连结图,仅供参考。
)1份注:本资料适用于首层地基安装,设备是否能在楼层上安装使用由需方负责设计考虑;参考资料在合同生效日算15天内提供确认。
(7)随机物品【安装配件】整条生产线连结电缆1套(布线方式为架空布置,不含主电源进线。
配线长度按供方提供的设备布置图提供。
);退火机连接导电铜排1组。
【技术资料】生产线使用说明书1份(含:技术规范、操作说明、机器结构、配模参考表、安装图及要求、故障排除、维修保养、易损件图纸及型号、电器原理图等),主要电气元件说明书1份(包括调速器及PLC可编程控制器)。
【单证】装箱单、合格证各1份。
生产线颜色:机械部份采用海蓝,电气柜部份为米白色。
(或依客户要求)操作方向:右向操作。
操作方向的定义:操作人员面向拉丝主机,由左边进线,右边收线。
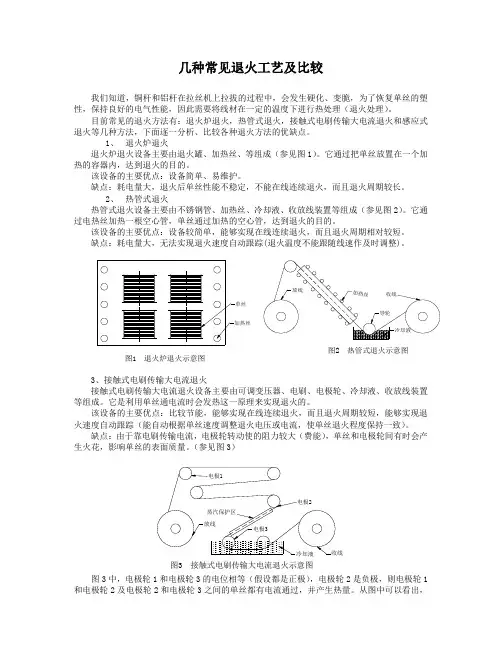
几种常见退火工艺及比较我们知道,铜杆和铝杆在拉丝机上拉拔的过程中,会发生硬化、变脆,为了恢复单丝的塑性,保持良好的电气性能,因此需要将线材在一定的温度下进行热处理(退火处理)。
目前常见的退火方法有:退火炉退火,热管式退火,接触式电刷传输大电流退火和感应式退火等几种方法,下面逐一分析、比较各种退火方法的优缺点。
1、退火炉退火退火炉退火设备主要由退火罐、加热丝、等组成(参见图1)。
它通过把单丝放置在一个加热的容器内,达到退火的目的。
该设备的主要优点:设备简单、易维护。
缺点:耗电量大,退火后单丝性能不稳定,不能在线连续退火,而且退火周期较长。
2、热管式退火热管式退火设备主要由不锈钢管、加热丝、冷却液、收放线装置等组成(参见图2)。
它通过电热丝加热一根空心管,单丝通过加热的空心管,达到退火的目的。
该设备的主要优点:设备较简单,能够实现在线连续退火,而且退火周期相对较短。
缺点:耗电量大,无法实现退火速度自动跟踪(退火温度不能跟随线速作及时调整)。
3、接触式电刷传输大电流退火接触式电刷传输大电流退火设备主要由可调变压器、电刷、电极轮、冷却液、收放线装置等组成。
它是利用单丝通电流时会发热这一原理来实现退火的。
该设备的主要优点:比较节能,能够实现在线连续退火,而且退火周期较短,能够实现退火速度自动跟踪(能自动根据单丝速度调整退火电压或电流,使单丝退火程度保持一致)。
缺点:由于靠电刷传输电流,电极轮转动使的阻力较大(费能),单丝和电极轮间有时会产生火花,影响单丝的表面质量。
(参见图3)图3 接触式电刷传输大电流退火示意图图3中,电极轮1和电极轮3的电位相等(假设都是正极),电极轮2是负极,则电极轮1和电极轮2及电极轮2和电极轮3之间的单丝都有电流通过,并产生热量。
从图中可以看出,电极轮1和电极轮2间的单丝发热比电极轮2和电极轮3的要少,单丝的相对温度较低(因为电极轮1和电极轮2间的单丝较长,通过的电流相对较小),该段称为预热段,电极轮2和电极轮3之间称为退火段。
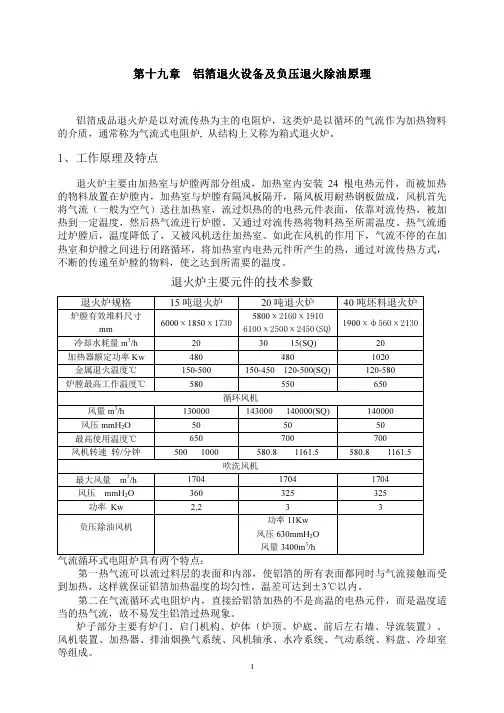
第十九章铝箔退火设备及负压退火除油原理铝箔成品退火炉是以对流传热为主的电阻炉,这类炉是以循环的气流作为加热物料的介质,通常称为气流式电阻炉, 从结构上又称为箱式退火炉。
1、工作原理及特点退火炉主要由加热室与炉膛两部分组成,加热室内安装24根电热元件,而被加热的物料放置在炉膛内,加热室与炉膛有隔风板隔开,隔风板用耐热钢板做成,风机首先将气流(一般为空气)送往加热室,流过炽热的的电热元件表面,依靠对流传热,被加热到一定温度,然后热气流进行炉膛。
又通过对流传热将物料热至所需温度。
热气流通过炉膛后,温度降低了,又被风机送往加热室。
如此在风机的作用下,气流不停的在加热室和炉膛之间进行闭路循环,将加热室内电热元件所产生的热,通过对流传热方式,不断的传递至炉膛的物料,使之达到所需要的温度。
退火炉主要元件的技术参数退火炉规格15吨退火炉20吨退火炉40吨坯料退火炉炉膛有效堆料尺寸mm 6000х1850х17305800х2160х19106100х2500х2450(SQ)1900хф560х2130冷却水耗量m3/h 20 30 15(SQ) 20加热器额定功率Kw 480 480 1020 金属退火温度℃150-500 150-450 120-500(SQ) 120-580炉膛最高工作温度℃580 550 650循环风机风量m3/h 130000 143000 140000(SQ) 140000 风压mmH2O 50 50 50最高使用温度℃650 700 700风机转速转/分钟500 1000 580.8 1161.5 580.8 1161.5吹洗风机最大风量m3/h 1704 1704 1704 风压mmH2O 360 325 325 功率Kw 2.2 3 3负压除油风机功率11Kw 风压630mmH2O 风量3400m3/h气流循环式电阻炉具有两个特点:第一热气流可以流过料层的表面和内部,使铝箔的所有表面都同时与气流接触而受到加热,这样就保证铝箔加热温度的均匀性,温差可达到±3℃以内。
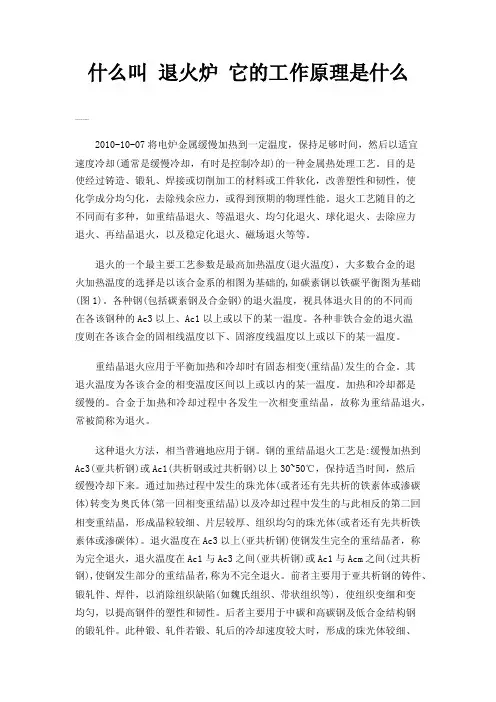
什么叫退火炉它的工作原理是什么2010-10-07将电炉金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却(通常是缓慢冷却,有时是控制冷却)的一种金属热处理工艺。
目的是使经过铸造、锻轧、焊接或切削加工的材料或工件软化,改善塑性和韧性,使化学成分均匀化,去除残余应力,或得到预期的物理性能。
退火工艺随目的之不同而有多种,如重结晶退火、等温退火、均匀化退火、球化退火、去除应力退火、再结晶退火,以及稳定化退火、磁场退火等等。
退火的一个最主要工艺参数是最高加热温度(退火温度),大多数合金的退火加热温度的选择是以该合金系的相图为基础的,如碳素钢以铁碳平衡图为基础(图1)。
各种钢(包括碳素钢及合金钢)的退火温度,视具体退火目的的不同而在各该钢种的Ac3以上、Ac1以上或以下的某一温度。
各种非铁合金的退火温度则在各该合金的固相线温度以下、固溶度线温度以上或以下的某一温度。
重结晶退火应用于平衡加热和冷却时有固态相变(重结晶)发生的合金。
其退火温度为各该合金的相变温度区间以上或以内的某一温度。
加热和冷却都是缓慢的。
合金于加热和冷却过程中各发生一次相变重结晶,故称为重结晶退火,常被简称为退火。
这种退火方法,相当普遍地应用于钢。
钢的重结晶退火工艺是:缓慢加热到Ac3(亚共析钢)或Ac1(共析钢或过共析钢)以上30~50℃,保持适当时间,然后缓慢冷却下来。
通过加热过程中发生的珠光体(或者还有先共析的铁素体或渗碳体)转变为奥氏体(第一回相变重结晶)以及冷却过程中发生的与此相反的第二回相变重结晶,形成晶粒较细、片层较厚、组织均匀的珠光体(或者还有先共析铁素体或渗碳体)。
退火温度在Ac3以上(亚共析钢)使钢发生完全的重结晶者,称为完全退火,退火温度在Ac1与Ac3之间(亚共析钢)或Ac1与Acm之间(过共析钢),使钢发生部分的重结晶者,称为不完全退火。
前者主要用于亚共析钢的铸件、锻轧件、焊件,以消除组织缺陷(如魏氏组织、带状组织等),使组织变细和变均匀,以提高钢件的塑性和韧性。
玻璃退火炉的工作原理嗨,朋友!你有没有想过那些漂亮的玻璃制品,像晶莹剔透的玻璃杯、流光溢彩的玻璃工艺品,它们是怎么从滚烫的液态变成我们看到的坚硬又美观的样子的呢?这呀,就离不开一个超厉害的设备——玻璃退火炉啦。
我有个朋友叫小李,他就在一家玻璃制品厂工作。
有一次我去他那儿参观,就被这个玻璃退火炉给吸引住了。
我就问他:“这大炉子是干啥的呀?看着怪神秘的。
”小李笑着说:“这你就不懂了吧,这可是玻璃从软变硬的关键地方呢。
”那这玻璃退火炉到底是怎么工作的呢?咱先得知道玻璃的脾气。
玻璃刚被制造出来的时候,就像一个刚跑完马拉松的人,浑身是热的,而且内部的结构乱得像一团麻。
这个时候的玻璃内部应力很大,如果就这么让它冷却,那可不得了,就像一个紧绷着的橡皮筋突然被松开一样,玻璃会容易破裂或者变形,那之前的努力可就白费啦。
玻璃退火炉呢,就像是一个温柔的妈妈,慢慢地引导玻璃冷静下来。
当玻璃制品进入退火炉后,退火炉会先给玻璃来个“温暖的拥抱”,也就是把玻璃放在一个温度比较高的环境里。
这个温度虽然比玻璃刚成型时低一些,但也还是挺热乎的。
这就好比我们冬天从寒冷的外面突然进入一个有暖气的屋子,不会一下子被冻着。
在这个高温的环境里,玻璃内部的分子就像一群乱哄哄的小孩子,在退火炉的“安抚”下开始慢慢地调整自己的位置。
这个过程就像是一场有秩序的排队,分子们从杂乱无章变得整齐有序。
那这个温度要保持多久呢?这就看玻璃的厚度、种类这些因素啦。
就像不同的孩子听话的程度不一样,玻璃不同的话,调整的时间也不同。
厚一点的玻璃呢,就像反应慢一点的孩子,需要在这个高温环境里多待一会儿。
然后呢,退火炉开始慢慢地降低温度。
这可不是一下子就把温度降下来哦,要是那样的话,玻璃肯定会受不了的。
这就像是我们从温暖的被窝里起来,不能一下子跳到寒冷的外面,得慢慢地适应。
退火炉的温度降低得很有技巧,就像走楼梯一样,一步一步来。
在这个降温的过程中,玻璃内部的应力也在进一步地减小。
井式退火炉技术参数一、引言二、井式退火炉的工作原理井式退火炉的工作原理如下:在真空或氮气的条件下,将需要退火的金属材料放入井式退火炉中,然后升温至所需的温度,然后保持一定时间,最后冷却至室温。
这样就能够改善金属材料的性能。
三、井式退火炉的技术参数1、温度控制系统温度控制系统是井式退火炉最核心的部分之一。
它有以下两种类型:(1)PID控制PID控制是一种广泛应用的温度控制系统,它能够实现非常精确的温度控制,可以将温度控制在0.1℃范围内。
PID控制系统的三个参数分别是比例系数、积分系数和微分系数。
这三个参数的准确设置是实现精密温度控制的关键。
(2)模糊控制模糊控制是一种高级的温度控制系统,它不需要准确的传感器测量,而是通过系统对温度的自我调节,来达到稳定的温度控制。
模糊控制系统的稳定性和鲁棒性都比PID控制系统更好。
2、真空度控制系统真空度控制系统是井式退火炉的另一个重要部分,它可以将氧气等杂质从井式退火炉中排出,使得金属材料能够在真空或氮气的条件下进行退火。
真空度控制系统通常采用以下两种控制方式:(1)门禁控制门禁控制是一种常见的真空度控制方式,它通过控制进料门、出料门以及排气门的开启和关闭,来实现真空度的控制。
门禁控制系统的优点是稳定可靠,缺点是成本较高。
(2)气体泵控制气体泵控制是一种较为简单的真空度控制方式,它通过控制气体泵的泵速,来实现真空度的控制。
气体泵控制系统的优点是成本低廉,缺点是稳定性较差。
3、升温系统升温系统是井式退火炉的另一个重要组成部分,它能够将金属材料升温到所需的温度,以进行退火。
升温系统的主要参数包括最大升温速度、加热功率、升温时间等等。
在实际应用中,升温系统的参数需要根据金属材料的性质进行适当调整。
4、气氛控制系统气氛控制系统主要用于控制退火炉内的气氛,以达到所需的退火效果。
气氛控制系统的主要参数包括气氛种类、气氛流量、气氛压力等等。
不同的气氛在不同的金属材料中有不同的应用,需要根据实际情况进行选择。
晶圆退火炉结构-概述说明以及解释1.引言1.1 概述晶圆退火炉是半导体工业中一种常用的设备,用于对晶圆进行退火处理。
退火是一种重要的工艺步骤,通过加热晶圆并在一定的条件下进行保温,可以改变晶格结构,消除杂质和应力,提高晶圆的电性能和结构完整性。
晶圆退火炉的基本结构通常由加热腔体、控制系统、进料和出料装置等组成。
加热腔体是整个退火炉的核心部分,通常由炉管、加热器和隔热层构成。
炉管作为载体承载晶圆,其材料通常选用具有良好耐高温性能的石英或陶瓷材料。
加热器则通过电阻加热或辐射加热方式提供热源。
隔热层的设计旨在减少热能损失,保证加热效果。
控制系统用于监测和调节退火炉的温度、气氛和其他工艺参数,以确保退火过程的稳定性和可控性。
进料和出料装置则实现晶圆的载入和卸出,保证操作的安全和高效。
晶圆退火炉的工作原理是利用加热腔体对晶圆进行均匀加热和保温,通过控制加热温度、时间和气氛等参数,使晶圆达到所需的退火效果。
退火的过程可分为加热、保温和冷却三个阶段。
加热阶段通过加热器提供热源,使晶圆的温度逐渐升高到退火温度。
保温阶段保持晶圆在一定温度下的一段时间,使晶格结构发生改变,消除杂质和应力。
冷却阶段则通过降温使晶圆逐渐恢复到室温。
整个退火过程的控制和监测通常由控制系统完成。
总之,晶圆退火炉结构的合理设计和科学的工作原理对于半导体工业的生产具有重要意义。
它不仅可以提高晶圆的电性能和结构完整性,还可以保证半导体器件的可靠性和稳定性。
随着半导体工艺的不断发展,晶圆退火炉的结构和工作原理也在不断创新和改进,以适应不同工艺要求的需要。
未来,随着科学技术的进步和工艺需求的不断提高,晶圆退火炉将继续发挥重要作用,并为半导体工业的发展做出更大的贡献。
1.2文章结构文章结构指的是文章的整体组织框架,它决定了文章的逻辑顺序和篇章布局。
本文的结构分为引言、正文和结论三个部分。
引言部分主要介绍了本文的背景和意义,同时还包括了概述、文章结构和目的三个方面的内容。
中频退火炉构造
中频退火炉是一种热处理机械设备,它使用频率在20~100KHz之间的交流电能量来加热金属材料,从而获得所需的结构和性能。
中频退火炉通常由电源、炉子和加热元件组成,其中电源为中频变压器,可以通过调节其能量输出来控制加热元件的温度。
炉子通常由耐热陶瓷制成,作为加热元件的安装和保护,使金属材料不被外界的损坏。
更具体的,加热元件是由细菌和金属线制成的,并且安装在炉子的底部。
它负责加热空气,将热量传递到金属材料上,从而达到对金属的退火。
此外,中频退火炉还可以进一步改善金属的性能,比如增强金属的耐磨性和抗腐蚀性,从而更加符合实际应用的要求。
总之,中频退火炉是一种非常重要和有效的热处理机械,其在金属热处理领域中非常广泛地应用,可以使金属具有较强的性能。
退火炉原理
退火炉作用是将工件加热到预定温度,保温一定的时间后缓慢冷
却的金属热处理工艺。
什么叫退火炉:退火炉是机械行业中的热处理设备其中的一种,
其目的是使经过铸造、锻轧、焊接或切削加工的材料或工件进行软化,降低硬度改善塑性和韧性,使化学成分均匀化,去除残余应力,或得
到预期的物理性能。
退火炉原理:退火炉是将金属机件放在不同的加热炉内缓慢加热
到一定温度,保温一段时间,然后以适宜速度冷却(通常是自然冷却,
有时是控制速度冷却)的一种金属热处理工艺。
退火炉的炉型:①网带式退火炉、②井式退火炉、③罩式退火炉、④箱式退火炉等。
常用的退火工艺有:①完全退火。
②球化退火。
③等温退火。
④
再结晶退火。
⑤石墨化退火。
⑥扩散退火。
⑦去应力退火。