甲醇精馏残液的治理.
- 格式:pdf
- 大小:104.98 KB
- 文档页数:2
甲醇废水常用处理工艺来源: 发布时间: 2012-07-10 08:55 994 次浏览大小: 16px14px12px甲醇是化工、农药和制药等行业的重要原料。
甲醇废水是指在甲醇的生产或使用过程中,由精馏塔底部排出的蒸馏残液,主要含甲醇、乙醇、高级醇和醛及少量长链化合物,低温时有蜡状物质析出.甲醇是化工、农药和制药等行业的重要原料。
甲醇废水是指在甲醇的生产或使用过程中,由精馏塔底部排出的蒸馏残液,主要含甲醇、乙醇、高级醇和醛及少量长链化合物,低温时有蜡状物质析出,其COD和BOD5一般为8 000~20 000 mg/L和5 000~10 000 mg/L。
由于甲醇废水的BOD5/COD较高,属于易降解高浓度有机废水。
若将甲醇废水直排入水体,会对环境造成严重的污染和破坏。
经过几十年的研究,国内外在甲醇废水处理方面积累了许多经验,并研发出了多种处理工艺和方法。
目前国内已研制并采用的甲醇废水处理方法有物化法、化学法、生化法等,这些方法可对甲醇废水进行不同程度的处理.物化法和化学法是不彻底的处理方法,高浓度甲醇废水经其处理后必须送至污水处理厂进行集中处理才能达标排放。
生物处理法包括好氧生物处理和厌氧生物处理,好氧生物法多用于中低浓度甲醇废水的处理,其抗冲击负荷能力相对较弱,运行不当,易导致污泥膨胀;厌氧生物处理多采用UASB系统,对高浓度甲醇废水有很好的降解能力,但由于高浓度甲醇废水的水质水量波动很大,使得单段厌氧消化工艺在高负荷下轻易出现酸化现象,对其处理能力和运行稳定性造成一定的影响。
为了进步对高浓度甲醇废水的处理能力,我们有必要从理论研究和实际应用两方面着手开发出技术含量高、经济高效、易于调控的新型处理工艺。
好氧生物处理工艺氧化沟工艺。
该工艺具有工艺流程简单、污染物分解彻底和剩余污泥产量少等特点,对甲醇废水的处理效果较好,但处理装置造价高、占地面积大、抗冲击负荷能力有限。
好氧流化床工艺案例。
某化肥厂采用纯氧曝气活性污泥流化床处理甲醇废水,进水COD为1 500-30 000 mg/L,废水流量为7 t/h,处理后COD去除率大于65%,甲醇去除率为99%,但废水处理费用较高。
1 岗位生产任务及意义 (1)2 生产原理和工艺流程 (1)2.1精馏原理 (1)2.2工艺流程 (2)3 生产操作方法 (3)3.1正常生产时操作方法 (3)3.2单体设备的开停车与倒车 (5)3.3系统开车与停车 (6)3.4停车 (8)4 建立以岗位责任制为中心的八项管理制度 (9)5 不正常情况及事故处理 (9)6 安全技术要点及保安措施 (13)7 附表 (13)7.1设备名称代号规格性能一览表 (13)7.2分析化验项目频次表 (20)7.3仪表自调一览表 (20)7.4现场仪表一览表 (21)7.5DCS系统仪表一览表 (23)1 岗位生产任务及意义本岗位的任务就是脱除粗甲醇中的二甲醚等轻组分及水、乙醇等其它重组分,生产美国AA级和GB338—92高纯度级的精甲醇,经中间贮槽送往甲醇罐区,同时副产杂醇油及预塔轻馏分。
废水经气提塔处理达到排放标准排放。
本操作法规定了甲醇精馏岗位的生产任务,生产原理和工艺流程,正常生产操作方法和工艺指标,系统的开车与停车,异常情况及处理,安全技术要点及保安措施等内容。
本操作法适用于甲醇精馏岗位和总控岗位的工艺操作技术。
2 生产原理和工艺流程2.1 精馏原理甲醇精馏是根据在相同温度下,同一液体混合物中不同组分的挥发度不同,经多次部分气化和多次部分冷凝最后得到较纯的组分,实现混合物分离的操作过程。
如图:轻组分Y和重组分X混和液X f进入第一分离器,若将第一级溶液部分气化得到气相产品冷凝液,然后再将冷凝液在第二级分离器中部分气化,再经第二级冷凝器冷凝得溶液中的组分Y2必大于Y1,这种部分气化,这种部分气化部分冷凝的次数(即级数)越多,所得轻组分Y浓度越高,最后几乎可得到纯态的易挥发组分.同理,若将从各分离器所得溶液产品进行多次部分气化和分离,那么这种级数愈多,得到的溶液组分X浓度越高,最后可得到几乎纯态的难挥发组分。
就是根据这种原理,每一塔数相当一级分离器,经多次的部分气化和冷凝,会在预精馏塔中将粗甲醇中的轻组分从塔顶中除去,在加压塔和常压塔中,在塔顶得到较高纯度的精甲醇,常压塔底排出精馏残液。
我国甲醇残液现有处理方法的浅析我国的甲醇工业始于20世界50年代。
进入21世纪以来,甲醇应用领域的不断扩大和消费量的急剧增加,甲醇合成工业得到了前所未有的发展。
2005年国内甲醇产能还只有720万吨,而2008年已发展到了2200万吨,实际产量达1126万吨,表现消费量为1218万吨。
2009年全国新增甲醇装置18套,新增产能约为850万吨,而且各地还在筹建的甲醇产能高达4230万吨。
在甲醇生产过程中,甲醇精馏是很重要的一个环节。
甲醇精馏残液成为甲醇生产的主要废水之一。
而每生产一吨甲醇大260至400公斤残液,以2008年全年全国甲醇实际产量计算,一年产生残液达292.76至450.4万吨。
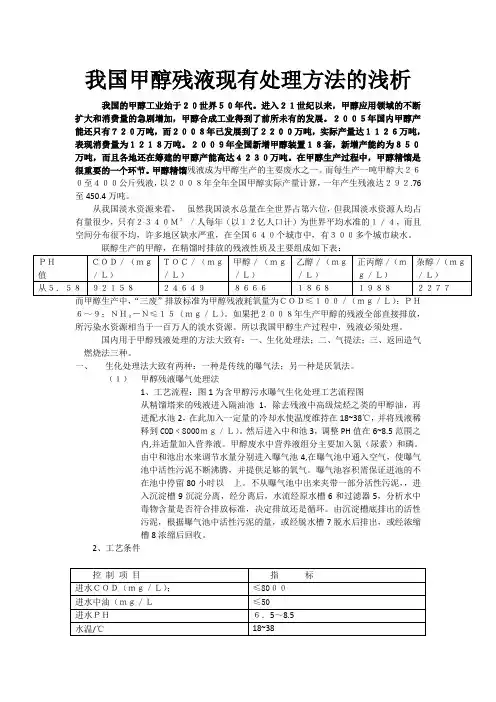
从我国淡水资源来看,虽然我国淡水总量在全世界占第六位,但我国淡水资源人均占有量很少,只有2340M3/人每年(以12亿人口计)为世界平均水准的1/4,而且空间分布很不均,许多地区缺水严重,在全国640个城市中,有300多个城市缺水。
而甲醇生产中,“三废”排放标准为甲醇残液耗氧量为COD≤100/(mg/L);PH6~9;NH3-N≤15(mg/L)。
如果把2008年生产甲醇的残液全部直接排放,所污染水资源相当于一百万人的淡水资源。
所以我国甲醇生产过程中,残液必须处理。
国内用于甲醇残液处理的方法大致有:一、生化处理法;二、气提法;三、返回造气燃烧法三种。
一、生化处理法大致有两种:一种是传统的曝气法;另一种是厌氧法。
(1)甲醇残液曝气处理法1、工艺流程:图1为含甲醇污水曝气生化处理工艺流程图从精馏塔来的残液进入隔油池1,除去残液中高级烷烃之类的甲醇油,再进配水池2,在此加入一定量的冷却水使温度维持在18~38℃,并将残液稀释到COD﹤8000mg/L)。
然后进入中和池3,调整PH值在6~8.5范围之内,并适量加入营养液。
甲醇废水中营养液组分主要加入氮(尿素)和磷。
由中和池出水来调节水量分别进入曝气池4,在曝气池中通入空气,使曝气池中活性污泥不断沸腾,并提供足够的氧气。
化工工程中精馏工艺的操作优化和技术改造3704031987****56273729301984****67153204821985****34763729281984****1255摘要:新甲醇系统于投入运行后,由于设计、操作等各种原因,生产一直不太稳定,不能在满负荷条件下运行,且精甲醇产品优级品率不高。
介绍了某公司新甲醇精馏系统开车后存在的问题,详细说明了针对这些问题所采取的技改措施。
改造后,整套精馏系统运行保持了均衡、稳定的态势,取得了可观的经济效益。
关键词:精馏;技术改造采用“一头三线”的生产模式,即以洁净煤气化为龙头,满足合成氨、合成甲醇以及化工装置生产的需要。
与其配套的200kt/a甲醇精馋系统是以大氮肥装置粗甲醇合成岗位所产的粗甲醇为原料,经三塔精憎制得精甲醇产品。
1改造前存在的问题新甲醇系统于投入运行后,由于设计、操作等各种原因,生产一直不太稳定,不能在满负荷条件下运行,且精甲醇产品优级品率不高。
(1)加压精偕塔和常压精僭塔压力不平衡、不匹配。
在原设计中,为了防止加压精僭塔在加减负荷以及高负荷运行时出现超压情况,设计了向汽提塔冷凝器串入部分甲醇蒸气以平衡压力。
但由于汽提塔冷凝器的换热面积很小,甲醇蒸气量大时会造成换热不均,给加压精儲塔和汽提塔的操作同时带来负面影响。
(2)预精偃塔萃取效率低、轻组分脱除不完全、产品水溶性容易波动。
原始设计的预精馏塔操作系统经生产验证是不成功的,主要表现在:预精馏塔回流槽加稀甲醇和加脱盐水冲突,不能够根据生产需要进行调节;预回流泵经常被抽空且泵岀口压力波动大,造成预精儲塔回流量不稳定,产品水溶性、高樣酸钾试验结果经常波动;预精僭塔回流未设流量表,蒸汽消耗及回流比等指标无法进行控制和量化管理。
(3)原设计中没有预精個塔直接向常压精憎塔进料的管线,容易出现开车过程中加压精馏塔塔顶的甲醇蒸气不易冷凝、常压精僭塔塔釜内的料液容易气化而造成闪蒸等问题,直接影响开车进度和甲醇的产品质量。
精馏残液处理及回用方案一、前言:公司原10万t/a设计方案——精馏残液进造气炉夹套,由于在实际运行中,残液对造气炉夹套有一定的腐蚀,所以拒绝回用,排入污水处理装置。
因为残液成份比较复杂,尤其是COD特高,给污水处理带来了较大的困难。
通过观察周边先进厂家的的四塔精馏以及久泰能源简易的残液处理办法;考察了徐州水处理做的两套残液回收装置;分析了山东大学李博士关于“甲醇精馏废水处理工艺技术和设计方案”;请教了陕西石油大学分离系专家诸雅志教授,加之本人数年来对现有生产工艺和精馏残液的认知,特申请提出“精馏残液处理及回用的适用方案”。
二、精馏残液的组成与特性本人通过数年实践和(08、9、09日)实验观察,对照山东大学实验结果以及徐州水处理研究所分析数据,精馏残液的组成与特性大致认定如下:残液:水∽97%甲醇+乙醇+杂醇油∽2%不融固体悬浮物∽0.05%蜡油∽0.08%其它杂质:少许有刺鼻性异味分析:PH值:6.4—6.8(显酸性)COD ∽15000mg/L(有机物含量高)三、需处理水数量精馏残液3—4m3/h四、处理原理1、利用水、甲醇、乙醇、杂醇油和高碳链蜡油等组分的沸点不同,在同等温度下的挥发度不同的原理,用蒸馏的方法把甲醇、乙醇、杂醇油分离开来。
2、利用水与石蜡油不能互融,密度也差异较大的物理性质,把石蜡油浮选出局。
3、利用砂过滤的方法把不容性固体悬浮物过滤掉。
五、工艺流程:精馏残液先送入废水储罐,然后,经泵加压进入预热器的管程,与壳程的蒸馏塔塔底排出液进行换热(常压塔塔底残液不经废水储罐直接进入预热器);预热后的液体从蒸馏塔的中部进入,在第一层填料间与塔底蒸发上来的气体进行热量和质量的交换,气体上升,液体下降;塔釜溶液经再沸器加热使轻组分(甲醇、乙醇、杂醇油)气化上升;从塔顶导出的轻组分气体进入冷凝器,冷凝下来的液体流至回流槽,回流槽液体部分作为回流液,经回流泵打入塔顶部,在第二层填料间与下部升上来的气体进行热、质交换,轻组分上升从塔顶导出,重组分下降,回流量的大小根据塔底温度、回流液的杂醇油含量进行调整;部分送入成品罐区杂醇油储槽,杂醇油含量约占15--30%。
甲醇精馏系统中常见问题处理新能凤凰能源有限公司一期360kt/a甲醇装置以煤为原料,采用华东理工大学自主开发的具有自主知识产权的对置式四喷嘴高压气化工艺制气,其精馏装置采用三塔精馏工艺。
根据近几年的运行情况,发生了多次精甲醇产品酸度高、碱度高等质量事故,现就存在的问题及改进情况进行总结。
1、工艺流程由甲醇合成膨胀槽来直接进料或由粗甲醇槽来的粗甲醇,经预塔进料泵加压后进入粗甲醇预热器,由蒸汽冷凝液加热后送入预精馏塔(简称预塔),经预塔一级冷凝器将大部分甲醇蒸气冷凝,然后送往预塔回流槽。
预塔塔底来的预后甲醇,经加压塔进料泵加压后由加压塔进料预热器预热后送至加压精馏塔(简称加压塔)。
加压塔塔顶甲醇蒸气进入常压精馏塔(简称常压塔)再沸器作为常压塔的塔底热源,甲醇蒸气本身被冷凝成液体后进入加压塔回流槽,一部分由加压塔回流泵加压后回流至加压塔塔顶,其余经精甲醇冷却器冷却后作为产品送入精甲醇贮槽。
由加压塔塔底排出的甲醇溶液减压后送至常压塔,常压塔塔顶排出的甲醇蒸气经常压塔冷凝器冷却后,气液混合物进入常压塔回流槽,甲醇液体经常压塔回流泵加压,一部分作为回流送入常压塔顶部,其余作为产品送往精甲醇计量槽。
2、精甲醇产品酸度高2.1预塔不凝气温度的控制预塔不凝气温度的控制在三塔精馏流程中尤为关键,预塔的主要作用是脱除二甲醚、甲醛、一甲胺、二甲胺、三甲胺、乙醛、甲酸甲酯等轻组分。
这些低沸点物质,在预精馏塔中以汽液两相互存,并且有些物质极易溶于水,与水形成较稳定的酸性溶液;有些物质在溶于水后会发生水解,如甲酸甲酯、乙酸乙酯在溶于水后生成甲酸、乙酸。
因此,不凝气温度的高低决定着轻组分脱除的效果,进而影响到主精馏塔精甲醇的酸度。
在原始设计中,预塔不凝气温度应控制在≥38℃;而在实际运行中,发现在此温度下有些酸性物质难以脱除干净,如果不凝气温度过高,则粗甲醇的物料损失较大,且排出的不凝气易造成环境污染。
根据甲醇工艺运行的经验,预塔不凝气温度控制在40℃,既可保证轻组分杂质脱除干净,又可尽量减少甲醇蒸汽的损失。
甲醇精馏岗位操作规程(三塔精馏)操作规程一:岗位任务1:通过脱醚塔除去粗醇中的轻组分(即低沸点物质)。
2:通过加压精馏塔取出部份精甲醇。
3:通过常压精馏塔取出精甲醇并分出残液。
4:把合格的精甲醇产品送往成品库,把不合格的精甲醇送回粗醇贮槽或者地下槽。
二:精馏原理把液体混合物经过多次部份气化和部份冷凝,使液体分离成相当纯的组分的操作称为精馏,连续精馏塔可以想象是由一个个简单蒸馏釜串联起来,由于原料液中组分的挥发度不同,每经过一个蒸馏釜蒸馏一次,蒸汽中轻组分的含量就提高一次,即 yn+1>yn>x (y 代表气相组成, x 代表液相组成),增加蒸馏釜的个数就可得到足够纯的轻组分,而塔釜中残液中所含轻组分的量会越来越少,接近于零。
将这些蒸馏釜叠加起来,在结构上加以简化即成为精馏塔。
随着精馏操作压力的提高,液体混合物的沸点相应提高,加压精馏塔顶甲醇的冷凝温度相应提高,利用加压精馏塔塔顶的较高温度的成品甲醇的冷凝热来作为常压精馏塔的再沸器热源,这样可以降低甲醇精馏的蒸汽消耗。
本工序就是利用脱醚塔、加压精馏塔、常压精馏塔分出粗醇中的轻组分物质和重组分物质而得到产品精甲醇。
三塔均采用垂直筛板塔,它比传统的浮阀塔板有更好的传质、传热性能。
三:工艺流程从粗醇工段送来的浓度为 90%摆布的粗甲醇到粗醇贮槽,经粗醇泵打到粗醇预热器,由蒸汽冷凝液提温至80℃摆布进入脱醚塔;脱醚塔下部的脱醚塔再沸器采用 0.5Mpa 饱和蒸汽间接加热液体粗醇,保持温度在80℃摆布,塔顶温度用回流液控制在70℃摆布,排气温度控制小于55℃,粗甲醇应加碱控制其 PH 值,以减少粗醇介质对设备的腐蚀,同时为了增加轻组分物质与甲醇的沸点差,应控制粗醇具有一定的浓度,普通控制预后比重在 0.84~0.87 之间。
从脱醚塔顶冷凝器冷凝下来的液体进脱醚塔回流槽,经脱醚塔回流泵再打入塔内作为回流。
从排气冷凝器冷凝下来的低沸点液体去杂醇油贮槽。
脱醚塔釜液挨次通过加压塔进料泵、预后粗醇预热器进入加压精馏塔,用 0.5MPa 蒸汽加热釜液,控制塔釜温度在130~132℃。
废弃甲醇处置方案1. 引言废弃甲醇指的是生产过程中无法使用或不再需要的甲醇。
由于甲醇是一种有毒有害的化学品,不当处理废弃甲醇可能对环境和人体造成严重污染和危害。
因此,制定有效的废弃甲醇处置方案至关重要。
本文将讨论几种常见的废弃甲醇处置方案,并评估其优缺点。
2. 方法一:废弃甲醇回收废弃甲醇回收是指通过合适的处理方法将废弃甲醇转化为可再利用的产品。
目前,常见的废弃甲醇回收方法主要有以下几种:2.1 蒸馏回收蒸馏回收是一种常用的废弃甲醇回收方法。
该方法通过加热废弃甲醇溶液,使其蒸发,然后将蒸汽冷凝成液体,从而得到纯净的甲醇。
蒸馏回收方法适用于废弃甲醇中杂质含量较低的情况,但对于含有高浓度杂质的废弃甲醇,效果可能不理想。
2.2 活性炭吸附活性炭吸附是另一种常用的废弃甲醇回收方法。
该方法通过将废弃甲醇通入装有活性炭的吸附剂层,活性炭会吸附甲醇并去除其中的杂质。
然后,通过加热活性炭,使吸附的甲醇蒸发,最终得到纯净的甲醇。
活性炭吸附适用于各种浓度的废弃甲醇,但需要定期更换和处理活性炭。
2.3 化学反应转化化学反应转化是一种将废弃甲醇转化为其他有用化合物的方法。
例如,废弃甲醇可以与其他化学品反应生成酯类、醚类等有机化合物。
这些有机化合物可以用于生产其他产品或作为化工原料。
化学反应转化方法适用于废弃甲醇中含有大量杂质的情况,但需要进行严格的控制和条件优化。
3. 方法二:废弃甲醇焚烧废弃甲醇焚烧是一种通过高温将废弃甲醇分解为无害物质的方法。
该方法适用于废弃甲醇中含有无法回收或处理的有毒物质的情况。
然而,废弃甲醇焚烧需要高温设备和严格控制条件,同时产生大量的二氧化碳和其他有害气体,对环境造成一定影响。
4. 方法三:废弃甲醇处理装置废弃甲醇处理装置是专门用于处理废弃甲醇的设备。
该装置通常包括废液储存罐、废液过滤装置、废气处理装置等。
通过适当的处理和净化,废弃甲醇可以安全无害地排放或回收利用。
废弃甲醇处理装置通常适用于大规模甲醇生产企业或化工厂。
粗甲醇精馏过程主要工艺指标的控制济南化肥厂年产7万t合成氨,4万t甲醇;自1995年联醇建成投产以来,甲醇产品全部达到国标优级品,在甲醇触媒使用初、中期,精甲醇质量甚至可维持在分析纯的标准上,这一切与粗甲醇粗馏的生产控制是分不开的。
多年的生产实践证明,严格控制粗甲醇精馏过程中的主要工艺指标,是取得优质产品的关键。
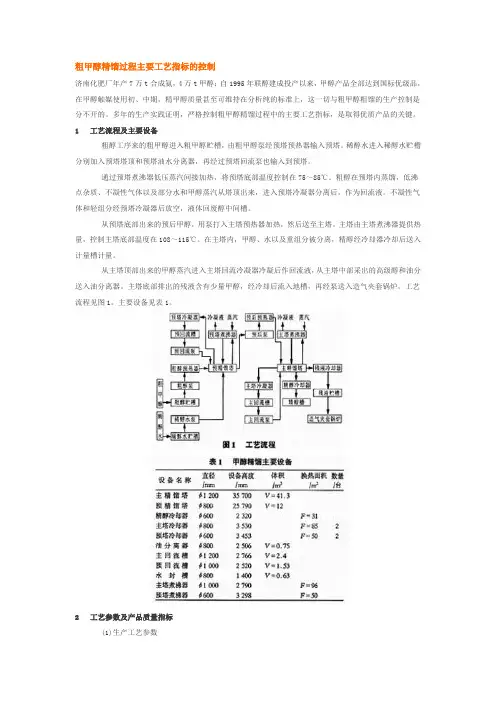
1 工艺流程及主要设备粗醇工序来的粗甲醇进入粗甲醇贮槽,由粗甲醇泵经预塔预热器输入预塔。
稀醇水进入稀醇水贮槽分别加入预塔塔顶和预塔油水分离器,再经过预塔回流泵也输入到预塔。
通过预塔煮沸器低压蒸汽间接加热,将预塔底部温度控制在75~85℃。
粗醇在预塔内蒸馏,低沸点杂质、不凝性气体以及部分水和甲醇蒸汽从塔顶出来,进入预塔冷凝器分离后,作为回流液。
不凝性气体和轻组分经预塔冷凝器后放空,液体回废醇中间槽。
从预塔底部出来的预后甲醇,用泵打入主塔预热器加热,然后送至主塔。
主塔由主塔煮沸器提供热量,控制主塔底部温度在108~115℃。
在主塔内,甲醇、水以及重组分被分离,精醇经冷却器冷却后送入计量槽计量。
从主塔顶部出来的甲醇蒸汽进入主塔回流冷凝器冷凝后作回流液,从主塔中部采出的高级醇和油分送入油分离器。
主塔底部排出的残液含有少量甲醇,经冷却后流入地槽,再经泵送入造气夹套锅炉。
工艺流程见图1。
主要设备见表1。
2 工艺参数及产品质量指标(1)生产工艺参数①预塔:塔顶温度60~80℃,入料温度55~65℃,塔底温度75~85℃,回流液温度50~60℃,回流比(回/入)0.8~1.0,预后比重0.84~0.87,预后甲醇pH值7~9。
②主塔:塔底温度108~115℃,塔顶温度60~68℃,回流液温度50~60℃,入料温度:85~95℃,36板温度70~78℃,回流比2.0~2.5,残液比重0.996。
(2)产品质量指标见表2。
3 主要工艺参数的控制(1)预塔放空温度应严格控制在30~55℃。
这是因为粗醇中含有较多的醚类杂质,沸点较低,化学性质不活泼,放空温度低于30℃时,杂质得不到充分放空,影响精馏效果。
附件2环境保护技术文件煤制甲醇行业污染防治可行技术指南Guideline on Available Technologies of Pollution Prevention and Control forCoal To Methanol Industry(征求意见稿)环境保护部前言为贯彻执行《中华人民共和国环境保护法》,防治环境污染,完善环保技术工作体系,制定本指南。
本指南以当前技术发展和应用状况为依据,可作为煤制甲醇行业污染防治工作的参考技术资料。
本指南由环境保护部科技标准司组织制订。
本指南起草单位:清华大学。
本指南由环境保护部解释。
1.总则1.1适用范围本指南适用于具有煤直接制甲醇工艺、焦炉气制甲醇工艺或者氨醇联产制甲醇工艺的煤制甲醇企业,其他具有相近工艺的企业可参照采用。
1.2术语和定义1.2.1煤直接气化制甲醇工艺以煤为原料直接气化生产甲醇的工艺。
1.2.2焦炉气制甲醇工艺以焦炉煤气为原料生产甲醇的工艺。
1.2.3联醇联产制甲醇工艺以煤为原料生产合成氨同时联合生产甲醇的工艺。
2.生产工艺及污染物排放2.1 生产工艺及产污环节煤制甲醇工艺分为煤直接气化制甲醇、焦炉气制甲醇、氨醇联产制甲醇三大类。
煤直接气化制甲醇又称单醇生产,其主要工艺流程依次为:煤气化、合成-气变换、脱硫脱碳净化(含硫回收)、甲醇合成、甲醇精馏等。
焦炉气制甲醇工艺以煤焦化产生的焦炉煤气为原料,经焦炉气压缩、脱硫净化、气体转化、甲醇合成、甲醇精馏等工艺环节生产甲醇。
氨醇联产制甲醇工艺是以合成氨生产中需要清除的CO、CO2及原料气中的H2为原料,合成甲醇。
其工艺流程主要包括造气、粗脱硫、变换、脱碳、精脱硫、甲醇合成、甲醇精馏等。
煤制甲醇各工序采用的技术不同,资源、能源利用效率和污染物排放差异较大,这种差异在煤气化工序表现得最为明显。
煤气化技术主要分为固定床、流化床、气流床三种,固定床煤直接气化制甲醇和氨醇联产是传统的煤制甲醇生产工艺;以水煤浆、粉煤气化为代表的气流床气化技术是新型的煤制甲醇生产工艺。
2020年03月精甲醇及MTO 级甲醇精馏工艺技术分析周鹏刚(兖矿国宏化工有限责任公司,山东济宁273512)摘要:精甲醇作为重要的有机化工原料,被广泛应用于化工、医药、轻工、纺织等领域,也是制备甲醛、醋酸、氯甲烷、甲氨、硫酸二甲脂等多种有机产品的主要原料。
近年来,为了响应国家节能降耗的号召,甲醇生产企业不断优化甲醇精馏工艺流程,不断改进精甲醇及MTO 级甲醇精馏工艺技术,降低了能源消耗,减少了投入成本,促进了企业健康可持续发展。
因此,文章针对双塔、三塔甲醇精馏工艺以及MTO 级甲醇精馏工艺流程展开论述。
关键词:精甲醇;MTO 级甲醇;精馏工艺目前,粗甲醇提纯技术主要以双塔以及三塔双效精馏工艺为主,过去,甲醇精馏工艺以锌铬作为催化剂,在30Mpa 的压力下精制甲醇。
工艺流程包括中和、脱醚、预精馏脱除轻组分等杂质、氧化净化、主精馏脱水和重组分,最后得到精甲醇。
其中粗甲醇中的杂质组分包括醇、醚、酯、胺等40多种,重组分约占甲醇总质量的4%-5%,而轻组分约占甲醇总质量的1%,利用精馏工艺能够将杂质组分有效分离。
与此同时,精甲醇的精馏工艺也为MTO (甲醇制烯烃)产业提供了重要的技术支持。
1双塔精馏工艺流程双塔精馏工艺采用的装置包括预精馏塔以及精馏塔,主要工艺流程是:将粗甲醇注入粗醇贮槽当中,由粗甲醇泵提压并经流量计控制送入粗甲醇预热器,预热温度控制在60—90℃之间,然后经过粗甲醇过滤器对其进行过滤,从预精馏塔的进料口进入到预精馏当中,同时,利用5%—8%的NaOH 溶液从碱液扬液器由转子流量计计量后加入粗醇预热器前充分混合,而冷凝水从冷凝水泵送入预精馏塔液受槽当中作为萃取剂。
预精馏塔底部的再沸器对粗甲醇物料进行间接加热,直至物料气化[1]。
当预精馏塔顶部释放出来的甲醇蒸汽混合物在冷凝器的冷凝作用下,其中一部分冷凝为液体进入到预精馏塔液受槽,并与受槽内的冷凝水相混合,上部轻馏分油不定期排至分油罐,下部的液体经回流泵提压后作为回流液,其余未被冷凝的醚类等低沸点气体经过液封槽水封、放空管、阻火器排入大气当中,最后在主精馏塔的上部出口处采出精甲醇,而塔底的残液则由薄膜调节阀控制排放,传送至甲醇残液罐当中,并结合相关的环保标准对废液进行统一处理。
降低精醇残液中COD含量的技术总结吴培;王玉磊;张本峰;梁斐;曹真真【期刊名称】《小氮肥》【年(卷),期】2015(043)002【总页数】2页(P15-16)【作者】吴培;王玉磊;张本峰;梁斐;曹真真【作者单位】河南心连心化肥有限公司河南新乡453731;河南心连心化肥有限公司河南新乡453731;河南心连心化肥有限公司河南新乡453731;河南心连心化肥有限公司河南新乡453731;河南心连心化肥有限公司河南新乡453731【正文语种】中文河南心连心化肥有限公司甲醇精馏采用三塔双效精馏流程,甲醇精馏塔釜排出的废液(残液)经残液泵送至污水终端进行生化处理。
残液的主要成分为95%(质量分数)以上的水和其他有机物,其中的有机成分为终端细菌的营养成分。
评判残液中有机物的含量用COD表示,COD含量过高将造成细菌“消化不良”,严重时会导致细菌死亡,存在环保隐患。
为掌握残液中COD含量情况,进行了生产状况调查,污水终端分析人员在残液外送管线的排污口处取样分析,每班分析1次,对2011年和2012年的残液中COD情况进行统计,2011年和2012年残液中COD月平均质量浓度对比数据如表1所示。
由表1数据分析可以得出,2011年残液中COD平均质量浓度为3900mg/L,2012年残液中COD平均质量浓度为7100mg/L,即2012年残液中COD平均质量分数明显高于2011年。
2.1蒸汽压力波动蒸汽压力波动会引起甲醇精馏生产系统操作不稳定,由于甲醇装置的精醇系统波动会引起残液中COD含量升高。
通过查询微机记录得知,造气炉下灰时,蒸汽压力会由0.26MPa瞬间升至0.33MPa(超压),约30min后降至约0.26MPa,期间工况极不稳定,易出现COD含量升高的情况。
此种情况属于外部不可控因素,且2011年与2012年的情况相似,因此,为非主要因素。
2.2 系统内有机杂质成分聚集因粗甲醇中含有部分有机杂质成分,如烷烃、羧酸、高级醇等。
甲醇精馏工艺流程来自合成的粗甲醇含量81%、水17%及其它成分。
经流量计FIQ40504流量为21.8m3/h。
(FIQ40504量程为16.5-26m3/h)进入粗甲醇缓冲槽F40501。
F40501的液位由LICA40501控制的调压阀控制。
超出的粗甲醇经ME40541送入粗甲醇贮槽。
流量不足是由粗甲醇泵经过ME40539打入NE40502。
ME40502的流量有FIL40505控制的调压阀调解,进入粗甲醇预热器C40510与加压塔塔顶出来的精甲醇换热后达到65℃进入预精馏塔。
为了中和粗甲醇中的有机酸。
从配碱槽用锅炉水配制5%的氢氧化钠溶液,经碱液槽用碱液泵打入ME40503和粗甲醇混合进入预精馏塔。
塔顶温度控制75℃,压力不超过0.05MPa。
塔顶气体经MEG40501进入预塔顶冷凝器C40502、C40503冷却到45℃,进入预塔回流槽,经预塔回流泵,打入预精馏塔作会流。
回流量的大小由粗甲醇回流槽液位LICA的调节阀控制。
冷凝器的不凝气进入MEG40503。
预精馏塔的塔釜温度控制在80℃。
预塔的热量由低压蒸汽加温的再沸器供给。
热气量由塔底温度计TIC40507的调节阀调解。
重组分主要是甲醇和水的混合物,经预后泵通过ME40506进入加压塔进行精馏。
ME40508的流量由预塔塔釜液位LICA40503和ME40506上的调压阀控制。
加压塔塔顶温度为122℃,压力为0.56MPa进入加压塔回流槽。
一部分经加压塔回流泵打入加压塔作回流回流液的量有ME40518上的流量计FIC40512控制的调压阀控制。
另一部分去粗甲醇预热器C40510与进塔的精甲醇换热。
温度降至50℃,在经过精甲醇冷却器降温至40℃。
精甲醇的采出量由F40502上的液位计控制的ME40523上的调压阀控制。
降温至40℃的精甲醇由ME40527进入精甲醇中间槽。
E40502塔釜的热量有低压蒸汽供给,低压蒸汽流量由塔釜温度计TIC40510控制的LS40501上的调压阀控制。