钢结构焊接质量评定表
- 格式:doc
- 大小:47.00 KB
- 文档页数:1
SG—T059
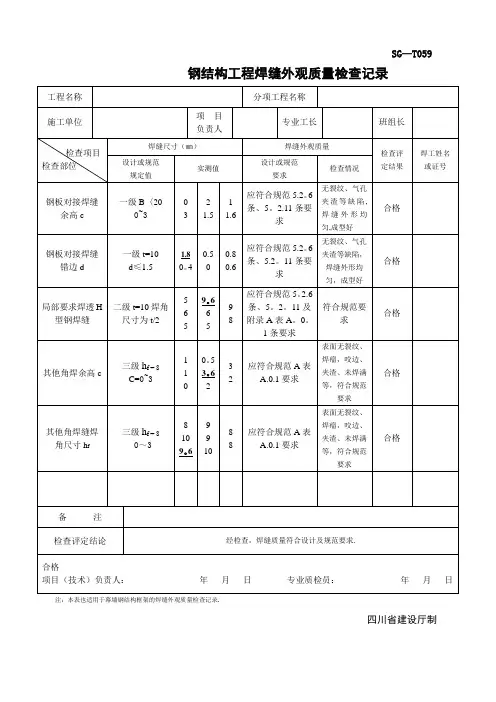
钢结构工程焊缝外观质量检查记录
注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录.
四川省建设厅制
SG—T059填写说明
一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊缝质量检查
记录。
幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。
二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表.
三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊缝检查记录。
四、焊缝的外形尺寸和表面质量应按规范第5。
2.6条和附表A表A。
0.1、表A。
0。
2、表A。
0.3等规定进行控制.
五、一、二级焊缝的内部质量检测,应在焊缝尺寸和外观质量检查合格后进行。
六、碳素钢应在焊缝冷却到环境温度,低合金结构应在完成焊接24h后进行探伤检验。
七、焊工姓名或证号,可填姓名,也可只填焊工合格证书的编号。
八、焊缝尺寸检查用焊缝量规。
九、一般项目其检查结果应有80%及以上的检查(值)符合规范要求,且最大值不应超过其允
许差值的1.2倍,方可判定合格。
十、本表一式两份,施工单位、建设单位各存一份。
钢结构工程检验批质量验收记录表旁站监理方案本文介绍了钢结构零部件加工工程的检验批质量验收记录表,以及钢构件组装工程检验批质量验收记录表。
其中,钢结构天桥和吊车梁(桁架)是本文中需要进行验收的两个部位。
钢结构零部件加工工程检验批质量验收记录表中,需要检验的内容包括材料品种、规格、钢材复验、切面质量、矫正和成型、边缘加工和制孔等方面。
具体的验收标准和规定在表格中有详细说明。
钢构件组装工程检验批质量验收记录表中,需要检验的内容包括焊接H型钢接缝、焊接H型钢精度、焊接组装精度、顶紧接触面、轴线交点错位、焊缝坡口精度、铣平面保护和外形尺寸等方面。
同样,具体的验收标准和规定在表格中有详细说明。
在进行验收时,需要由专业工长(施工员)进行检查评定,并由施工单位进行检查评定记录。
如果符合验收标准和规定,则为合格,否则为不合格。
最后,本文提供了监理(建设)单位验收结论的空白表格,需要由专业监理工程师进行填写,并由建设单位项目专业技术负责人进行签字确认。
总之,本文提供了一份完整的钢结构零部件加工工程和钢构件组装工程的验收记录表格,有助于确保工程质量的合格性。
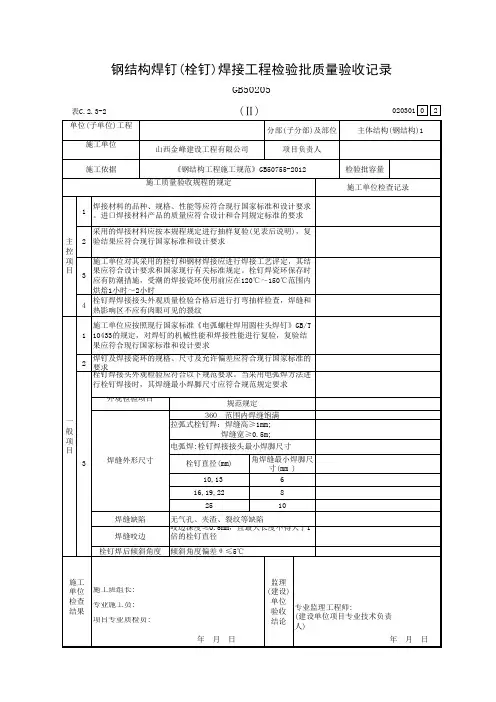
项目经理XXX加强分包项目经理施工执行标准名称及编号为《钢结构工程施工质量验收规范》(GB-2001)。
其中,多层板叠螺栓孔第9.2.1条规定施工单位检查评定记录监理(建设)单位验收记录通过率应达标。
经检查,主控项目符合要求,一般项目抽样检查均符合设计及规范要求。
针对涂料性能第4.9.1条,涂装基层验收、涂层厚度、涂料质量、表面质量、附着力测试、标志等方面的验收,施工单位检查评定记录应符合设计标准要求。
经检验,涂层符合要求,无结皮、结块、误涂、漏涂,标志清晰。
施工班组长表示主控项目检验合格,一般项目抽样检验符合设计及规范要求。
针对钢结构防火涂料涂装工程的验收,施工单位检查评定记录应符合《钢结构工程施工质量验收规范》(GB-2001)的规定。
涂层表面质量的验收应符合第14.3.6条。
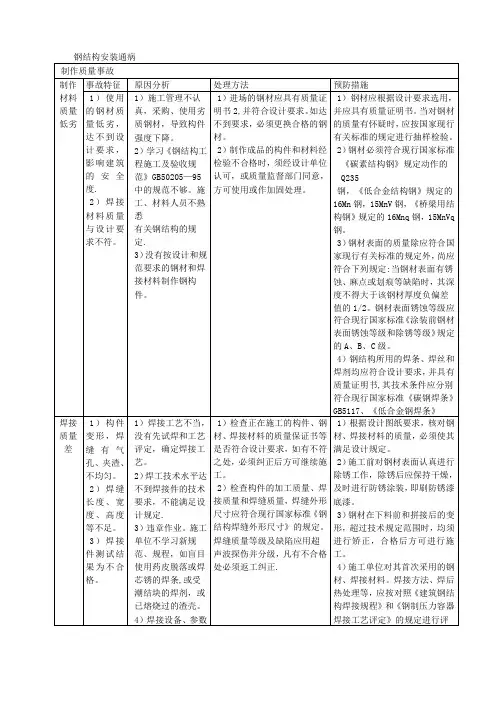
钢结构安装通病制作质量事故制作材料质量低劣事故特征原因分析处理方法预防措施1)使用的钢材质量低劣,达不到设计要求,影响建筑的安全度.2)焊接材料质量与设计要求不符。
1)施工管理不认真,采购、使用劣质钢材,导致构件强度下降。
2)学习《钢结构工程施工及验收规范》GB50205—95中的规范不够。
施工、材料人员不熟悉有关钢结构的规定.3)没有按设计和规范要求的钢材和焊接材料制作钢构件。
1)进场的钢材应具有质量证明书2,并符合设计要求。
如达不到要求,必须更换合格的钢材。
2)制作成品的构件和材料经检验不合格时,须经设计单位认可,或质量监督部门同意,方可使用或作加固处理。
1)钢材应根据设计要求选用,并应具有质量证明书。
当对钢材的质量有怀疑时,应按国家现行有关标准的规定进行抽样检验。
2)钢材必须符合现行国家标准《碳素结构钢》规定动作的Q235钢,《低合金结构钢》规定的16Mn钢,15MnV钢,《桥梁用结构钢》规定的16Mnq钢,15MnVq钢。
3)钢材表面的质量除应符合国家现行有关标准的规定外,尚应符合下列规定:当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度负偏差值的1/2。
钢材表面锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》规定的A、B、C级。
4)钢结构所用的焊条、焊丝和焊剂均应符合设计要求,并具有质量证明书,其技术条件应分别符合现行国家标准《碳钢焊条》GB5117、《低合金钢焊条》焊接质量差1)构件变形,焊缝有气孔、夹渣、不均匀。
2)焊缝长度、宽度、高度等不足。
3)焊接件测试结果为不合格。
1)焊接工艺不当,没有先试焊和工艺评定,确定焊接工艺。
2)焊工技术水平达不到焊接件的技术要求,不能满足设计规定.3)违章作业。
施工单位不学习新规范、规程,如盲目使用药皮脱落或焊芯锈的焊条,或受潮结块的焊剂,或已熔烧过的渣壳。
4)焊接设备、参数1)检查正在施工的构件、钢材、焊接材料的质量保证书等是否符合设计要求,如有不符之处,必须纠正后方可继续施工。
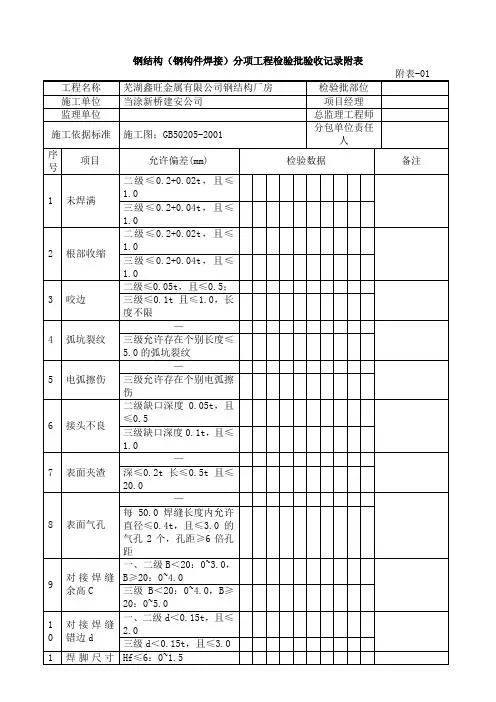
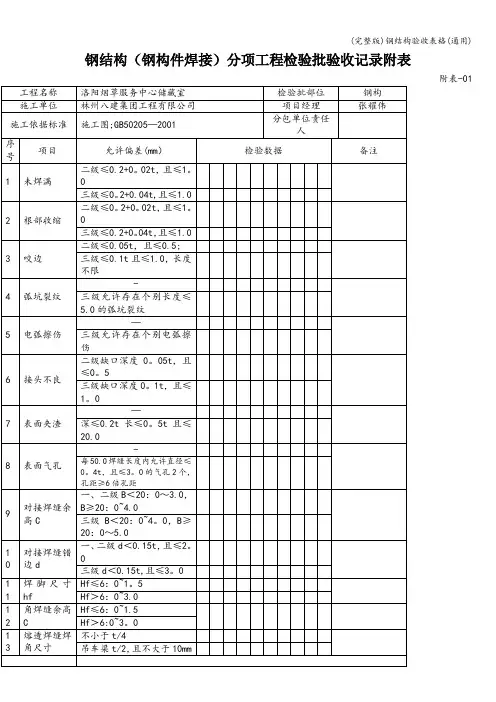
钢结构(钢构件焊接)分项工程检验批验收记录附表
钢结构(
高强度螺栓连接
普通紧固件连接
)分项工程检验批验收记录附表
钢结构(零件及部件加工)分项工程检验批验收记录附表(一)
钢结构(零件及部件加工)分项工程检验批验收记录附表(二)
钢结构(零件及部件加工)分项工程检验批验收记录附表(二)
钢结构(构件组装)分项工程检验批验收记录附表(一)
钢结构(构件组装)分项工程检验批验收记录附表(二)
钢结构(构件组装)分项工程检验批验收记录附表(三)
钢结构(构件组装)分项工程检验批验收记录附表(四)
钢结构(构件组装)分项工程检验批验收记录附表(五)
钢结构(构件组装)分项工程检验批验收记录附表(六)
钢结构(构件组装)分项工程检验批验收记录附表(七)
钢结构(预拼装)分项工程检验批质量验收记录附表
钢结构(单层结构安装)分项工程检验批质量验收记录附表(一)
钢结构(单层结构安装)分项工程检验批质量验收记录附表(二)
钢结构(单层构件安装)分项工程检验批质量验收记录附表(三)
钢结构(多层及高层结构安装)分项工程检验批质量验收记录附表(一)
钢结构(
防火涂料涂装
防腐涂料涂装
)分项工程检验批质量验收记录。
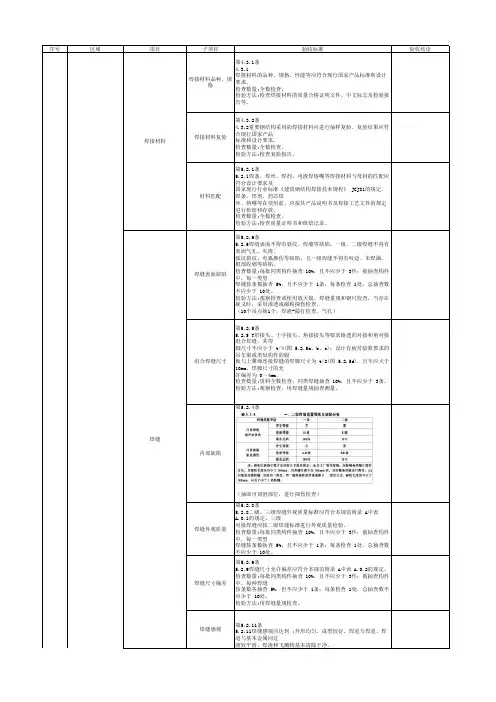
序号区域项目子项目验收标准验收结论焊接材料品种、规格第4.3.1条4.3.1焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。
焊接材料复验第4.3.2条4.3.2重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
材料匹配第5.2.1条5.2.1焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料与母材的匹配应符合设计要求及国家现行行业标准《建筑钢结构焊接技术规程》 JGJ81的规定。
焊条、焊剂、药芯焊丝、熔嘴等在使用前,应按其产品说明书及焊接工艺文件的规定进行烘焙和存放。
检查数量:全数检查。
检验方法:检查质量证明书和烘焙记录。
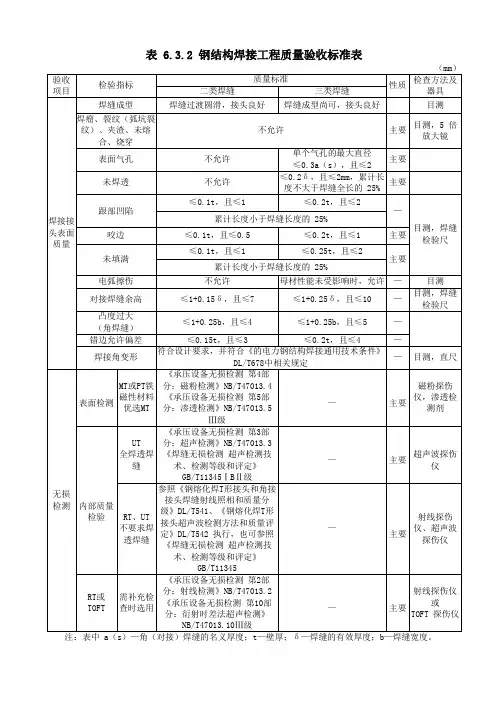
焊缝表面缺陷第5.2.6条5.2.6焊缝表面不得有裂纹、焊瘤等缺陷。
一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
检查数量:每批同类构件抽查 10%,且不应少于 3件;被抽查构件中,每一类型焊缝按条数抽查 5%,且不应少于 1条;每条检查 1处,总抽查数不应少于 10处。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
(10个吊点抽1个,焊渣-敲打检查、气孔)组合焊缝尺寸第5.2.5条5.2.5 T形接头、十字接头、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不应小于 t/4(图 5.2.5a、b、c);设计有疲劳验算要求的吊车梁或类似构件的腹板与上翼缘连接焊缝的焊脚尺寸为 t/2(图 5.2.5d),且不应大于10mm。
焊脚尺寸的允许偏差为 0~4mm。
检查数量:资料全数检查;同类焊缝抽查 10%,且不应少于 3条。
检验方法:观察检查,用焊缝量规抽查测量。
内部缺陷第5.2.4条(抽取可切割部位,进行探伤检查)焊缝外观质量第5.2.8条5.2.8二级、三级焊缝外观质量标准应符合本规范附录 A中表A.0.1的规定。
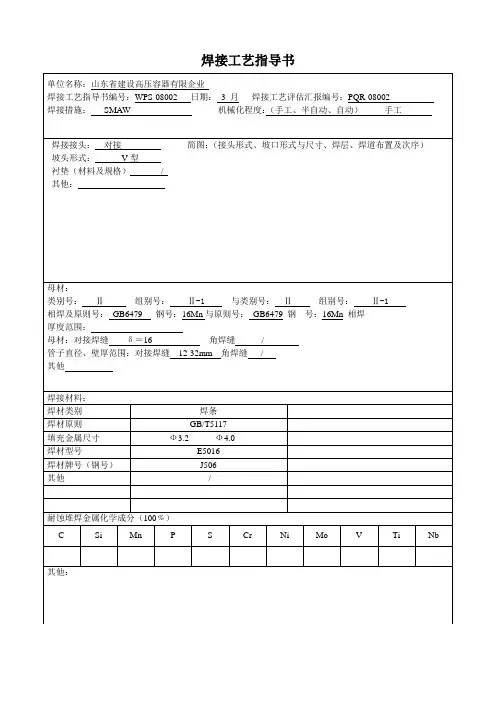
建筑钢结构焊接工艺评定报告编号编制(签名)焊接责任技术人员(签名)批准(签名)单位×××日期年月日表1焊接工艺评定报告目录表2 焊接工艺评定报告表3 焊接工艺评定指导书共 6 页第 4页工程名称指导书编号GB50661-2011母材钢号Q345B规格14 供货状态热轧生产厂安钢焊接材料生产厂牌号类型烘干制度(℃×h)备注焊丝自贡大西洋CHW-S2F4A2—H08MnA焊丝天津金桥JQ。
MG70S-6ER50—6焊剂或气体天津金桥JQ。
SJ101F4A2-H08MnA焊接方法CO2气体保护焊、埋弧焊焊接位置平焊焊接设备型号NBC-500ⅡaLHT电源及极性直流反接预热温度(℃)/ 层间温度(℃)/ 后热温度(℃)及时间(min)/ 焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数道次焊接方法焊条或焊丝焊剂或保护气保护气流量(l/min)电流(A)电压(V)焊接速度(cm/min)热输入(kj/cm)备注牌号φ(mm)CO2气保焊JQ.MG70S—6Ф1.2 CO220-50180—28025—3825—45 15—35 埋弧自动焊CHW—S2Ф4。
0450-70024-40 25-65 14-45技术措施焊前清理坡口面及两边20mm范围内清洁干净,打磨出尽是光泽层间清理坡口面及两边20mm范围内清洁干净,打磨出尽是光泽背面清根用气刨清除根部焊接缺陷,并把焊缝两边20mm范围内打磨出金属光泽其他:表4 焊接工艺评定记录表共 6页第 5页工程名称焊接工艺评定指导书编号GB50661—2011焊接方法CO2气体保护焊、埋弧自动焊焊接位置平焊设备型号NBC-500 电源及极性直流反接母材钢号Q345B 类别对接生产厂安钢母材规格14mm 供货状态热轧接头尺寸及施焊道次顺序焊接材料焊丝牌号CHW-S2类型Ф4.0生产厂自贡大西洋批号16—32002 焊丝牌号JQ。
MG70S—6规格(mm)Ф1.2生产厂天津金桥批号05195526焊剂或气体牌号JQ.SJ101规格(mm)10-60目生产厂天津金桥烘干温度(℃)250 时间(min)120施焊工艺参数记录道次焊接方法焊条(丝)直径(mm)保护气体流量(l/ min)电流(A)电压(V)焊接速度(cm/min)热输入(kj/cm)备注CO2气保焊Ф1。
钢结构(钢构件焊接)分项工程检验批验收记录附表附表-01普通紧固件连接)分项工程检验批验收记录附表钢结构(高强度螺栓连接附表-02钢结构(零件及部件加工)分项工程检验批验收记录附表(一)附表-03钢结构(零件及部件加工)分项工程检验批验收记录附表(二)附表-04钢结构(零件及部件加工)分项工程检验批验收记录附表(二)附表-05附表—06附表—07钢结构(构件组装)分项工程检验批验收记录附表(三)附表-08钢结构(构件组装)分项工程检验批验收记录附表(四)附表-09钢结构(构件组装)分项工程检验批验收记录附表(五)附表-10钢结构(构件组装)分项工程检验批验收记录附表(六)附表—11钢结构(构件组装)分项工程检验批验收记录附表(七)附表-12钢结构(预拼装)分项工程检验批质量验收记录附表附表-13附表—14附表-15钢结构(单层构件安装)分项工程检验批质量验收记录附表(三)附表—16附表—17附表-18钢结构(多层及高层结构安装)分项工程检验批质量验收记录附表(一)附表—19钢结构(多层及高层结构安装)分项工程检验批质量验收记录附表(二)附表—20钢结构(多层及高层结构安装)分项工程检验批质量验收记录附表(三)附表-21钢结构(多层及高层构件安装)分项工程检验批质量验收记录附表(四)附表—22钢结构(网架结构安装)分项工程检验批质量验收记录附表—23钢结构(压型金属板)分项工程检验批质量验收记录附表—24防腐涂料涂装)分项工程检验批质量验收记录钢结构(防火涂料涂装附表—25钢结构(钢构件焊接)分项工程检验批质量验收记录钢结构(普通紧固件连接)分项工程检验批质量验收记录钢结构(高强度螺栓连接)分项工程检验批质量验收记录钢结构(焊钉焊接)分项工程检验批质量验收记录钢结构(防火涂料涂装)分项工程检验批质量验收记录钢结构(多层及高层结构安装)分项工程检验批质量验收记录钢结构(单层结构安装)分项工程检验批质量验收记录钢结构(零件及部件加工)分项工程检验批质量验收记录钢结构(构件组装)分项工程检验批质量验收记录钢结构(预拼装)分项工程检验批质量验收记录。
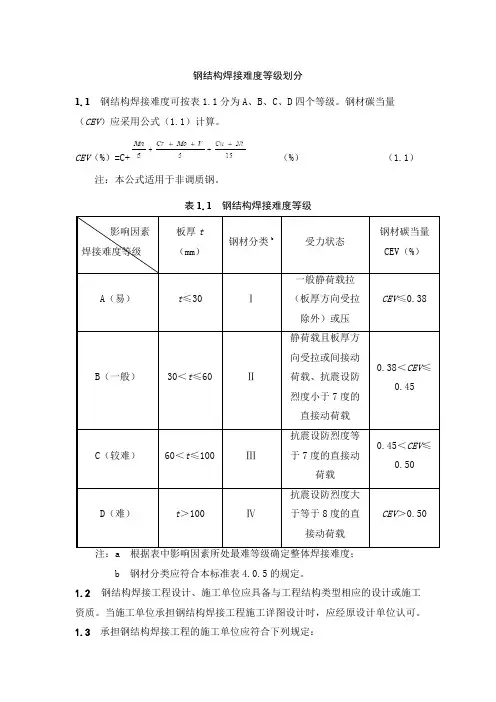
钢结构焊接难度等级划分1.1钢结构焊接难度可按表1.1分为A、B、C、D四个等级。
钢材碳当量(CEV)应采用公式(1.1)计算。
CEV(%)=C+(%)(1.1)注:本公式适用于非调质钢。
表1.1钢结构焊接难度等级b 钢材分类应符合本标准表4.0.5的规定。
1.2钢结构焊接工程设计、施工单位应具备与工程结构类型相应的设计或施工资质。
当施工单位承担钢结构焊接工程施工详图设计时,应经原设计单位认可。
1.3承担钢结构焊接工程的施工单位应符合下列规定:1具有相应的焊接质量管理体系和技术标准;2具有相应资格的焊接技术人员、焊接检验人员、无损检测人员、焊工、焊接热处理人员;3具有与所承担的焊接工程相适应的焊接设备、检验和试验设备;4检验仪器、仪表应经计量检定、校准合格且在有效期内;5对承担焊接难度等级为C级和D级的施工单位,应具有焊接工艺试验室。
1.4钢结构焊接工程相关人员的资格应符合下列规定:1焊接技术人员应接受过专门的焊接技术培训,且有一年以上焊接生产或施工实践经验;2焊接技术负责人除应满足本条1款规定外,还应具有中级以上技术职称或焊接工程师职业资格证书。
承担焊接难度等级为C级和D级焊接工程的施工单位,其焊接技术负责人应具有高级技术职称或焊接工程师职业资格证书;3焊接检验人员应接受过专门的技术培训,有一定的焊接实践经验和技术水平,并具有检验人员上岗资格证或焊接检验职业资格证书;4无损检测人员必须由专业机构考核合格,其资格证应在有效期内,并按考核合格项目及权限从事无损检测和审核工作。
承担焊接难度等级为C级和D 级焊接工程的无损检测审核人员应具备3级资格;5焊工应按所从事钢结构的钢材种类、焊接节点形式、焊接方法、焊接位置等要求进行技术资格考试,并取得相应的资格证书,其施焊范围不得超越资格证书的规定;6焊接热处理人员应具备相应的专业技术。
用电加热设备加热时,其操作人员应经过专业培训。
1.5钢结构焊接工程相关人员的职责应符合下列规定:1焊接技术人员负责组织进行焊接工艺评定,编制焊接工艺方案及技术措施和焊接作业指导书或焊接工艺卡,处理施工过程中的焊接技术问题;2焊接检验人员负责对焊接作业进行全过程的检查和控制,出具检查报告;3无损检测人员应按设计文件或相应规范规定的检测方法及标准,对受检部位进行检测,出具检测报告;4焊工应按照焊接工艺文件的要求施焊;5焊接热处理人员应按照热处理作业指导书及相应的操作规程进行作业。
焊缝外表质量〔观感〕检查记录表编号:0203-TFEN-HJ-0单位工程名称SO?吸收系统标准号分局部项名称吸收塔安装工程类别D-2钢材牌号Q235-B焊丝部件规格钢板T=6、T=22焊条(J422 )焊工代号LG499/LG4577焊缝总数381米焊口编号范围接头清理焊缝成型表露缺陷缺陷处理情况焊工签字检查日期3D01-01√//3D01-09√//3D01-12√//3D01-14√//3D01-16√//3D01-22√//检3D01-26√// 3D01-32√//查3D01-40√// 3D01-47√//记3D01-55√// 3D01-59√//录3D01-63√// 3D01-72√//3D01-82√//3D01-88√//以下空白自检确认意见:上述焊缝外表观感检查已完成,检焊缝外表无气孔、夹渣、裂纹、未熔合,外表施工作业单位复查意见:经复查上述焊缝外表质量符合焊接质量验收及评价规程中表要求查质量符合要求。
结论班〔组长〕长:年月日二级质检员:注:本表仅作为外表质量观感检查用,“接头已清理〞和“焊缝成型〞符合要求时,以“表露缺陷,应标注具体的焊口编号:缺陷及处理情况应据实填写.年月日√〞表示:如有焊接工程外观质量测量检查记录表 编号:0203-TFEN-HJ-0单位工程名称 SO?吸收系统 标准号分局部项名称吸收塔安装工程类别 D-2 检查焊口编号 0203-JL-TFEN-MT-01接头数量381米类 检查测量检 验 项 目焊缝 焊缝 焊缝宽 焊脚检查别焊口编号错边角变形表露缺陷成型 余高窄差咬边结论尺寸3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格3D01-16 优良 / 无 无 合格3D01-22 优良 / 无 无 合格3D01-26 优良 / 无 无 合格抽 3D01-32优良/ 无 无 合格3D01-40 优良/ 无无 合格样3D01-47 优良/ 无无 合格测3D01-55 优良/ 无无 合格量3D01-59 优良/ 无无 合格检3D01-63 优良 / 无无 合格查3D01-72 优良/ 无无 合格记3D01-82 优良/ 无无 合格录3D01-88优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16 优良数 16施工作业单位检查意见:经外观质量测量检查, 质量部门复查意见:经外观质量测量检查,上述上述16只焊口符合焊接质量验收及评价规程中16只焊口符合焊接质量验收及评价规程中表合格 检 表合格标准,评定为 合格焊口标准,评定为合格焊口验结论二级质检员: 年 月 日 三级质检员: 年 月 日焊接工程质量分批验收记录表编号:0203-HJ-01单位工程名称SO?吸收系统 标准号分项工程名称#3机组吸收塔安装工程类别 D-23D01-01、3D01-09、3D01-12、3D01-14、接头数量96本批焊口编号3D01-16、3D01-22、3D01-26、3D01-32、施工单位□3D01-40、3D01-47、3D01-55、3D01-59、〔或验收部位〕验收单位3D01-63、3D01-72、3D01-82、3D01-88监理单位□无损检测结论光谱复查结论其他检测热处理记录外观质量文件资料情况检查结论MT 合格符合要求/ 记录齐全优良标准齐全类 检查测量检验工程检查 焊缝 焊缝 焊缝宽焊脚表露别焊口编号 错边结论成型 余高窄差咬边角变形尺寸缺陷3D01-01 优良 / 无 无 合格3D01-09 优良 / 无 无 合格3D01-12 优良 / 无 无 合格3D01-14 优良 / 无 无 合格表 3D01-16 优良 / 无 无 合格面 3D01-22 优良 / 无 无 合格质 3D01-26 优良 / 无 无 合格量 3D01-32 优良 / 无 无 合格验 3D01-40 优良 / 无 无 合格收 3D01-47 优良 / 无 无 合格抽 3D01-55 优良 / 无 无 合格查 3D01-59 优良 / 无 无 合格记 3D01-63 优良 / 无 无 合格录3D01-72 优良 / 无 无 合格3D01-82 优良 / 无 无 合格3D01-88 优良/无无合格以下空白抽样汇总 检验点数 16 合格数 16优良数 /验收 本批焊接工程质量验收组成员共 3人,有栗军担任本批验收组负责人, 负责抽查测量人员为聂立 记录 英、王国军按表检测,对这批焊缝 100%观感质量检查,试验结果及记录数量验收后按实际抽查事项 工程及抽查结果到达合格标准,验收意见:施工班组代表: 年 月 日 作业单位代表: 年 月 日 质量部门代表:年 月 日监理单位代表:年月日焊接分项工程综合质量验收评定表编号:0203-HJ-0单位工程名称SO?吸收系统验评施工单位□分项工程名称#3机组吸收塔安装监理单位□单位标准号建设单位□工程类别验收批数分批验收结论验收抽查数合格数优良数D-2实际数合格16/16以下空白评定工程总焊口数实检焊口数检验比例评定抽优良数评定结论〔个〕〔个〕〔%〕查数〔合格数〕观感检查96961001616优良质测量检查9616≥233优良量超声//////评射线//////定光谱961633优良记硬度//////录金相//////表MT96961001616优良PT//////以下空白综合本分项工程是#3机组吸收塔底板焊口共381米,分批验收施工单位的外观质量测量检查抽查了其质量中16只,均合格并到达优良标准;检查本分项工程的各项检查报告及规定的相关文件齐全,焊验收接工程质量分批验收资料齐全。
一.目的检测钢结构工程焊接质量。
指导检测人员按规程正确操作,确保检测结果科学、准确。
二.检测参数及执行标准1.检测参数钢结构外观质量、焊缝质量;2.执行标准GB50205-2001《钢结构工程施工质量验收规范》第4.3.4条的规定,第五章的规定(其中5.2.4条为强制性条文);GB50221-95《钢结构工程质量检验评定标准》2.2.6.条的规定;GB11345-95《钢焊缝手工超声波探伤方法和探伤结果分级》12、13条的规定;JB/T9218-1999《渗透探伤方法》。
三.适用范围适用于建筑工程的单层、多层、网架等轻型钢结构施工质量检验评定。
四.职责检测员必须执行国家标准,按照作业指导书操作,随时做好记录,编制检测报告,并对数据负责。
五.样本大小及抽检方法1.对工厂制作焊缝的超声探伤,应按每条焊缝计算百分比(一级焊缝100%,二级焊缝20%),且探伤长度应不小于200mm,对焊缝长度不足200mm时,应对整条焊缝进行探伤。
2.对结构现场安装焊缝的超声探伤,应按同一类型、同一施焊条件的焊缝条数计算百分比(一级焊缝100%,二级焊缝20%),探伤长度应不小于200mm,并应不少于1条焊缝。
3.对T型接头、角接接头和要求熔透的对接和角对接组合焊缝的外观检查数量:同类焊缝抽查10%,且不应少于3条。
4.对焊缝表面不得有裂纹、焊瘤等缺陷。
一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬边、未焊满等缺陷。
外观检查数量:每批同类构件抽查10%、且不应少于3件;被抽查构件中每一类型焊缝按条数抽查5%、且不应少于1条;每条检查1处,总抽查数不应少于10处。
5.拼装后焊接球、螺栓球及杆件的外观质量按节点数量抽查5%,但不应少于5个。
6.钢结构网架在自重及屋面工程完成后的挠度值:小跨度网架结构测量下弦中央一点,大中跨度网架结构测量下弦中央一点及各向下弦跨度四等分点处。
7.焊接球焊缝每一规格按数量抽查5%,且不应少于3个。
钢结构(钢构件焊接)分项工程检验批验收记录附表普通紧固件连接)分项工程检验批验收记录附表钢结构(高强度螺栓连接附表-02钢结构(零件及部件加工)分项工程检验批验收记录附表(二)钢结构(预拼装)分项工程检验批质量验收记录附表钢结构(多层及高层结构安装)分项工程检验批质量验收记录附表(三)钢结构(多层及高层构件安装)分项工程检验批质量验收记录附表(四)附表-22钢结构(网架结构安装)分项工程检验批质量验收记录附表-23钢结构(压型金属板)分项工程检验批质量验收记录附表-24防腐涂料涂装)分项工程检验批质量验收记录钢结构(防火涂料涂装附表-25钢结构(钢构件焊接)分项工程检验批质量验收记录钢结构(焊钉焊接)分项工程检验批质量验收记录钢结构(防火涂料涂装)分项工程检验批质量验收记录钢结构(多层及高层结构安装)分项工程检验批质量验收记录钢结构(单层结构安装)分项工程检验批质量验收记录钢结构(零件及部件加工)分项工程检验批质量验收记录钢结构(构件组装)分项工程检验批质量验收记录钢结构(预拼装)分项工程检验批质量验收记录钢结构(防腐涂料涂装)分项工程检验批质量验收记录钢结构(压型金属板)分项工程检验批质量验收记录施工现场质量管理检查记录开工日期:分部工程验收记录分项工程质量验收记录表10.9级摩擦型高强度螺栓施工扭矩值说明:1.高强度螺栓扭矩系数取K=0.13;2.初拧和复拧应在当天内完成;3.对于大型节点应分初拧、复拧和终拧,复拧扭矩等于初拧扭矩;4.扭矩的检查应在终拧1h以后、24小时以内完成。
扭矩检查时,应将螺母退回30°~50°,再拧至原位置测定扭矩,该扭矩与检查扭矩的偏差应在检查扭矩的±10%以内。
设计:校对:审核:施工技术交底单年月日工程材料/构配件/设备报审表高强度螺栓连接分项工程报验申请表工程名称:南陵县华欣塑料制品厂房2#.3#编号:工程开工/复工报审表(WH/TH/FGS-005)高强度螺栓施工记录。
钢结构(钢构件焊接)分项工程检验批质量验收记录
二.钢结构(焊钉焊接)分项工程检验批质量验收记录
三.钢结构(普通紧固件连接)分项工程检验批质量验收记录
四.钢结构(高强度螺栓连接)分项工程检验批质量验收记录
五.钢结构(零件及部件加工)分项工程检验批质量验收记录
监理工程师:
(建设单位项目技术人员): 年月曰六.钢结构(构件组装)分项工程检验批质量验收记录
论监理工程师:
(建设单位项目技术人员)年月日七.钢结构(预拼装)分项工程检验批质量验收记录
八.钢结构(单层结构安装)分项工程检验批质量验收记录
九.钢结构(多层结构安装)分项工程检验批质量验收记录
十.钢结构(网架结构安装)分项工程检验批质量验收记录
卜一钢结构(压型金属板)分项工程检验批质量验收记录
十二钢结构(防腐涂料涂装)分项工程检验批质量验收记录
十三钢结构(防火涂料涂装)分项工程检验批质量验收记录。