铸造结构设计1
- 格式:ppt
- 大小:930.50 KB
- 文档页数:18

铸件结构设计铸件圆角
铸件结构设计中的圆角设计是非常重要的,它不仅可以提高零件的美观性,还能够减少应力集中,延长零件的使用寿命。
在进行铸件结构设计时,圆角的设置需要考虑以下几个方面:
1. 强度和耐久性,圆角的设置可以降低零件的应力集中,减少裂纹和疲劳破坏的可能性,从而提高零件的强度和耐久性。
2. 成型性,在铸造过程中,尖角部分容易产生气孔和裂纹,而圆角可以减少这种可能性,提高铸件的成型质量。
3. 清理和润滑,具有圆角设计的铸件表面更容易清理和润滑,有利于零件的装配和维护。
4. 美观性,圆角设计可以使铸件外观更加圆润、美观,提升产品的整体形象。
在进行铸件圆角设计时,需要根据具体的零件形状、材料和工艺要求来确定圆角的尺寸和位置。
一般来说,圆角的半径大小应该根据零件的具体尺寸和使用要求进行合理的选择,既要考虑强度和
耐久性,又要考虑成型性和美观性。
此外,还需要注意圆角的过渡是否平滑,避免出现过渡不良的情况。
总的来说,铸件结构设计中的圆角设计是一个综合考虑强度、成型性、美观性等因素的重要环节,合理的圆角设计能够提高铸件的质量和性能,降低零件的失效风险,因此在实际设计中需要引起足够重视。
压铸件结构设计压铸件结构创新设计(经验)压铸件零件设计的注意事项⼀、压铸件的设计涉及四个⽅⾯的内容:a、即压⼒铸造对零件形状结构的要求;b、压铸件的⼯艺性能;c、压铸件的尺⼨精度及表⾯要求;d、压铸件分型⾯的确定;压铸件的零件设计是压铸⽣产技术中的重要部分,设计时必须考虑以下问题:模具分型⾯的选择、浇⼝的开设、顶杆位置的选择、铸件的收缩、铸件的尺⼨精度保证、铸件内部缺陷的防范、铸孔的有关要求、收缩变形的有关要求以及加⼯余量的⼤⼩等⽅⾯;⼆、压铸件的设计原则是:a、正确选择压铸件的材料,b、合理确定压铸件的尺⼨精度;c、尽量使壁厚分布均匀;d、各转⾓处增加⼯艺园⾓,避免尖⾓。
三、压铸件按使⽤要求可分为两⼤类,⼀类承受较⼤载荷的零件或有较⾼相对运动速度的零件,检查的项⽬有尺⼨、表⾯质量、化学成分、⼒学性能(抗拉强度、伸长率、硬度);另⼀类为其它零件,检查的项⽬有尺⼨、表⾯质量及化学成分。
在设计压铸件时,还应该注意零件应满⾜压铸的⼯艺要求。
压铸的⼯艺性从分型⾯的位置、顶⾯推杆的位置、铸孔的有关要求、收缩变形的有关要求以及加⼯余量的⼤⼩等⽅⾯考虑。
合理确定压铸⾯的分型⾯,不但能简化压铸型的结构,还能保证铸件的质量。
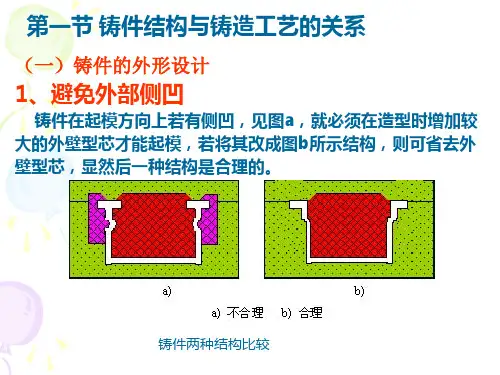
压铸件零件设计的要求⼀、压铸件的形状结构要求:a、消除内部侧凹;b、避免或减少抽芯部位;c、避免型芯交叉;合理的压铸件结构不仅能简化压铸型的结构,降低制造成本,同时也改善铸件质量,⼆、铸件设计的壁厚要求:压铸件壁厚度(通常称壁厚)是压铸⼯艺中⼀个具有特殊意义的因素,壁厚与整个⼯艺规范有着密切关系,如填充时间的计算、内浇⼝速度的选择、凝固时间的计算、模具温度梯度的分析、压⼒(最终⽐压)的作⽤、留模时间的长短、铸件顶出温度的⾼低及操作效率;a、零件壁厚偏厚会使压铸件的⼒学性能明显下降,薄壁铸件致密性好,相对提⾼了铸件强度及耐压性;b、铸件壁厚不能太薄,太薄会造成铝液填充不良,成型困难,使铝合⾦熔接不好,铸件表⾯易产⽣冷隔等缺陷,并给压铸⼯艺带来困难;压铸件随壁厚的增加,其内部⽓孔、缩孔等缺陷增加,故在保证铸件有⾜够强度和刚度的前提下,应尽量减⼩铸件壁厚并保持截⾯的厚薄均匀⼀致,为了避免缩松等缺陷,对铸件的厚壁处应减厚(减料),增加筋;对于⼤⾯积的平板类厚壁铸件,设置筋以减少铸件壁厚;根据压铸件的表⾯积,铝合⾦压铸件的合理壁厚如下:压铸件表⾯积/mm2 壁厚S/mm≤25 1.0~3.0>25~100 1.5~4.5>100~400 2.5~5.0>400 3.5~6.0三、铸件设计筋的要求:筋的作⽤是壁厚改薄后,⽤以提⾼零件的强度和刚性,防⽌减少铸件收缩变形,以及避免⼯件从模具内顶出时发⽣变形,填充时⽤以作⽤辅助回路(⾦属流动的通路),压铸件筋的厚度应⼩于所在壁的厚度,⼀般取该处的厚度的2/3~3/4;四、铸件设计的圆⾓要求:压铸件上凡是壁与壁的连接,不论直⾓、锐⾓或钝⾓、盲孔和凹槽的根部,都应设计成圆⾓,只有当预计确定为分型⾯的部位上,才不采⽤圆⾓连接,其余部位⼀般必须为圆⾓,圆⾓不宜过⼤或过⼩,过⼩压铸件易产⽣裂纹,过⼤易产⽣疏松缩孔,压铸件圆⾓⼀般取:1/2壁厚≤R≤壁厚;圆⾓的作⽤是有助于⾦属的流动,减少涡流或湍流;避免零件上因有圆⾓的存在⽽产⽣应⼒集中⽽导致开裂;当零件要进⾏电镀或涂覆时,圆⾓可获得均匀镀层,防⽌尖⾓处沉积;可以延长压铸模的使⽤寿命,不致因模具型腔尖⾓的存在⽽导致崩⾓或开裂;五、压铸件设计的铸造斜度要求:斜度作⽤是减少铸件与模具型腔的摩擦,容易取出铸件;保证铸件表⾯不拉伤;延长压铸模使⽤寿命,铝合⾦压铸件⼀般最⼩铸造斜度如下:铝合⾦压铸件最⼩的铸造斜度外表⾯内表⾯型芯孔(单边)1°1°30′2°铸件的结构⼯艺性铸件中的基础件都是箱体形结构,并增设了很多加强筋,致使铸件结构形状较为复杂。

压铸件结构设计规范压铸件是一种常见的金属制品,它具有成本低、生产效率高以及复杂形状和良好的表面质量等优点。
在压铸件的结构设计中,需要遵循一定的规范和要求,以确保产品的质量和性能。
以下是压铸件结构设计的一些常见规范:1.材料选择:在压铸件结构设计中,需要选择适合的材料,以确保产品的强度和耐用性。
常用的铸造材料包括铝合金、镁合金和锌合金等。
在选择材料时,需要考虑产品的功能要求、工作环境和制造工艺等因素。
2.壁厚设计:在压铸件的结构设计中,需要合理确定壁厚。
过薄的壁厚容易导致产品变形和脆性,而过厚的壁厚会增加产品的重量和生产成本。
一般来说,压铸件的壁厚应根据材料的强度、铸造工艺和表面质量要求等因素进行合理计算和选择。
3.强化设计:在压铸件结构设计中,需要考虑强化结构,以增加产品的刚性和耐用性。
常用的强化结构包括加强肋、加强筋和加强板等。
强化结构可以提高产品的抗拉强度和抗扭强度,减少变形和裂纹的产生。
4.浇注系统设计:在压铸件的结构设计中,需要合理设计浇注系统,以确保熔融金属能够均匀地充满模腔,并排除气体和杂质。
浇注系统设计包括喷嘴和浇口的位置、大小和形状等因素。
合理的浇注系统设计可以提高产品的充型性能和表面质量。
5.模具设计:在压铸件结构设计中,需要合理设计模具,以确保产品的精度和一致性。
模具设计包括型腔结构、型芯结构和冷却系统等。
合理的模具设计可以减少缺陷和变形的产生,提高产品的尺寸精度和表面质量。
综上所述,压铸件的结构设计需要遵循一定的规范和要求,以确保产品的质量和性能。
这些规范包括材料选择、壁厚设计、强化设计、浇注系统设计和模具设计等。
通过合理设计和优化,可以提高产品的制造效率、降低成本,并满足不同应用领域的需求。
铝浇铸结构设计铝浇铸结构设计是指利用铝合金材料进行铸造制造的结构设计。
铝合金具有重量轻、强度高、耐腐蚀等优良特性,因此广泛应用于汽车、航空航天、建筑等领域。
本文将从铝浇铸结构设计的原理、材料选择、工艺流程和应用案例等方面进行介绍。
一、铝浇铸结构设计的原理铝浇铸结构设计的原理是根据所需的结构形状和性能要求,通过铝合金的熔化、注入、冷却和固化等过程,将熔融的铝合金倒入模具中,经过凝固后得到所需的结构件。
在设计过程中,需要考虑结构的形状、尺寸、壁厚等因素,以及材料的性能和工艺的可行性。
二、材料选择在铝浇铸结构设计中,常用的铝合金材料包括铝硅合金、铝镁合金、铝锌合金等。
不同的合金具有不同的性能,应根据具体的应用需求选择合适的材料。
例如,铝硅合金具有良好的流动性和耐磨性,适用于制造复杂形状的结构件;铝镁合金具有较高的强度和硬度,适用于要求较高强度的结构件。
三、工艺流程铝浇铸结构设计的工艺流程包括模具设计、铝合金熔炼、注入模具、冷却固化和后处理等步骤。
模具设计需要考虑结构的形状和尺寸,以及冷却方式和浇注口的设置等因素。
铝合金熔炼需要控制合金的成分和温度,以确保铝合金的质量。
注入模具后,需要进行冷却固化,使铝合金在模具中凝固成型。
最后,还需要进行后处理,如去除毛刺、修整尺寸等。
四、应用案例铝浇铸结构设计在各个领域都有广泛的应用。
在汽车领域,铝合金结构件可以减轻车身重量,提高燃油经济性和行驶稳定性。
在航空航天领域,铝合金结构件可以减少飞机的自重,增加载荷能力和飞行速度。
在建筑领域,铝合金结构件可以提高建筑物的抗风能力和耐腐蚀性,延长使用寿命。
铝浇铸结构设计是利用铝合金材料进行铸造制造的结构设计。
通过合理选择材料、设计模具和控制工艺流程,可以制造出满足各种需求的铝合金结构件。
铝浇铸结构设计在汽车、航空航天、建筑等领域有着广泛的应用前景。
随着科技的不断进步,铝浇铸结构设计将进一步发展壮大,为各行各业提供更优质的产品和解决方案。