RT200剪折机床数控系统用户手册分析
- 格式:doc
- 大小:3.85 MB
- 文档页数:14
目录GSK980T数控车床GSK980T数控车床1第一章数控系统面板1 1.1数控系统面板1 1.2机床操作面板2第二章手动操作4 2.1手动返回机床参考点4 2.2手动返回程序起点4 2.3手动连续进给4 2.4快速进给5 2.5单步进给5 2.6手动换刀5 2.7主轴运转操作6 2.8主轴倍率修调6 2.9MDI运行6第三章程序编辑8 3.1进入程序编辑状态8 3.2建立新程序8 3.3打开已有的程序9 3.4编辑程序9第四章数据设置11 4.1设置刀补数据11 4.2设置G5011 4.3试切对刀12第五章自动运行操作14 5.1启动自动运转14 5.2停止自动运转14 5.3单段运行14第一章数控系统面板1.1数控系统面板按键功能按键功能复位键,用于解除报警、复位。
地址/数字键。
输入键,用于输入补偿量、MDI方式下的程序段指令。
从RS232接口输出文件启动。
在VNUC中无用。
存盘键,用于保存新程序。
转换键。
在VNUC中无用。
插入键,用于程序建立和编辑过程中的数据插入。
修改键,用于程序建立和编辑过程中的数据修改。
删除键,用于程序建立和编辑过程中的数据删除。
分号键,用于程序建立和编辑过程中的生成分号,并换行。
翻页键光标移动键,用于使光标上移或下移一个字。
位置键,用于使显示屏显示现在位置。
共有四页:相对、绝对、总和、位置/程序,通过翻页键转换。
程序键,用于显示程序和对其进行编辑。
共有三页:程序、MDI/模、目录/存储量,通过翻页键转换。
刀补键,用于显示和设定刀具偏置值,共两页,通过翻页键转换。
报警键,用于显示报警信息。
在VNUC中无用。
设置键,用于设置显示及加工轨迹图形。
在VNUC 中无用。
参数键,用于显示和设定参数。
在VNUC中无用。
诊断键,用于显示诊断信息和软件盘机床面板。
在VNUC中无用。
1.2机床操作面板按键功能按键功能编辑方式键自动方式键录入方式键机械回零键单步/手轮方式键手动方式键单程序段机床锁住辅助功能锁住空运行程序回零键单步/手轮移动量手轮轴选择坐标轴移动键主轴倍率快速进给倍率进给速度倍率/手动连续进给速度主轴正转键主轴停止键主轴反转键冷却液开关,在VNUC中无用。
CNC SeriesKND—1000T 车床用数控系统PLC使用说明书北京凯恩帝数控技术公司目录第一篇概述1概述…………………………………………………………………………………………1-1第二篇 CNC 参数1 CNC参数一览表………………………………………………………………………………1-142 CNC出厂标准参数表………………………………………………………………………1-15第三篇 PLC 参数1 PLC记忆型控制继电器信号定义……………………………………………………………1-12 PLC数据表信号定义………………………………………………………………………1-23 PLC定时器定义………………………………………………………………………………1-23.1宏达转塔刀架使用定时器表………………………………………………………1-23.2环球电动刀架使用定时器表……………………………………………………… 1-33.3 六鑫液压刀架使用定时器表………………………………………………………1-33.4 亚兴液压刀架使用定时器表………………………………………………………1-44 PLC计数器定义………………………………………………………………………………1-45 出厂默认PLC程序说明………………………………………………………………………1-4第四篇输入输出信号1输入信号接口说明…………………………………………………………………………1-11.1 直流输入信号A…………………………………………………………………1-11.2直流输入信号B……………………………………………………………………1-12 输出信号接口说明…………………………………………………………………………1—22.1达林顿管输出有关参数……………………………………………………………1-22.2输出驱动继电器回路………………………………………………………………1-32.3 输出驱动指示灯…………………………………………………………………1-33 输入输出信号表……………………………………………………………………………1-43.1 输入信号表………………………………………………………………1-43.2 输出信号表………………………………………………………………1-63.3 输入输出信号在插座中的排列………………………………………1-84 信号说明……………………………………………………………………………1-94.1 输入信号………………………………………………………………1-94.2 输出信号……………………………………………………………………1-154.3 M代码电平/脉冲输出说明………………………………………………1-17第五篇内部信号1.CNC到PLC的地址……………………………………………………………………………1-11.1 NC状态………………………………………………………………………1-11.2 F41~F48:内部机床操作面板键…………………………………………1-3 2.PLC到的CNC地址…………………………………………………………………………1-4 3.按键灯输出地址……………………………………………………………………………1-7第六篇外部连接1.系统连接框图………………………………………………………………………………1-11.1 配步进机时的连接图…………………………………………………………1-11.2 配数字交流伺服时的连接图…………………………………………………1-2 2.CNC到驱动器的连接……………………………………………………………………1-32.1 CNC到驱动器的信号接口图………………………………………………1-32.2 连接器信号表………………………………………………………………1-42.3 信号说明……………………………………………………………………1-42.4 电缆制作说明…………………………………………………………………1-73. RS232-C标准串行接口…………………………………………………………… 1-94. 模拟主轴接口的连接……………………………………………………………………… 1-95. 附加操作面板的连接………………………………………………………………………1-105.1连接器信号表…………………………………………………………………1-105.2 信号说明……………………………………………………………………1-105.3信号连接示意图………………………………………………………………1-116. 分离操作盒接口的连接……………………………………………………………………1-126.1连接器信号表…………………………………………………………………1-126.2信号说明………………………………………………………………………1-127. 主轴位置编码器的连接……………………………………………………………………1-13第七篇标配刀架接线说明1. 宏达刀架接线说明…………………………………………………………………………1-12. 环球刀架接线说明…………………………………………………………………………1-23. 六鑫刀架接线说明…………………………………………………………………………1-34. 亚兴刀架接线说明…………………………………………………………………………1-4。
南通华特利自动化科技有限公司NANTONG HUATELI AUTOMATION TECHNOgy CO.,LTD 4.2 . 4 y轴示教界面................................................ .12 4.2 . 5 参数界面................................................ (13)4.2 . 6 参数说明.................................................. ..13 4.2 . 7自检功能界面.............................................. (15)RT200剪折机床数控系统用户手册V-2.00第1章简介.........................第2章规格说明.......................2.1 显示 (3)2.2存储空间 (3)2.3 电气规格 (3)2.4环境温度 (3)第3章安装和接线......................3.1安装与配线注意事项 (4)3.2安装方向与空间 (4)3.3安装环境 (4)3.4 外型尺寸 (4)3.5 后面板 (5)3.5.1 输入信号说明 (5)3.5.2 输出信号说明 (6)3.5.3 编码器接口 (6)3.6电气设计典型应用举例 (7)第4章操作说明.......................4.1 操作面板 (8)4.2操作 (9)4.2 . 1系统主画面 (9)4.22功能界面.104.2 . 3 x轴示教界面.114.2 . 8工步设置界面 ............................................... ...15 4.2 . 8阀组设置界面 .............................................. (15)感谢您使用RT200折弯机数控系统,为了您的正确使用与安全,请先 仔细阅读本手册,并提出您宝贵的意见!折弯机数控系统具有以下专业控制功能:1、 对折弯机的后挡料及油缸中挡块位置进行定位控制。
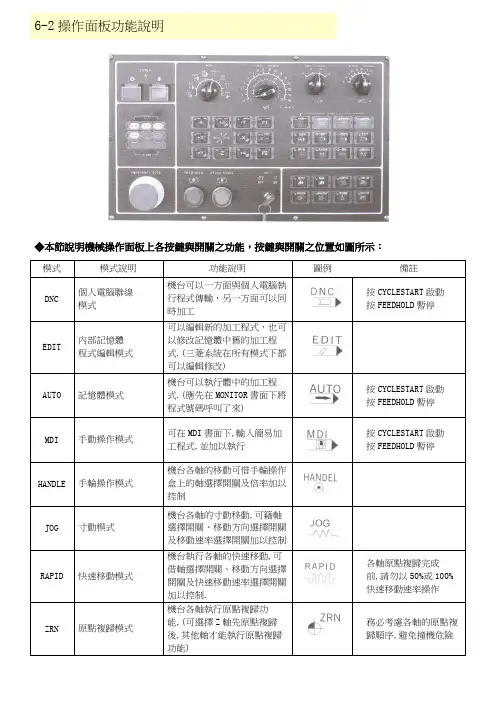
6-2操作面板功能說明◆本節說明機械操作面板上各按鍵與開關之功能,按鍵與開關之位置如圖所示:◆軸的移動方向移動速率選擇◆軸的移動方向移動速率選擇◆主軸控制功能◆自動操作功能◆自動操作功能◆手輪(MPG)操作說明圖例◆特殊功能(OPTION)◆特殊功能(OPTION)圖例6-3操作面板功能單項說明手動模式(Manual Pulse Generator mode)1.在本模式下,可用手輪(MPG)作手動進給,移動各軸.2.欲移動軸向,可由手動操作盒上的軸向選擇鈕選擇.3.各軸移動速度可由手動操作盒上的進給倍率旋鈕決定.1.In this mode,can use the MPG(manual pulse generator)tk movement all axes.2.In the MPG box,you can select the axis direction to movement the axis.3.All axes move speed,you can select handle feed rate rotation switch of the MPG box.慢速進給模式(JOG mode):1.在本模式下,欲移動各軸,請按各軸軸向鍵及選擇慢速進給率.2.移動進給速率,依慢速進給率作移動之速度依據.速率調整可由0mm/min ~10000mm/min.3.按軸各鍵時,手指不可離開(離開後即停止稱動),其指定軸向即可移動.1.In this mode,if want to move whichever axis.Please press the axis directionpush button and select jog feed rate.2.The axis move feed rate according to jog feed rate overrinde.The feed rate from 0mm/min ~10000mm/min.3.Press the axis direction push button,the finger don't leave the push brtton (If not the axis stop movement),the axis will be movement.快進給模式(RAPID mode):當按此鍵,軸向移動是屬於快速進給速度.Press this push button,the axis can be moved at rapid speed.機械原點複歸模式(ZRN mode):1.本模式為進給軸機械原點手動複歸時使用.2.第一次開機作原點複歸時,若各軸位置在原點附近,請將各軸移動至中間位置,再做原點複歸動作.3.機械原點複歸速率由快速進給百分比率之速度(F0%,F25%,F50%,F100%)作控制 1.The mode is use for machine return to reference point.2.First time return to reference point.If the axis near the reference point. Please nove the axis to mijddle position,then return the all axes to reference point.3.The feed rate control by the rapid feed rate override(F0%,F25%,F50%,F100%).手動資料輸入(Manual date input mode):此模式為程式暫時性執行及輸入,可作單一動作執行.The mode is manual data input mode,can do M code for single block.自動模式(AUTO mode):此模式為程式自動執行模式,當程式編輯完成後,切至此模式,再配合"程式啟動"鍵來使用. The mode is auto.mode,when the program edit complete.Turn then press"cycle start"button.連續運行模式(Internet DNC mode):此模式為程式運行模式,當程式編輯完成後,切至此模式,再配合"電腦傳輸"來使用.The mode is dnc.mode,when the program edit complete.Turn to the mode then press "computer tansmit".編輯模式(EDIT mode):此模式為"程式編輯"時使用的模式.The mode is program edit mode.手動絕對值(Manual absolute signal):1.本功能鍵燈亮時,此功能有效,程式座標不會因手動操作而改變,操作時有效.2.本功能鍵燈不亮時,此功能無效,程式座標會隨手動操作而改變,易產生撞機.1.If this button LED"ON",the function is effective.The program coordingation will not be manual operator for vary.When the manual operator,the push button must be opened.2.If this button LED"OFF",the function is ineffective.The program coordingation will be manual operator for vary.It is very damage for the machine.單節跳躍(Block skip):當程式自動執行時,程式中有"/"符號,此開關被打開後,則此單節跳過不執行,若開關沒有打開時,則照常執行.When the block skip button be opened,the program run to"/".this blockwill be skipped.If it is not opened the program is still running.選擇性停止(Optional stop)當此按鍵被打開時,則程式中遇到(M01)時程式會停止在此單節,若此按鍵沒有打開,時,則繼續執行When the optional stop button be opened,the program run to"M01"will stop atsingle block.If it is not opened,the program is still running.Z軸鎖定模式(Z axis lock mode):當此按鍵被打開時,機械Z軸不能移動,但在自動程式執行時,程式仍繼續執行,僅是Z軸沒有移動When this button be opened,the axes Z will be prohibited,but the program isstill running,the axes Z be prohibited only.機械鎖定(Machine lock):當此按鍵被打開時,機械各軸都不能移動,但在自動程式執行時,程式仍繼續執行,僅是機械沒有移動. When this button be opened,the axes motion will be prohibited,but the program isstill running,the axes be prohibited only.程式空跑(DRY run):當此按鍵被打開,則程式中的(F)碼,改由手動選擇進給切削倍率值取代.When this button be opened,the "F"code depend on the feed rate override inthe program.輔助功能鎖定(Auxiliary function lock):當此按鍵被打開時,則程式中凡遇到M,S,T碼都會忽略不執行.When this button be opened,the Program running,the M,S,T code will de skipped.單節執行(Single block):當此按鍵被按下後,程式自動執行到一個單節結束就會停止,欲繼續執行下一個單節,必頇再按下"程式啟動"鍵,所以程式是以一個單節一個單節執行.When this button be opened,the program will be run at single block.If you wantto run next block,have to push"the cycle start"button.門鎖開關(Door SW ingore):當此鍵按下後,門會自動開或關上When this button be pushed,the door will be open or close.主軸定位鎖定(Spindle lock):當按下此按鍵後,主軸被定位到指定的角度,一般用在刀庫自動換刀When this button be pushed,the spindle is locked to angle,it is useto the magazine auto turn.工作燈故動按鍵(Work light push button):當按此鍵工作燈打開,再按一次此鍵工作燈開關Press this push button the work light"ON",press again the work light"OFF".刀庫正轉按鍵(The magazine clockwise push button):1.本鍵在手動刀庫確認燈亮且於手動模式下有效。
目录华中世纪星21M数控铣床1第一章数控系统面板1 1.1数控系统面板1 1.2MDI键盘说明2 1.3菜单命令条说明2 1.4快捷键说明3 1.5机床操作键说明3第二章手动操作8 2.1返回机床参考点8 2.2手动移动机床坐标轴8 2.3手动控制主轴10 2.4MDI运行10第三章自动运行操作13 3.1进入程序运行菜单13 3.2选择运行程序13 3.3程序校验14 3.4启动自动运行143.5单段运行14第四章程序编辑154.1进入程序编辑菜单15 4.2选择编辑程序15 4.3编辑当前程序16 4.4保存程序16第五章数据设置175.1进入数据设置菜单17 5.2设置坐标系17 5.3设置刀具数据18华中世纪星21T数控车床19第一章数控系统面板19 1.1数控系统面板19 1.2MDI键盘说明20 1.3菜单命令条说明20 1.4快捷键说明21 1.5机床操作键说明21第二章手动操作26 2.1返回机床参考点26 2.2手动移动机床坐标轴26 2.3手动控制主轴28 2.4刀位选择和刀位转换282.5机床锁住29 2.6MDI运行29第三章自动运行操作313.1进入程序运行菜单31 3.2选择运行程序31 3.3程序校验32 3.4启动自动运行32 3.5单段运行32第四章程序编辑和管理334.1进入程序编辑菜单33 4.2选择编辑程序33 4.3编辑当前程序34 4.4保存程序34第五章数据设置355.1进入数据设置菜单35 5.2设置刀库数据35 5.3设置刀偏数据36 5.4设置刀补数据36 5.5设置坐标系37华中世纪星三轴立式加工中心39第一章数控系统面板39 1.1数控系统面板391.2MDI键盘说明40 1.3菜单命令条说明40 1.4快捷键说明41 1.5机床操作键说明41第二章手动操作462.1返回机床参考点46 2.2手动移动机床坐标轴46 2.3手动控制主轴48 2.4MDI运行48第三章自动运行操作513.1进入程序运行菜单51 3.2选择运行程序51 3.3程序校验52 3.4启动自动运行52 3.5单段运行52第四章程序编辑534.1进入程序编辑菜单53 4.2选择编辑程序53 4.3编辑当前程序54 4.4保存程序54第五章数据设置555.1进入数据设置菜单55 5.2设置坐标系555.3设置刀具数据56华中I型数控铣床57第一章数控系统面板57 1.1数控系统面板57 1.2MDI键盘说明58 1.3菜单命令条说明58第二章手动操作59 2.1手动参考点返回59 2.2进给操作59 2.3主轴运转操作60第三章程序编辑61 3.1新建程序61 3.2保存程序61 3.3打开程序61 3.4删除62 3.5查找62第四章数据设置63 4.1设定工件坐标系63 4.2刀具补偿值设置63第五章自动运行操作64 5.1自动运行方式64 5.2MDI运行64华中I型数控车床66第一章数控系统面板66 1.1数控系统面板66 1.2MDI键盘说明67 1.3菜单命令条说明67第二章手动操作68 2.1手动参考点返回68 2.2进给操作68 2.3主轴正反转及停止68第三章程序编辑69 3.1新建程序69 3.2保存程序69 3.3删除69 3.4查找70第四章数据设置71 4.1设定工件坐标系71 4.2刀具补偿值设置71第五章自动运行操作72 5.1自动运行方式72 5.2MDI运行72华中世纪星21M数控铣床第一章数控系统面板1.1 数控系统面板1.2 MDI键盘说明1.3 菜单命令条说明数控系统屏幕的下方就是菜单命令条。
39
1.选择【编辑】操作方式;
2.按【程序】功能键进入程序编辑界面
3.依次输入地址键0,数字键0001,按【EOB】→【插入】建立新程序。
4.按照编制好的零件程序依次输入,一个程序段输入完毕按【EOB】键结束,程序自动换行。
打开系统存储器或U盘中的程序:
1.程序列表界面通过检索选中程序号按【读取】;
2.U盘显示界面中选中程序号后,【操作】
→【运行】。
3.5.2程序号和顺序号检索
1.利用翻页键及光标移动键,按程序号或顺序号的排列顺序依次检索。
2.输入程序名或顺序号,按软键【操作】
→【检索】。
3.5.3程序保存
1.程序新建或修改后,按【操作】→【保存】软功能键保存程序;
2.程序新建或修改后,如果不进行手动保存,
页面切换可以自动保存程序。
3.5.4程序删除
1.多个程序段的删除
从光标位置,删除到指定行:
1.选择【编辑】操作方式,按【程序】功能键进入程序编辑界面;
2.按软键【操作】→【选择】;
3.使用光标“↓”、“↑”选择程序段,此时被选中的程序段灰色显示。
4.按软键【删除行】删除。
2.删除系统存储器中的程序
1.选择【编辑】操作方式,按【程序】功能键进入程序编辑界面;
2.按软键【列表】进入程序列表;
3.检索选中要删除程序,按软键【删除】。
【注意】
该操作不可逆,删除程序前请做好备份工作,以防丢失重要数据。
4.删除移动盘中的程序
1.按【程序】功能键进入程序编辑界面
2.按软键【U盘】进入U盘界面;
3.检索选中要删除程序,按软键【删除】键即。
数控切割机操作说明(edge系统)第一部分控制面板1.电源键:关机状态下按一下开机,开机状态下长按5秒关机!2.急停键:遇到紧急状况可按下此键(机器行走异常等情况下按下此键)3.键盘区:显示屏幕下面标有“Softkey”字样的八个键,作为可编程键使用,它们的功能在显示屏里显示。
随着界面的不同,其功能也不同。
标注为“Help”的黄色键用于在线帮助,任何时候按键就能显示相应的文档。
右下角的数字键用于输入数据。
最左边,在标签“Machine/Screen Navigater”下面的键,控制手动运动以及输入数据时光标的位置。
标注“CUT”下面的两个键“STOP”和“START”用于切割程序的启动和停止.标注为“Floppy Drive”是1个3.5英寸1.44Mb的软盘驱动器。
而且小门背后有一个电位器用于调整显示器的亮度的对比度。
电位器在安装时用一次,除非该控制器用于特殊的温度环境.键盘功能手动模式时使用带绿箭头的按键使机器分别沿八个方向运动。
这些方向键在手动界面、暂停界面和板料对齐界面使用;也可在设置参数界面内移动输入焦点。
PREV/NEXT键可移动输入焦点,PAGE UP/DOWN键可滚动界面,而箭头键用于选择选项。
该键盘可以输入数字和字母。
直接输入为数字,按住与所需字母颜色相同的彩色(上箭头)键即可输入字母。
+、—号用于在多选框内增加或删除选项注意:如果软键旁边带有彩色的上箭头,则表示按住该颜色按键时会显示更多的软键按CANCEL键可以返回上级菜单但不保存按ENTER键可以返回上级菜单并保存修改。
按BACK SPACE键可以向前删除字符。
按SPACE键可输入空格,还可以更改信号状态或者更改选项状态。
4.割枪控制区:选择割枪,控制割枪升降!键盘与菜单功能下面是对控制器中菜单功能的简单描述。
这只是对功能的简单描述。
参考后面的操作部分可获得完整功能键的操作使用帮助屏幕控制器配备有易使用的帮助视窗功能。
只须按下黄色的“Help”按扭就可进入帮助屏幕。
内容简介本教材是根据江苏博大数控成套设备有限公司的数控切割机控制系统—BODACNC的说明书改编的一本培训教材,他对说明说中的相关内容进行了精简和重点强化。
主要用于公司内部人员的BODACNC系统的中级培训之用。
通过此教材的学习可以系统地掌握BODACNC的操作方法和技巧。
本教材以可以用于机床用户的人员培训之用安全需知第一部分 安全需知第一部分阅读手册阅读和理解该说明书(即操作手册)和当地安全条例。
注意:本产品的设计不适合现场维护,如有任何维护要求,请返回授权的维修中心。
机器的危险性操作和保养自动化设备涉及潜在的危险,操作人员应谨慎从事,以防受伤。
如果四肢碰及运动的机器,可能被缠住,甚至受伤。
手脚远离运动的机器,控制操作或手动可以通过前面板键盘或遥控器接口进行。
操作机器时不能穿宽松的衣服及有线绳之类的服饰,以防被机器缠住。
高压电电击能伤人致死。
必须按照装箱件规定步骤及要求进行安装。
电源接通时,不能接触电线及电缆。
该设备应该且只能由受过培训的人操作。
第二部分第二部分 系统概述系统概述第一节第一节 系统简介◆ 本数控切割机控制系统是两轴数字控制系统,可以根据图形库中的各种图形进行切割,主要应用于金属切割行业。
我们设计的目标是使用户的操作更加简便,添加了许多用户可能会用到的图形,方便用户调用。
系统是在DOS 下开发出来的,在工件切割过程中具有很高的稳定性和可靠性。
◆ 随着切割行业的发展,各种样式的切割机都不约而同地出现在市场上,与国外的机器相比我们的机器价格便宜,经济实用,符合国内的操作习惯,具有较高的性价比,在市场上已经开拓出一片天空。
本数控切割机控制系统一旦上电就进入如图2-1所示欢迎界面:图2-1 数控切割机控制系统欢迎界面在系统欢迎界面下按任意键进入系统主界面,如图2-2所示:图2-2 主界面在主界面上:1、 图形预览:显示预备切割的图形。
2、 界面切换:按TAB键进行主界面、当前信息、切割界面的相互切换。
数控机床操作手册第1章机床概述 (4)1.1 机床结构简介 (4)1.2 机床功能参数 (4)1.2.1 切削速度范围:指机床在正常工作条件下,可达到的最高和最低切削速度。
(4)1.2.2 最大切削力:指机床在切削过程中所能承受的最大切削力,通常以千克力(kgf)为单位。
(4)1.2.3 主轴转速范围:指机床主轴在正常工作条件下的最高和最低转速。
(4)1.2.4 工作台速度:指工作台在数控系统控制下的最高移动速度,通常以米/分钟(m/min)为单位。
(4)1.2.5 定位精度:指机床在数控系统控制下,各轴移动到目标位置时的实际位置与理论位置之间的偏差。
(4)1.2.6 重复定位精度:指机床在相同条件下,多次执行同一位置指令时,实际位置与理论位置之间的偏差。
(4)1.2.7 系统刚性:指机床在切削过程中抵抗变形的能力。
(4)1.3 机床安全操作注意事项 (4)1.3.1 操作者应具备相应的专业技能和操作经验,熟悉机床的功能、结构和操作方法。
(5)1.3.2 开机前应检查机床各部分是否正常,如电源、气源、油路等,确认无误后方可开机。
(5)1.3.3 操作过程中,严禁触摸运动部件,防止发生意外伤害。
(5)1.3.4 严禁超负荷切削,避免因切削力过大导致机床损坏。
(5)1.3.5 严禁将手伸入机床内部,以免发生夹伤、碰撞等。
(5)1.3.6 工件装夹应牢固可靠,防止加工过程中工件松动或飞出。
(5)1.3.7 机床运行过程中,严禁随意更改数控程序或操作机床。
(5)1.3.8 定期对机床进行维护保养,保证机床功能稳定,延长机床使用寿命。
(5)第2章机床操作准备 (5)2.1 开机与关机操作 (5)2.1.1 开机操作 (5)2.1.2 关机操作 (5)2.2 机床各部件功能介绍 (5)2.2.1 数控系统 (5)2.2.2 伺服驱动系统 (6)2.2.3 机床主体 (6)2.2.4 刀具系统 (6)2.2.5 冷却系统 (6)2.2.6 润滑系统 (6)2.3 工件装夹与定位 (6)2.3.1 工件装夹 (6)2.3.2 工件定位 (6)第3章编程基本操作 (6)3.1 编程界面介绍 (6)3.1.2 功能介绍 (7)3.2 编程基本指令 (7)3.2.1 常用编程指令 (7)3.2.2 指令参数设置 (8)3.3 程序输入与编辑 (8)3.3.1 程序输入 (8)3.3.2 程序编辑 (8)第4章机床手动操作 (8)4.1 手动移动机床坐标轴 (8)4.1.1 操作方法 (8)4.1.2 注意事项 (9)4.2 手动对刀与刀尖补偿 (9)4.2.1 手动对刀 (9)4.2.2 刀尖补偿 (9)4.3 手动加工操作 (9)4.3.1 操作步骤 (9)4.3.2 注意事项 (9)第5章机床自动操作 (9)5.1 自动运行设置 (10)5.1.1 开启自动运行功能 (10)5.1.2 设置自动运行参数 (10)5.2 自动运行控制 (10)5.2.1 启动自动运行 (10)5.2.2 监控自动运行 (10)5.2.3 停止自动运行 (10)5.3 程序循环加工 (10)5.3.1 程序选择与调用 (10)5.3.2 循环加工设置 (11)5.3.3 启动循环加工 (11)5.3.4 监控循环加工 (11)第6章机床参数设置 (11)6.1 机床系统参数介绍 (11)6.1.1 参数分类 (11)6.1.2 参数设置方法 (11)6.2 坐标系与坐标偏置 (12)6.2.1 坐标系设置 (12)6.2.2 坐标偏置设置 (12)6.3 刀具补偿参数设置 (12)6.3.1 刀具补偿类型 (12)6.3.2 刀具补偿参数设置 (12)第7章机床维护与保养 (12)7.1 日常维护与保养 (12)7.1.1 开机前检查 (12)7.1.3 停机后保养 (13)7.2 定期检查与更换耗材 (13)7.2.1 定期检查 (13)7.2.2 更换耗材 (13)7.3 故障分析与排除方法 (13)7.3.1 故障分析 (13)7.3.2 排除方法 (14)第8章机床安全防护 (14)8.1 机床安全装置介绍 (14)8.1.1 安全防护门 (14)8.1.2 急停按钮 (14)8.1.3 限位开关 (14)8.1.4 防护罩 (14)8.1.5 电气安全装置 (14)8.2 机床操作安全注意事项 (14)8.2.1 操作前准备 (14)8.2.2 操作过程中注意事项 (15)8.2.3 日常维护保养 (15)8.3 紧急情况处理方法 (15)8.3.1 发生紧急情况时,立即按下急停按钮,使机床停止运行。
数控剪板机操作说明工作前首先检查加工板料的各部尺寸是否符合设备及设计要求然后检查设备周边及设备平台上是否有其它物品,如有请清理掉。
其次将需加工板材运至待加工平台处(码放整齐,勿超载)一:操作说明合上电源总闸————合上设备电源闸(调至ON)————将加热器调至ON(冬季时使用、夏季时不用)————将显示器界面的控制电源调至“1”处————按“油泵启动”按钮(启动油泵后会发现显示屏左上角有一个人手的图标,此标志为手动状态,即编一个尺寸剪一刀。
)————将操作状态调至自动状态(按一下右下角的“+”键),此时显示屏左上角会出现“*/*”的图标,即已调至自动状态————仔细观察显示屏右侧一列的字母,键来调整各个操作程序,调至每个操作程序时,其字母背景为黑色。
首先按键,将操作程序调至ST处,(ST为部数),输入部数值,再”确认。
————按键将操作程序调至G处(G为剪板系数),输入数值(数值=钢板厚度(mm)*0.09)按“”确认。
————按键将操作程序调至CM处(CM为剪板尺寸),————按右下角的“—”将部数调至第一步,输入第一步所需要剪板的尺寸,按“+”键键部数调至第二部,输入数值,确认。
以此类推至整个部数————所有部数值均输入无误后按“—”键将部数调至第一步。
————按开始键即可工作(\)。
注意事项1:踩脚踏板剪板时,不要一直踩住脚踏板,而是观察板料刚好剪掉后立即抬脚。
2:板料厚度大于2mm的不要在此设备上剪板3:此设备的定位行程最小可剪160mm、最大可剪2450mm 的板材,此范围以外的尺寸需使用卷尺测量。
4:发现板材有翘边的应处理平整后在进行剪板,以免造成对设备或人员的伤害。
5:剪板平台上不要放过多的钢板6: 多人进行剪板时,主操作手应多注意其他人的安全,工作前进行交底,及注意事项。
7:对线灯应始终处于开灯状态,切勿关灯。
8:工作时发现设备有异响,应立即停止/关闭设备,并向领导反映情况,不可私自处理。
内容简介本教材是根据江苏博大数控成套设备有限公司的数控切割机控制系统—BODACNC的说明书改编的一本培训教材,他对说明说中的相关内容进行了精简和重点强化。
主要用于公司内部人员的BODACNC系统的中级培训之用。
通过此教材的学习可以系统地掌握BODACNC的操作方法和技巧。
本教材以可以用于机床用户的人员培训之用安全需知第一部分 安全需知第一部分阅读手册阅读和理解该说明书(即操作手册)和当地安全条例。
注意:本产品的设计不适合现场维护,如有任何维护要求,请返回授权的维修中心。
机器的危险性操作和保养自动化设备涉及潜在的危险,操作人员应谨慎从事,以防受伤。
如果四肢碰及运动的机器,可能被缠住,甚至受伤。
手脚远离运动的机器,控制操作或手动可以通过前面板键盘或遥控器接口进行。
操作机器时不能穿宽松的衣服及有线绳之类的服饰,以防被机器缠住。
高压电电击能伤人致死。
必须按照装箱件规定步骤及要求进行安装。
电源接通时,不能接触电线及电缆。
该设备应该且只能由受过培训的人操作。
第二部分第二部分 系统概述系统概述第一节第一节 系统简介◆ 本数控切割机控制系统是两轴数字控制系统,可以根据图形库中的各种图形进行切割,主要应用于金属切割行业。
我们设计的目标是使用户的操作更加简便,添加了许多用户可能会用到的图形,方便用户调用。
系统是在DOS 下开发出来的,在工件切割过程中具有很高的稳定性和可靠性。
◆ 随着切割行业的发展,各种样式的切割机都不约而同地出现在市场上,与国外的机器相比我们的机器价格便宜,经济实用,符合国内的操作习惯,具有较高的性价比,在市场上已经开拓出一片天空。
本数控切割机控制系统一旦上电就进入如图2-1所示欢迎界面:图2-1 数控切割机控制系统欢迎界面在系统欢迎界面下按任意键进入系统主界面,如图2-2所示:图2-2 主界面在主界面上:1、 图形预览:显示预备切割的图形。
2、 界面切换:按TAB键进行主界面、当前信息、切割界面的相互切换。
RT200剪折机床数控系统用户手册V-2.00南通华特利自动化科技有限公司NANTONG HUATELI AUTOMATION TECHNOgy CO.,LTD目录第1章简介 (2)第2章规格说明 (3)2.1 显示 (3)2.2 存储空间 (3)2.3 电气规格 (3)2.4 环境温度 (3)第3章安装和接线 (4)3.1 安装与配线注意事项 (4)3.2 安装方向与空间 (4)3.3 安装环境 (4)3.4 外型尺寸 (4)3.5 后面板 (5)3.5.1 输入信号说明 (5)3.5.2 输出信号说明 (6)3.5.3 编码器接口 (6)3.6 电气设计典型应用举例 (7)第4章操作说明 (8)4.1 操作面板 (8)4.2 操作 (9)4.2.1 系统主画面 (9)4.22 功能界面 (10)4.2.3 x轴示教界面 (11)4.2.4 y轴示教界面 (12)4.2.5 参数界面 (13)4.2.6 参数说明 (13)4.2.7 自检功能界面 (15)4.2.8 工步设置界面 (15)4.2.8 阀组设置界面 (15)第5章机床调试 (17)5.1 机床调试 (17)附录一:报警信息一览表 (22)附录二:安装尺寸 .................................... 22第1章简介感谢您使用RT200折弯机数控系统,为了您的正确使用与安全,请先仔细阅读本手册,并提出您宝贵的意见!折弯机数控系统具有以下专业控制功能:1、对折弯机的后挡料及油缸中挡块位置进行定位控制。
2、单向定位功能,有效消除丝杠传动间隙。
3、系统具有软限位功能。
4、断电位置记忆功能。
5、可根据丝杠螺距、传动比,来设置显示比例因子,亦可以通过示教操作功能由数控系统自动计算出显示比例因子,操作简便。
6、多工步编程功能,可实现多步自动运行。
7、退让逃料功能,避免后挡料装置与工件的干涉,减少磨损。
8、设有密码保护。
当用户要对系统进行位置示教或参数修改操作时,需要输入正确的用户密码,否则只能查看参数或进行修改当前位置操作,详见相关章节说明。
第2章规格说明2.1 显示3.8寸液晶显示屏,中英文显示。
2.2 存储空间系统有63个工步,工步可以分段运行。
2.3 电气规格系统供电电源:输入电压:DC5V ±10%最大电流:>= 1A编码器电源输出:输出电压:DC5V ±10%最大电流:200mAIO供电电源:输入电压:DC24V ±10%最大电流:>= 200mA输入通道:输入电压:DC24V ±10%最大电流:20mA输出通道:外接电压:DC24V ±10%最大电流:50mA2.4 环境温度工作温度:0~50℃存储温度:-20~70℃第3章安装和接线3.1 安装与配线注意事项●实施安装、配线,务必关闭电源(例:安装编码器)。
●电源端子的误接、输入输出线连接不当、输出线短路等是造成系统重大损伤的原因。
所以在通电之前,要认真检查电源和接地、输入输出线是否正确连接。
●请使用我们标配的开关电源供电。
●在电柜中强弱电用金属软管分开,并将金属软管接大地。
●请选择安全的区域来安装RT200系统,防止高温及日光直接照射,避免湿气和水滴的泼溅。
●请勿在高温、结露、有尘埃、油烟、导电性粉尘、腐蚀性气体、可燃性气体的场所使用。
3.2 安装方向与空间RT200系统一般采用嵌入式安装在控制面板上,其上下左右相邻的元件和挡板(壳体)必须保持足够的空间。
3.3 安装环境●无水滴、蒸气、灰尘及油性灰尘的场所。
●无易燃易爆、腐蚀性气体场所。
●无强电磁杂讯干扰场所。
●环境温度在0℃~50℃之间。
若环境温度超过40℃以上时,请置于通风良好的场所。
●相对湿度在90%RH以下。
3.4 外型尺寸RT200系统的详细安装尺寸请参考附录二。
3.5 后面板后面板上有系统电源、输入输出接线端子和状态指示灯、以及编码器接口等。
+5VGND油泵脚踏下后限位前限位下限位上限位脚踏上方式高方式低上止点下止点KA3KA2GND+24VKA4KA5KA1KA6图3-1 后面板3.5.1输入信号端+5V端 ---------- +5V电源输入正极。
GND端 ---------- +5V电源输入地。
24V端 ---------- 输入输出通道的电源输入正极。
COM端 ---------- 输入输出通道的电源输入地。
上限位 ---------- Y轴滑块上端机械限位输入下限位 ---------- Y轴滑块下端机械限位输入前限位 -------- X轴远端机械限位输入后限位 --------- X轴近端机械限位输入方式低 --------- 单次模式或连续模式脚踏下 --------- 刀架下行启动输入油泵 --------- 油泵启动后系统才可工作脚踏上 --------- 刀架上行启动输入方式高 --------- 普通模式或点动模式上止点 --------- 刀架上行机械限位输入下止点 --------- 刀架下行机械限位输入3.5.2 输出信号端Xspeed端 ---------- X轴高速输出端。
Yspeed端 ----------- Y轴高速输出端。
X+ 端 ----------- X轴电机向远端动作输出。
X- 端 ---------- X轴电机向近端动作输出。
Y+ 端 ----------- Y轴电机向上端动作输出。
Y-端 ----------- Y轴电机向下端动作输出。
KA1、KA2、KA3、KA4、KA5、KA6 阀组输出端口各输入/输出端子都有相应的状态指示灯亮,表示相应的端子有信号输入或输出。
3.5.3 编码器接口RT200系统有二个DB9的9针编码器接口:ENC_X:X轴编码器接口;ENC_Y:Y轴编码器接口;其引脚信号定义如下:9针插头引脚编码器相1号引脚 ------------------ 接编码器A相2号引脚 ------------------ 接编码器B相4号引脚 ------------------ 接编码器电源GND 5、9号引脚 --------------- 接编码器电源的+5V 6号引脚 ----------------- 接编码器/A相7号引脚 ------------------ 接编码器/B相3.6 电气设计典型应用举例 KM15151515151YV1YV2YV3YV4YV5KA1KA2KA3KA4KA5第4章 操作说明 4.1 操作面板------- 功能键。
用于在各界面间切换;或者取消当前操作并退回到主菜单。
------ 停止键。
------ 运行键。
------ 确认键。
确认所进行的操作。
------ 删除键。
清空当前值。
------ X轴点动前进。
Y轴点动上升。
长按为连续动作。
------ X轴点动后退。
Y轴点动下降。
长按为连续动作。
------ 向上键。
------ 向下键。
~ ------ 数字输入键。
------ 小数点输入键,以及长按是工步启动键。
4.2 操作●检查RT200系统的电源线、接地线、输入输出信号线及编码器插头是否连接可靠、正确。
●检查进线电源电压是否正常。
确认到系统的直流电源正常。
●通电后,看系统是否工作正常,如异常应立即断电重新检查接线。
4.2.1系统主画面系统开机后,若无硬件故障,则直接进入系统主画面,如下图所示主画面中,上面显示油泵、上止点、下止点、单次、脚踏上、脚踏下,其中当某一个输入点有信号时,主界面上会有显示成“油泵”。
阀组一栏中,当某一输出点有信号时,此时会有提示,当前是什么操作,哪一个点有输出,比如“回程KA3”。
工况栏中显示当前的操作状态,报警的提示,以及工况的提示。
保压时间栏中的值是可以修改的,修改的方式为:按清除键,然后输入设定值,按确认键结束。
4.2.2功能界面进入功能界面,按动键或键选择各个操作界面,按确认键进入。
4.2.3X轴示教界面系统具有位置显示自动校准功能,如果位置显示的乘法因子和除法因子设定不准确,显示的位置与实际位置会有偏差,可用此功能对偏差进行修正,从而使显示的位置等于实际位置。
使用此功能,用户可以不用设置显示乘法因子和除法因子,系统自动得出显示值与脉冲数之间的对应关系。
结合前面的操作作示例,说明如下:1、确认起始位置进入X轴示教界面后,根据提示输入X轴当前位置值,按确认键后,完成修改当前值。
退出请按键退出。
2、正向点动电机往正方向运行电机,为保证系统精度,电机位移请尽可能大些,且测量值尽可能准确,至少精确到0.1mm。
3、确认终点位置准确测量出此时电机的实际位置后,修改当前位置显示值,按确认键结束本次示教。
按键退出。
4.2.4Y轴示教界面同4.2.3 X轴示教。
4.2.5参数设置界面按键进入功能界面,按键或键,选择参数设置,按确认键进入参数设置界面。
进入参数设置界面需要密码,密码为1111。
参数设置界面中有当前值和重设值,当前值指现在系统中保存的各个参数的值,重设值指您要重新设定的值。
按键或键选择你要修改的参数,在重设值内输入您要修改的值,按确认键保存。
参数名称当前值范围1 X轴显示乘法因子 1 1~100002 X轴显示除法因子 4 1~100003 Y轴显示乘法因子 1 1~100004 Y轴显示除法因子100 1~100005 X轴软限位最小值10 0~9999.996 X轴软限位最大值550.0 0~9999.997 Y轴软限位最小值01.0 0~9999.998 Y轴软限位最大值160.00 0~9999.999 X轴丝杠传动间隙0 0~10.0010 Y轴丝杠传动间隙0 0~10.0011 X轴计数方向取反0 0~112 Y轴计数方向取反0 0~113 X轴惯性停止距离 1.2 0~100.0014 Y轴惯性停止距离0.02 0~100.0015 X轴到位误差0.2 0~10.0016 Y轴到位误差0..02 0~10.0017 X轴小数点位置 1 0~318 Y轴小数点位置 2 0~319 X轴点动时间宽度s 50 0.1~1020 Y轴点动时间宽度s 50 0.1~1021 保压时间s 6 0~10022 泄压时间s 0.3 0~10023 退让时间s 1 0~10024 退让距离10 0~10025 中英文切换0 0中文;1英文26 重复定位次数 1 1~54.2.6参数说明1、X轴显示比例因子分子(乘法因子)系统从外部接收的位移信号是脉冲,显示给用户的是毫米(mm)或英寸(inch),这之间需要转换,显示比例因子分子和分母就是为此而设置的。
乘法因子 = 丝杆螺距×编码器与传动丝杆之间的减速比。
丝杆螺距:公制单位是毫米,英制单位是英寸。