直线度的介绍及误差检测方法 PPT
- 格式:ppt
- 大小:271.00 KB
- 文档页数:17
导轨直线度误差检测方法介绍一、直经度的定义限制实际直线对理想直线变动量的一种形状公差。
由形状(理想包容形状)、大小(公差值)、方向、位置四个要素组成。
用于限制一个平面内的直线形状偏差,限制空间直线在某一方向上的形状偏差,限制空间直线在任一方向上的形状偏差。
几何误差是指零件加工后的实际形状、方向和相互位置与理想形状、方向和相互位置的差异。
在形状上的差异称形状误差,在方向上的差异称方向误差,在相互位置上的差异称位置误差。
直线度在几何公差中是最基础的部分,按检测关系分直线度属于被测要素中的单一要素——指对要素本身提出形状公差要求的被测要素。
二、导轨直线度误差检测方法直线度误差的检测方法很多。
工件较小时,常以刀口尺、检验平尺作为模拟理想直线,用光隙法或间隙法确定被测实际要素的直线度误差。
当工件较大时,则常按国标规定的测量坐标值原则进行测量,取得必要的一组数据,经作图法或计算法得到直线度误差,还有种高效的测量方法就是直接利用太友科技的数据采集仪连接百分表来测量,无需人工读数、作图、分析,采集仪会自动读数数据并进行数据分析,一旦测量结果不合格还会自动产生报警功能。
测量直线度误差常用的仪器有:框式水平仪、合象水平仪、电感式水平仪、自准直仪以及数据采集分析仪等。
这类仪器的特点是:测定微小角度的变化,换算为线值误差。
本实验用合象水平仪和数据采集分析仪来进行直线度测量。
1、利用合象水平仪测量直线度法1)合象水平仪的介绍合象水平仪采用光学放大,并以对称棱镜使双象重合来提高读数精度,利用杠杆和微动螺杆传动机构来提高测量精度和增大测量范围。
将合象水平仪置于被测工件表面上,当被测两点相对水平线不等高时,将引起两气泡象不重合,转动度盘,使两气泡重合,度盘转过格数代表被测两点相对水平线的高度差,见图2-3。
合象水平仪最大测量范围:±5mm/m分度值: i=0.01 mm/m被测表面相邻两点高度差h与分度值i ,桥板跨距L ,刻度盘读数 a(格数)的关系如下:h = i L a例如: 当 i =0.01 mm/m, L=100mm , a=5(格) (将水平仪放在桥板上方即可得到支点为100 mm的距离)则 h= i L a=×100×5=5(μm)即此时一格则表示数值为1μm。


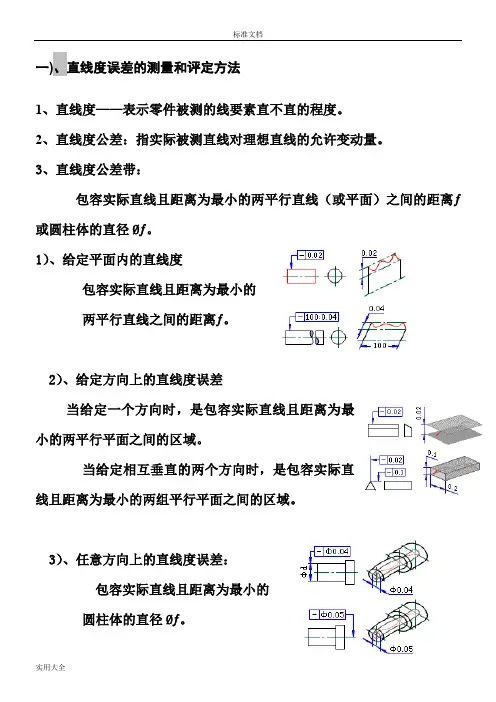
一)、直线度误差的测量和评定方法1、直线度——表示零件被测的线要素直不直的程度。
2、直线度公差:指实际被测直线对理想直线的允许变动量。
3、直线度公差带:包容实际直线且距离为最小的两平行直线(或平面)之间的距离ƒ或圆柱体的直径؃。
1)、给定平面内的直线度包容实际直线且距离为最小的两平行直线之间的距离ƒ。
2)、给定方向上的直线度误差当给定一个方向时,是包容实际直线且距离为最小的两平行平面之间的区域。
当给定相互垂直的两个方向时,是包容实际直线且距离为最小的两组平行平面之间的区域。
3)、任意方向上的直线度误差:包容实际直线且距离为最小的圆柱体的直径؃。
4、直线度误差的检测方法按照测量原理、测量器具及测量基准等可将直线度误差的检测方法分为四类:直接方法、间接方法、组合方法和量规检验法。
1)、直接方法:此类方法一般是首先确定一条测量基线,然后通过测量得到实际被测直线上的各点相对测量基线的偏差,再按规定进行数据处理得到直线度值。
(素线的测量)(1)、光隙法:将被测实际素线与其理想直线相比较来测量给定平面内直线度误差的测量方法。
是将刀口尺置于被测实际线上并使与被测线紧密接触,转动刀口尺使它的位置符合最小条件,然后观察刀口尺与被测线之间的最大光隙,此最大光隙即为直线度误差。
当光隙较大时,可用量块和塞尺测量其值,光隙较小时,可通过与标准光隙比较,估读出光隙量大小。
该方法适合于磨削或研磨加工的小平面及短园柱(锥)面的直线度误差的测量。
标准光隙:标准光隙由1级量块、0级刀口尺和1级平面平晶组成。
光隙尺寸的大小借助于光线通过狭缝时呈现的不同颜色来鉴别。
光隙 >2.5um时,光线呈白光:间隙在 1.25—1.17um时,呈红光:间隙约为0.8um时,呈蓝光;间隙<0.5um时,则不透光。
(2)、打表测量法、拉线基准法(测微法):用指示表测量零件表面直线度,是一种与理想直线比较,测量给定平面内直线度误差的方法。
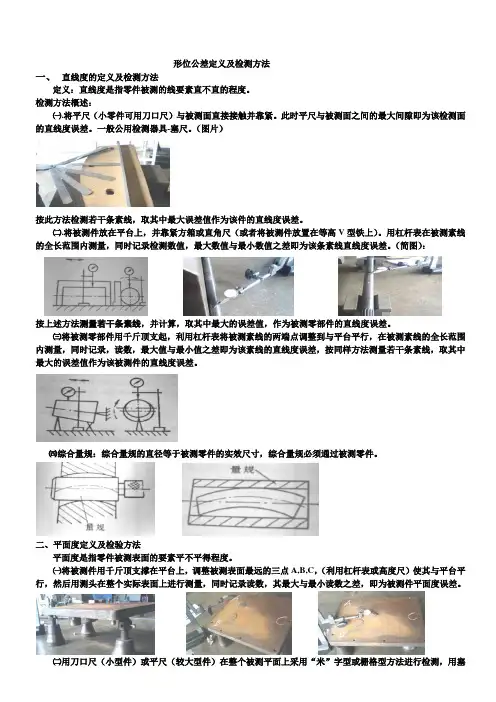
形位公差定义及检测方法一、直线度的定义及检测方法定义:直线度是指零件被测的线要素直不直的程度。
检测方法概述:㈠.将平尺(小零件可用刀口尺)与被测面直接接触并靠紧。
此时平尺与被测面之间的最大间隙即为该检测面的直线度误差。
一般公用检测器具-塞尺。
(图片)按此方法检测若干条素线,取其中最大误差值作为该件的直线度误差。
㈡.将被测件放在平台上,并靠紧方箱或直角尺(或者将被测件放置在等高V型铁上)。
用杠杆表在被测素线的全长范围内测量,同时记录检测数值,最大数值与最小数值之差即为该条素线直线度误差。
(简图):按上述方法测量若干条素线,并计算,取其中最大的误差值,作为被测零部件的直线度误差。
㈢将被测零部件用千斤顶支起,利用杠杆表将被测素线的两端点调整到与平台平行,在被测素线的全长范围内测量,同时记录,读数,最大值与最小值之差即为该素线的直线度误差,按同样方法测量若干条素线,取其中最大的误差值作为该被测件的直线度误差。
㈣综合量规:综合量规的直径等于被测零件的实效尺寸,综合量规必须通过被测零件。
二、平面度定义及检验方法平面度是指零件被测表面的要素平不平得程度。
㈠将被测件用千斤顶支撑在平台上,调整被测表面最远的三点A,B,C,(利用杠杆表或高度尺)使其与平台平行,然后用测头在整个实际表面上进行测量,同时记录读数,其最大与最小读数之差,即为被测件平面度误差。
㈡用刀口尺(小型件)或平尺(较大型件)在整个被测平面上采用“米”字型或栅格型方法进行检测,用塞尺进行检验,取其塞尺最大值为该被测零件得平面度误差。
㈢环类垫圈类零件将被测件的被测面放在平台上,压紧,然后用塞尺检测多处,其塞入的最大值即为该件的平面度误差。
(或者将被测件的被测面用三块等高垫铁在平台上均分支撑,然后用杠杆表在被测面的多处进行检测,取其最大与最小读数的差作为该件的平面度误差。
三、圆度定义及测量方法定义:圆度是指具有圆柱面(包括圆锥面)的零件在同一横剖面内的实际轮廓不圆的程度。

直线度误差测量原理一、直线度误差测量原理是啥呢?咱就想象一下啊,直线度误差测量就像是给一根线或者一个面做体检,看看它有多直。
其实就是看看这个东西偏离直线的程度啦。
比如说咱们常见的尺子,它理论上应该是笔直笔直的,但是实际上可能会有一点点弯,这个弯的程度就是直线度误差啦。
那怎么测量呢?有一种简单的方法叫间隙法。
就像把一个标准的平板或者直线的东西靠在要测量的物体旁边,然后看看中间的间隙。
要是没有间隙,那就说明直线度很好,要是间隙很大,那就说明直线度误差大呗。
还有一种方法是打表法。
在要测量的物体上放一个百分表或者千分表,然后让物体沿着一个方向移动,表上的指针就会动。
这个指针的跳动量就反映了直线度误差。
这就好比给这个物体的直线度做了个动态监测,它的每一点变化都能被表捕捉到呢。
再说说水平仪测量法。
水平仪可以检测出平面或者直线在水平方向上的倾斜度,通过这个倾斜度就能算出直线度误差啦。
这就像是用水平仪给物体画了一条理想的直线,然后对比实际的直线和理想直线之间的差距。
还有光轴法,就是利用光的直线传播特性。
让一束光沿着要测量的物体的方向走,如果物体是直的,光就会直直地通过,如果不直,光就会偏离,通过测量这个偏离量就能知道直线度误差。
这就像是光在给物体的直线度打分一样,一点都不含糊。
在实际测量中,我们要根据测量的对象、精度要求和测量环境来选择合适的测量方法。
比如说,如果是测量一个比较粗糙的工件,间隙法可能就够用了。
但如果是测量精密仪器的零件,可能就需要用打表法或者更高级的测量方法啦。
反正就是说,直线度误差测量原理就是通过各种方法去发现物体偏离直线的程度,这样我们就能知道这个物体的直线度是不是符合要求啦。