放样下料计算(特选内容)
- 格式:doc
- 大小:81.50 KB
- 文档页数:32
一、钢筋选择进料法一般来讲,钢筋的进料长度越长越好,这样不仅在下料时少出短料,减少废短头,降低了焊接量,而且在连续接长时能减少接头。
但实际工程中,需要的钢筋长度千差万别,要求用较短的整尺钢筋不料后短头最少或为零,所以应在购买或领取钢筋时,针对下料单及工地实际情况,对钢筋的长度进行选择。
例1:某大型加工楼大梁需用Ф25钢筋,料长9.83m.显然,进10m长钢筋废短头最少。
例2:某大型加工楼基础桩主筋需用Ф12钢筋,料长2.23m×4=8.92m,2.23×5=11.15m,显然,应进9m长钢筋。
其具体作法是,以每根桩筋为9m/4=2.25m下料,其中1层柱钢筋缩短2cm即可。
例3:某住宅楼标准层柱子钢筋需搭接长而进行上一层施工,柱子主筋为4Ф14钢筋,层高为3.3m。
柱筋下料长度考虑搭接长度为:3300mm+672mm=3972mm,而3.97mm×3=11.9m,显然,应进12m长钢筋。
例4:某框架楼,2层,柱筋需对焊接长,二层地面已留出应有长度的钢筋接头,2层层高为4.4m。
需对焊的柱筋下料,一般长度等同于层高,不需考虑对焊烧蚀余量,此处为4.4m。
考虑在9m长整尺钢筋上易截取的4.5m长钢筋经对焊后,只是让3层地面露出的柱头长度比2层地面露出的柱头长度增加7cm,不仿碍2层主梁钢筋的放置,所以应选择9m长钢筋。
例5:黄骅市信誉楼泊头商厦基础主次梁的焊接接头不允许超过50%,因此,大梁主筋的起头除进12m钢筋以外,还应进一半9m或10m长的钢筋。
二、钢筋短料合理搭配下法在钢筋制作过程中,同一种钢筋往往有多种下料尺寸。
不应按下料单中的先后顺续下料,而应先截长料,所余钢筋往往能做短料,反之就会浪费钢筋。
这是钢筋下料时节省钢筋的一项原则。
例:某框架梁需用以下负弯矩筋,现场有9m长Ф25钢筋。
①号筋 4.2m②③号筋 4.7m如果按下料单下料的顺序分别下料,在截①号筋时会有600mm短头出现;而如果在截③号筋时,剩余40.3m钢筋,用搭配法下①筋料,只有10cm短头出现.另外,在钢筋放样或计算钢筋下料进,应φ对短料的动脑筋处做到心中有数,例如,住宅楼的预制过梁、梁垫、烟道、管道侧面的附加筋、框架梁端头的负弯矩筋等。
放样下料工艺WI01-021、总则1.1本工艺适用于碳素钢、低合金钢、不锈钢及不锈复合钢制压力容器制造的下料工序。
1.2对不锈钢制压力容器还应遵照WI01-08《不锈钢制压力容器制造工艺》的规定执行。
1.3本工艺是压力容器制造指导性通用工艺文件,必须与产品工艺文件配合使用,如产品工艺文件有特殊要求时,以产品工艺文件为准。
2、一般要求2.1 排版必须由经验丰富的人员进行,排版图经过审批后方可下料。
2.2. 下料前必须做好充分准备,对图纸、排版图、工艺要求充分掌握,所用工具准备齐全。
所使用的计量器具必须经过计量检测合格且在有效期之内。
2.3 容器受压元件用料必须经检查员检查合格,并有材质标记,对于材质不清、规格不符者不准使用,材料不经检查员检查合格的不准使用,如材料代用时没有代用单不准使用。
2.4 对于筒体长度(高度)大于10m的容器,下料时每道环缝应留出1.5~2mm 的收缩余量。
3、对压力容器对接焊缝位置的要求3.1 筒节最短一节长度不小于300mm。
3.2 同一筒节A类焊缝应相互平行,相邻焊缝间的弧长距离:碳素钢、低合金钢不小于500mm,不锈钢不小于300mm。
3.3 相邻筒节的A类焊缝中心线间外圆弧长以及封头A类接头焊缝中心线与相邻筒节A类接头焊缝中心线间外圆弧长应大于3δs(δs,钢材厚度)且不小于100mm。
3.4 容器内件和壳体焊接的焊缝应尽量避开筒节相焊及圆筒与封头相焊接的焊缝。
3.5 卧式容器A类焊缝不能位于壳体底部140°角度内,B类焊缝位于支座之外,且支座垫板焊缝与壳体B类焊缝距离应大于50mm。
3.6 封头由瓣片和顶圆对接制成时,焊缝只允许是径向和环向,封头各种不相交的拼焊焊缝中心线间距离至少应为3δs(δs为封头钢材厚度)且不小于100mm图3.63.7 应尽量避免在容器焊缝及其边缘附近开孔,如果必须开孔时,对以开孔中心为圆心,1.5倍开孔直径为半径所包含的焊接接头进行100%RT探伤,凡被补强圈、垫板、内件等所覆盖的焊接接头也应进行100%RT探伤。
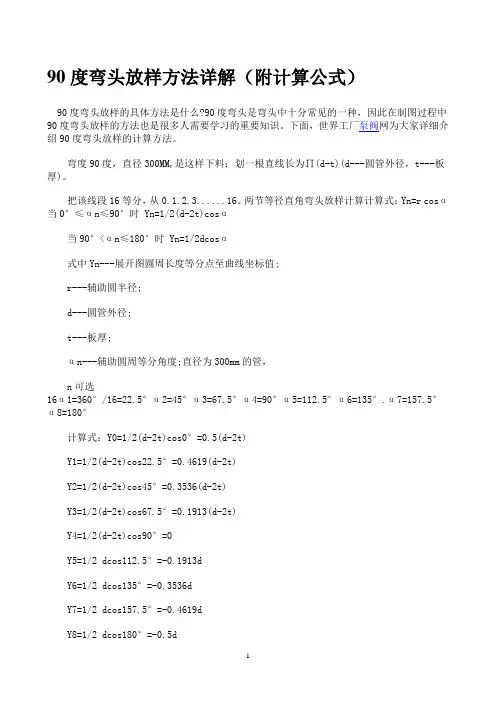
90度弯头放样方法详解(附计算公式)90度弯头放样的具体方法是什么?90度弯头是弯头中十分常见的一种,因此在制图过程中90度弯头放样的方法也是很多人需要学习的重要知识。
下面,世界工厂泵阀网为大家详细介绍90度弯头放样的计算方法。
弯度90度,直径300MM,是这样下料:划一根直线长为∏(d-t)(d---圆管外径,t---板厚)。
把该线段16等分,从0.1.2.3......16。
两节等径直角弯头放样计算计算式:Yn=r cosα当0°≤αn≤90°时 Yn=1/2(d-2t)cosα当90°<αn≤180°时Yn=1/2dcosα式中Yn---展开图圆周长度等分点至曲线坐标值;r---辅助圆半径;d---圆管外径;t---板厚;αn---辅助圆周等分角度;直径为300mm的管,n可选16α1=360°/16=22.5°α2=45°α3=67.5°α4=90°α5=112.5°α6=135°.α7=157.5°α8=180°计算式:Y0=1/2(d-2t)cos0°=0.5(d-2t)Y1=1/2(d-2t)cos22.5°=0.4619(d-2t)Y2=1/2(d-2t)cos45°=0.3536(d-2t)Y3=1/2(d-2t)cos67.5°=0.1913(d-2t)Y4=1/2(d-2t)cos90°=0Y5=1/2 dcos112.5°=-0.1913dY6=1/2 dcos135°=-0.3536dY7=1/2 dcos157.5°=-0.4619dY8=1/2 dcos180°=-0.5d因为Y0为正值,在XX轴0处是向上0.5(d-2t),Y1-Y3都是向上,Y4是0正好在X轴,而Y5-Y8为负值,因此向下作线段。
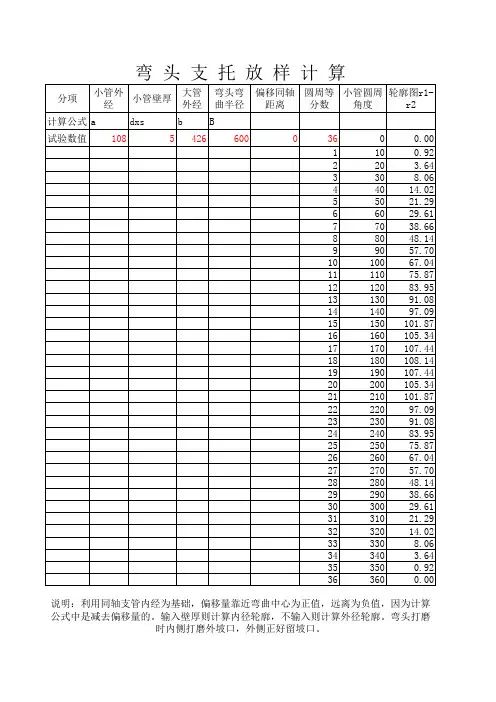
弯头管托放样计算公式在管道工程中,弯头管托是一种用于支撑管道弯头的装置,它可以有效地支撑管道,保证管道的稳定性和安全性。
在进行弯头管托放样计算时,需要考虑到管道的弯曲角度、管道的直径、管道的材质等因素,以确保弯头管托的合理设计和安装。
下面将介绍弯头管托放样计算的相关公式和方法。
1. 弯头管托的放样计算公式。
弯头管托的放样计算公式主要包括弯头管托的长度、宽度和高度的计算。
在进行弯头管托的放样计算时,需要根据管道的弯曲角度和直径来确定弯头管托的尺寸。
以下是弯头管托放样计算的相关公式:1.1 弯头管托长度的计算公式。
弯头管托长度的计算公式为,L = π× D × tan(α/2)。
其中,L为弯头管托的长度,D为管道的直径,α为管道的弯曲角度。
1.2 弯头管托宽度的计算公式。
弯头管托宽度的计算公式为,B = D × tan(α/2)。
其中,B为弯头管托的宽度,D为管道的直径,α为管道的弯曲角度。
1.3 弯头管托高度的计算公式。
弯头管托高度的计算公式为,H = D × (1 cos(α/2))。
其中,H为弯头管托的高度,D为管道的直径,α为管道的弯曲角度。
通过以上的公式,可以计算出弯头管托的长度、宽度和高度,从而确定弯头管托的尺寸,以便进行合理的设计和安装。
2. 弯头管托放样计算的方法。
在进行弯头管托放样计算时,需要按照以下步骤进行:2.1 确定管道的弯曲角度和直径。
首先需要对管道的弯曲角度和直径进行测量和确定,以便进行后续的计算。
2.2 计算弯头管托的长度、宽度和高度。
根据上述的公式,可以计算出弯头管托的长度、宽度和高度,从而确定弯头管托的尺寸。
2.3 设计和安装弯头管托。
根据计算出的弯头管托尺寸,进行合理的设计和安装,以确保弯头管托能够有效地支撑管道,保证管道的稳定性和安全性。
3. 弯头管托放样计算的注意事项。
在进行弯头管托放样计算时,需要注意以下几点:3.1 考虑管道的材质。
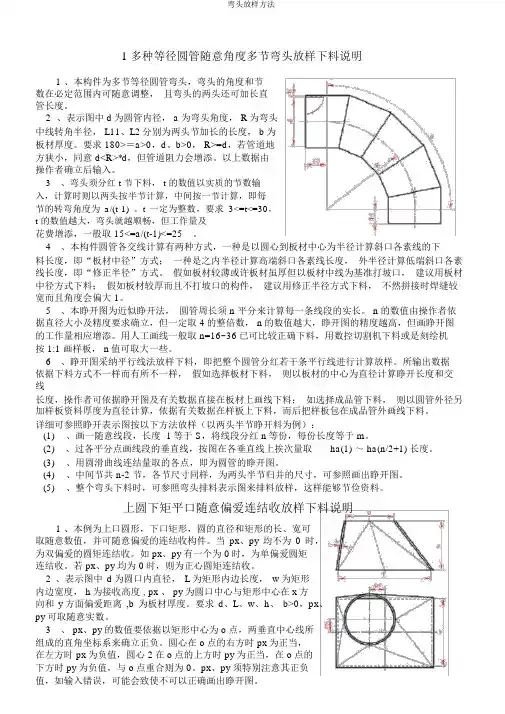
1多种等径圆管随意角度多节弯头放样下料说明1、本构件为多节等径圆管弯头,弯头的角度和节数在必定范围内可随意调整,且弯头的两头还可加长直管长度。
2 、表示图中 d为圆管内径, a为弯头角度, R为弯头中线转角半径, L11、L2分别为两头节加长的长度, b为板材厚度。
要求 180>=a>0,d、b>0, R>=d,若管道地方狭小,同意 d<R>*d,但管道阻力会增添。
以上数据由操作者确立后输入。
3、弯头须分红 t 节下料, t 的数值以实质的节数输入,计算时则以两头按半节计算,中间按一节计算,即每节的转弯角度为a/(t-1) 。
t 一定为整数,要求3<=t<=30,t 的数值越大,弯头就越顺畅,但工作量及花费增添,一般取 15<=a/(t-1)<=25。
4、本构件圆管各交线计算有两种方式,一种是以圆心到板材中心为半径计算斜口各素线的下料长度,即“板材中径”方式;一种是之内半径计算高端斜口各素线长度,外半径计算低端斜口各素线长度,即“修正半径”方式。
假如板材较薄或许板材虽厚但以板材中线为基准打坡口,建议用板材中径方式下料;假如板材较厚而且不打坡口的构件,建议用修正半径方式下料,不然拼接时焊缝较宽而且角度会偏大 1。
5、本睁开图为近似睁开法,圆管周长须 n 平分来计算每一条线段的实长。
n的数值由操作者依据直径大小及精度要求确立,但一定取 4的整倍数, n的数值越大,睁开图的精度越高,但画睁开图的工作量相应增添。
用人工画线一般取 n=16~36已可比较正确下料,用数控切割机下料或是刻绘机按1:1 画样板, n值可取大一些。
6、睁开图采纳平行线法放样下料,即把整个圆管分红若干条平行线进行计算放样。
所输出数据依据下料方式不一样而有所不一样,假如选择板材下料,则以板材的中心为直径计算睁开长度和交线长度,操作者可依据睁开图及有关数据直接在板材上画线下料;如选择成品管下料,则以圆管外径另加样板资料厚度为直径计算,依据有关数据在样板上下料,而后把样板包在成品管外画线下料。
放样下料计算范文在放样下料计算中,首先需要确定所需物体的尺寸和形状。
这些信息通常通过绘制一个平面图纸来表示。
然后,根据所需物体的尺寸和要使用的材料的尺寸,计算出所需材料的数量和尺寸。
在计算所需材料的数量时,需要考虑到材料的宽度和长度。
通常,纸板等平面材料的宽度比所需物体的宽度要大一些,以确保在制作过程中有足够的材料用于折叠和粘合。
因此,需要计算出所需材料的宽度,以及将它们排列在纸板上的数量。
例如,如果所需物体的宽度为10厘米,而纸板的宽度为15厘米,那么每个所需物体所需的纸板宽度为15厘米,所需要的纸板数量为所需物体的总宽度除以纸板的宽度,即10 cm / 15 cm = 0.67,约为0.67个纸板。
在计算所需材料的尺寸时,需要考虑到材料的厚度以及所需物体的尺寸。
通常,需要在纸板上进行切割或折叠,因此需要计算出所需的切割和折叠线的位置和长度。
这可以通过绘制所需物体的平面图纸,并测量所需的切割和折叠线的位置和长度来完成。
此外,在计算所需材料的数量和尺寸时,还需要考虑到纸板的纹理和方向。
通常,纸板的纹理会对材料的强度和可折性产生影响。
因此,在制作过程中,需要将纸板的纹理和方向考虑进去,以确保所制作的物体满足所需的强度和形状。
在进行放样下料计算时,还需要考虑到生产过程中的浪费。
由于材料的切割和处理过程中会有一定的浪费,因此需要将这些因素考虑进去,以确保所需的材料数量充足并且能够满足制作的需求。
这可以通过在计算所需材料数量和尺寸时,额外添加一定的余量来实现。
综上所述,放样下料计算是一种用于计算物体在纸板或其他平面材料上的适当尺寸和形状的方法。
通过绘制平面图纸、计算所需材料数量和尺寸、考虑材料的纹理和方向以及浪费因素等,能够有效地制作出所需的物体,同时也可以最大限度地减少材料的浪费。
放样下料计算是制作平面物体的重要技术,广泛应用于包装、家具制作等领域。
梯形s面积a上底b下底h高面积=(上底+下底)×高÷2s=(a+b)× h÷28 圆形S面积C周长∏ d=直径r=半径(1)周长=直径×∏=2×∏×半径C=∏d=2∏r(2)面积=半径×半径×∏9 圆柱体v:体积h:高s;底面积r:底面半径c:底面周长(1)侧面积=底面周长×高(2)表面积=侧面积+底面积×2(3)体积=底面积×高(4)体积=侧面积÷2×半径10 圆锥体v:体积h:高s;底面积r:底面半径体积=底面积×高÷3总数÷总份数=平均数和差问题的公式(和+差)÷2=大数(和-差)÷2=小数和倍问题和÷(倍数-1)=小数小数×倍数=大数(或者和-小数=大数)差倍问题差÷(倍数-1)=小数小数×倍数=大数(或小数+差=大数)/////////////////////////三角函数的基本关系式倒数关系: 商的关系:平方关系:tanα ·cotα=1 sinα ·cscα=1 cosα ·secα=1 sinα/cosα=tanα=secα/cscαcosα/sinα=cotα=cscα/secαsin2α+cos2α=11+tan2α=sec2α1+cot2α=csc2α诱导公式(-α)=-sinαcos(-α)=cosαtan(-α)=-tanαcot(-α)=-cotα(π/2-α)=cosα(π/2-α)=sinα(π/2-α)=cotα(π/2-α)=tanα(π/2+α)=cosα(π/2+α)=-sinα(π/2+α)=-cotα(π/2+α)=-tanαsin(π-α)=sinαcos(π-α)=-cosαtan(π-α)=-tanαcot(π-α)=-cotαsin(π+α)=-sinαcos(π+α)=-cosαtan(π+α)=tanαcot(π+α)=cotαsin(3π/2-α)=-cosαcos(3π/2-α)=-sinαtan(3π/2-α)=cotαcot(3π/2-α)=tanαsin(3π/2+α)=-cosαcos(3π/2+α)=sinαtan(3π/2+α)=-cotαcot(3π/2+α)=-tanαsin(2π-α)=-sinαcos(2π-α)=cosαtan(2π-α)=-tanαcot(2π-α)=-cotαsin(2kπ+α)=sinαcos(2kπ+α)=cosαtan(2kπ+α)=tanαcot(2kπ+α)=cotα(其中k∈Z)两角和与差的三角函数公式万能公式(α+β)=sinαcosβ+cosαsinβ(α-β)=sinαcosβ-cosαsinβ(α+β)=cosαcosβ-sinαsinβ(α-β)=cosαcosβ+sinαsinβtanα+tanβ(α+β)=——————1-tanα ·tanβtanα-tanβ(α-β)=——————1+tanα ·tanβ2tan(α/2) sinα=——————1+tan2(α/2) 1-tan2(α/2) cosα=——————1+tan2(α/2)2tan(α/2) tanα=—————— 1-tan2(α/2)半角的正弦、余弦和正切公式三角函数的降幂公式二倍角的正弦、余弦和正切公式三倍角的正弦、余弦和正切公式α=2sinαcosα2α=cos2α-sin2α=2cos2α-1=1-2sin2α2tanα2α=—————1-tan2αsin3α=3sinα-4sin3αcos3α=4cos3α-3cosα3tanα-tan3αtan3α=——————1-3tan2α三角函数的和差化积公式三角函数的积化和差公式α+βα-β+sinβ=2sin—--·cos—-— 2 2α+βα-β-sinβ=2cos—--·sin—-— 2 2α+βα-βα+cosβ=2cos—--·cos—-— 2 2α+βα-βα-cosβ=-2sin—--·sin—-— 2 2 1sinα ·cosβ=-[sin(α+β)+sin(α-β)]21cosα ·sinβ=-[sin(α+β)-sin(α-β)]21cosα ·cosβ=-[cos(α+β)+cos(α-β)] 21sinα ·sinβ=--[cos(α+β)-cos(α-β)] 2化asinα ±bcosα为一个角的一个三角函数的形式(辅助角的三角函数的公式)。
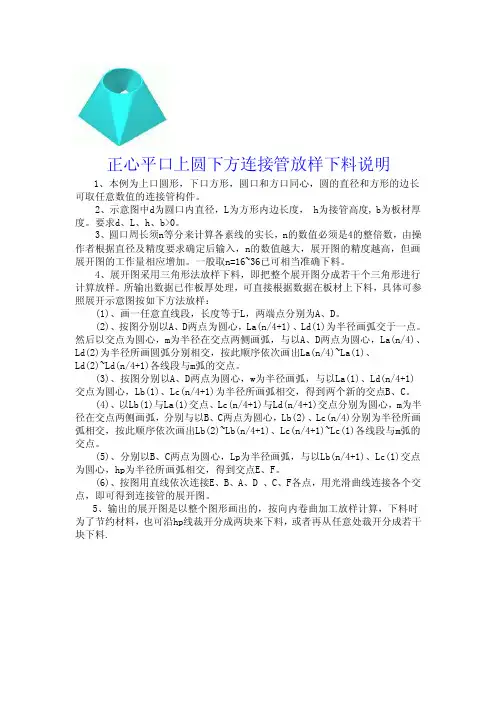
正心平口上圆下方连接管放样下料说明1、本例为上口圆形,下口方形,圆口和方口同心,圆的直径和方形的边长可取任意数值的连接管构件。
2、示意图中d为圆口内直径,L为方形内边长度, h为接管高度, b为板材厚度。
要求d、L、h、b>0。
3、圆口周长须n等分来计算各素线的实长,n的数值必须是4的整倍数,由操作者根据直径及精度要求确定后输入,n的数值越大,展开图的精度越高,但画展开图的工作量相应增加。
一般取n=16~36已可相当准确下料。
4、展开图采用三角形法放样下料,即把整个展开图分成若干个三角形进行计算放样。
所输出数据已作板厚处理,可直接根据数据在板材上下料,具体可参照展开示意图按如下方法放样:(1)、画一任意直线段,长度等于L,两端点分别为A、D。
(2)、按图分别以A、D两点为圆心,La(n/4+1)、Ld(1)为半径画弧交于一点。
然后以交点为圆心,m为半径在交点两侧画弧,与以A、D两点为圆心,La(n/4)、Ld(2)为半径所画圆弧分别相交,按此顺序依次画出La(n/4)~La(1)、Ld(2)~Ld(n/4+1)各线段与m弧的交点。
(3)、按图分别以A、D两点为圆心,w为半径画弧,与以La(1)、Ld(n/4+1)交点为圆心,Lb(1)、Lc(n/4+1)为半径所画弧相交,得到两个新的交点B、C。
(4)、以Lb(1)与La(1)交点、Lc(n/4+1)与Ld(n/4+1)交点分别为圆心,m为半径在交点两侧画弧,分别与以B、C两点为圆心,Lb(2)、Lc(n/4)分别为半径所画弧相交,按此顺序依次画出Lb(2)~Lb(n/4+1)、Lc(n/4+1)~Lc(1)各线段与m弧的交点。
(5)、分别以B、C两点为圆心,Lp为半径画弧,与以Lb(n/4+1)、Lc(1)交点为圆心,hp为半径所画弧相交,得到交点E、F。
(6)、按图用直线依次连接E、B、A、D 、C、F各点,用光滑曲线连接各个交点,即可得到连接管的展开图。
& BASIC中国化学工程第四建设公司高用全目录前言…………………………………………………………………………………( 3 )第一部分两体相贯展开………………………………………………………………( 5 )1 .封头与圆管相贯………………………………………………………………… (5 )2 .方管与封头垂直体相贯………………………………………………………… (9 )3 .直管与封头水平相贯…………………………………………………………… (12 )4 .直角二节弯头…………………………………………………………………… (14 )5 .任意角度二节弯头……………………………………………………………… (15 )6 .任意角度四节弯头……………………………………………………………… (17 )7 .虾米弯管托……………………………………………………………………… (19 )8 .圆锥体弯头……………………………………………………………………… (21 )9 .圆筒上直管……………………………………………………………………… (24 )10 .圆管与圆筒中心线平行相贯及开孔……………………………………………(25 )11 .圆台与圆筒相贯…………………………………………………………………(28 )12 .直管与圆筒体斜相贯……………………………………………………………(32 )13 .特殊形状圆变方与圆筒相贯……………………………………………………(34 )14 .特殊形体圆变圆与圆筒相贯一…………………………………………………(38 )15 .特殊形体圆变圆与圆筒相贯二…………………………………………………(41 )16 .圆锥与直管垂直相贯……………………………………………………………(45 )17 .直管与圆锥水平相贯……………………………………………………………(48 )18 .直管与圆锥相贯开孔……………………………………………………………(50 )19 .圆管与圆台中心线平行相贯……………………………………………………(53 )20 .球体与圆柱相贯(球罐柱腿)…………………………………………………(55 )第二部分单形体展开…………………………………………………………………(58 )21 .天圆地方…………………………………………………………………………(58 )22 .倾斜天圆地方……………………………………………………………………(60 )23 .天圆地方二………………………………………………………………………(63 )24 .圆台体大圆弧展开法……………………………………………………………(66 )25 .偏心大小头 (69)26 .马蹄形体 (72)27 .斜圆台 (75)附:BASIC 语言程序计算值……………………………………………………………… 78)第一部分两体相贯展开1 .封头与圆管相贯已知:R 、r 、 a 、b 、H ,求:圆管素线实长(展开圆管实形)椭圆封头上的节管是石油化工容器设备上常见的一种,这里计算的是节管的下料长度。
筒体板和锥体板全部为中心径展开关于开孔放样:.圆锥体上正交开孔:1画出剖视图,定出管的位置2.由锥体顶点引一水平线,管向此线投影,管的直径作圆,剪掉直线以下的部分3.平分此圆,一般为8份(分的分数越多越精确,分6份与8份相差14.5mm),由等份点向上引直线,连结等份点和圆锥顶点。
以高于管口直径的直线一半为半径,以锥顶为圆心作圆。
延长等份点和锥顶的连线至新作的圆,由此得出直线和圆的交点,由交点向上引线,此线和上口(高于管)有交点,连接交点和锥顶4.分别向上引两条线和一条与锥顶的连线有交点,连接交点得出相关线,由交点向另一侧引线与圆锥剖视图的线相交5分别用锥顶和4中提到的交点作圆6.3中提到锥顶与等份点连线,量出与水平线的夹角,求出与外圆相交得出的弧长7.用5中得出的圆和锥体剖视的斜长为半径作的圆,在后圆上掐出相等的弧长连接各圆与线的交点得出孔实型。
实型求出过程见下图:8.求出管的切割形状:是由相关线量开始量。
展开为管的半径还是中心径根据需要来定圆管平交圆锥:1.作出管与锥体相交的具体位置,在管端用管半径为半径做圆,剪掉一半,等分留下的另一半,由等分点向另一侧引水平线,用同样的方法在下方做相同的圆并等分,通过等分点向另一侧引水平线。
2.以1中交点的一半作圆并下移与下个等分圆相交,由相交点向上引线,由此得出相关线,下方则得出管的形状3.在各自对应的圆上求出相应的弧长,最后在中心与顶点连线为半径的圆上量出弧长,得出孔实型圆管与锥体斜交与平交相似(略)见下图:管上开管:1.作出管的正交剖面图,平分管的半圆,由等分点向下引线与下管的剖面图相交,由交点引水平线2.作一斜交的管,然后平分管的剖视图,由剖视图的引线和此等分点的引线得出相关线(附孔实型)裤衩:1.在三维中画出一圆柱,用圆柱截出裤衩2.平分上面的半圆和下面的1/4的圆3.连接个等分点连接两等份点之间的连线,开始扳线:1.分别量出两圆等分点之间的弦长。
钣金件下料(展开)基本方法一.放样及其基本原理放样又叫放大样。
就是依据施工图纸要求,按正投影的原理把构件图画到地板、样板或钢板上,通过气割或剪切方法形成下料件。
1. 放样图放样图有与施工图不同的特点:放样比例一般只限于1:1;选用适当划线工具划线,利于下序加工;放样时可添加、借用必要辅助线,不划与下料尺寸无关的图纸线;放样的目的在于精确地反映实物、变形前实物形状;放样必须考虑钢板厚度对下序加工的影响,适当加、减预留量等。
2. 常用几何线、形的画法1/ 垂直线画法:1)用划规在直线上画垂直线。
(图1.2-1)2)用30°角斜边等于对边2倍的几何定理(三规求方法),用划规画垂直角线。
(图1.2-2) 3)采用半圆法用划规画垂直角线。
(图1.2-3)4)用(勾3、股4、玄5)勾股玄定理,用钢板尺画垂直角线。
(图1.2-4)2/ 平行线画法:1)切线法,用钢板尺、划规画平行线。
(图1.2-5)2)等距法,用钢板尺画平行线。
(图1.2-6)3/ 夹角平分线。
用钢板尺、划规画角度平行线。
(图1.2-7)4/ 三边定尺,画三角形。
用钢板尺、划规画三角形。
(图1.2-8)5/ 四边定尺,平移平行线画长矩形。
用钢板尺、地规画四边形。
(图1.2-9)6/ 等分直线段。
用钢板尺、划规、直角尺画线段等分线。
(图1.2-10)7/ 等分圆弧段(分度)。
1)平分玄法。
用钢板尺、划规画弧线等分段。
(图1.2-11)2)渐近法。
用划规分别选玄长,画弧线等分段。
(图1.2-12)3. 点、线、弧间的连接方法1/ 已知三点的同心圆。
用钢板尺、划规补画同心圆。
(图1.3-1)2/ 已知R尺寸画两相交线圆弧。
用钢板尺、划规画夹角圆弧。
(图1.3-2)3/ 圆管斜口边(迂回弯头中心辅助线)。
用钢板尺、划规画迂回线。
(图1.3-3)4. 心形、蛋圆形、制动销形的画法1/ 心形。
(图1.4-1)2/ 蛋圆形。
已知r小圆、R大圆、圆心距a,画蛋圆形。
③展开高度以上下接触点的垂直高度为准。
说明正圆锥台料计算(1.1)
蓝色数据为放样必用的数据展开图样图
展开料小端弦长A 1 1.17展开料小端弧长S 1
3.14大小端弦心距B
23.69
上部锥展开半径r
0.72展开料夹角α250.73展开料大端弦长A
39.81展开料大端弧长S 106.81必备数据
参考数据整圆锥展开半径R
24.41整锥台高H 17.52两端口垂直距离h 17
红色数字为要更填的已知条件放样数据结果区(mm)
大端外直径D
40板厚δ6
小端外直径d
7公式符号示意图(mm)
①上端圆口小,以中性层接触。
②下端圆口大,以中性层接触。
已知条件输入区(mm)
放样加工说明区
一.板厚2个以下的可以忽略不计.
二.上端小口在内直径500MM以上的可以在卷板机上卷制,先卷两头到位,再卷成型.
三.卷制至对口后点对打底,再校卷正式圆,不到可一次下压太多.焊完再卷,取出.
四.打制的可以把放样板放在平台的两根圆钢上用型锤按等分线多次重复打制.先打 两头至够弧度,再打中部至完工,焊完后最好再上卷板机校圆.。
钢构件工厂加工制作编制钢结构安装方案
放样、号料、切割、
钢构件运输进场钢构件现场安装
临时安装支架、结构安装钢结构施工工艺流程
6.2.1 放样、号料与下料
6.2.1.1 放样
6.2.1.2 号料
6.2.1.3 切割下料
机械剪切气割等离子切割气割法:
机械切割法:
等离子切割法:。
6.2.2 构件加工
R
b)圆锥面卷曲c)任意柱面卷曲
a)圆柱面卷曲R
4R 3R
21
R R
5
4
A-A
2
A A 13
6.2.2.2 边缘加工
一般需要作边缘加工的部位包括:
6.2.2.3 其他加工工艺
3.制孔
6.2.3 组装
6.2.4 矫正6.2.4.1 概述
钢结构的矫正:1.火焰矫正
:火焰加热位置、加热的形式和加热的热量。
2.机械矫正
3.手工矫正
在钢材或构件的矫正过程中,应注意以下几点:。
球面经线法近似放样下料说明
本例为球罐按经线法近似放样下料的构件。
球面为不可展曲面,因此分近似法和拱曲法两种放样方法作展开图计算。
经线法近似放样是将球面的经线方向分成若干等分按多边形来计算下料,按此制作后是多边形的近似球面,外形不够美观,但具有加工简单、对工人的技术要求不高、成本低等优点,等分数较大时,可接近球状。
示意图中d为球罐的内径,b为板材厚度。
要求d、b>0,以上数据由操作者确定后输入。
球罐经线方向须分成n1等分,纬线方向须分成n2等分来计算每一条素线的实长,n1、n2的数值由操作者根据直径和精度要求自定,但必须取4的整倍数,n1、n2的数值越大,展开图的精度越高,但画展开图的工作量相应增加。
用人工画线一般取n1、n2=16~36已可比较准确下料,用数控切割机下料或是刻绘机按1:1画样板,n1、n2值可取大一些。
展开图所输出数据已作板厚处理,操作者可直接根据数据在板材上下料,具体可参照展开示意图按如下方法放样:
(1)、画一任意线段,长度等于ls,将线段分成n2等份,每份长度等于m2。
(2)、过各等分点在线段的两侧画垂直线,按图在各垂直线上对称依次量取ms(1)~ms(n2/2+1)长度。
(3)、用光滑曲线连接量取的各点,即为球罐一片的展开图,共需画n1片同样的展开图,弯曲后拼接起来即成近似的球罐。
球面经线法拱曲放样下料说明本例为球罐按经线法拱曲放样下料的构件,由于球面为不可展曲面,拱曲法每块料中线按球面尺寸计算下料,边线则加一定的收缩量,加工时用热胀冷缩或压延的办法使边线收缩中间拉伸拱曲成球面形状,用压延方法加工,要有大型压力机和模具,用热胀冷缩法对工人的技术要求高,成本费用大。
使用哪种方法放样下料,须根据构件的要求,工人的技术水平,设备状况以及成本的高低来确定。
示意图中d为球罐的内径,d1为球罐顶圆直径,b为板材厚度。
要求d1、b>0、d1<d,以上数据由操作者确定后输入。
由于加工的方法不同,下料尺寸会略有差异,甚至是比较大的差异,因此在本构件中设置延展系数t,以方便用户根据加工方法和实际经验下料。
t的数值可为0~1之间的任意数值,当t=0时,表示加工过程没有拉伸延长板材,全部用收缩的办法获得所需的曲面;当t=1时,表示以直线代替曲线下料,加工过程主要用锤击或冲压的办法延展板材获得所需的曲面,0<t<1时展开尺寸在两者之间,下料时可根据经验结合这个功能选择下料尺寸和延展系数。
球罐经线方向须分成n1等分,纬线方向须分成n2等分来计算每一条素线的实长,n1、n2的数值由操作者根据直径和精度要求自定,但必须取整数,n1的数值根据加工要求确定,n2的数值越大,展开图的精度越高,但画展开图的工作量相应增加。
用人工画线一般取n2=16~36已可比较准确下料,用数控切割机下料或是刻绘机按1:1画样板,n2值可取大一些。
展开图所输出数据已作板厚处理,操作者可直接根据数据在板材上下料,具体可参照展开示意图按如下方法放样:
(1)、顶圆直接以rs为半径画圆即可得展开图,共两件。
(2)、画一任意线段,长度等于lp,将线段分成n2等份,每份长度等于m1。
(3)、过各等分点在线段的两侧画垂直线,端点处按图以rp为半径画弧,在各垂直线及圆弧上对称依次量取ma(1)~ma(n2/2+1)长度。
(4)、用光滑曲线连接量取的各点,即为球罐一片的展开图,共需画n1片同样的展开图。
由于拱曲法加工下料难以完全达到要求,实际下料时可适当加一点余量,拼接时再根据实际情况割去多余部分。
(5)顶圆及各片料经弯曲及热胀冷缩或压延拱曲后,拼接起来即成圆滑的球罐。
球面纬线法近似放样下料说明
本例为球罐按纬线法近似放样下料的构件,由于球面为不可展曲面,用近似法放样仅能近似的做成球状。
近似法是将球面的纬线方向分成若干等分按正圆锥来计算下料,按此制作后是若干个正圆锥台叠加的近似球面,外形不够美观,但具有加工简单、对工人的技术要求不高、成本低等优点,等分数较大时,可接近球状。
示意图中d为球罐的内径,b为板材厚度。
要求d、b>0,以上数据由操作者确定后输入。
球罐放样时纬线方向须分成n1等分,如果球罐直径较大或为了节约钢材,经线方向还可分成n2等分来计算下料,n1、n2的数值由操作者根据球罐直径和精度要求自定,n1必须取2的整倍数,n2可取大于等于1小于等于48的整数,n1、n2的数值越大,展开图的精度越高,但画展开图的工作量相应增加。
用人工画线一般取n1、n2=16~36已可比较准确下料,用数控切割机下料或是刻绘机按1:1画样板,n1、n2值可取大一些。
顶圆的半径根据等分数的变化而改变,为d*sin(180/n1)/2,顶圆在加工时,除要用热胀冷缩法或压力机压延方法加工,有时还需辅以其它法加工才能取得更好效果。
展开图所输出数据已作板厚处理,操作者可直接根据数据在板材上下料,具体可参照展开示意图按如下方法放样:
(1)、顶圆直接以rs为半径画圆即可得展开图,共两件。