4-2设备(工装)名称编号
- 格式:doc
- 大小:149.00 KB
- 文档页数:1

设备/工装/夹具管理办法1、目的为使生产顺利进行,确保设备及工装夹具满足要求,提高产品品质、延长使用寿命。
2、范围生产、品检用的设备、工装夹具均属此范围。
3、定义3.1工装夹具:使用于产品生产测试用的辅助工具/模拟设备。
4、权责4.1设备工装夹具制作与修理:需要单位提出申请,工模车间修理与制作。
4.2验收:使用单位技术人员验收,使用单位主管确认。
4.3保管:使用单位进行管理。
5、作业程序5.1设备、工装夹具的修理制作、修理、验收作业。
5.1.1设备、工装夹具的修理制作由需求单位提出申请,主管领导核准后由工模车间处理。
5.1.2维修时,由使用单位申请,主管领导核准后工模车间安排修理,修理后工模车间应确认其精度。
5.1.3设备、工装夹具制作或修理后,由生产单位技术人员验收,使用单位主管确认。
5.2设备工装夹具管理5.2.1编号:①GZJ —□□□②□□□—□□□流水号流水号工装夹具代号设备名称代号注:设备代号:超声波CSB,车床CCC,丝印机SYJ,移印机YYJ,烫金机TJJ,注塑机ZSJ,其它AAA。
5.2.2设备、测试用工装夹具由工模车间修理及制作,经品管部确认后方可投入使用。
工模车间须贴上“检验合格证”标签。
5.2.3设备、测试用工装夹具由工模车间统一管理列帐,建立《工装夹具/测试设备一览表》、《生产和办公设备一览表》及《计量设备清单》。
5.2.4设备、测试用工装夹具由工模车间每一年送计量检测单位进行校正或每次使用前确认校正,并更换“合格证”。
5.2.5对校正不合格的设备、工装夹具应立即停止使用,直至维修校正合格为止。
并及时评价已测产品的可靠性,直至追踪到合格为止。
5.3设备、工装夹具维护由使用单位自行负责日常保养。
保养及检查内容见《设备点检表》。
5.4用于辅助性或对比测试的量具(如弹簧秤)由工模车间进行内校后工装夹具直接交使用单位使用,不用外部测试。
5.5所有设备、工装夹具管理记录予以保存。
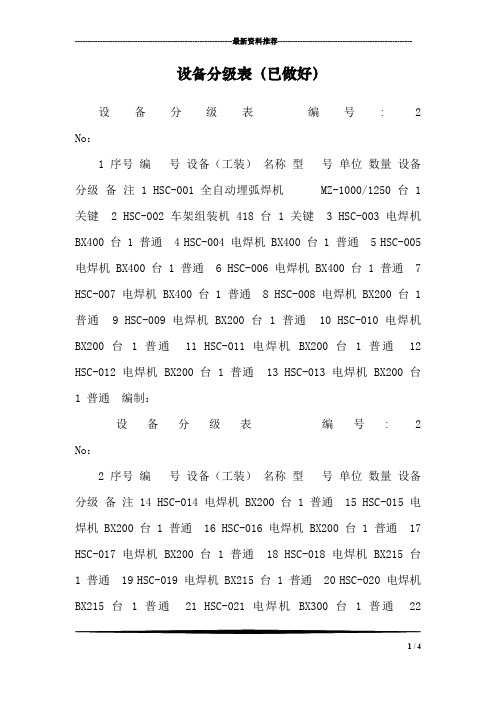
---------------------------------------------------------------最新资料推荐------------------------------------------------------设备分级表(已做好)设备分级表编号: 2 No:1 序号编号设备(工装)名称型号单位数量设备分级备注 1 HSC-001 全自动埋弧焊机 MZ-1000/1250 台 1关键 2 HSC-002 车架组装机 418 台 1 关键 3 HSC-003 电焊机BX400 台 1 普通 4 HSC-004 电焊机 BX400 台 1 普通 5 HSC-005电焊机 BX400 台 1 普通 6 HSC-006 电焊机 BX400 台 1 普通 7HSC-007 电焊机 BX400 台 1 普通 8 HSC-008 电焊机 BX200 台 1普通 9 HSC-009 电焊机 BX200 台 1 普通 10 HSC-010 电焊机BX200 台 1 普通 11 HSC-011 电焊机 BX200 台 1 普通 12HSC-012 电焊机 BX200 台 1 普通 13 HSC-013 电焊机 BX200 台1 普通编制:设备分级表编号: 2 No:2 序号编号设备(工装)名称型号单位数量设备分级备注 14 HSC-014 电焊机 BX200 台 1 普通 15 HSC-015 电焊机 BX200 台 1 普通 16 HSC-016 电焊机 BX200 台 1 普通 17HSC-017 电焊机 BX200 台 1 普通 18 HSC-018 电焊机 BX215 台1 普通 19 HSC-019 电焊机 BX215 台 1 普通 20 HSC-020 电焊机BX215 台 1 普通 21 HSC-021 电焊机 BX300 台 1 普通 221 / 4HSC-022 电焊机 BX300 台 1 普通 23 HSC-023 电焊机 SKR500 台1 普通 24 HSC-024 电焊机 SKR500 台 1 普通 25 HSC-025 电焊机 SKR500 台 1 普通 26 HSC-026 电焊机 SKR500 台 1 普通编制:设备分级表编号: 2 No:3 序号编号设备(工装)名称型号单位数量设备分级备注 27 HSC-027 电焊机 SKR-500 台 1 普通 28 HSC-028电焊机 SKR-500 台 1 普通 29 HSC-029 电焊机 SKR-500 台 1 普通 30 HSC-030 电焊机 SKR-500 台 1 普通 31 HSC-031 电焊机SKR-500 台 1 普通 32 HSC-032 电焊机 SKR-500 台 1 普通 33HSC-033 电焊机 NB-250 台 1 普通 34 HSC-034 电焊机 NB-250台 1 普通 35 HSC-035 电焊机 NB-250 台 1 普通 36 HSC-036 电焊机 NB-250 台 1 普通 37 HSC-037 电焊机 NB-250 台 1 普通38 HSC-038 CO2-0 电焊机 NB250 台 1 普通 39 HSC-039 CO2 电焊机 NB250 台 1 普通编制:设备分级表编号: 2 No:4 序号编号设备(工装)名称型号单位数量设备分级备注40 HSC-040 CO2-电焊机NB-250 台 1 普通41HSC-041 CO2-电焊机 NB-250 台 1 普通 42 HSC-042 CO2-电焊机NB-250 台 1 普通 43 HSC-043 CO2-电焊机 NB-250 台 1 普通 44---------------------------------------------------------------最新资料推荐------------------------------------------------------HSC-044 CO2-电焊机 NB-250 台 1 普通 45 HSC-045 CO2-电焊机NB-250 台 1 普通 46 HSC-046 CO2-电焊机 NB-250 台 1 普通 47HSC-047 CO2-电焊机 NB-250 台 1 普通 48 HSC-048 CO2-电焊机NB250 台 1 普通 49 HSC-049 CO2-电焊机 NB250 台 1 普通 50HSC-050 CO2-电焊机 NB250 台 1 普通 51 HSC-051 CO2-电焊机NB250 台 1 普通 52 HSC-052 CO2-电焊机 NB250 台 1 普通编制:设备分级表编号: 2 No:5 序号编号设备(工装)名称型号单位数量设备分级备注 53 HSC-053 CO2-电焊机 NB250 台 1 普通 54 HSC-054CO2-电焊机 NB300 台 1 普通 55 HSC-055 CO2-电焊机 NB300 台 1普通 56 HSC-056 CO2-电焊机 NB---500 台 1 普通 57 HSC-057CO2-电焊机 NB500 台 1 普通 58 HSC-058 CO2-电焊机 NB200 台 1普通 59 HSC-059 CO2-电焊机 NB200 台 1 普通 60 HSC-060 CO2-电焊机 NB250 台 1 普通 61 HSC-061 CO2-电焊机 NB250 台 1 普通 62 HSC-062 钻床 Z5140A 台 1 普通 63 HSC-063 数控火焰切割机 SH-2019H 台 1 重要 64 HSC-064 折弯机 W67Y 台 1 重要65 HSC-065 二氧化碳保护焊机 QVN31/13 台 1 普通编制:设备分级表编号: 2 No:3 / 46 序号编号设备(工装)名称型号单位数量设备分级备注 66 HSC-066 电动单梁起重机 LD-A5T18.5 台 1 重要 67 HSC-067 电动单梁起重机 LD-A5T18.5 台 LL 重要 68 HSC-068 电动单梁起重机 LD-A5T18.5 台 1 重要 69 HSC-069 电动单梁起重机 LD-A5T18.5 台 1 重要 70 HSC-070 驻车试验台台 1 重要 71 HSC-071 喷漆烤漆房 4.218.5 台 1 重要 72 HSC-072 喷砂除锈房 4.218.5 台 1 重要 73 HSC-073 空压机W3/8 台 1 重要 74 HSC-074 喷砂机 4.218.5 台 1 重要 75 HSC-075 压槽机GA15-22 台 1 重要编制:。
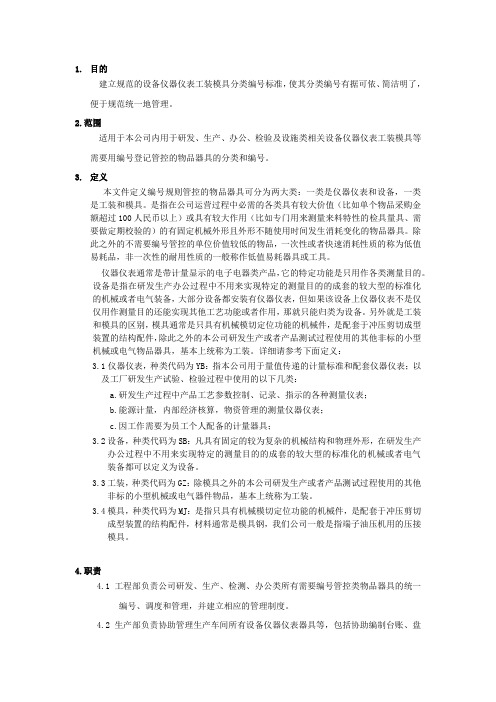
1.目的建立规范的设备仪器仪表工装模具分类编号标准,使其分类编号有据可依、简洁明了,便于规范统一地管理。
2.范围适用于本公司内用于研发、生产、办公、检验及设施类相关设备仪器仪表工装模具等需要用编号登记管控的物品器具的分类和编号。
3.定义本文件定义编号规则管控的物品器具可分为两大类:一类是仪器仪表和设备,一类是工装和模具。
是指在公司运营过程中必需的各类具有较大价值(比如单个物品采购金额超过100人民币以上)或具有较大作用(比如专门用来测量来料特性的检具量具、需要做定期校验的)的有固定机械外形且外形不随使用时间发生消耗变化的物品器具。
除此之外的不需要编号管控的单位价值较低的物品,一次性或者快速消耗性质的称为低值易耗品,非一次性的耐用性质的一般称作低值易耗器具或工具。
仪器仪表通常是带计量显示的电子电器类产品,它的特定功能是只用作各类测量目的。
设备是指在研发生产办公过程中不用来实现特定的测量目的的成套的较大型的标准化的机械或者电气装备,大部分设备都安装有仪器仪表,但如果该设备上仪器仪表不是仅仅用作测量目的还能实现其他工艺功能或者作用,那就只能归类为设备。
另外就是工装和模具的区别,模具通常是只具有机械模切定位功能的机械件,是配套于冲压剪切成型装置的结构配件,除此之外的本公司研发生产或者产品测试过程使用的其他非标的小型机械或电气物品器具,基本上统称为工装。
详细请参考下面定义:3.1仪器仪表,种类代码为YB:指本公司用于量值传递的计量标准和配套仪器仪表;以及工厂研发生产试验、检验过程中使用的以下几类:a.研发生产过程中产品工艺参数控制、记录、指示的各种测量仪表;b.能源计量,内部经济核算,物资管理的测量仪器仪表;c.因工作需要为员工个人配备的计量器具;3.2设备,种类代码为SB:凡具有固定的较为复杂的机械结构和物理外形,在研发生产办公过程中不用来实现特定的测量目的的成套的较大型的标准化的机械或者电气装备都可以定义为设备。

⼯装夹具、设备编号规则
管理制度
⽂件名称:⼯装夹具、设备编号规定⼯装夹具、设备编号规定
1. ⽬的:
为了便于设备的管理,特制定本办法来统⼀设备的编号
2. 适⽤范围:
本制度适⽤于公司内所有的设备和⼯装夹具
3.定义
3.1 新购置设备或⼯装夹具安装调试完成后,投⼊于⽣产进⾏对设备编号;
3.2所有的设备和⼯装夹具,⽤此规定对设备编号;
4. 职责
4.1 设备正常投⼊⽣产,设备管理⼈员做好设备编号卡,贴在设备正⾯空⽩处的位置。
4.2 ⼯装夹具编号,由技术部⼈员在模具空⽩处激光打标机打上编号。
4.3 设备编号完成后,由设备管理⼈员在设备明细登记表输⼊相关信息并整理归档。
5. ⼯作程序
5.1⽣产设备编号规则:
5.2⼯装模具编号规则:
本公司⼯装模具分为落料模、成形模、线切割定位夹具和焊接定位夹具四⼤类。
×
- □□□
5.3 其他⾮标件编码规则
⼯装模具代号: D :点焊定位夹具; H :焊接定位夹具; C :带环成形模
顺序号。
从01----99,依次排列。
顺序号。
从001----999,依次排列。
代表⽣产设备顺序号。
从001----999,依次排列。
代表其他⾮标件。

目的规范设备、工装的管理,确保设备、工装满足产品生产过程要求。
范围适用于公司所有的工装、设备的管理。
工装:产品制造过程中用于加工或检测用的辅助装置,即工艺装备,其中包括:刀具、夹具、模具、量检具,辅具、磨具等。
职责工艺部负责工装的设计、制作以及工装、设备的维修、校验等归属管理,与产品直接接触设备、工装夹具的RoHS符合性检测;使用部门负责工装、设备的使用和保养;品管部IPQC负责监督设备工装管理规定的执行。
程序内容工作流程无工作程序设备、工装的购置、验收执行《基础设施与工作环境管理程序》(YHT-QP007)规定要求。
设备、工装的编号执行附件一《设备、工装、监视测量装置编号规则》。
设备、工装的使用、维护、保养.1 工艺部设备工程师每年12月底制定下一年度《工装、设备维护保养计划》,保养计划应当明确保养的内容、周期以及保养责任人等,经部门经理审核,总工程师批准后发布实施;.2 使用部门按照《工装、设备维护保养计划》要求进行相应维护、保养,填写《工装、设备维护保养记录表》;必要时设备工程师参与或协助大型、重点设备的定期保养;RoHS环境有害物质对产品造成污染,并在检测完毕后加贴RoHS标签予以.3 与产品直接接触的设备、工装应当进行定期的RoHS检测分析,以避免非识别,检测信息作为定期保养的内容记录在《工装、设备维护保养记录表》中予以追溯;.4 关键设备的管理:a、关键工序使用的生产设备为关键设备,本公司的关键设备为回流焊炉;b、关键设备的操作人员应进行专业培训并取得资格方可上岗;c、关键设备的配件、易损件应保证一定的品种和数量,以保证设备发生故障时备件随时可以得到;.5 工装分类和管理:a、工装分为自制工装、外购工装、定制工装三种;b、工艺部负责工装的设计以及自制工装的制作;c、工艺部负责对产品的性能参数指标造成影响的工装,例如检测、老化用的工装,进行定期校验,具体执行《工装、设备维护保养计划》。
Ver. 1.0QC/T-001质量规范–图纸、零件及工装夹具编号规则Specifications of Quality - Coding Rule ofDrawing, Products & Tooling and FixtureXXXX-XX-XX发布XXXX-XX-XX实施XXXXXXXX发布XX-QC/T-001-XXXX前言为了确保公司零部件编号、图纸编号的规范,便于查询,本公司特参照有国家标准及行业标准,制定出本企业标准。
本标准主要参照:1.QC/T265 – 2004 《汽车零部件编号规则》2.ISO/TS16949:2009 《汽车生产件及相关服务件的组织应用ISO9001:2008的特别要求》(第三版)3.XX-QP-QD-01 《文件与资料控制程序》本标准代替XX-QC/T-001-XXXX《产品编号规则》。
本标准与XX-QC/T-001-XXXX相比主要变化如下:——增加了图纸编号规则的内容(增加4.1条目,原4.1条目顺延调整为4.2条目)——调整了夹具(治具)的编号方法本标准由技术部提出。
本标准起草单位:技术部、质量部;修订单位:技术部、质量部本标准首次发布于XXXX年XX月XX日,于XXXX年XX月XX日进行修订。
XX-QC/T-001-XXXX零件、图纸、工装夹具编号规则1.目的为了确保公司工程图纸编号、零件编号以及相关工装模具编号的规范性,便于图纸、零件及相关工装模具的查找,且使图纸、零件及工装夹具保持版本一致,特编制本规则。
2.范围本标准规定了本公司所有产品零部件、图纸及工装部件的基本规则和方法。
本标准适用本公司所有产品零部件编号及工装编号(适用新开发产品模具编号)。
3.术语和定义下列术语和定义适用于本标准。
3.1 产品(Products)生产企业向用户或市场以商品形式提供的成品。
3.2零部件(Parts and components)包括总成、分总成、子总成、单元体、零件。
QR/L Y4.9-4.2
工装履历表
工装名称:
工装编号:
单位名称:
一、工装总况
1.工装名称:
2.工装编号:
3.使用产品型号及名称:
4.适用零件图号及名称:
5.适用设备名称及规格:
6.设计时间及设计者:
7.制造时间及制造部门:
8.验证时间及验证负责人:
9.使用时间及使用部门:
10.修理次数
11.合计使用时间及生产零件总数
12.报废时间及批准人
二、设计记录
1.设计任务书
2.设计时间及设计人
3.审核人:
4.会签人:
5.批准人:
6.标准化审核人:
7.图样代号及数量
8.零件总数:自制件,标准件,外购件。
9.设计寿命
三、制造记录
1.制造起讫时间:
2.制造部门:
3.同时制造数量:
4.零件检查记录如下表:
四、工艺装备验证记录表
五、工装使用记录
1.投入使用时间
2.使用记录表
六、工艺装备定期精度检查记录表
七、工艺装备修理记录表
八、工艺装备报废申请审批表。
已有技制工制外购已有技制工制外购
已有技制工制外购
已有技制工制外购
已有技制工制外购
已有技制工制外购
已有技制工制外购
已有技制工制外购
已有技制工制外购
已有技制工制外购
已有技制工制外购
已有技制工制外购
已有技制工制外购
已有技制工制外购
已有技制工制外购
已有技制工制外购
已有技制工制外购
已有技制工制外购
注:技制-技术中心制造,工制-工厂制造,外购-设备由工厂外购。
实际进度
序号工序名称设备/模治具名称技术要求
状况计划进度编制生产工厂
工厂批准批准零件名称
零件编号审核设备工装清单
编号
顾客车型。