SES D 2221锌镍合金电镀层符号
- 格式:pdf
- 大小:73.18 KB
- 文档页数:3
这是电镀与表面处理的表示方法【基体材料】/【处理方法】.【处理名称】【处理特征】.【后处理(颜色)】处理方法有:Ep-- 电镀、Ap-- 化学镀、Et-- 电化学处理、Ct-- 化学处理处理名称有:P--钝化、O-- 氧化、A--阳极化(包括草酸、硫酸、铬酸和磷酸)、Ec-- 电解着色等处理特征有:b-- 光亮、s--半光亮、m-- 暗、hd-- 硬质、cd-- 导电、i--绝缘等等后处理有:P-- 钝化、O-- 氧化、Cl--着色、S--封闭、Pt-- 封闭等等例如:Al / Et.Ahd 铝合金电化学硬质阳极化Al / Et.A.Cl(bk) 铝合金电化学阳极化并着黑金属电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002 电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法:基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C(钢材,电镀锌7 μm以上,彩虹铬酸盐处理 2 级C 型。
)例2:Fe / Ep.Ni25dCr0.3mp(钢材,电镀双层镍25 μm以上,微孔铬0.3 μm以上。
)例3:Cu / Ep.Ni5bCr0.3r(铜材,电镀光亮镍 5 μm 以上,普通装饰铬0.3 μm 以上。
)例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823(铝材,化学镀镍磷合金13 μm以上,电镀光亮银10 μm以上,涂DJB-823 防变色处理。
) A1.2 化学处理和电化学处理的表示方法:基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求)例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铬酸盐转化膜)例7:Cu/Ct.P(铜材,化学处理,钝化。
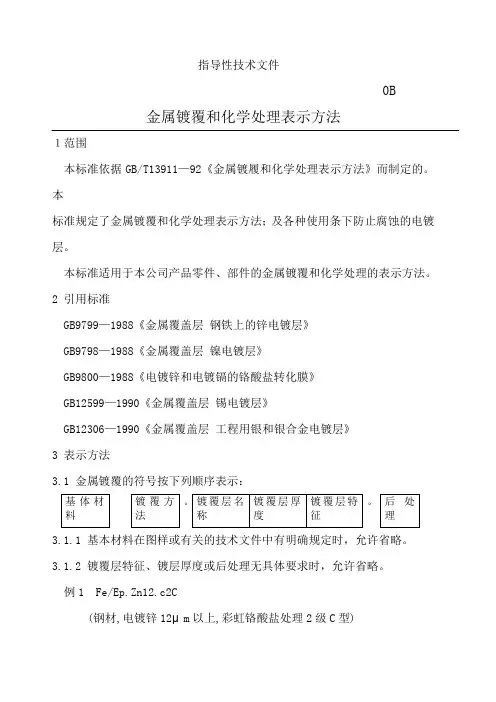
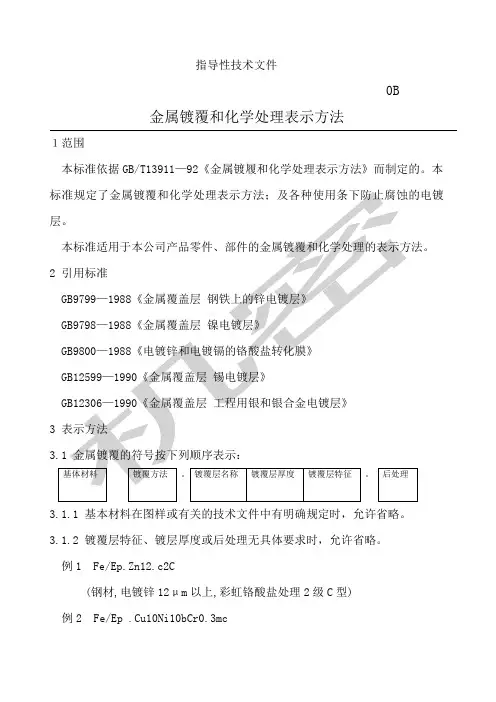
指导性技术文件0B金属镀覆和化学处理表示方法1范围本标准依据GB/T13911—92《金属镀履和化学处理表示方法》而制定的。
本标准规定了金属镀覆和化学处理表示方法;及各种使用条下防止腐蚀的电镀层。
本标准适用于本公司产品零件、部件的金属镀覆和化学处理的表示方法。
2 引用标准GB9799—1988《金属覆盖层钢铁上的锌电镀层》GB9798—1988《金属覆盖层镍电镀层》GB9800—1988《电镀锌和电镀镉的铬酸盐转化膜》GB12599—1990《金属覆盖层锡电镀层》GB12306—1990《金属覆盖层工程用银和银合金电镀层》3 表示方法3.1 金属镀覆的符号按下列顺序表示:3.1.1 基本材料在图样或有关的技术文件中有明确规定时,允许省略。
3.1.2 镀覆层特征、镀层厚度或后处理无具体要求时,允许省略。
例1 Fe/Ep.Zn12.c2C(钢材,电镀锌12μm以上,彩虹铬酸盐处理2级C型)例2 Fe/Ep .Cu10Ni10bCr0.3mc(钢材,电镀铜10μm以上,光亮镍10μm以上,微裂纹铬0.3μm以上)1/6例3 Cu/ Ep .Ni10bCr0.3r(铜材,电镀光亮镍10μm以上,普通铬0.3μm 以上)例4 Cu/ Ep .Ag10(铜材,电镀银10μm以上)例5 Cu/ Ep .Sn8 (铜材,电镀锡8μm以上)3.2 化学处理和电化学处理的符号按下列顺序表示3.2.1 基体材料在图样或有关的技术文件中有明确规定时,允许省略。
3.2.2 对化学处理或电化处理的处理特征、后处理或颜色无具体要求时,允许省略。
例1 AI/Et .A .CI(BK)(铝材,电化学处理,阳极氧化,着黑色)例2 Cu/Ct .P (铜材,化学处理,钝化)例3 Fe/ Ct .MnPh (钢材,化学处理,磷酸锰盐处理)例4 AI/Et .Ec (铝材,电解着色)4 表示符号4.1 基体材料表示符号常用基体材料的表示符号见表1表14.2 镀覆方法、处理方法表示符号镀覆方法、处理方法表示符号见表22/6表24.3 镀覆层表示符号镀覆层名称用镀层的化学元素符号表示。
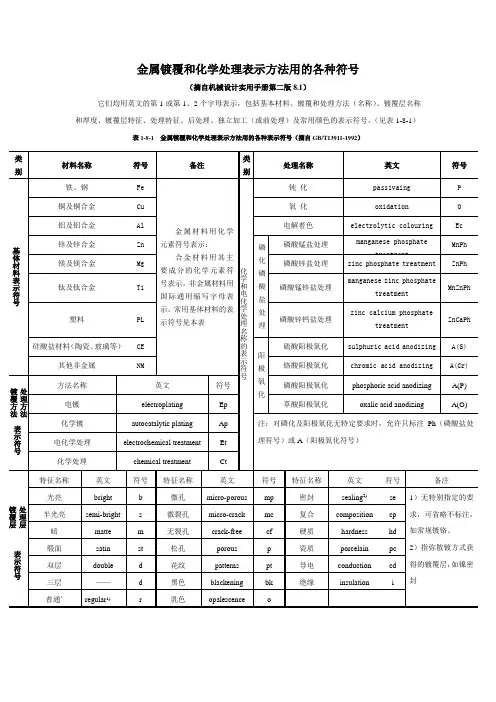
金属镀覆和化学处理表示方法用的各种符号(摘自机械设计实用手册第二版8.1)它们均用英文的第1或第1、2个字母表示,包括基本材料、镀覆和处理方法(名称)、镀覆层名称和厚度、镀覆层特征、处理特征、后处理、独立加工(或前处理)及常用颜色的表示符号,(见表1-8-1)表1-8-1 金属镀覆和化学处理表示方法用的各种表示符号(摘自GB/T13911-1992)立加工工序(或前处理)名称符号名称英文符号名称英文符号名称英文符号备注有机溶剂除油solventdegreasingSD化学碱洗alkaling cleaing AC喷丸Shot blasting SHB例Fe/SD。
(钢材,有机溶剂除油)化学除油chemicaldegreasingCD 电化学抛光electrochemicalpolishinECP 滚光BarrelburnishingBB电解处油electrolyticdegreasingED 化学抛光chemicalpolishingCHP 刷光Brushing BR化学酸洗chemicalpicklingCP 机械抛光mechanicalpolishingMP 磨光Grinding GR电解酸洗electrolyticpicklingEP 喷砂sand blasting SB 振动擦光viber VI 金属镀覆和化学、电化学的表示方法(在图纸上的标记)(摘自机械设计实用手册第二版8.2)他们已由国家标准(GB/T13911-1992)做出了统一规定,要用该标准规定的各项表示符号(见表1-8-1)按下列顺序表示。
金属镀覆表示方法说明及示例1.基体材料在图样或有关的技术文件中有明确规定时,允许省略。
2.由多种镀覆方法形成镀层时,当某一镀覆层的镀覆方法不同于最左侧标注的“镀覆方法”时,应在该镀覆层名称的前面标出其镀覆方法符号及间隔符号“·”,如例4.3.镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
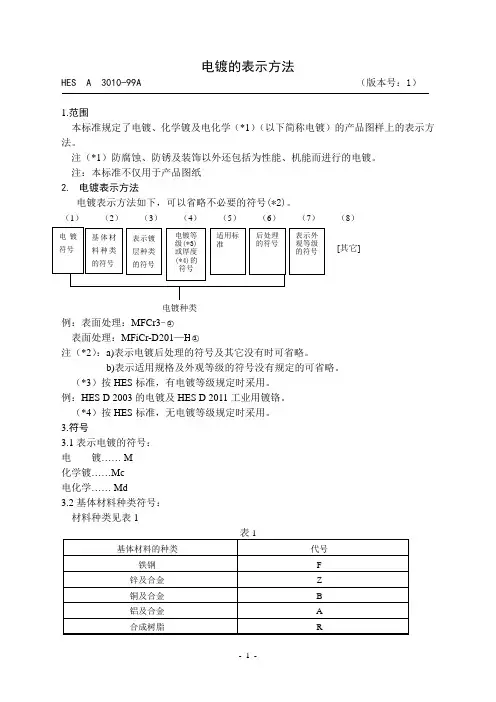
电镀的表示方法HES A 3010-99A (版本号:1)1.范围本标准规定了电镀、化学镀及电化学(*1)(以下简称电镀)的产品图样上的表示方法。
注(*1)防腐蚀、防锈及装饰以外还包括为性能、机能而进行的电镀。
注:本标准不仅用于产品图纸 2. 电镀表示方法电镀表示方法如下,可以省略不必要的符号(*2)。
(1) (2) (3) (4) (5) (6) (7) (8)[其它]3.符号3.1表示电镀的符号: 电 镀…… M 化学镀……Mc 电化学…… Md3.2基体材料种类符号: 材料种类见表1HES A 3010-99A (版本号:1)3.3镀层种类符号镀层的种类用最后镀层的元素符号来表示,当镀合金时,在各元素符号中间点“·”见表2。
3.4电镀等级或厚度符号1)电镀等级用HES规定的电镀等级数字表示。
注:HES D 2003(电镀)及HES D 2011(工业用镀铬)规定的相应等级。
2)在HES中,无电镀等级规定的电镀,镀层的厚度用微米表示,单位(μm)表示数值,在()中标注上、下限值。
例:MFC u(1~3)……表示厚度为1~3μm的镀铜。
MBiCr(20~30)……表示厚度为20~30μm的工业用镀铬。
3.5适用标准适用标准号是表示规定电镀质量的HES标准的编号,用标准分类代号和序号表示。
这只表示被规定的电镀(*5),其它可以省略。
例:MBiCr2—D2011—H表示适用标准(HES D 2011)注:(*5)在HES D 2011中规定的电镀。
3.6后处理的符号后处理是用短线段把表3中所示的后处理符号连结起来表示,进行两种以上后处理时,按照进行顺序从左到右记,在各个后处理符号中间加“·”。
去氢处理按HES A 3032。
外观等级是表示装饰面上的外观加工质量的好坏,用HES D 0041中规定的等级符号,并用“○”圈起来(*6)。
d级和用外观等级说明图(*7)表示时可省略。
指导性技术文件0B金属镀覆和化学处理表示方法1范围本标准依据GB/T13911—92《金属镀履和化学处理表示方法》而制定的。
本3.1.1 基本材料在图样或有关的技术文件中有明确规定时,允许省略。
3.1.2 镀覆层特征、镀层厚度或后处理无具体要求时,允许省略。
例1 Fe/Ep.Zn12.c2C(钢材,电镀锌12μm以上,彩虹铬酸盐处理2级C型)例2 Fe/Ep .Cu10Ni10bCr0.3mc(钢材,电镀铜10μm以上,光亮镍10μm以上,微裂纹铬0.3μm以上)1/6例3 Cu/ Ep .Ni10bCr0.3r(铜材,电镀光亮镍10μm以上,普通铬0.3μm 以上)例4 Cu/ Ep .Ag10(铜材,电镀银10μm以上)例5 Cu/ Ep .Sn8 (铜材,电镀锡8μm以上)表14.2 镀覆方法、处理方法表示符号镀覆方法、处理方法表示符号见表22/6表24.4.2 铜或铜合金上镍镀层的最小局部厚度、使用环境见表4表4推荐选用10μm 或5μm3/64.4.3 银和银合金镀层厚度4.4.3.1 工程用银和银合金的常用镀层最小厚度系列为2、5、10、20、40μm;4.4.3.2 在2μm以上用微米整数表示的任何镀层也可采用。
镀层的最小局部厚度见表5表5例1(钢材,电镀铜10μm以上,光亮镍15μm以上,微裂纹铬0.3μm以上)4/6例2 C(铜材,电镀光亮镍5μm以上,普通铬0.3μm以上)4.5 镀覆层特征、处理特征表示符号见表8表8无特别指定的要求,可省略不标注,如常规镀铬。
4.6 后处理名称表示方法符号见表9轻金属及其合金电化学阳极氧化后着色常用颜色的表示符号见表125/6表12颜色符号用()标在后处理着色符号之后6 独立加工工序名称符号见表13表13例Fe/SD (钢材,有机溶剂除油)7金属镀覆和化学处理表示方法2003-02-发布 2003-02-实施上海广电电气(集团)股份有限公司技术部。
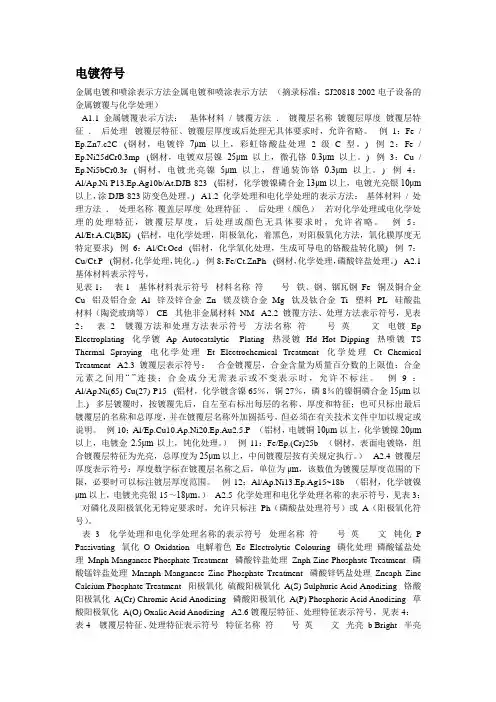
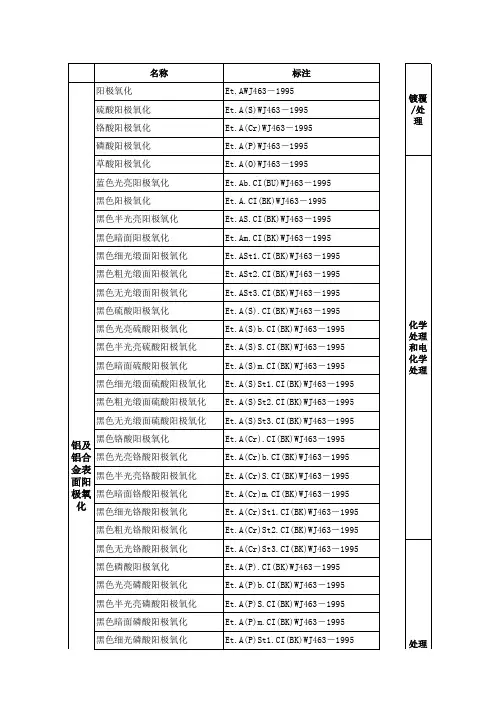
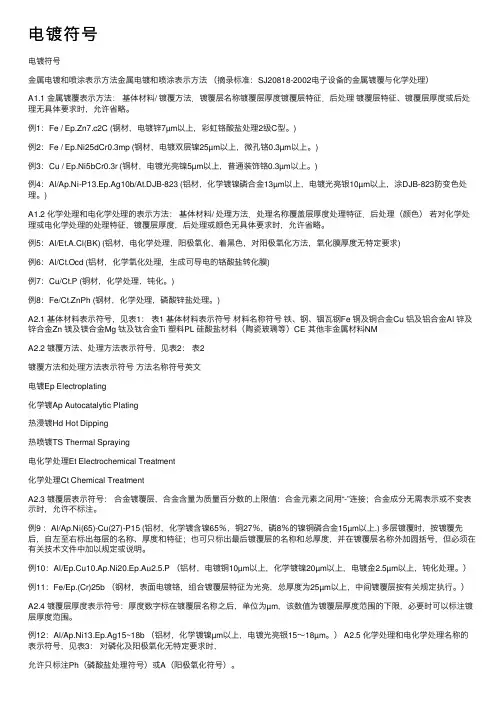
电镀符号金属电镀和喷涂表示方法金属电镀和喷涂表示方法 (摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法: 基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理 镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C (钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型。
) 例2:Fe / Ep.Ni25dCr0.3mp (钢材,电镀双层镍25μm以上,微孔铬0.3μm以上。
) 例3:Cu / Ep.Ni5bCr0.3r (铜材,电镀光亮镍5μm以上,普通装饰铬0.3μm以上。
) 例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823 (铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm 以上,涂DJB-823防变色处理。
) A1.2 化学处理和电化学处理的表示方法: 基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色) 若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK) (铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求) 例6:Al/Ct.Ocd (铝材,化学氧化处理,生成可导电的铬酸盐转化膜) 例7:Cu/Ct.P (铜材,化学处理,钝化。
) 例8:Fe/Ct.ZnPh (钢材,化学处理,磷酸锌盐处理。
) A2.1 基体材料表示符号,见表1: 表1 基体材料表示符号 材料名称符号 铁、钢、铟瓦钢Fe 铜及铜合金Cu 铝及铝合金Al 锌及锌合金Zn 镁及镁合金Mg 钛及钛合金Ti 塑料PL 硅酸盐材料(陶瓷玻璃等)CE 其他非金属材料NM A2.2 镀覆方法、处理方法表示符号,见表2: 表 2 镀覆方法和处理方法表示符号 方法名称符号英文 电镀Ep Electroplating 化学镀Ap Autocatalytic Plating 热浸镀Hd Hot Dipping 热喷镀TS Thermal Spraying 电化学处理Et Electrochemical Treatment 化学处理Ct Chemical Treatment A2.3 镀覆层表示符号: 合金镀覆层,合金含量为质量百分数的上限值:合金元素之间用“-”连接;合金成分无需表示或不变表示时,允许不标注。
电镀符号电镀符号⾦属电镀和喷涂表⽰⽅法⾦属电镀和喷涂表⽰⽅法(摘录标准:SJ20818-2002电⼦设备的⾦属镀覆与化学处理)A1.1 ⾦属镀覆表⽰⽅法:基体材料/ 镀覆⽅法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理⽆具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C (钢材,电镀锌7µm以上,彩虹铬酸盐处理2级C型。
)例2:Fe / Ep.Ni25dCr0.3mp (钢材,电镀双层镍25µm以上,微孔铬0.3µm以上。
)例3:Cu / Ep.Ni5bCr0.3r (铜材,电镀光亮镍5µm以上,普通装饰铬0.3µm以上。
)例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823 (铝材,化学镀镍磷合⾦13µm以上,电镀光亮银10µm以上,涂DJB-823防变⾊处理。
)A1.2 化学处理和电化学处理的表⽰⽅法:基体材料/ 处理⽅法.处理名称覆盖层厚度处理特征.后处理(颜⾊)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜⾊⽆具体要求时,允许省略。
例5:Al/Et.A.Cl(BK) (铝材,电化学处理,阳极氧化,着⿊⾊,对阳极氧化⽅法,氧化膜厚度⽆特定要求)例6:Al/Ct.Ocd (铝材,化学氧化处理,⽣成可导电的铬酸盐转化膜)例7:Cu/Ct.P (铜材,化学处理,钝化。
)例8:Fe/Ct.ZnPh (钢材,化学处理,磷酸锌盐处理。
)A2.1 基体材料表⽰符号,见表1:表1 基体材料表⽰符号材料名称符号铁、钢、铟⽡钢Fe 铜及铜合⾦Cu 铝及铝合⾦Al 锌及锌合⾦Zn 镁及镁合⾦Mg 钛及钛合⾦Ti 塑料PL 硅酸盐材料(陶瓷玻璃等)CE 其他⾮⾦属材料NMA2.2 镀覆⽅法、处理⽅法表⽰符号,见表2:表2镀覆⽅法和处理⽅法表⽰符号⽅法名称符号英⽂电镀Ep Electroplating化学镀Ap Autocatalytic Plating热浸镀Hd Hot Dipping热喷镀TS Thermal Spraying电化学处理Et Electrochemical Treatment化学处理Ct Chemical TreatmentA2.3 镀覆层表⽰符号:合⾦镀覆层,合⾦含量为质量百分数的上限值:合⾦元素之间⽤“-”连接;合⾦成分⽆需表⽰或不变表⽰时,允许不标注。
这是电镀与表面处理的表示方法【基体材料】/【处理方法】.【处理名称】【处理特征】.【后处理(颜色)】处理方法有:Ep--电镀、Ap--化学镀、Et--电化学处理、Ct--化学处理处理名称有:P--钝化、O--氧化、A--阳极化(包括草酸、硫酸、铬酸和磷酸)、Ec--电解着色等处理特征有:b--光亮、s--半光亮、m--暗、hd--硬质、cd--导电、i--绝缘等等后处理有:P--钝化、O--氧化、Cl--着色、S--封闭、Pt--封闭等等例如:Al / Et.Ahd 铝合金电化学硬质阳极化Al / Et.A.Cl(bk) 铝合金电化学阳极化并着黑金属电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法:基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型。
)例2:Fe / Ep.Ni25dCr0.3mp(钢材,电镀双层镍25μm以上,微孔铬0.3μm以上。
)例3:Cu / Ep.Ni5bCr0.3r(铜材,电镀光亮镍5μm以上,普通装饰铬0.3μm以上。
)例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823(铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm以上,涂DJB-823防变色处理。
)A1.2 化学处理和电化学处理的表示方法:基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求) 例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铬酸盐转化膜)例7:Cu/Ct.P(铜材,化学处理,钝化。
锌镀层与锌镍镀层汽车工业对锌镍镀层的需求在过去的几年中出现全球性的增长,提高腐蚀保护变得更加重要,特别是在高温部位如发动机舱内。
由于形成了γ-相锌镍合金,锌镍镀层(12-16% Ni)同纯锌镀层相比,对红锈具有更出色的腐蚀保护性能。
为了开发在整个电流密度范围内都能获得最佳电镀性能的镀层,应用了X射线衍射和FIB(聚焦离子束)技术进行研究,由中性盐雾测试确定的腐蚀速率很明显的超过了汽车工业的要求。
同纯锌工艺相比,锌镍镀层能在很长的一段时间内仅出现灰雾,更少地产生大面积的白锈,这便简化了使用过程中的维护工作。
另外,使用寿命的提高也和抗磨损性能有关,特别在车底应用中。
因为锌镍镀层硬度高,所以便成了优选对象。
此外,锌镍镀层在同铝制部件一起装配时,还能够提供最低的接触腐蚀,因为它们之间较小的电位差能减缓铝的电化腐蚀,虽然锌镍合金比锌的惰性更强,但是锌镍镀层还是能够提供牺牲性保护。
4锌镍合金镀层的主要特点(1)优良的耐蚀性镀锌层与锌镍合金镀层中性盐雾试验对照表镀层(厚度5um)锌层锌层锌镍层(13%镍)锌镍层(13%镍)不钝化彩钝不钝化彩钝出白锈时间(h) 3 96 8 >720出红锈时间(h) 280 1300 960 >2300经彩色或黑色钝化后,含Ni <10%的合金镀层,耐蚀性比镀锌层提高3—5倍,比镀镉层高3倍,含Ni 10—15%的合金镀层耐蚀性比镀锌层提高6—10倍。
锌镍合金之所以有优良的耐蚀性是因为合金镀层的稳定电位介于Zn和基体(钢铁)之间,较少的电位差导致镀层较慢的腐蚀。
锌镍合金的腐蚀产物主要是ZnCl2·4Zn(OH)2,该产物均匀致密地覆盖在表面,不易导电,有很好的保护作用,而锌镀层的腐蚀产物主要是ZnO,结构疏松,起不到保护作用。
此外,含Ni13%的锌镍合金属于γ相(金属间化合物),具有最高的热力学稳定性,因而耐蚀性较好,而锌镀层是η相结构(紧密六方晶系),热力学稳定性较差。
电镀符号电镀符号金属电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002 电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法:基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C (钢材,电镀锌7μm 以上,彩虹铬酸盐处理 2 级 C 型。
) 例2:Fe / Ep.Ni25dCr0.3mp (钢材,电镀双层镍25μm 以上,微孔铬0.3μm 以上。
) 例3:Cu / Ep.Ni5bCr0.3r (铜材,电镀光亮镍5μm 以上,普通装饰铬0.3μm 以上。
) 例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823 (铝材,化学镀镍磷合金13μm 以上,电镀光亮银10μm 以上,DJB-823 防变色处理。
A1.2 化学处理和电化学处理的表示方法:基体材料/ 处涂) 理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK) (铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求) 例6:Al/Ct.Ocd (铝材,化学氧化处理,生成可导电的铬酸盐转化膜) 例7:Cu/Ct.P (铜材,化学处理,钝化。
例8:) Fe/Ct.ZnPh (钢材,化学处理,磷酸锌盐处理。
A2.1 ) 基体材料表示符号,见表1:表1 基体材料表示符号材料名称符号铁、钢、铟瓦钢Fe 铜及铜合金Cu 铝及铝合金Al 锌及锌合金Zn 镁及镁合金Mg 钛及钛合金Ti 塑料PL 硅酸盐材料(陶瓷玻璃等)CE 其他非金属材料NM A2.2 镀覆方法、处理方法表示符号,见表2:表 2 镀覆方法和处理方法表示符号方法名称符号英文电镀Ep Electroplating 化学镀Ap Autocatalytic Plating 热浸镀Hd Hot Dipping 热喷镀TS Thermal Spraying 电化学处理Et Electrochemical Treatment 化学处理Ct Chemical Treatment A2.3 镀覆层表示符号:合金镀覆层,合金含量为质量百分数的上限值:合金元素之间用“-”连接;合金成分无需表示或不变表示时,允许不标注。
电镀符号金属电镀和喷涂表示方法金属电镀和喷涂表示方法(摘录标准:SJ20818-2002电子设备的金属镀覆与化学处理)A1.1 金属镀覆表示方法:基体材料/ 镀覆方法.镀覆层名称镀覆层厚度镀覆层特征.后处理镀覆层特征、镀覆层厚度或后处理无具体要求时,允许省略。
例1:Fe / Ep.Zn7.c2C(钢材,电镀锌7μm以上,彩虹铬酸盐处理2级C型。
)例2:Fe / Ep.Ni25dCr0.3mp(钢材,电镀双层镍25μm以上,微孔铬0.3μm以上。
)例3:Cu / Ep.Ni5bCr0.3r(铜材,电镀光亮镍5μm以上,普通装饰铬0.3μm以上。
)例4:Al/Ap.Ni-P13.Ep.Ag10b/At.DJB-823(铝材,化学镀镍磷合金13μm以上,电镀光亮银10μm以上,涂DJB-823防变色处理。
)A1.2 化学处理和电化学处理的表示方法:基体材料/ 处理方法.处理名称覆盖层厚度处理特征.后处理(颜色)若对化学处理或电化学处理的处理特征,镀覆层厚度,后处理或颜色无具体要求时,允许省略。
例5:Al/Et.A.Cl(BK)(铝材,电化学处理,阳极氧化,着黑色,对阳极氧化方法,氧化膜厚度无特定要求)例6:Al/Ct.Ocd(铝材,化学氧化处理,生成可导电的铬酸盐转化膜)例7:Cu/Ct.P(铜材,化学处理,钝化。
)例8:Fe/Ct.ZnPh(钢材,化学处理,磷酸锌盐处理。
)A2.1 基体材料表示符号,见表1:表1 基体材料表示符号材料名称符号铁、钢、铟瓦钢Fe铜及铜合金Cu铝及铝合金Al锌及锌合金Zn镁及镁合金Mg钛及钛合金Ti塑料PL硅酸盐材料(陶瓷玻璃等)CE其他非金属材料NMA2.2 镀覆方法、处理方法表示符号,见表2:表2镀覆方法和处理方法表示符号方法名称符号英文电镀Ep Electroplating化学镀Ap Autocatalytic Plating热浸镀Hd Hot Dipping热喷镀TS Thermal Spraying电化学处理Et Electrochemical Treatment化学处理Ct Chemical TreatmentA2.3 镀覆层表示符号:合金镀覆层,合金含量为质量百分数的上限值:合金元素之间用“-”连接;合金成分无需表示或不变表示时,允许不标注。
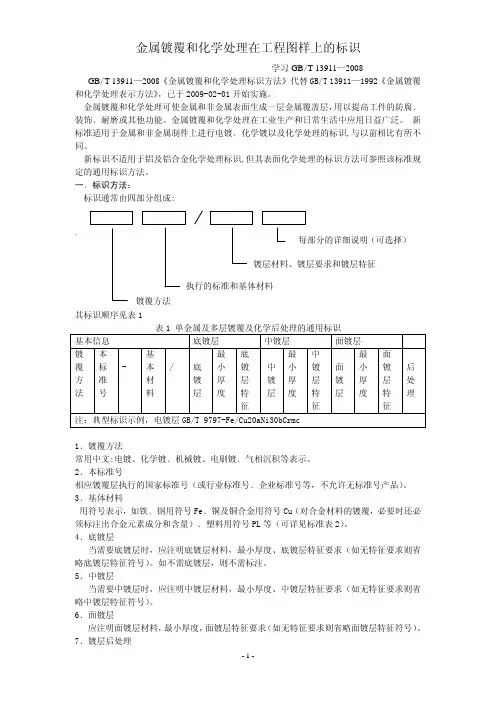
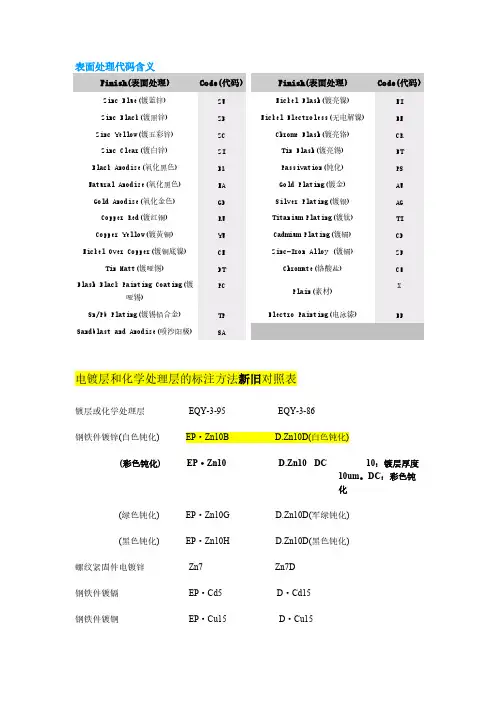
产品零件表面镀覆和化学处理表示方法1 表示方法1 .1金属镀覆表示方法□ / □□□□□后处理镀覆层特征镀覆层厚度镀覆层名称镀覆方法基体材料1.2化学处理和电化学处理表示方法□ / □□□□后处理(颜色)处理特征处理名称处理方法基体材料2表示符号2.1基体材料表示符号基体材料表示符号表2.2镀覆方法、处理方法表示符号2.3镀覆层表示符号镀覆层的名称用镀覆层的化学元素符号表示。
合金镀覆层的名称以组成该合金的各化学元素符号和含量表示。
合金元素之间用连字符“—”相连接。
合金含量为质量百分数的上限值,用阿拉伯数字表示,写在相应的化学元素符号之后,并加上圆括号。
含量多的元素成分排在前面,二元合金标出一种元素成分的含量,三元合金标出两种元素成分的含量,依次类推。
合金成分含量无需表示或不便表示时,允许不标注。
2.4镀覆层厚度表示符号镀覆层厚度用阿拉伯数字表示,单位为μm。
厚度数字标在镀覆层名称之后,该数值为镀覆层厚度范围的下限,必要时可以标注镀覆层厚度范围。
进行多层镀覆时,按镀覆先后,由左至右顺序标出每层的名称、厚度和特征,每层的标记之间应空出一个字母的宽度。
也可只标出最后镀覆层的名称和总厚度,并在镀覆层名称外加圆括号,以与单层镀覆层相区别,但必须在有关技术文件中加以规定或说明。
2.5化学处理和电化学处理名称的表示符号2.6镀覆层特征、处理特征表示符号2.7后处理名称表示符号后处理名称表示符号表2.8电解锌和电镀镉后铬酸盐处理的表示符号3颜色表示符号颜色表示符号表4独立加工工序名称符号零件材料牌号的标记方法1黑色金属材料类1.6型钢材料2有色金属类3非金属材料类。