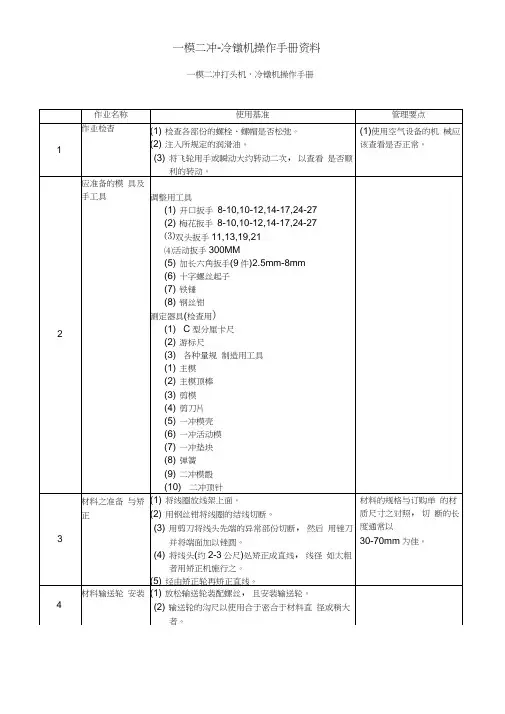
上海春日CNFCNP系列多工位螺母冷镦成形机-1
- 格式:pdf
- 大小:5.12 MB
- 文档页数:1


链条型号及其识别————————————————————————————————作者:————————————————————————————————日期:大多数链条已列为国际标准,发达国家国家标准或中国国家标准,这些链条的链号标识,不难从标准中查到。
然而在链条国际贸易交往中,常常流行着美国、日本、德国、意大利、比利时等国家的链条企业链号,使得我们的链条企业家们望之茫然无对,束手无策。
故笔者就此做些引导,对于从事链条贸易的诸位,或许稍有裨ﻫ(1)RS系列ﻫﻫ1、带有前缀的链号ﻫ益。
ﻫ直板滚子链R—Roller S—Straight ﻫﻫ(2)RO系列ﻫ例如:RS40即08A滚子链ﻫ弯板滚子链R—Roller O—Offsetﻫ(3)RF系列ﻫ例如:R O60即12A弯板链ﻫ直边滚子链R—Roller F—Fairﻫ齿形链(无声链)S—Silent C—Chain来自AN ﻫ例如:RF80即16A直边滚子链ﻫﻫ(4)SC系列ﻫﻫ(5)C系列ﻫ例如:SC3即CL06齿形链,节距为9.525ﻫSI B29.2M齿形链和链轮标准。
ﻫ输送链C—Conveyorﻫ例如:C2040即08A双节距输送链C2040 SLSL—Smallroller 小滚子ﻫﻫC2060LL—Large roller 大滚子ﻫCA650C—ConveyorA—Agriculture,农机输送链小滚子型ﻫSmali rollertypeﻫ大滚子型ﻫLargeroller type ﻫ(6)L系列ﻫﻫ例如AL422即A型板式链,节距12.7,组合2×2 美国链号1975年取消板式链L—Leafchain ﻫﻫBL546即B型板式链,节距15.875,组合4×6 美国链号ﻫLH0822即BL422,H—Heavy 重型ISO链号ﻫLL1044,L—Light 轻型ISO链号(7)M系列ﻫﻫ例如:M20内节内宽为1530mm的滚子链,有7种公制节距。

境外考察服务合同范本1. 甲方(委托方):名称:[甲方名称]地址:[甲方地址]联系电话:[甲方联系电话]2. 乙方(受托方):名称:[乙方名称]地址:[乙方地址]联系电话:[乙方联系电话]鉴于甲方有意委托乙方提供境外考察服务,乙方具备相应的资质和能力,双方经友好协商,达成如下协议:一、服务内容1. 乙方将根据甲方的要求,为甲方安排境外考察活动,包括但不限于考察地点、考察行程、考察对象等。
2. 乙方将负责提供境外考察所需的一切安排和服务,包括但不限于交通、住宿、餐饮、翻译等。
二、服务费用及支付方式1. 甲方应向乙方支付的服务费用为人民币[具体金额]元(大写[大写金额])。
2. 甲方应在本合同签订后的[具体日期]内,向乙方支付服务费用的[具体比例]作为定金;在境外考察活动结束后的[具体日期]内,支付剩余的服务费用。
3. 乙方应在收到甲方支付的服务费用后,及时为甲方提供相应的发票。
三、双方的权利和义务1. 双方应按照本合同的约定履行各自的义务,确保境外考察活动的顺利进行。
2. 甲方有权要求乙方按照本合同的约定提供服务,并对服务质量进行监督和检查。
3. 乙方应按照本合同的约定为甲方提供服务,确保服务质量,并遵守当地的法律法规和风俗习惯。
4. 乙方应保守甲方的商业秘密和个人隐私,不得向第三方透露。
四、违约责任1. 若一方违反本合同的约定,应承担违约责任,向对方支付服务费用的[具体比例]作为违约金,并赔偿对方因此遭受的损失。
2. 如因不可抗力等不可预见、不可避免的原因导致一方无法履行本合同的义务,该方不承担违约责任,但应及时通知对方,并提供相关证明。
五、争议解决本合同的履行过程中如发生争议,双方应友好协商解决;协商不成的,任何一方均可向有管辖权的人民法院提起诉讼。
六、其他条款1. 本合同自双方签字(或盖章)之日起生效,有效期至境外考察活动结束之日止。
2. 本合同一式两份,双方各执一份,具有同等法律效力。
3. 本合同未尽事宜,双方可另行签订补充协议。
上海春日机械产品CBF/CBP/CPF系列多工位螺栓及零件冷镦成形机1.用空压离合刹车器, 可使机器启动电流小并能实现“寸动”, “单次行程”及“连续行程”, 除“寸动”方式外, 机器主滑台在停车时自动停止在最后位置, 以利于提供最大操作调整空间.2.周式剪料机构可确保材料剪断面整齐平整.3.获得台湾专利的剪料机构可使剪料滚轮作用力的方向与剪刀杆中心一致, 从而使剪切力在一条线上传递, 可获得较高的剪切效率及稳定性.4.与主滑台退回动作同步的前通出(P.K.O.)动作可使工件在成形后暂时停留在冲具内, 以免被冲具带出.5.本台、主滑台等主要机件在铸造后经过消除残余应力处理, 以防止使用中变形,保持长期稳定精度.6.各部位凸轮经电脑计算设计并由数控机床加工制造, 以保证曲线圆滑和准确.7.主滑台采用OVERARM结构设计, 侧板采用经淬火处理的高合金钢, 可使主滑台保持长期精度稳定性.8.配备自动数控安全检出装置, 可自动检测机器主要机构工作状态及故障显示.9.配置进口变频器, 可实现机器生产速度的无级调速.10.用户要求选择配备“人机界面”控制系统, 用于后通牙管定寸、挡料位置、送料长度设定, 便于快速更换模具. 该系统可存储99组记忆模块, 适用于快速换模的要求.CPR系列螺纹平板搓絲机1.活动滑块与导轨之间的摩擦面由磷青铜与经热处理淬火的高硬度合金钢组成, 使机器实现高速和低噪音运转, 从而确保搓制螺纹精度及延长搓絲板寿命.2. X、Y和Z三个方向可调的固定搓絲板座可方便、准确地调整固定与活动搓絲板的高度、平行度和垂直度.3.可通过旋转凸轮调整坯料送进时间以配合活动搓絲板的运动速度, 以便快速而准确地调整产品螺距.4.毛坯在导料轨道的送进速度可采用电气控制方式任意调整, 以配合不同尺寸和材质产品的最佳生产速度.5.毛坯送料导轨的顶部和中部可方便打开, 以便导料机构的调整和故障排除.6.所有机型均配置螺纹浮动检测装置和生产产品数量电子记数器.7. CPR-16S/L以上机型配置速度变频器、气动刹车装置和气动停止推料装置.8. CPR-10L 型及以下机型配置为振动盘式送料器, 其余机型标准配置为插板式(阶梯式)送料器.CNF/CNP系列多工位螺母冷镦成形机1.用空压离合刹车器, 可使机器启动电流小并能实现“寸动”, “单次行程”及“连续行程”, 除“寸动”方式外, 机器主滑台在停车时自动停止在最后位置, 以利于提供最大操作调整空间.2.周式剪料机构可确保材料剪断面整齐平整.3.获得台湾专利的剪料机构可使剪料滚轮作用力的方向与剪刀杆中心一致, 从而使剪切力在一条线上传递, 可获得较高的剪切效率及稳定性.4.与主滑台退回动作同步的前通出(P.K.O.)动作可使工件在成形后暂时停留在冲具内, 以免被冲具带出.5.本台、主滑台等主要机件在铸造后经过消除残余应力处理, 以防止使用中变形,保持长期稳定精度.6.各部位凸轮经电脑计算设计并由数控机床加工制造, 以保证曲线圆滑和准确.7.主滑台采用OVERARM结构设计, 侧板采用经淬火处理的高合金钢, 可使主滑台保持长期精度稳定性.8.配备自动数控安全检出装置, 可自动检测机器主要机构工作状态及故障显示.9.配置进口变频器, 可实现机器生产速度的无级调速.10.用户要求选择配备“人机界面”控制系统, 用于后通牙管定寸、挡料位置、送料长度设定, 便于快速更换模具. 该系统可存储99组记忆模块, 适用于快速换模的要求.。
课程设计之五兆芳芳创作资料袋学院(系、部) 2011—2012学年第2学期课程名称机械原理课程设计指导教师职称学生姓名专业班级学号题目螺钉头冷镦机成绩起止日期2012年 6 月 7 日--2012年6月13 日目录清单课程设计任务书2011—2012 学年第 2 学期学院(系、部)专业班级课程名称:机械原理设计题目:螺钉头冷镦机完成期限:自 2012年6 月7 日至 2012年6月 21 日指导教师(签字): 2012 年 6 月 20 日系(教研室)主任(签字): 2012 年 6 月 20 日机械原理课程设计设计说明书螺钉头冷镦机起止日期: 2012年___6 月 7 日至 2012年6月 14 日学生姓名班级学号成绩指导教师(签字)机械工程学院(部)2012年 6月20日目录一、螺钉头冷镦机成效及设计要求5二、任务原理和工艺动作分化5三、按照工艺动作顺序和协调要求拟定运动循环图6四、执行机构的选型7五、传动机构的选择与比较11六、运动计划的选择和评定11七、机械运动系统的速比和变速机构12八、机械运动计划简图12九、机械传动系统和执行机构的尺寸12十、计划评价15一、螺钉头冷镦机成效及设计要求采取冷镦的办法将螺钉头镦出,可以大大削减加工时间和介绍所节省资料.冷镦螺钉头主要完成以下动作:(1)自动间歇送料(2)截料并运料(3)顶镦并终镦(4)顶料(1)每分钟冷镦螺钉头120只(2)螺钉杆的直径D为2-4毫米,长度L为6-32毫米(3)毛坯料最大长度为49毫米,最小长度为12毫米(4)冷镦行程为56毫米(1)自动间歇送料采取槽轮机构、凸轮机构间歇运动机构等(2)将坯料转动切割可采取凸轮机构推进进刀(3)将坯料用冲压机构在冲模内进行顶镦和终镦,冲压机构可采取平面四连杆或六连杆机构(4)顶料,采取平面连杆机构等二、任务原理和工艺动作分化按照题目阐发可知,螺钉头冷镦机主要完成以下几个工艺动作:⑴送料:将一定长度的毛坯料送入执行机构中,并且具有间歇性.⑵截料:将一定长度的毛坯料截断,且要快速的截断并退出.⑶夹紧:将截取下来的毛坯料夹住,以便接下来将要进行的冷镦,又要便于工件的卸载.⑷冷镦:在一定力的冲压下将螺钉的头部镦出,冷镦机构需要具有急回特性.按照机械的使用要求、工艺性能、结构要求、空间位置和总传动比等条件选择传动系统类型,并拟定从原动机到任务机之间传动系统的计划和总体安插.设计的该机械系统在运行进程中没有调速要求,故只需采取齿轮轮系结构进行降速到预期要求,即定传动比的传动系统(对于执行机构机构或执行构件在某以确定的速度下任务的机械,其传动系统只需固定传动比便可).在各个传动机构中,需要按照不合的要求来选择不合的传动办法.①送料机构在送料机构中,必须包管间歇性的送料,又要使其操纵复杂化.而送料机构主要有槽轮式、凸轮式、棘轮式,不完全齿轮式等间歇运动机构.在这里我选择的是4槽式槽轮机构,其结构复杂计较便利,更便于操纵.②夹紧机构夹紧机构主要用来夹紧剪切下来的部分,以便利下面将要进行的冷镦,并在冷镦结束后,将冷镦好的工件推出夹具.所以设计夹具时,必须包管其既要具有夹紧的成效,又要使工件容易脱离夹具.所以我设计为一个轮盘上开几个小孔便于工件的夹持,又是其不会夹得太紧,而使工件不会脱离.③冷镦机构冷镦机构需要有急回特性,所以选择曲柄滑块机构.④剪切机构剪切机构需要快速的切断,并迅速的退出.这些机构主要是凸轮,而我选择的是圆盘式凸轮,其架构复杂,计较也较为复杂.三、按照工艺动作顺序和协调要求拟定运动循环图1.按照各机构的的执行先后循序,辨别对送料、剪切、夹紧、冷镦四个机构单独阐发,得到四个机构的循环示意图如下:表1 运动循环表2.设向上,向右,顺时针为正,则运动循环图如下:图1 运动循环图四、执行机构的选型按照各个机构的特征与成效的不合,需要有不合的执行机构来实现.以下表格即为各个机构可以选用的执行机构,通过比较不合的机构之间的公道性来确定最终的计划.表2 执行机构的形态学矩阵1.送料机构的比较:⑴棘轮机构原理及优点:棘轮机构的主动件为摇杆,这里想到要用棘轮机构,也正是因为它用到摇杆,那么会有曲柄连杆去带动它,尔前面的剪切和夹紧机构可以共用一个曲柄,使整体机构复杂化,并且加工便利.但其设计业比较庞杂.⑵凸轮机构图2凸轮式送料机构按照凸轮的间歇性可以将原料送入指定的位置,但要设计出指定的轮廓线,比较为麻烦.⑶不完全齿轮机构用一个完全齿轮和一个不完全齿轮,完全齿轮在电动机的驱动下匀速转动,当不完全齿轮的轮齿与完全齿轮啮应时,不完全齿轮带动履带轮转动,进行送料,转动过的弧长,即为送料长度.当不完全齿轮不进行啮应时,毛坯料不动,可在这段时间内进行剪切和冷镦.不完全齿轮机构复杂,制造容易,任务可靠,并且设计时从动轮的运动时间和静止时间的比例可在较大的规模内变更.图3不完全齿轮机构⑷槽轮机构槽轮机构与不完全齿轮的原理一样,是通过用主动轮的圆销带动槽轮转动,当圆销离开径向槽时,槽轮又静止不动.直至圆销再次进入另一个径向槽时,又重复上述运动.槽轮机构要控制槽轮的运动时间和静止时间,是按照槽轮上的槽数来定的.在外槽轮机构中,当主动拨盘反转展转一周时,槽轮的运动时间td 与主动拨盘一周的总时间之比,为槽轮机构的运动系数,用k暗示,且k=td/t=1/2-1/Z,这里的z就是槽轮上的槽数.槽轮机构的结构复杂,任务可靠,刚性冲击较小,但与不完全齿轮比较起来,槽轮机构运动时间和静止时间的比例可调规模没有不完全齿轮那么大.图4 槽轮式送料机构综合上述可得,槽轮机构比其他的机构其结构、设计都较复杂,操纵也比较便利,所以最终计划为草轮式送料机构.⑴凸轮机构此机构利用凸轮的往复式运动,对工件从接触到剪切再到离开,这些进程都很简练快速,对于需要快速完成的动作有很大的效果.图5 凸轮式剪切机构⑵平面四杆机构平面四杆机构具有结构复杂,计较便利,设计容易的特点,在工程上得到普遍应用.但在截取毛坯料时会有滞留性,会使流程得到滞留,从而影响工件的精度.综合上述可得,在选取剪切机构式最好选择凸轮式剪切机构.⑴曲柄滑块自锁机构利用曲柄滑块的自锁性质可以将毛坯夹紧,但在自锁进程中会对工件进行挤压,使工件概略受损,影响工件的精度,所以不适合做夹紧机构.图6 曲柄滑块自锁机构⑵有孔圆盘式机构这个机构是由圆盘,并在圆盘的边沿上钻几个与工件的直径相近的小孔所形成的机构,它可以使毛坯工件拔出圆盘,比可以随着圆盘持续旋转,从而达到夹紧并使工件直接转到预定的位置的目的.这个机构结构复杂,计较便利,操纵容易.并且在镦完后可以很便捷的将工件卸载掉.图7 有孔圆盘夹紧机构⑴凸轮机构凸轮式机构具有间歇性的成效,但却法实现冷镦机构所需的急回特性,所以此机构在这里不克不及够使用.⑵曲柄滑块机构复杂的偏心轮曲柄滑块机构,使构具有急回特性,滑块可以在水平或垂直标的目的上往复运动.既具有冷镦时所需的力,又可以具有急回的成效,大大提高了任务效率.图8 曲柄滑块冷镦机构综合上述可得,选取曲柄滑块机构为冷镦机构,选取有孔式圆盘机构为夹紧机构.五、传动机构的选择与比较表3 经常使用的传动机构在选择传动机构时,要综合考虑每个执行机构间的配合,并注意各个机构的运行情况,公道的安插好每个机构、机构与机构间的传动计划,能更好的使整台机械有效地任务,提高任务效率.下面为我的传动计划,其中包含有圆柱形齿轮、带轮、锥齿轮、直动滑块从动件盘形凸轮、槽轮、摩擦轮等,各个传动机构组合在一起,使得各机构可以由一台电动机带动,并且使各机构紧密相连,一起运作,更便于控制.图9 运动计划简图六、运动计划的选择和评定按照表2执行机构的形态学矩阵可知,运动计划可以有良多种,但综合考虑得出运动计划为:送料机构:槽轮式送料机构剪切机构:凸轮式剪切机构夹紧机构:有孔圆盘式机构冷镦机构:曲柄滑块机构七、机械运动系统的速比和变速机构按照题目要求和电动机的型号,我们可采取Y132S—6,其功率为N=3000W,转速n=960r/min.由电动机的转速960r/min与螺钉头的生产速度120只/min可知,机械的总传动比为:i=960/120=8即电动机转8圈就生产1个螺钉.八、机械运动计划简图图10 运动计划简图电动机上直接连接齿轮1,齿轮1与齿轮2啮合,齿轮2与齿轮3啮合,由齿轮3带动槽轮转动,槽轮上连接一个带轮1带动摩擦轮运转,开始向右送料.齿轮1也与齿轮4啮合,齿轮4上装置一个锥齿轮1,锥齿轮1与锥齿轮2啮合,锥齿轮2与锥齿轮2′同轴,锥齿轮2′与锥齿轮3啮合,锥齿轮2带动凸轮,凸轮运转推动刀具向下运动切割工件.齿轮4又与齿轮5啮合,齿轮5上装置带轮2带动曲柄滑块机构转动.曲柄滑块上装置带轮3,带动夹紧机构运转.当剪切机构将工剪断后,夹紧机构将带着毛坯顺时针旋转90°,与冷镦机构对齐.同时,冷镦机构在带动下将会向下运动对工件开始进行冷镦.整个机械由5个圆柱齿轮、4个锥齿轮、3个带轮、2个摩擦轮、1个槽轮、1个凸轮组成.九、机械传动系统和执行机构的尺寸1.带轮传动⑴带轮1:带轮1为非等速传动,按照其它的轮系,取d1=10mm,传动的比例为9:1,则d2=90mm,即D1轮转90°D2轮转10°,则带轮的中心距a的规模为:70mm≤a≤100mm,取a=100mm.⑵带轮2:带轮2为非等速传动,按照其它轮系,取d3=20mm,其传动比例可为2:1,则d4=40mm,即D3轮转2圈D4轮转1圈,则带轮的中心距a的取值规模为:42mm≤a≤60mm,取a=60mm.⑶带轮3:带轮3为非等速传动,按照其它轮系,取d5=20mm,其传动比例可为2:1,则d6=40mm,即D5轮转2圈D6轮转1圈,则带轮的中心距a的取值规模为:42mm≤a≤60mm,取a=60mm.表4 齿轮参考数据表取凸轮的基圆直径为80mm,推程为20mm,且前90°时,刀具静止不动,随后在凸轮旋转180°的时间里,刀具开始向下快速移动靠近工件,接着加快速度切割工件,然后快速退回,静止不动.所以按照刀具的移动情况可以知道,凸轮的轮廓形状.因为所需的毛坯料长度为48mm,夹紧机构的半径为80mm,螺杆深入夹紧机构的长度为28mm,所以刀具的位置在距离夹紧机构中心为100mm的位置图11 刀具的运动纪律位移曲线图12 凸轮机构轮廓曲线两个摩擦轮大小相等,按照送料的长度为48mm,可知当槽轮转90°时,摩擦轮转10°,送料长度为48mm,所以摩擦轮半径可以求得为175mm.两摩擦轮之间所夹得距离即为螺钉杆的直径,即4mm.夹紧机构为一圆盘,在其边沿上开四个小孔,孔的直径比螺钉杆的直径略大,为5mm.圆盘厚度为20mm.图13 曲柄滑块机构如上图所示,因为镦头的行程为56mm,滑块2中心与中心轮圆心的距离取为14mm,中心轮圆心与冷镦杆的距离取100mm,则滑块1距中心轮为100mm,距冷镦杆为200mm.中心轮半径取50mm.十、计划评价两周的课程设计已接近尾声,现在对这个进程进行一个小小的回首和总结.有良多东西只有你再次重温它的时候才会给你心灵上的触动,使你受益.通过这一段时间的学习体会,解决了以前遗留下来的问题,学到了一些新的知识.给我感触感染最深的是以下几点:1、工程素养的培养.虽然说我们的专业要求艺术和工程两方面知识的结合,但在平时的训练中我们工程方面的知识很少.这次正是一个很好的充电的进程.基准的选择、尺寸的标注原则、精确的数据和结构连接等在工程中是一点也不克不及暧昧的.2、通过装配要做的产品和了解其他同学的产品,我学到了良多好的结构和连接方法.这对我们今后的学习大有帮忙.3、在这期间,我用了机械工程中两大重要软件,即CAD和Proe.在使用中,我学会了良多使用技能,为我在今后的任务中奠定了良好的根本.4、对同一个零件的设计有良多不合的办法,好的办法既精确效率又高.寻求最好的办法无疑是我们学习的主要办法.这次课程设计无论是对我们学习的机械结构的运用,仍是今后其他方面的发展都垫上了一层新的台阶,我将借此机遇持续努力.。