磨削加工余量标准
- 格式:doc
- 大小:128.50 KB
- 文档页数:6

磨床加工标准批量加工时,填写自检表需参照以下标准:±0.002mm公差,5件以下全检,5-20件全检,20件以上全检;0.002-0.01mm公差,5件以下全检,5-20件检5件以上,20件以上检8件以上;0.05mm以上公差,5件以下检2件以上,5-20件检4件以上,20件以上检6件以上。
成型位置需留神,下刀前确认清楚成型部位,用奇异笔在零件上表示出来,多次确认无误后再进行加工。
加工过程中应考虑到因材质不同零件的发热量,砂轮磨损故要预留足够的余量精磨。
以下为控制发热标准:1.1粗磨工件预留0.2mm余量时进行第一次冷却。
此时下刀进给量0.02-0.03mm/次,加工至余量0.1mm时进行第二次冷却。
1.2此时下刀进给量0.01mm/次,加工至余量0.06mm时进行第三次冷却,最终在表面没有烧刀,平面度较好,完全冷却的情况下预留0.04mm给精磨。
1.3加工材质较软时,如铜、铝粗磨时需上油避免粘砂轮,最终留量不小于0.06mm。
再进行精磨。
1.4在精磨时,每次下刀进给量0.001-0.005mm,前后走刀要慢,保证没有火花。
用手接触工件,如有发热用酒精或挡块及时冷却,保证工件彻底冷却后,再进行加工到位。
1.5如果光洁度要求较高时,可以上油冷却及增加光洁度。
对于硬度HRC60以上的刚材,如SLD、SKH51、ASP23、留量0.04mm时要进行半精磨。
下刀量0.005-0.01mm/次,加工至余量0.016mm时,再对其精磨。
1.6对于面积较大及较长的工件,可以将工件摆30度、60度、90度加工,以减少接触面积,避免发热及烧刀而引起变形或尺寸变小。
工件余量很多的情况下,砂轮磨削不利时要及时修锐,也可选用水磨进行逃料以减少发热。
发热量较大时要中途冷却,以免发热太大而使工件退火或影响其它尺寸。
2.工作平台的修整,尽量选择直径较小的46J砂轮,修整时平台必须处于吸磁状态下。
2.1平台平面度较差时,要先进行粗修,粗修砂轮转速为2000-2400转/分,上下进刀量为0.01-0.03mm,粗修平台转速为2000转左右,上下进刀量为0.001-0.005mm;2.2精修砂轮转速为1800-2400转/分,上下进刀量为0.001-0.003mm,精修平台转速为1800-200转/分,上下进刀量为0.000-0.001mm;2.3修整平台时需要注意,各方向手柄摇动须均匀一致,绝对不允许将旋转之砂轮停留在平台上,否则停留处会被吃刀而难以修平,修整过程中必须眼观,耳听,不得有大火花出现,走刀要连续勿撞击到行程限位块,可在修整时加上润滑油,可以减少磨擦,降低发热量。
磨削加工余量标准 Document serial number【KKGB-LBS98YT-BS8CB-BSUT-BST108】·机械加工余量标准25EQY—19-1999 1.主题内容与适用范围本标准规定了磨削加工的加工余量。
本标准适用于磨削各类材料时的加工余量。
2.技术内容加工余量表(一)厚度4以上的平面磨削余量(单面)平面长度平面宽度200以下平面宽度200以上小于100100-250251-500500-800说明:1.二次平面磨削余量乘系数2.三次平面磨削余量乘系数23.厚度4以上者单面余量不小于橡胶模平板单面余量不小于毛坯加工余量表(二)I:园棒类:(1)工件的最大外径无公差要求,光洁度在▽以下,例:不磨外圆的凹模带台肩的凸模、凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
(毫米)工件直径(D)工件长度 L车刃的割刀量和车削二端面的余量(每件)<7071-120121-200201-300301-450直径上加工余量≤32122345-10 33-60233454-6 61-100344454-6 101-200455564-6当D<36时并不适应于调头夹加工,在加工单个工件时,应在L上加夹头量10-15。
(2)工件的最大外径有公差配合要求,光洁度在▽以上,例如:外圆须磨加工的凹模,挡料销、肩台须磨加工的凸模或凸凹模等。
(毫米)工件直径(D)工件长度 L车刃的割刀量和车削二端面的余量(每件)<5051-8081-150151-250251-420直径上加工余量≤15334455-1016-32344565-1033-60445665-861-100555675-8101-200666775-8当D<36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。
毛坯加工余量表(三)Ⅱ:圆形锻件类(不需锻件图)(1)不淬火钢表面粗糙度在▽以下无公差配合要求者,例如:固定板、退料板等。
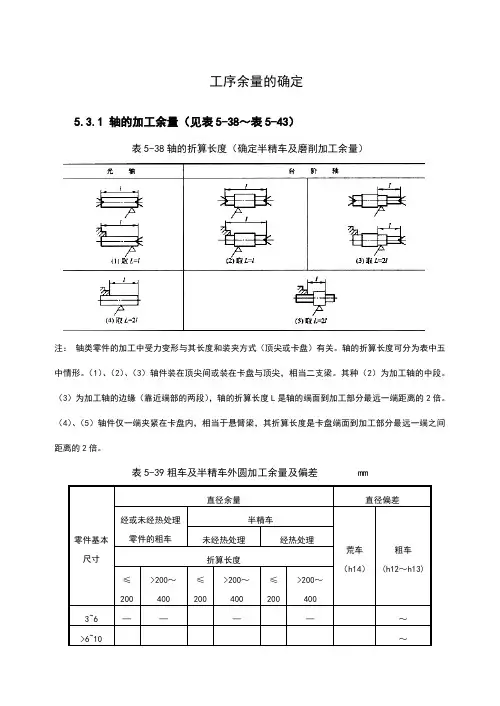
工序余量的确定5.3.1 轴的加工余量(见表5-38~表5-43)表5-38轴的折算长度(确定半精车及磨削加工余量)注:轴类零件的加工中受力变形与其长度和装夹方式(顶尖或卡盘)有关。
轴的折算长度可分为表中五中情形。
(1)、(2)、(3)轴件装在顶尖间或装在卡盘与顶尖,相当二支梁。
其种(2)为加工轴的中段。
(3)为加工轴的边缘(靠近端部的两段),轴的折算长度L是轴的端面到加工部分最远一端距离的2倍。
(4)、(5)轴件仅一端夹紧在卡盘内,相当于悬臂梁,其折算长度是卡盘端面到加工部分最远一端之间距离的2倍。
表5-39粗车及半精车外圆加工余量及偏差 mm零件基本尺寸直径余量直径偏差经或未经热处理零件的粗车半精车荒车(h14)粗车(h12~h13)未经热处理经热处理折算长度≤200>200~400≤200>200~400≤200>200~4003~6————~>6~10~注:加工带凸台的零件时,其加工余量要根据零件的最大直径来确定。
表5-40半精车后磨外圆加工余量及偏差 mm表5-41用金钢石刀精车外圆加工余量及偏差 mm表5-42半精车轴端面加工余量及偏差 mm注:1.加工有台阶的轴时,每台阶的加工余量应根据该台阶的直径及零件全长分别选用。
2.表面余量指单边余量,偏差指长度偏差。
3.加工余量及偏差使用于经热处理及未经热处理的零件。
表5-43磨轴端面加工加工余量及偏差 mm注:1. 加工有台阶的轴时,每台阶的加工余量应根据该台阶的直径及零件全长分别选用。
2. 表中余量指单边余量,差指长度偏差。
3 .工余量及偏差使用于经热处理及未经热处理的零件。
5.3.2 孔、槽的加工余量(见表5-44~表5-48)表5-44基孔制7、8级精度(H7、8)孔的加工 mm注:1.在铸铁上加工直径小于15mm的孔时,不用扩孔钻和镗孔。
2.在铸铁上加工直径为30与32mm的孔时,仅用直径为28与30mm的钻头各钻一次。
·机械加工余量标准25EQY—19-1999 1.主题内容与适用范围本标准规定了磨削加工的加工余量。
本标准适用于磨削各类材料时的加工余量。
2.技术内容加工余量表(一)厚度4以上的平面磨削余量(单面)说明:1.二次平面磨削余量乘系数2.三次平面磨削余量乘系数23.厚度4以上者单面余量不小于橡胶模平板单面余量不小于毛坯加工余量表(二)I:园棒类:(1)工件的最大外径无公差要求,光洁度在▽以下,例:不磨外圆的凹模带台肩的凸模、凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
(毫米)当D<36时并不适应于调头夹加工,在加工单个工件时,应在L上加夹头量10-15。
(2)工件的最大外径有公差配合要求,光洁度在▽以上,例如:外圆须磨加工的凹模,挡料销、肩台须磨加工的凸模或凸凹模等。
(毫米)当D<36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。
毛坯加工余量表(三)Ⅱ:圆形锻件类(不需锻件图)(1)不淬火钢表面粗糙度在▽以下无公差配合要求者,例如:固定板、退料板等。
(毫米)注:表中的加工余量为最小余量,其最大余量不得超过厂规定标准。
毛坯加工余量表(四)Ⅲ:矩形锻件类:表内的加工余量为最小余量,其最大余量不得超过厂规定标准。
平面、端面磨削加工余量表(五)一、平面平面每面磨量二、端面端面每面磨量注:本表适用于淬火零件,不淬火零件应适当减少20-40%粗加工的表面粗糙度不应低于▽如需磨两次的零件,其磨量应适当增加10-20%环形工件磨削加工余量表(六)注:φ50以下,壁厚10以上者,或长度为100-300者,用上限φ50-φ100,壁厚20以下者,或长度为200-500者,用上限φ100以上者,壁厚30以下者,或长度为300-600者,用上限长度超过以上界线者,上限乘以系数加工粗糙度不低于▽,端面留磨量φ6以下小孔研磨量表(七)注:本表只适用于淬火件应按孔的最小极限尺寸来留研磨量淬火前小孔需占铰粗糙度▽以上当长度e小于15毫米时,表内数值应加大20-30%导柱衬套磨削加工余量表(八)镗孔加工余量表(九)附注:当一次镗削时,加工余量应该是粗加工余量加工精加工余量。
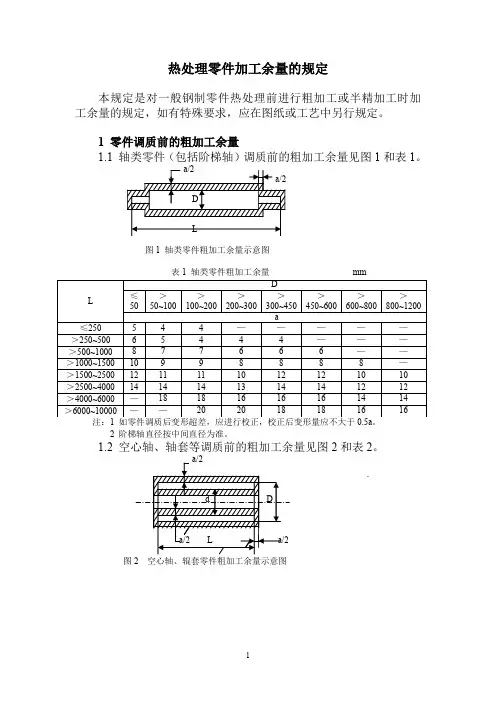
热处理零件加工余量的规定本规定是对一般钢制零件热处理前进行粗加工或半精加工时加工余量的规定,如有特殊要求,应在图纸或工艺中另行规定。
1 零件调质前的粗加工余量1.1 轴类零件(包括阶梯轴)调质前的粗加工余量见图1和表1。
a/2a/2DL图1 轴类零件粗加工余量示意图表1 轴类零件粗加工余量 mm注:1 如零件调质后变形超差,应进行校正,校正后变形量应不大于0.5a 。
2 阶梯轴直径按中间直径为准。
1.2 空心轴、轴套等调质前的粗加工余量见图2和表2。
a/2d Da/2 L a/2图2 空心轴、辊套零件粗加工余量示意图LD≤50 >50~100 >100~200 >200~300 >300~450 >450~600 >600~800 >800~1200a≤250 5 4 4 — — — — — >250~500 6 5 4 4 4 — — — >500~1000 8 7 7 6 6 6 — —>1000~1500 10 9 9 8 8 8 8 — >1500~2500 1211 11 10 12 12 10 10 >2500~4000 1414 14 13 14 14 12 12 >4000~6000 —18 18 16 16 16 14 14 >6000~10000 — —20 20 18 18 16 16表2 空心轴、辊套零件粗加工余量mm长度L壁厚(D-d)/2≤30 >30~50 >50~80 >80~160 >160~250 >250~350a≤500 12 10 9 8 7 —>500~1000 13 12 11 10 9 8>1000~1500 14 13 12 11 10 9>1500~2000 15 14 13 12 11 9>2000~2500 16 15 14 13 12 10>2500~3000 17 16 15 14 13 11>3000~3500 18 17 15 14 14 12 注:本表适用于长度L≥直径D和直径D<1000mm的零件;当直径D≥1000mm时,a值增加4mm。
机械加工余量机械加工余量,通常指零件在加工过程中留下的一定尺寸或形状偏差,它是为了确保零件在加工完成后符合设计要求,以便进行后续的装配、检测,防止零件因加工尺寸不足或过大而无法使用。
机械加工余量是一个重要的概念,对于机械加工工艺的控制和零部件设计起着十分关键的作用。
具体而言,机械加工余量有以下几个方面:1.设计时的余量在机械设计时,就要为加工余量留出一定的设计空间。
这主要包括对零件的几何形状、加工工艺、加工设备等进行考虑。
通常情况下,对于普通的零件,其形状偏差应控制在0.1mm以内,对于精密零件则要在0.01mm以内。
2.加工技术中的余量加工技术中的余量主要指在机床上进行切削或磨削过程中,由于刀具磨损、机床刚度等因素的影响,所导致的零件加工尺寸与设计尺寸的偏差。
在实际操作中,加工技术中的余量可以通过调整刀具切削角度或者加工速度等措施来进行控制。
3.热变形对加工余量的影响在加工加热敏感的金属材料时,由于加热时材料发生热膨胀,会导致加工余量发生偏差。
这时,加工人员可以通过调整加工参数、减少加热时间、加强冷却等方法来调整加工余量。
机械加工余量的控制非常重要,一定程度上,它也是衡量机械加工技术水平的重要标准。
而在实际应用过程中,如何掌握机械加工余量的大小和控制方法,影响着机械零件的质量和生产效率。
以下是一些有关机械加工余量控制的方法:1.合理选择切削工艺参数在进行机械加工时,加工人员应该合理选择切削工艺参数,包括切削速度、进给量、切削深度等方面,以达到减少加工余量的目的。
2.优化刀具设计优化刀具设计也是减小机械加工余量的重要方面。
合理的切削角度可以减少切削力和变形,从而控制加工余量。
此外,刀具的刃磨加工精度也需要达到精度级别,从而减小加工余量。
3.控制机床几何精度机床几何精度是影响加工余量的重要因素之一。
因为机床精度的影响,加工出来的零件在尺寸、直线度、平行度、垂直度等方面都会受到不同程度的影响,进而导致加工余量的产生。
模具加工工艺标准1•目的和适用范围为保证模具制作加工工艺的合理性、一致性,优化加工工艺,提高模具制作的进度,特制定本标准。
2 •模具加工工艺标准2.1工艺员编工艺卡时要在工艺卡中详细注明加工预留量、预留量的方位、粗糙度要求及注意事项。
加工工艺流程卡编写原则:在能保证精度、质量的前提下,优先采用加工效率高的设备。
铳床、CNC磨床的加工效率比线切割、电脉冲要快,尤其是电脉冲加工效率最慢。
图纸上的尺寸不能随意更改(只有技术员能改),2.2加工预留量原则:需要热处理加工的工件,热处理前外形备料尺寸单边加0.25mm的磨床余量,模仁、镶件需要CNC粗加工的部分,单边预留余量0.2mm,钳工铳床粗铳外形单边预留余量030.5mm,线割后需要磨床加工的工件,成型部位单边预留0.05mm,外形开粗单边预留0.1mm的磨削余量;CNC精加工、电脉冲后要镜面抛光,单边留0.03m m的抛光余量。
2.3加工精度要求:模具尺寸的制造精度应在0.005〜0.02mm范围内;垂直度要求在0.01〜0.02mm范围内;同轴度要求在0.01〜0.03mm范围内;动、定模分型面的上、下两平面的平行度要求在0.01〜0.03mm范围内。
合模后,分型面之间的间隙小于所成型塑料的溢边值。
其余模板配合面的平行度要求在0.01〜0.02mm范围内;固定部分的配合精度一般选用0.01〜0.02mm范围内;小芯子如果无对插要求或对尺寸影响不大可取双边0.01〜0.02mm的间隙配合;滑动部分的配合精度一般选用H7/e6、H7/f7、H7/g6三种。
注意:镜面上如有做了挂靠台阶的镶件,配合不能太紧,否则在镶件从正面往后退敲打时,用来敲打的工具易碰坏镜面,如不影响产品尺寸,可取双边0.01〜0.02mm的间隙配合。
2.4 CNC拆电极的原则:模具型腔型芯应先拆外观主体电极,再拆其他主体电极,最后拆局部电极;定模外观电极要考虑整体加工,对CNC青角不到的地方,采用线切割清角,以便定模外观面完整,无接痕;动模深度相差不大的加强筋、筋片、柱子能一起加工的尽量做在一个电极上;比较深的筋片要做镶件,要单独做电极侧打,以防电脉冲时积碳;动模电极尽量不要CNC铣好之后还要线切割清角,如要,应将电极分解拆开或直接采用线切割;动模的筋部和筋位或者柱子的间隔超过35mm应当分开做,节约铜料。
·机械加工余量标准25EQY—19-1999 1.主题内容与适用范围本标准规定了磨削加工的加工余量。
本标准适用于磨削各类材料时的加工余量。
2.技术内容加工余量表(一)厚度4以上的平面磨削余量(单面)说明:1.二次平面磨削余量乘系数1.52.三次平面磨削余量乘系数23.厚度4以上者单面余量不小于0.5-0.84.橡胶模平板单面余量不小于0.7毛坯加工余量表(二)3.2I:园棒类:(1)工件的最大外径无公差要求,光洁度在▽以下,例:不磨外圆的凹模带台肩的凸模、凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
(毫米)1.6当D<36时并不适应于调头夹加工,在加工单个工件时,应在L上加夹头量10-15。
(2)工件的最大外径有公差配合要求,光洁度在▽以上,例如:外圆须磨加工的凹模,挡料销、肩台须磨加工的凸模或凸凹模等。
(毫米)当D<36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。
毛坯加工余量表(三)3.2Ⅱ:圆形锻件类(不需锻件图)(1)不淬火钢表面粗糙度在▽以下无公差配合要求者,例如:固定板、退料板等。
(毫米)注:表中的加工余量为最小余量,其最大余量不得超过厂规定标准。
毛坯加工余量表(四)Ⅲ:矩形锻件类:表内的加工余量为最小余量,其最大余量不得超过厂规定标准。
平面、端面磨削加工余量表(五)一、平面平面每面磨量二、端面端面每面磨量注:3.2本表适用于淬火零件,不淬火零件应适当减少20-40%粗加工的表面粗糙度不应低于▽如需磨两次的零件,其磨量应适当增加10-20%环形工件磨削加工余量表(六)注:φ50以下,壁厚10以上者,或长度为100-300者,用上限φ50-φ100,壁厚20以下者,或长度为200-500者,用上限φ100以上者,壁厚30以下者,或长度为300-600者,用上限6.4长度超过以上界线者,上限乘以系数1.3加工粗糙度不低于▽,端面留磨量0.5φ6以下小孔研磨量表(七)注:本表只适用于淬火件1.6应按孔的最小极限尺寸来留研磨量淬火前小孔需占铰粗糙度▽以上当长度e小于15毫米时,表内数值应加大20-30%导柱衬套磨削加工余量表(八)镗孔加工余量表(九)附注:当一次镗削时,加工余量应该是粗加工余量加工精加工余量。
工序间加工余量1 范围本规范规定了产品零部件加工过程中的工序间加工余量,本规范使用于产品零部件的加工制造。
2 棒材、管材加工余量棒材和管材的加工余量应符合表1的规定图1表1单位 mm K ≤4 >4-8 >8-12 >12-20 >20 备注D b(余量)≤10 2 2 3 4 5>10-30 2 3 3 4 6>30-80 3 4 5 6 8>80-160 5 6 8 10 12>160 6 8 10 12 15注:1.K=L/D2.加工余量b包括粗车、精车、磨削各工序的总余量。
3.滚花外圆左端部或靠近端处,可不放加工余量。
4.领料圆钢胚直径≤φ30为领料后调质;圆钢胚≥φ30为粗加工后调质。
粗加工调质的零件,可酌情增加余量20%-50%。
5.对台阶轴、大外圆在中间部位时使用本表;大外圆靠近端部者,可按本表酌情减少余量。
6. 渗碳零件加工余量=本表b值再加表五中2倍去碳层余量。
3 切口宽度、端面余量工件的切口宽度和端面余量应符合表2的规定。
图2表2单位 mm 毛胚直径D 切口宽度a 二端总余量b 备注 ≤20 3 2>20-50 4 3>50-80 5 4>80-120 5>120-160 6>160 8注:1.粗加工调质的零件,切口宽度不变,端面余量可酌情增加余量20-50%。
2.渗碳零件端面余量应为本表b值再加表5中2倍去碳层余量(如一端面加工者则加单面去碳层余量)。
3.带孔零件切口宽度余量。
应将带孔零件壁厚折算成本表D/2后对照选用。
4 夹头留量夹头留量应符合表3的规定。
表3单位 mm 工件长度 ≤50 >50-150 >150-300 >300毛胚直径 夹头留量≤20 15 15 15 15>20-80 15 15 20 20>80-160 15 20 20 25 注:1.本表为单件坯料的夹头留量(包括多件坯料)。
·机械加工余量标准
25EQY—19-1999
1.主题内容与适用范围
本标准规定了磨削加工的加工余量。
本标准适用于磨削各类材料时的加工余量。
2.技术内容
加工余量表(一)
厚度4以上的平面磨削余量(单面)
说明:
1.二次平面磨削余量乘系数
2.三次平面磨削余量乘系数2
3.厚度4以上者单面余量不小于橡胶模平板单面余量不小
于
毛坯加工余量表(二)
I:园棒类:
(1)工件的最大外径无公差要求,光洁度在▽以下,例:不磨外圆的凹模带台肩的凸模、凹模、凸凹模以及推杆、推销、限制器、托杆、各种螺钉、螺栓、螺塞、螺帽外径必须滚花者。
(毫米)
当D<36时并不适应于调头夹加工,在加工单个工件时,应在L上加夹头量10-15。
(2)工件的最大外径有公差配合要求,光洁度在▽以上,例如:外圆须
磨加工的凹模,挡料销、肩台须磨加工的凸模或凸凹模等。
(毫米)
当D<36时,不适合调头加工,在加工单个零件时,应加夹头量10-15。
毛坯加工余量表(三)
Ⅱ:圆形锻件类(不需锻件图)
(1)不淬火钢表面粗糙度在▽以下无公差配合要求者,例如:固定板、退料板等。
(毫米)
注:表中的加工余量为最小余量,其最大余量不得超过厂规定标准。
毛坯加工余量表(四)
Ⅲ:矩形锻件类:
表内的加工余量为最小余量,其最大余量不得超过厂规定标准。
平面、端面磨削加工余量表(五)
一、平面
平面每面磨量
二、端面
端面每面磨量
注:
本表适用于淬火零件,不淬火零件应适当减少20-40%
粗加工的表面粗糙度不应低于▽
如需磨两次的零件,其磨量应适当增加10-20%
环形工件磨削加工余量表(六)
注:
φ50以下,壁厚10以上者,或长度为100-300者,用上限
φ50-φ100,壁厚20以下者,或长度为200-500者,用上限
φ100以上者,壁厚30以下者,或长度为300-600者,用上限
长度超过以上界线者,上限乘以系数
加工粗糙度不低于▽,端面留磨量
φ6以下小孔研磨量表(七)
注:
本表只适用于淬火件
应按孔的最小极限尺寸来留研磨量
淬火前小孔需占铰粗糙度▽以上
当长度e小于15毫米时,表内数值应加大20-30%
导柱衬套磨削加工余量表(八)
镗孔加工余量表(九)
附注:当一次镗削时,加工余量应该是粗加工余量加工精加工余量。