丙烯球罐设计方案
- 格式:doc
- 大小:1.67 MB
- 文档页数:66
大学课程设计(论文) 题目:300m3丙烯罐区的安全学生姓名:学号:班级:专业:指导教师:摘要由于工业过程特别是化工工业、石油化学工业为代表的高能化、自动化大型生产装置在世界范围内的迅速发展,灾害性爆炸事故、火灾事故、大范围人群中毒事故不断出现,这些灾害所造成的后果和社会问题远远超过事故本身。
随着经济规模越来越宏大、高科技越来越密集,避免化学工业灾害性事故成为工业装置平稳安全运行的核心问题。
本次论文通过对300丙烯球罐区球罐的设计、强度设计、附件设计及其防火防爆安全技术设计,以技术上先进性、可行性,经济上合理性为前提,综合分析丙烯的物理、化学性质,通过其危险性的分析来设计储罐区的布置。
同时对重大事故分析、安全管理制度和措施的研究来制定一系列的预防措施,从而保证过程正常运行、安全生产,为创造一个良好的工作环境提供了保障。
关键词:球罐防火防爆安全设计管理制度目录第一章概述 (5)一、丙烯的性质 (5)1、丙烯的理化性质 (5)2、丙烯的毒性 (5)二、丙烯的危害 (5)1、环境危害 (6)2、危险特性 (6)三、事故的预防与控制 (6)1、操作储存的注意事项 (6)2、个体防护 (6)3、事故应急处理 (7)四、法规信息 (7)第二章总平面布置设计 (8)一、丙烯球罐区的方位布置 (8)1、区域规划 (8)2、工厂总平面的布置 (9)二、厂内道路及罐区的布置 (10)1、道路的规划 (10)2、罐区的布置 (11)三、管线的布置 (12)1、简单设置 (12)2、管线保冷大都是用发泡的泡沫塑料成型管壳 (13)3、弯曲、异形处的保冷 (13)4、外防护层 (13)四、防火堤的设计原则 (14)第三章球罐的设计 (15)一、球罐的设计条件 (15)二、罐体的设计 (15)1、球罐材料的确定 (15)2、罐体制造 (15)三、球罐的附件 (16)1、附件的简介 (16)2、安全阀 (16)3、梯子平台 (18)4、水喷淋装置 (18)5、液位计 (19)6、压力表 (20)7、温度计 (20)8、防雷、防静电装置 (21)第四章罐区的消防安全设计 (22)一、球罐区消防安全的注意事项 (22)1、消防给水系统 (22)2、罐区的消防 (22)3、球罐的安全措施 (23)二、水喷雾消防冷却系统的介绍 (24)1、水喷雾系统的作用 (24)2、水雾喷头的选型 (25)三、球罐区水喷雾消防冷却系统的设计 (26)1、供水管道设计 (26)2、系统控制 (27)3、水雾喷头的布置 (27)4、设计冷却水喷雾强度核算 (28)四、球罐区消防系统的监督与维护 (30)第五章重大事故后果分析 (31)一、引起重大事故的原因 (31)1、火灾危险性分析 (31)2、液化丙烯火灾爆炸的事故树分析(FTA) (32)二、重大事故后果分析计算 (34)1、丙烯球罐火灾爆炸的伤害模型 (34)2、丙烯球罐火灾爆炸的定量评价计算(球罐蒸气云爆炸) (34)第六章安全管理措施及制度 (36)一、防雷电 (36)1、雷电的危害 (36)2、雷电的安全防护措施 (36)二、防静电 (36)1、静电的危害 (36)2、静电的安全防护措施 (37)三、开停车制度 (37)1、装置的开车管理 (37)2、装置的停车管理 (38)四、防泄漏 (38)1、丙烯的泄漏 (38)2、防泄漏的安全措施 (38)3、丙烯泄漏的应急处理措施 (39)参考文献 (40)第一章概述一、丙烯的性质1、丙烯的理化性质丙烯(propene,CH2=CHCH3)常温下为无色、无臭、稍带有甜味的气体。
丙烯球罐区的安全总平面布置设计方案一、丙烯球罐区的方位布置1、区域规划(1) 由于球罐内储存的是有毒易燃易爆的甲A类液体,而且丙烯在常温常压下是气态,所以在进行区域规划时,应根据石油化工企业及其相邻的工厂或设施的特点和火灾危险性,结合地形、风向等条件,合理布置。
(2) 石油化工企业的生产区,宜位于邻近城镇或居住区全年最小频率风向的上风侧。
(3) 石油化工企业的生产区沿江河岸布置时,宜位于邻近江河的城镇、重要桥梁、大型锚地、船厂等重要建筑物或构筑物的下游。
(4) 石油化工企业的液化烃或可燃液体的罐区邻近江河、海岸布置时,应采取防止泄漏的可燃液体流入水域的措施。
(5) 石油化工企业与相邻工厂或设施的防火间距,不应小于表2-1的规定。
(6) 高架火炬的防火距离,应经幅射热计算确定;对可能携带可燃液体的高架火炬的防火距离,并不应小于表2-1规定。
表2—1石油化工企业与相邻工厂或设施的防火间距(单位:m)注:A. 括号内指防火间距起止点。
B. 当相邻设施为港区陆域、重要物品仓库和堆场、军事设施、机场等,对石油化工企业的距离有特殊要求时,应按有关规定执行。
2、工厂总平面的布置(1) 工厂总平面,应根据工厂的生产流程及各组成部分的生产特点和火灾危险性,结合地形、风向等条件,按功能分区集中布置。
(2) 可能散发可燃气体的工艺装置、罐组、装卸区或全厂性污水处理场等设施,宜布置在人员集中场所,及明火或散发火花地点的全年最小频率风向的上风侧;在山区或丘陵地区,并应避免布置在窝风地带。
(3) 液化烃罐组或可燃液体罐组,不应毗邻布置在高于工艺装置、全厂性重要设施或人员集中场所的阶梯上。
但受条件限制或有工艺要求时,可燃液体原料储罐可毗邻布置在高架工艺装置的阶梯上。
(4) 当厂区采用阶梯式布置时,阶梯间应有防止泄漏的可燃液体漫流的措施。
(5) 全厂性的高架火炬,宜位于生产区全年最小频率风向的上风侧。
空气分离装置,应布置在空气清洁地段并位于散发乙炔、其他烃类气体、粉尘等场所的全年最小频率风向的下风侧。

1500m3丙烯球罐设计摘要本文首先对球形储罐的特点、发展概况和结构形式进行了简单的介绍,然后对目前国内外对球形储罐的研究水平进行了研究,发现目前国内的研究水平和国外相比还是有一定的差距。
对球形储罐设计的意义在于:通常球罐作为大容量、有压存储容器,在各工业部门中作为液化石油气(LPG)、液化天然气(LNG)、液氨、液氧、液氢、液氮及其他中间介质的贮存,也作为压缩空气、压缩气体(氧气、氮气、城市煤气……)的贮存;在原子能工业中球罐还作为安全壳(分割辐射和无辐射去的大型球壳)使用,总之随着工业的发展,球罐的使用范围也越来越广泛。
但是目前限制球罐向大型化发展的主要因素有:设计制造规范、球罐用钢、球罐现场组装和焊接问题、球罐现场热处理、球壳板尺寸精度,因此对球罐的结构和材料的选用提出了新的要求。
本文主要针对球罐的上支柱连接结构进行了相应的改进,把U形柱结构型式支柱改为长圆形结构型式支柱,在球罐施焊过程中和球罐受力方面到得了优化。
关键词:球形储罐应用范围大型化支柱结构Design of 1500m3 Propylene Spherical TankAbstractFirst, the characteristics, development of the survey and structural of the Spherical Tank are introduced in this paper.Then the Level of research for Spherical tank at home and abroad were studied. Study found that the level of development, or has a gap compared domestic to foreign. The significance of the spherical tank design are as follows: Usually as a large spherical tank capacity, pressure storage containers, In the industrial sector as liquefied petroleum gas (LPG), liquefied natural gas (LNG), liquid ammonia, liquid oxygen, liquid hydrogen, liquid nitrogen, and other storage media center, also as compressed air, compressed gases (oxygen, nitrogen, city gas ... ...) of the storage; In the atomic energy industry, also serves as the containment sphere (division of radiation and no radiation to the large spherical shell), In short With industrial development, the use of spherical tanks are increasingly being used. But the current restrictions on development to large spherical main factors: design and manufacturing specifications, spherical steel, spherical field assembly and welding problems, spherical tanks on-site heat treatment, dimensional accuracy of shell plates. Therefore, the structure of spherical tank and material selection were proposed new requirements. This paper corresponding improves on the pillar of the main connection for the spherical structure, changing the U-shaped column structure type pillar into pillar oblong structure type, has optimization in the spherical tank welding process and the terms of the spherical tank force.Key Words: Spherical tank; Scope of application; Large to turn; Support structure目录摘要 (Ⅰ)ABSTRACT (Ⅱ)第一章绪论 (4)1.1概述 (4)1.2球罐的设计参数 (5)1.3国内外发展情况 (5)第二章基本尺寸确定 (7)2.1外形尺寸的确定 (7)2.2材料选择 (7)2.3球壳设计 (9)第三章球罐受力分析 (10)3.1球罐质量计算 (10)3.2地震载荷计算 (12)3.3风载荷计算 (12)3.4弯矩计算 (13)第四章强度及稳定性校核 (14)4.1支柱计算 (14)4.2地脚螺栓计算 (16)4.3支柱底板计算 (17)4.4拉杆计算 (18)4.5支柱与拉杆最低点A点应力计算 (20)4.6支柱与球壳连接焊缝强度 (21)4.7开孔补强校核 (21)第五章球壳分瓣计算 (23)5.1赤道带和上温带合板(如图5-1) (23)5.2赤道带(如图5-2) (24)5.3极板(如图5-3) (25)第六章工厂制造及现场组装 (28)6.1工厂制造 (28)6.2现场组装 (29)6.3组装方案 (30)第七章检验 (34)7.1原材料检验 (35)7.2车间制造检验 (36)7.3安装焊接检验 (40)7.4竣工检查 (45)7.5使用安全检查 (47)第八章技术经济分析 (51)第九章结论 (52)参考文献 (54)致谢 (57)第一章绪论1.1概述近十几年来球形容器在国外发展的很快,我国球形容器引进建设在七十年代才得到了飞速的发展。
400M3丙烯球罐设计(机械C A D图纸)摘要本次设计中的400m³球罐用于贮存氧气,其球壳板的材质为16MnR,本文对其母材的焊接性做了简要的分析,并在次基础上选择了球罐焊接前的预热温度,以及焊接方法和焊接材料。
预热温度为120-140℃,焊接方法为焊条电弧焊,焊条为E5015。
根据工厂的生产经验和相关标准编制了400m³球罐的生产工艺流程。
在整个生产过程中,球壳板的压制成形,球罐的组装与球罐的焊接属于生产中的重点与难点,在本文中都进行了详细的分析和论述。
球壳板成形采取布局成形的方法,必须在现场进行。
本文根据球罐上每条焊缝的不同特点,制定了各个焊缝的具体焊接方法,并选择了焊接工艺参数。
球罐组装‘焊接之后,需要进行焊后处理,包括无损检测,焊后热处理,以及耐压试验等,本文也都进行了简要的分析和说明,并介绍了相应的处理方法和注意事项。
关键词:球罐成形组装焊接AbstractThe design of the 400m³ spherical container used for store oxygen ,its spherical shell plate material is 16MnR .In this paper, the welding of the base metal was analysed briefly ,and on this foundation ,the preheat temperature before the spherical container for welding ,the welding process ,and the welding material were selected . The preheat temperature is 120-140 ℃,the welding process is the shield metal are welding, the covered electrodes are E5015 .The produce technologic course of the 400 m³spherical container was compiled according to the experience of the manufacturing plant and related standards .In the entire production process ,the press of forming spherical shell plate ,the installation and welding of spherical container belong to important and difficult in the production . In this paper ,they were carried out a detailed analysis and exposition .the methods of forming the spherical shell plate was part forming . The of the spherical container was divided two parts, they are the parts installation method ,and it should be conducted at the scene. According to the different character of each weld on the spherical container ,in this paper ,the concrete welding process of every weld was complied ,and the welding procedure parameters were chose .After the installation and welding of the spherical container ,there need to conduct process when the welding finished ,which include non-destructive testing , post weld heat treatment ,and the pressure test ,and so on .In the paper , they were conducted a brief analysis and exposition ,and were introduced the corresponding resolve methods and attention matters .Key words :Spherical container forming installation welding目录绪论 (1)1.1球形容器的特点 (1)1.2球形容器分类 (1)1.3国内球罐建造情况 (2)第一章材料选用 (3)1.1材料的选择原则 (3)1.2壳体用材料 (4)1.3锻件用钢 (5)1.4螺栓、螺母和支撑结构的选材 (6)1.4.1螺栓螺母的选用 (6)1.4.2支承结构(支柱、拉杆等)选材 (6)第二章结构设计 (7)2.1概述 (7)2.2球壳设计 (7)2.3球壳的分带,分块及分角 (8)2.4纯桔瓣球壳的瓣片设计和计算 (9)2.4.1瓣片设计 (9)3.4.2纯桔瓣球瓣的计算 (9)3.5坡口设计 (15)3.6支座设计 (16)3.6.1支座结构 (16)3.6.2拉杆结构 (16)3.7人孔和接管 (16)3.7.1人孔结构 (16)3.7.2接管结构 (16)3.8球罐的附件设计 (17)3.8.1梯子平台 (17)3.8.2水喷淋装置 (17)3.8.3隔热设施 (18)3.8.4页面计 (18).8.5压力表 (18)2.8.6安全阀 (18)第四章强度计算 (19)4.1球壳壁厚计算 (19)4.1.1符号说明 (19)4.1.2计算各带壳板厚度时的计算压力,最大的物料成装体积 (20)4.13各带球壳板的厚度计算 (20)4.2支柱计算 (21)4.2.1载荷计算 (21)4.2.2支柱计算 (24)表4-2B向受力表 (28)4.2.3 支柱弯矩及偏心率计算 (29)支柱在操作和水压试验时,在内压力作用下,球壳直径增大,使支柱承受偏心弯矩和附加弯矩 (29)a 偏心弯矩 (29)4.2.4 支柱稳定性验算 (30)查表得ε0=0.278353 (31)4.2.5 地脚螺栓计算 (32)4.3拉杆计算 (33)4.3.1 拉杆强度计算 (33)4.3.2 拉杆连接部位计算 (34)4.4 支柱和球壳连接最低处a点的应力验算 (36)4.4.1 符号说明 (36)4.4.2 单项应力计算 (37)4.4.3 合成应力计算 (38)4.4.4 强度验算 (39)4.5 支柱与球壳连接焊缝强度验算 (39)4.6 支柱间的允许沉降差 (40)4.7 人孔锻件设计和强度校核 (41)4.7.1人孔锻件设计 (41)4.7.2法兰强度校核 (42)4.7.3法兰外力矩计算 (44)4.7.4法兰形状系数 (45)4.7.5 法兰应力计算 (46)4.7.6应力检验 (46)第五章工厂制造及现场组装 (47)5.1工厂制造 (48)5.1.1 原材料检验 (48)要了解钢板的使用状态和了解进厂钢板的实际状态是否与使用状态相符。
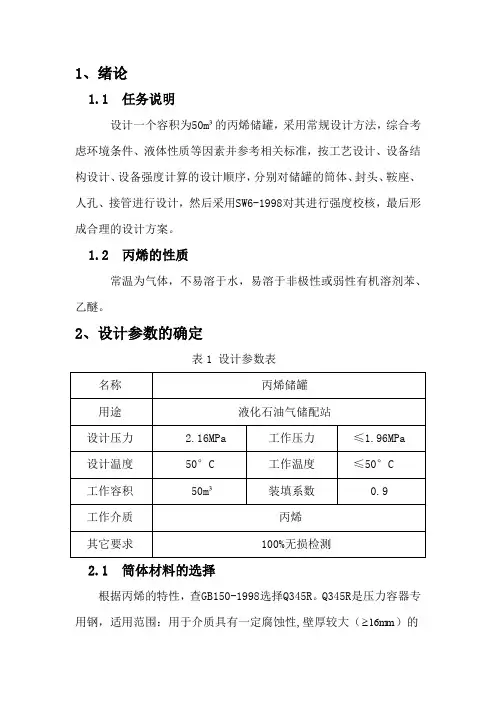
1、绪论1.1 任务说明设计一个容积为50m³的丙烯储罐,采用常规设计方法,综合考虑环境条件、液体性质等因素并参考相关标准,按工艺设计、设备结构设计、设备强度计算的设计顺序,分别对储罐的筒体、封头、鞍座、人孔、接管进行设计,然后采用SW6-1998对其进行强度校核,最后形成合理的设计方案。
1.2 丙烯的性质常温为气体,不易溶于水,易溶于非极性或弱性有机溶剂苯、乙醚。
2、设计参数的确定表1 设计参数表2.1 筒体材料的选择根据丙烯的特性,查GB150-1998选择Q345R。
Q345R是压力容器专用钢,适用范围:用于介质具有一定腐蚀性,壁厚较大(16mm≥)的压力容器。
钢板标准GB6645和“关于《固定式压力容器安全技术监察规程》的实施意见”。
根据GB713-2008中规定,厚度允许偏差按GB/T709的B类偏差取0.3mm。
2.2 钢管材料的选择根据JB/T4731,钢管的材料选用20号钢,根据GB8163,其许用应力Mpat1.σ[=150]3、压力容器结构设计3.1筒体公称直径计算筒体的公称直径i D 有标准选择,而它的长度L 可以根据容积要求来决定。
根据公式 23i 50m 4D L π= 取 L/D=4将L/D=4代入得:i 2520D mm = 圆整后,i 2600mm D =3.2 封头结构设计查GB/T 25198-2010《压力容器封头》得:封头型号采用EHA 型,即标准椭圆封头,并以内径为标准。
表2 封头参数查JB/T 4746-2002《钢制压力容器用封头》,由表B 、2 EHA 椭圆形封头质量得:m=1064.2kg 。
3.3筒体长度计算根据 g 2?/0.9V V V +=筒封 得:9.4m L=筒圆整后取9.5mi9500 3.62600LD=≈ 在3-6之间 故计算容积为54.98m ³3.4 计算压力cp查《压力容器介质手册》可得丙烯在50℃下的密度为457.63g m则:液柱静压力: 1P =457.69.81 2.60.0116596M gh Pa ρ=⨯⨯=1/0.015696/2.160.73%5%P P ==<,故液柱静压力可以忽略,设计压力可取计算压力 即:c P P 2.16MPa ==3.5 筒体壁厚计算该容器需100%探伤,所以取其焊接系数为 1.0φ=。
南京金浦锦湖化工有限公司8万吨/年丙烷装置2台1000m3丙烯球罐安装工程施工组织设计编制:审核:批准:中国石油天然气第一建设公司二○○七年六月1.编制说明1.1本施工组织设计仅适用于南京金浦锦湖化工有限公司8万吨/年环氧丙烷装置丙烯罐区2台1000m3丙烯球罐安装工程。
1.2编制及施工验收依据●施工蓝图●《压力容器安全技术监察规程》质技监局锅发[1999]●《钢制球形储罐》GB12337—1998●《钢制压力容器》GB150—1998●《球形储罐施工及验收规范》GB50094—98●《承压设备无损检测》JB47030.1-4730.6-2005●《熔敷金属中扩散氢测定方法》GB/T3965-1995●《金属夏比缺口冲击实验方法》GB/T229-94●《压力容器涂敷与运输包装》JB/T4711-2003●《钢制压力容器焊接工艺评定》JB4708-2000●《压力容器用钢板》GB6654-1996●《碳钢焊条》GB/T5117-1995●《压力容器用碳素钢和低合金钢锻件》JB4726-2000●《低合金钢焊条》GB/T5118-1995●《钢制压力容器产品焊接试板的力学性能检验》JB4744-2000●《压力容器用钢焊条订货技术条件》JB4747-2002●公司《压力容器现场组焊质量保证手册》及《质量管理手册》2.工程概况本工程南京金浦锦湖化工有限公司8万吨/年环氧丙烷装置2台1000m3球罐安装工程新建设备。
2.1 建设单位:南京金浦锦湖化工有限公司。
2.2 设计单位:中国天辰化学工程公司2.3 1000m3丙烯球罐设计参数设计压力:2.18Mpa设计温度:50℃工作压力:1.96Mpa水压试验压力:2.73Mpa气密性试验压力:2.18Mpa公称容积:1000m3内径:12300mm储存介质:丙烯材质:16MnR容器类别:III类壁厚:48mm腐蚀裕度:2m m2.4工程内容2.4.1 2台1000m3丙烯球罐本体组焊;2.4.2 球罐本体的罐顶平台、联合梯子平台预制安装、水喷淋系统安装等;2.5球罐结构形式赤道正切支柱三带混合结构,球罐零部件包括球壳板、支柱、拉杆、开孔接管及其它附件。
1、绪论1.1 任务说明设计一个容积为50m³的丙烯储罐,采用常规设计方法,综合考虑环境条件、液体性质等因素并参考相关标准,按工艺设计、设备结构设计、设备强度计算的设计顺序,分别对储罐的筒体、封头、鞍座、人孔、接管进行设计,然后采用SW6-1998对其进行强度校核,最后形成合理的设计方案。
1.2 丙烯的性质常温为气体,不易溶于水,易溶于非极性或弱性有机溶剂苯、乙醚。
2、设计参数的确定表1 设计参数表2.1 筒体材料的选择根据丙烯的特性,查GB150-1998选择Q345R。
Q345R是压力容器专用钢,适用范围:用于介质具有一定腐蚀性,壁厚较大(16mm)的压力容器。
钢板标准GB6645和“关于《固定式压力容器安全技术监察规程》的实施意见”。
根据GB713-2008中规定,厚度允许偏差按GB/T709的B 类偏差取0.3mm 。
2.2 钢管材料的选择根据JB/T4731,钢管的材料选用20号钢,根据GB8163,其许用应力Mpa t 1.150][=σ3、压力容器结构设计3.1筒体公称直径计算筒体的公称直径i D 有标准选择,而它的长度L 可以根据容积要求来决定。
根据公式 23i 50m 4D L π= 取 L/D=4将L/D=4代入得:i 2520D mm = 圆整后,i 2600mm D =3.2 封头结构设计查GB/T 25198-2010《压力容器封头》得:封头型号采用EHA 型,即标准椭圆封头,并以内径为标准。
表2 封头参数查JB/T 4746-2002《钢制压力容器用封头》,由表B 、2 EHA 椭圆形封头质量得:m=1064.2kg 。
3.3筒体长度计算根据 g 2?/0.9V V V +=筒封2i 2.512100/0.94D L +⨯=π得:9.4m L=筒圆整后取9.5mi9500 3.62600LD=≈ 在3-6之间 2349.96m 4gV D L π=≈筒筒 3254.98m V V +≈筒封故计算容积为54.98m ³3.4 计算压力cp查《压力容器介质手册》可得丙烯在50℃下的密度为457.63gm则:液柱静压力: 1P =457.69.81 2.60.0116596M gh Pa ρ=⨯⨯=1/0.015696/2.160.73%5%P P ==<, 故液柱静压力可以忽略,设计压力可取计算压力 即:c P P 2.16MPa ==3.5 筒体壁厚计算该容器需100%探伤,所以取其焊接系数为 1.0φ=。
专业课程设计(论文)题目:3000m3丙烯球罐加工流程及焊接工艺设计学生姓名:马泽成学号:200912010220 院(系):材料科学与工程学院专业班级:材料0902 指导教师:徐向前完成时间:2012年9月21日《材料成型及控制工程》课程设计任务书目录1 概述 (1)1.1压力容器的概述 (1)1.1.1球形压力容器概述 (1)1.1.2工作环境 (1)1.2压力容器分类 (1)1.2.1 按制造方法分类 (2)1.2.2 按承压方式分类 (2)1.2.3 按设计压力(P)分类 (2)1.2.4 按设计温度(T-壁温)分类 (2)1.2.5 按容器制造材料分类 (2)1.2.6 按容器外形分类 (2)1.2.7 按容器在生产工艺过程中原理分类的作用 (2)1.3 焊接接头分类 (2)1.3.1 A类焊缝(对接缝或搭接焊缝,不包括角接焊缝) (2)1.3.2 B类焊缝(对接缝或搭接焊缝,不包括角接焊缝) (2)1.3.3 C类焊缝(对接缝或搭接焊缝或角接焊缝) (3)1.3.4 D类焊缝(对接缝或角接焊缝) (3)1.4焊缝结构的分类及设计与选用 (3)1.4.1 焊缝结构的分类 (3)1.4.2 焊缝结构的设计与选用 (3)1.5焊条的选取原则 (4)1.5.1 根据工件的机械性能和化学成分 (4)1.5.2 根据工作性能 (4)1.6各种焊接方法的优缺点 (4)1.61 手工电弧焊 (4)1.6.2 埋弧焊 (4)1.6.3 TIG焊(钨极氩弧焊) (5)1.6.4 CO2保护焊 (5)2 焊接工艺说明 (6)2.1焊接方法选择 (6)2.2焊接材料 (6)2.3坡口设计 (7)2.4 坡口加工 (8)2.5 焊条的选择................................................ .. (8)2.6焊接工艺参数 (8)2.6.1 焊接电流 (9)2.6.2 电弧电压 (9)2.6.3 焊接速度 (9)2.6.4 焊接线能量 (9)2.7 焊接层数和顺序 (9)2.8热处理及表面处理 (9)2.9焊接质量的检验 (10)2.10附录 (11)3 总结 (11)参考文献 (13)附录 (13)3000m3丙烯球罐加工工艺设计1 概述1.1.1 压力容器概念工业生产中具有特定的工艺功能并承受一定压力的设备,称压力容器。
3000m3丙烯球罐设计摘要首先,本文介绍3000m3丙烯球形储罐的基本情况,根据GB12337-1998设计,重点介绍了强度校核,及混合式球壳结构、固定式拉杆结构、支柱与球壳连接结构及其它结构的有关情况,对其设计、选材、安装、焊接、和检验等各个关键环节进行了比较详尽的分析讨论、并对如何提高球罐的质量提出了一些建议和措施。
其次本文说明了球形储罐的特点和分类,通过回顾钢制球形储罐的发展历史,分析了国内球形储罐建造技术的现状及其与国外的差距,就球罐建造技术的发展趋势进行了有益的探讨。
最后,为了确保球形储罐在使用过程中的安全,进行了大量的荷载计算及校核,设计严格遵守我国现行规范。
在设计过程中,我应用大学所学知识,努力做好每一步。
虽然设计中有许多详尽的地方不尽如人意,但是通过这次设计,我比昨天更进步一些。
这次设计很有意义。
关键词:3000 m3丙烯球罐;设计; 材料;3000m3 propylene spherical tank designAbstractFirst,This dissertation introduces some basic situation of 3000m3propylene spherical tank, The design is strictly complied with GB12337-98,especially describes intensity examination,the mixed shell structure, the fixed bracing structure, the stub column structure linking with column and shell and the others are introduced.And detailed analysis and discussions are given to the key steps of construction such as design, material selection, assembling and welding, etc., and suggestions and measure are proposed for improving the quality of spherical tanks .Second,This dissertation introduces characteristic and classification of spherical tank, This paper briefly reviews the development history of steel spherical storage tanks, analyzes the present situation of construction technology of domestic spherical storage tanks and the gap from foreign countries,The developing trend of construction technology of spherical tanks are discussed. Finally ,In order to guarantee that the sphere storage tank's in use process security, has carried on the massive load computation and the examination, The design is strictly complied with the current code of our country . In the design we use the knowledge which we have learned in the college to do my design step by step. Though some details in this design are not work out perfectly, I do find that I am much more skillful and professional. This graduate design is greatly meaningful.Keywords: 3000m3propylene spherical tank; design; material;目录摘要 (I)Abstract ............................................................................................................................. I I 前言 (5)1球形储罐的概述 (5)1.1球形贮罐的特点和分类 (6)1.1.1球形贮罐的特点 (6)1.1.2球罐的分类 (6)1.2球形储罐的历史及发展 (7)1.2.1球形储罐的发展历史 (7)1.2.2我国球罐发展现状 (8)1.2.3球形储罐的发展方向 (9)1.2.4国内与国外的差距 (12)2 材料 (14)2.1 原则 (14)2.1.1机械性能 (14)2.1.2 耐腐蚀性能 (16)2.2 压力容器用钢 (17)3球罐的焊接制造 (21)3.1球罐的组装 (21)3.2 球罐的组装方法 (22)3.3 支柱的安装 (22)3.4 球罐的现场焊接顺序和焊工布置 (23)3.5 球罐焊缝返修及球壳板表面损伤修补 (24)4.3000m3丙烯球罐的强度校核 (26)4.1设计条件 (26)4.2球壳计算 (26)4.2.1 计算压力 (26)4.2.2球壳各带的厚度计算 (27)4.2.3环境温度下球壳的计算应力 (28)4.3球罐的质量计算 (28)4.4地震载荷计算 (30)4.4.1自震周期 (30)4.4.2地震力 (31)4.5风载荷计算 (31)4.6弯矩计算 (32)4.7支柱计算 (32)4.7.1单个支柱的重力载荷 (32)4.7.2组合载荷 (34)4.7.3单个支柱的弯矩 (34)4.7.4支柱的稳定性校核 (37)4.8地脚螺栓计算 (38)4.8.1拉杆作用在支柱上的水平力 (38)4.8.2支柱底板与基础的摩擦力 (38)4.9支柱底板 (39)4.9.1支柱底板直径 (39)4.9.2底板厚度 (39)4.10拉杆计算 (40)4.10.1拉杆的载荷计算: (40)4.10.2拉杆的稳定校核 (41)4.10.3拉杆与支柱连接焊缝强度验算 (42)4.11支柱与球壳连接最低点a的应力校核: (43)4.11.1 a点的剪切应力 (43)4.11.2 a点的纬向应力 (43)4.11.3 a点的应力载荷: (44)4.12支柱与球壳连接焊缝的强度校核 (44)结论 (46)致谢 (47)参考文献 (48)前言油品和各种液体化学品的储存设备—储罐,是石油化工装置和储运系统设施的主要组成部分。
化工厂配套丙烯原料罐区的储运设计发布时间:2022-07-07T01:23:41.492Z 来源:《福光技术》2022年14期作者:刘葛君[导读] 随着国内石油化工行业的发展,储运专业在化工厂中的作用愈加重要。
储运罐区是化工厂及炼油厂的重要组成部分,对全厂运行起到十分重要的作用,并对全厂的占地及投资影响巨大。
丙烯作为化工厂常用原料,属于甲A 类液化烃物料。
丙烯罐区是液化烃球形储罐区的典型代表。
鉴于丙烯类液化烃罐区在石油化工厂中十分常见,本文详细阐述了化工厂配套丙烯罐区的设计,包括: 罐区布置、工艺流程设计、仪表控制方案设计、典型配管设计等内容。
目的在于总结并指导丙烯罐区及其他液化烃类罐区的常规设计。
刘葛君山西潞安煤基清洁能源公司山西省长治市 046000摘要: 随着国内石油化工行业的发展,储运专业在化工厂中的作用愈加重要。
储运罐区是化工厂及炼油厂的重要组成部分,对全厂运行起到十分重要的作用,并对全厂的占地及投资影响巨大。
丙烯作为化工厂常用原料,属于甲A 类液化烃物料。
丙烯罐区是液化烃球形储罐区的典型代表。
鉴于丙烯类液化烃罐区在石油化工厂中十分常见,本文详细阐述了化工厂配套丙烯罐区的设计,包括: 罐区布置、工艺流程设计、仪表控制方案设计、典型配管设计等内容。
目的在于总结并指导丙烯罐区及其他液化烃类罐区的常规设计。
关键词: 丙烯罐区; 储运; 设计随着国内石油化工行业的快速发展,储运专业在化工厂中的作用越来越重要。
储运罐区是化工厂及炼油厂的重要组成部分,对全厂运行起到十分重要的作用,并对全厂的占地及投资影响巨大。
丙烯作为化工厂常用原料,属于甲A类液化烃物料。
鉴于丙烯类液化烃罐区在石油化工厂十分常见,本文以某化工仓储公司的丙烯罐区为例详细阐述了石油化工厂配套丙烯罐区的设计。
1 丙烯罐区的工艺流程设计1. 1 工艺设计丙烯罐区常采用全压力式储存,即为在常温下压力储存,储存压力为环境温度下的饱和蒸汽压力。
1 500m3 丙烯球罐的建造工艺及其技术1. 球罐概况长岭炼化分公司的 1 500 耐丙烯球罐采用武汉钢铁公司生产的WCF - 62 ( 07MnCrMoVR )钢材建造,该项工程已竣工投人使用。
球罐概况见下表。
2. 材料性能1500 耐丙烯球罐选用了新型材料WCF - 62 (低焊接冷裂纹敏感性高强钢),其屈服强度为490 MPa ,使得球罐的设计壁厚大大减薄,不仅减轻了球罐重量,而且节省了投资。
该材料的化学成分和力学性能见下表。
WCF-62(07 Mn CrMoVR )钢板的化学成分l %WCF-62 ( 07MnCrMllVR ) 钢板的力学性能球壳板采用冷压成型.以长度为3m的样板(比标准规定的长度为2m 的样板严格)进行曲率控制和检查,完全满足标准所规定的公差要求,此钢材的冷成型性能良好。
3. 球罐组装3.1 上段支柱与下段支柱的组对上段支柱与下段支柱的组对在钢制平台上进行。
用经纬仪测定上段支柱与下段支柱的水平,使下段支柱底脚板上的螺栓孔槽位于铅垂方向,并保证m =n ,将两段支柱对接组焊,如下图所示。
3.2 定位方铁的焊接固定组装用定位方铁布置于壳板内部,间距800 - 1 000mm ,用作吊耳的方铁,四周要满焊。
3.3 脚手架制作安装内部脚手架采用伞形架,中心柱用D325 mm* 12 mm的钢管制作,伞形脚手架固定于其上,共分 6 层,每层铺设跳板,作为操作平台。
外部脚手架采用单排结构,钢管用扣件联结并铺设跳板。
防护棚用钢管预制成“目”字型片状结构,分片吊装,组合为多边形框架结构,其外部覆盖篷布,达到防火、防风、防雨的目的,如下图所示。
脚手架结构示意3.4 球壳板的组装球罐由混合式四带组成:赤道带、上温带、上极带、下极带,见下图。
采用散装法施工。
球壳板的吊装顺序为:赤道带板→上温带板→下极带边缘板(相当于下寒带)→什上极带边缘板(相当于上寒带)→下极带中侧板→上极带中侧板→升上极带中心板→下极带中心板。
丙烯球罐的设计方案一、球罐的设计条件设计参数:设计温度:50℃设计压力:1.96MPa工作压力:1.84Mpa液压试验压力:2.45Mpa容积:300m3球壳内直径:8306mm储存物质:CH3-CH=CH2物料密度:0.504kg/cm3充装系数:0.9地震设防烈度:7度基本风压值:350Pa基本雪压值:400N/㎡球罐建造场地:Ⅱ类、远震、B类地区二、罐体的设计1、球罐材料的确定参考《球罐与大型储罐》,储存丙烯的球罐球壳材料选用16MnR材料,最大许用应力为163MPa。
2、罐体制造橘瓣式球壳的设计:橘瓣式球壳组装焊缝较为规则,施工简便。
多数采用偶数支柱,分块分带对称,因此组装应力及焊接内应力较均匀,较易保证球罐质量。
当球壳按等强度设计,用不同的分带去承受不同液柱高度的附加压力时,产生不等厚的球片结构。
橘瓣式结构较灵活,按照原材料的大小及压缩机跨度的尺寸,可设计成不同球心夹角的分带和分块,以满足结构和制造工艺的要求。
橘瓣式结构也有其缺点:由于球片在各带位置尺寸大小不一,只能在本带内或在上、下对称带之间进行互换;下料成型较复杂,原材料利用率较低。
橘瓣式结构适用于任何大小球罐,是世界各国普遍采用的结构。
根据《球罐和大型储罐》,300m3的球罐,由于体积小,所以选用橘瓣式的球罐设计,并依据书中表格可得,球罐应分为4带,上﹑下温带和赤道带。
上下极带各三块板,上下温带各12块板。
三、球罐的附件1、附件的简介球罐的附件主要有安全阀、梯子平台、水喷淋装置、隔热和保护设施、液位计、压力表、温度计、防雷及防静电装置等。
在设计丙烯球罐的时候应考虑这些因素。
2、安全阀(1) 安全阀的种类、数量及可设置的位置安全阀按其结构和平衡内压的方式可分为弹簧式,杠杆式和脉冲式。
弹簧式安全阀结构紧凑、灵敏度也较高,但对弹簧质量要求严格。
杠杆式安全阀体积大,没有严密的排气结构、泄放能力低且回座性能差。
脉冲式安全阀结构复杂。
球罐通常采用弹簧式安全阀,所以这里采用弹簧式安全阀。