EM标准件知识的讲解
- 格式:ppt
- 大小:1.88 MB
- 文档页数:28
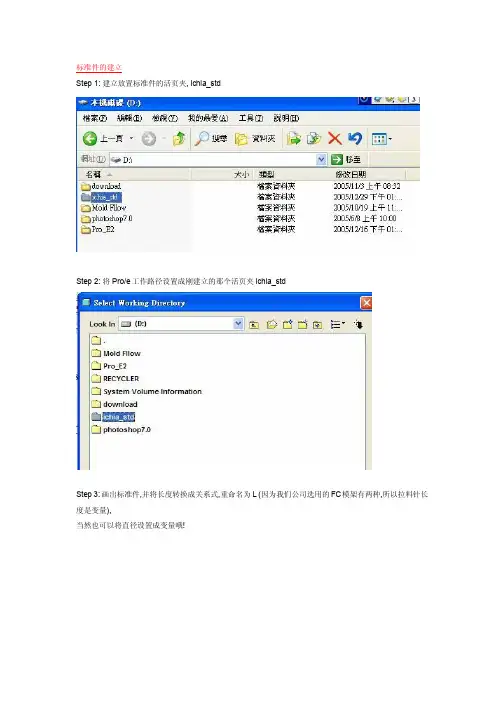
标准件的建立Step 1: 建立放置标准件的活页夹, ichia_stdStep 2: 将Pro/e工作路径设置成刚建立的那个活页夹ichia_stdStep 3: 画出标准件,并将长度转换成关系式,重命名为 L (因为我们公司选用的FC模架有两种,所以拉料针长度是变量),当然也可以将直径设置成变量哦!Step 4: 设计切口曲面(这个曲面的目的: 将标准件装配到模架的同时, 用来切除模架) 这个曲面一定要封闭哦.务必选择这个选项标准件参数的设置Step 5: 如下图进入组件参数设置界面: EMX4.0 component Library Define Library-partStep 6: 选择part-assemblyname , 设置零件名称(默认的就是part标准件名称,点下第一项就可以了)Step 7: 选择imagefile选项, 设置标准件影像文件(这步是您产生疑惑的地方),会自动弹出选择影像文件,请选择Current_window. gif这个文件这样这个影像文件就产生了.Step 8: 选择Assembly Constrains 设置装配约束(就是选用适当的基准将此标准装配到模架上) 如这个拉料针用两个约束:中心轴axis+上表面datum 这些基准要于模架基准一一对应.就是这个文件Step 9:选择variable Dimensions ,来设置变量(这个变量就是Step3设置的变量) 选择LStep 10: 选择Edit Instances, 来设置L的不同的值Step 11:选择curout surface (就是您Step 4设计的曲面切口那个面),可以直接在模型树中选择那个切口曲面的特征到此一个标准件就定义好了,这时您的ichia_std活页夹中应该包含如下图所示的3个文件.dat.gif.prtStep 12: 将这个ichia_std文件复制到EMX组件库目录下, 默认的路径如下(原文件就当是备份吧) C:\Program Files\emx4.0\component_libraryStep 13:在Emx中设置零件库的EMX4.0 Help Options Cofig-options 找到下图灰色部分将Library_path设置成组件库目录,就是您Step13步的路径好了, 所有前期的准备工作都做好了, 接下来的要做的就是如何装配这个配准件了Step 14: 如下图进入装配组件,选择ichia_std目录下的拉料针.Step 15: 选择合适的长度,就是刚才您设置的L变量,别忘了将with cuts勾上(切口曲面自动切除模板)Step 16: 选择基准进行装配Look, 拉料针装上了,那个曲面切口把模板自动切除了, 方便吧. (这是我最近做的9289数字键)其余的标准件都可以照这个方法设置!简单的讲了一下,有交代不清的再联系我啊. Best Regards!。

标准件使用知识点总结标准件是机械制造中常用的一种零部件,它们具有标准化尺寸、性能和质量要求,可用于组装与其他零部件中。
标准件的使用可以大大提高产品的制造效率和质量,因此掌握标准件的使用知识至关重要。
1. 标准件的种类标准件的种类很多,主要包括螺栓、螺母、垫圈、销子、销轴、螺钉等。
它们在机械制造过程中扮演着重要的连接、固定、传动等作用。
2. 标准件的选材标准件的选材是非常重要的,选择合适的材料可以提高产品的使用寿命和安全性。
一般情况下,螺栓、螺母、垫圈等标准件的材质以碳钢和不锈钢为主,同时要考虑使用环境、负载和温度等因素,选择合适的标准件材料。
3. 标准件的尺寸与配合标准件的尺寸和配合对产品的装配、使用、维护都有着重要的影响。
在选择标准件时,需要根据设计要求和使用情况选择合适的尺寸、配合和公差,避免因尺寸不合适而导致装配不良、使用不稳定的情况。
4. 标准件的表面处理标准件的表面处理包括镀锌、磷化、喷涂等,这些处理可以提高标准件的耐腐蚀性、耐磨性和装饰性,延长使用寿命。
在选择表面处理时需要考虑使用环境和要求,确保选择合适的表面处理方式。
5. 标准件的安装标准件的安装要求严格,一般情况下需要采用扭矩工具进行拧紧,以保证连接的牢固和稳定。
在安装过程中,需要注意螺纹和连接面的清洁和润滑,以避免因摩擦而引起损坏或者松动。
6. 标准件的检测与维护标准件在使用过程中需要进行定期的检测和维护,以确保其安全可靠。
检测和维护内容包括外观检查、尺寸测量、连接力检测、润滑和防腐蚀处理等,确保标准件的使用效果。
7. 标准件的替换标准件在使用过程中,由于各种原因都会出现损坏或者老化,需要及时进行更换。
在更换标准件时,需要选择符合要求的标准件,并严格按照安装要求进行更换和连接,确保产品的安全和可靠。
8. 标准件的标准化管理标准件的采购、使用、检测、维护等环节都需要建立标准化的管理制度,确保标准件的使用符合要求,避免因为管理不当而导致的安全事故和质量问题。

标准件、压铆件基本常识一、标准件(紧固件):定义:将两个或两个以上零件(或构件)紧固连接成为一个整体时所采用的一类机械零件的总称。
它通常包括11类零件:螺栓、螺柱、螺钉、螺母、自攻螺钉、木螺钉、垫圈、挡圈、销、铆钉及组合件。
我厂最常用的两种:1、螺钉:有十字、一字槽两大类。
按头部形状分为:沉头、盘头、半沉头、圆柱头等。
我司经常用的是十字槽沉头螺钉(备注:沉头螺钉长度指总长度包括沉头高度在内;盘头螺钉长度指螺纹长度不包括盘头高度在内。
螺钉的检验:1、外观及表面处理2、尺寸(注意十和一字槽)3、螺纹。
2、铆钉:A 、材料:碳素钢、铜及铜合金、不锈钢、铝及铝合金。
B 、分类:半圆头、平锥头、沉头、半沉头、平头、扁圆头、空心等31种。
最常用的有:开口型扁圆头抽芯铆钉(GB12618-90)、开口型沉头铆钉(GB12617-90)、封闭型扁圆头抽芯铆钉二、压铆件 1、压铆螺母:S-M3-1-ZC A 、材质:钢---S 不锈钢-----CLSB、尾部码:0→0.76MM(适用于0.8MM的板材) 1→0.97MM(适用于1.0-1.2的板材) 2→1.37(适用于1.5-2.0的板材)C、压铆底孔:M2、M2.5、M3的底孔都为4.3MM。
C值是4.22MMM4的底孔为5.4MM, C值为5.38MMM5的底孔为6.4MM, C值为6.38MM2、压铆螺母柱:A、通孔:SO-M3-8-ZI a、材质分为:钢—SO 不锈钢—SOS b、SO-3.5M3-8-ZC(3.5表示底孔为5.4MM,C值为5.38MM) SO-M3-8-ZC(底孔为4.2MM,C值为4.19MM)SO-M4-8-ZC(底孔为6.0,C值为5.95MM) SO-3.5M4-8-ZC(底孔为7.2,C值为7.11MM)B、B、盲孔:BSO-M3-8-ZC a、材质分为:钢—BSO 不锈钢—BSOSb、BSO-3.5M3-8-ZC(3.5表示底孔为5.4MM,C值为5.38MM) BSO-M3-8-ZC(底孔为4.2MM,C值为4.19MM)BSO-M4-8-ZC(底孔为6.0,C值为5.95MM) BSO-3.5M4-8-ZC(底孔为7.2,C值为7.11MM)3、压铆螺钉:A、圆头压铆螺钉:FH-M3-6-ZC a、材质分为:钢—FH 不锈钢—FHS 铝--FHA b、底孔与螺纹相同(如M3底孔为3.0MM、M2.5底孔为2.5MM) c、压铆螺钉的圆头直径:M2.5—Φ4.1MMM3-- ΦΦ4.6MM M3.5—Φ5.3MM M4—Φ5.9MM M5—Φ6.5MM M6—Φ8.2MM M8—Φ9.6MMB、六角头压铆螺钉:NFH-M3-12-ZC a、材质分为:钢—NFH 不锈钢—NFHSb、底孔:A、PF10.1-M2.5-13.6 柄部码(适用于相对应的板厚):0—1.0MM(适用板厚0.8-1.5)1—1.8MM(适用于板厚 1.5-2.5MM) 2—2.6MM(适用于板厚 2.5-4.0MM) 底孔为 4.0MM C值为3.98MMB、PF11-M3-0-NA 螺纹长度码:0—螺纹长度为 4.32MM 1—螺纹长度为 5.84MM2—螺纹长度为7.37MM (注意十、一字槽或加减槽的检验)C、PF092-M3-16.8-NA 柄部码(适用于相对应的板厚):0—1.0MM(适用板厚0.8-1.5)1—1.8MM(适用于板厚 1.5-2.5MM) 2—2.6MM(适用于板厚 2.5-4.0MM) 底孔为 4.5MM C值为4.48MM (铝质旋钮套高度为7.6MM)A、圆头:Z-M3-2-ZCC、六角头:NZ-M3-2-ZC备注:压铆件的检验应注意:外观及表面处理、尺寸规格、螺纹、盐雾实验、耐高温性。
金属材料拉伸试验的标准试验方法1 范围1.1 本方法适用于室温下任何形状的金属材料的拉伸试验。
特别是对于屈服强度、屈服点延伸率、抗拉强度、延伸率和断面收缩率的测定。
1.2 对于圆形试样,标距长度等于直径的4倍【E8】或5倍【E8M】(对于E8和E8M,试样的标距长度是两个标准的最大区别,其他技术内容是一致的)。
用粉末冶金(P/M)材料制成的试样无此要求,以保持工业要求的材料的压力至规定的设计面积和密度。
1.3 除本方法规定外,可对特殊材料制定单独的技术规范及试验方法,例如:试验方法和定义A370,试验方法B557,B557M。
1.4 除非另有规定,室温应定为10—38℃。
1.5 国际单位(SI)和英制单位相互独立,两个单位体系的数值并不完全相等,因此,它们应该独立使用。
两个单位体系结合使用得到的数值与标准不符合。
1.6 本标准并不涉及所有安全的问题,如果有,也是与它的用途有关。
在使用本标准前制定适当的安全和健康规范,确定使用的规章制度是本标准使用者的责任。
2 参考文件2.1 ASTM标准:A 356/A 356M 铸钢、碳素钢、低合金钢、不锈钢、蒸汽锅炉钢的产品规范A370 钢产品力学性能试验方法及定义B557 锻、铸铝合金和镁合金产品的拉伸试验方法B557M锻、铸铝合金和镁合金产品的拉伸试验方法(公制)E4 试验机的力学校验方法E6 力学性能试验方法相关术语E29 用标准方法确定性能所得试验数据的有效位数的推荐方法E83 引伸计的的校验及分级方法E345 金属箔拉伸试验的测试方法E691 实验室之间探讨确定试验方法精确度的实施指南E1012 拉伸载荷下试样对中方法的确定E1856 试验机计算机数据分析处理系统的使用指导3 术语3.1 定义——在E6中出现的有关拉伸测试的名词术语均可以用在该拉伸试验方法中。
另外需补充以下术语:3.1.1 不连续屈服——轴向试验中,由于局部屈服,在塑性变形开始的地方观察到力的停滞或起伏(应力-应变曲线不一定出现不连续)。
工厂电子标准件知识大全
在工厂电子标准件或部件中,除一般零件外,还广泛使用螺栓、螺钉、螺母、垫圈、键、销和滚动轴承等零件,这类零件的结构和尺寸均已标准化,称为标准件。
还经常使用齿轮、弹簧等零件,这类零件的部分结构和参数也已标准化,称为常用件。
一、螺纹的形成、结构和要素
1.螺纹的形成
一个与轴线共面的平面图形,绕圆柱面做螺旋运动,则得到一圆柱螺旋体螺纹。
制在圆柱体外表面上的螺纹叫外螺纹。
制在圆柱体内表面上的螺纹叫内螺纹。
(2)螺纹的公称且徐
大径:与外螺纹牙顶或内螺纹牙底相切的假想圆柱面的直径。
小径:与外螺纹牙底或内螺纹牙顶相切的假想圆柱面的直径。
(3)螺纹的线数n
沿一条螺旋线形成的。
螺纹叫做单线螺纹沿两。
条或两条以上在轴向等距。
分布的螺旋线所形成的螺。
纹叫做多线螺纹。