单分型面模具设计实例.pptx
- 格式:pptx
- 大小:750.93 KB
- 文档页数:46
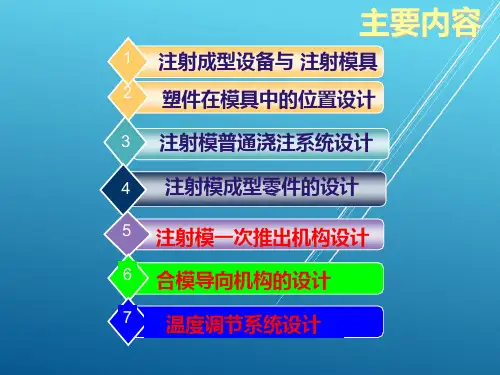
目录一、塑料的工艺分析二、注射成型机的选择三、型腔布局与分形面设计四、浇注系统的设计五、成型零件的设计六、合模导向机构的设计七、拉料杆的设计八、模架的结构九、开模行程的校核十、模具加热、冷却系统的设计十一、工艺卡片端盖:材料为ABS,塑件重量为5g,大批量生产,塑件要求:外侧表面光滑,不允许有交口痕迹,试设计该塑件的成型模具塑件零件图。
设计任务:装配图一张零件图两张设计说明书㈠塑料的工艺分析1、注塑模工艺ABS 丙烯腈-丁二烯-苯乙烯共聚物化学和物理特性ABS是由丙烯腈、丁二烯和苯乙烯三种化学单体合成。
每种单体都具有不同特性:丙烯腈有高强度、热稳定性及化学稳定性;丁二烯具有坚韧性、抗冲击特性;苯乙烯具有易加工、高光洁度及高强度。
ABS是非结晶性材料。
ABS材料具有超强的易加工性,外观特性,低蠕变性和优异的尺寸稳定性以及很高的抗冲击强度。
注塑模工艺条件:干燥处理:ABS材料具有吸湿性,要求在加工之前进行干燥处理。
建议干燥条件为80~90C下最少干燥2小时。
材料温度应保证小于0.1%。
熔化温度:210~280C;建议温度:245C。
模具温度:25…70C。
(模具温度将影响塑件光洁度,温度较低则导致光洁度较低)。
注射压力:500~1000bar。
注射速度:中高速度。
2、塑件成型工艺参数的确定3、塑件的尺寸与公差塑料的尺寸精度往往不高,应保证在使用要求的前提下尽可能的选用低精度的等级。
我国已颁布了工程塑料尺寸公差的国家标准,塑件尺寸公差代号为MT,等级分为7级,每一级又可分为A、B两部分,其中A部分不受模具的影响尺寸的公差,B部分为受模具活动影响尺寸的公差。
塑料公差等级的选用与塑料品种及装配情况有关,该塑料选用未注公差尺寸MT5,对孔类尺寸可取数值冠以+号,对轴类尺寸可取表中数值冠以—号对中心距尺寸可取表中数值冠以+—号一般模具表面粗糙值要比塑件的要求低1~2级,塑料制作的表面粗糙度值一般为Ra0.8~0.2之间。
模具设计洗发水瓶盖目录1 塑件工艺分析 (1)1.1塑件设计要求 (1)1.2塑件的材料特征 (1)1.3塑件材料的确定 (2)1.4塑料的收缩率及密度确定 (2)1.5模具种类与模具设计的关系 (3)2 塑件的尺寸精度与结构 (4)3 注射机及模架的选用 (5)3.1注射机的选用 (5)3.2模架的选用 (5)3.3模架周界尺寸选择 (6)4 模具型腔、型芯的有关计算 (7)4.1型腔工作尺寸计算 (7)4.2型芯的工作尺寸计算 (8)4.3模具中孔中心距计算 (9)5 注塑机参数校核 (11)5.1最大注射量校核 (11)5.2锁模力校核 (11)5.3模具与注塑机安装部分相关尺寸校核 (11)5.4模具闭合高度校核 (12)6 模具结构设计 (13)6.1制品成型位置及分型面的选择 (13)6.2模具型腔数的确定、排列和流道布局 (13)6.3主流道、主流道衬套及定位环的设计 (14)6.4分流道的形状及尺寸 (16)6.5浇口的形状及其位置选择 (17)6.6导向机构的设计 (19)6.7推出机构的设计 (19)6.8拉料杆的形式选择 (20)6.9模具排气槽设计 (21)7 模具冷却系统计算 (22)7.1冷却回路所需的总面积计算 (22)7.2冷却回路的总长度的计算 (23)7.3冷却水体积流量的计算 (24)8 注射模零件及总装技术要求 (25)8.1零件的技术要求 (25)8.2总装技术要求 (25)9 模具外形及工作原理 (27)1 塑件工艺分析1.1 塑件设计要求该产品用于各种洗发液瓶上,对瓶体起到锁合的作用,其零件外形图如图1.1产品精度及表面粗糙度要求为一般精度,但在加工制造过程中要求各部分有一定配合精度关系。
产品为大批量生产,故设计的模具要有较高的注塑效率,浇注系统要能自动脱模,可采用点浇口自动脱模结构。
由于该塑件要求批量大,所以模具采用一模二腔、组合型腔结构、浇口形式采用点浇口,以利于充满型腔。
注射模具典型结构一单分型面注射模具单分型面注射模又称二板式注射模,它是注射模中最简单、最基本的一种结构形式,对成型塑件的适应性很强,因而应用十分广泛。
这种模具只有动、定模之间的一个分型面,其典型结构如图4-1所示。
根据具体塑件的实际要求,单分型面注射模既可以设计成单型腔注射模,也可以设计成多型腔注射模,也可增添其它的部件(如嵌件、螺纹型芯或活动型芯等)。
因此,在这种基本结构形式的基础上,可演变出其它各种复杂结构。
1. 工作原理合模时,在导柱8和导套9的导向定位下,动、定模闭合。
型腔由定模板2上的凹模与固定在动模板1上凸模组成,并由注射机合模系统提供的锁模力锁紧。
注射时,塑料熔体经定模上的浇注系统进入型腔,待熔料充满型腔并经过保压、补缩和冷却定型后开模。
开模时,注射机合模系统带动动模部分后退,模具从动、定模分型面处分开,塑件包在凸模7上随动模一起后退,同时,拉料杆15将浇注系统的主流道凝料从浇口套中拉出。
当动模移动一定距离后,注射机的顶杆21接触推板13,推出结构开始动作,推杆18和拉料杆15分别将塑件及浇注系统凝料从凸模7和冷料穴中推出,塑件与浇注系统凝料一起从模具中落下,完成一次注射过程。
合模时,推出机构靠复位杆复位并准备下一次注射。
2. 设计注意事项(1)分流道位置的选择分流道开设在分型面,既可单独开设在动模一侧或定模一侧,也可开设在动、定模分型面的两侧,应视塑件的具体形状而定。
(2)塑件的留模方式由于注射机的推出机构一般设置在动模一侧,所以应尽量使塑件在分型后留在动模一边,以便于推出。
因此,在设计时要考虑塑件对凸模或型芯的包紧力,一般将包紧力大的凸模或型芯设置在动模一侧,将包紧力小的凸模或型芯设置在定模一侧。
(3)拉料杆的设置为了将浇注系统主流道凝料在分型时从模具浇口套中拉出,避免下次成型时堵塞流道,动模一侧必须设有拉料杆。
(4)导柱的设置合模导柱既可设置在动模一侧,也可设置在定模一侧,要据模具结构的具体情况而定,通常是设置在型芯凸出分型面最长的那一侧,但标准模架的导柱一般都设置在动模一侧。

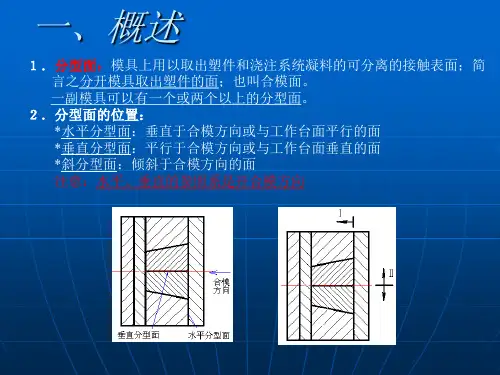
分型面形式 设计原则 型腔数目第三章 单分型面注射模一、本章基本内容本章内容包括了塑料注射成型模具的总体结构设计;单分型面注射模各组成机构的功能和设计方法;塑料注射成型模具中塑件的位置;普通浇注系统的设计;成型零部件尺寸计算;简单推出机构设计;温度调节系统的设计;模具结构零部件设计等;单分型面注射模的设计步骤和设计方法。
单分型面注射模具组成和工作过程分型面单分型面注射模具浇注系统设计成形零部件设计推出机构设计温度调节系统设计主流道 分流道 浇 口 平衡问题 型 腔 型 芯 螺纹型芯 螺纹型环工作尺寸计算 刚度强度校核 推杆推出机构 推管推出机构 推件板推出机构推出力计算流动比校核 流道长度计算 浇注系统平衡计算方法单 分 型 面 模 具模具冷却系统 模具加热系统冷却回路尺寸计算 结构形式确定 电加热装置总功率计算二、学习目的与要求通过本章的学习,应掌握单分型面注射模的总体结构和浇注系统、推出机构的一般设计过程和方法。
三、本章重点、难点:单分型面注射模的总体结构和浇注系统、推出机构的一般设计过程和方法,,温度调节系统的设计.1、单分型面注射模的组成按机构组成,单分型面注射模由模腔、成型零部件、浇注系统、导向机构、顶出装置、温度调节系统和结构零部件组成。
(1)模腔模具中用于成型塑料制件的空腔部分,由于模腔是直接成型塑料制件的部分,因此模腔的形状应朽塑件的形状一致,模腔一般由型腔、型芯组成.(2)成型零部件构成塑料模具模腔的零件统称为成型零部件,通常包括型芯(成型塑件内部形状)、型腔(成型塑件外部形状)。
(3) 浇注系统将塑料由注射机喷嘴引向型腔的流道称为浇注系统,浇注系统分主流道、分流道、浇口、冷料穴四个部分,是由浇口套、拉料杆和定模板上的流道组成。
(4)导向机构为确保动模与定模合模时准确对中而设导向零件。
通常有导向柱、导向孔或在动模定模上分别设置互相吻合的内外锥面组成。
(5)推出装置在开模过程中,将塑件从模具中推出的装置。