焊接结构生产--教学进度计划表
- 格式:doc
- 大小:79.50 KB
- 文档页数:2

《焊接结构生产》课程设计安排计划
一、设计班级:焊接0801班
二、设计时间:10~11学年第一学期,第14周,2010-11-29~2010-12-4
三、设计地点:本学校I303教室,
四、课程设计的目的
1.培养学生综合运用所学基础课、专业基础课的基本知识和理论,选择和论证技术方案,并论证方案的合理性;
2.巩固、深化和扩大学生所学的基础理论知识,加强理论与实践的结合;
3.学习工程设计中技术方案的论证和思维方法;
4.培养学生独立思维和思考的能力。
五、设计内容及工作量
1.完成技术方案的论证;
2.进行必要结构件的强度计算;
3.绘制设计施工图;
4.撰写设计说明书。
设计说明书按照统一封面,统一格式书写。
内容包括设计要求、焊接工艺方案选择与确定、承力结构件尺寸的确定与校核、驱动器件和传力部件的计算选择等。
七、时间安排
1.搜集资料,根据设计要求进行初步设计计算,拟定技术方案1天
2.必要结构件的强度计算0.5天
3.绘制设计施工图 2.5天
4.对设计方案进行论证,撰写设计说明书。
1天
附、课程设计的题目及要求。

焊接布局出产课程设计任务书及要求课程设计说明书要求1〕写出课程设计的底子步调及方案;2〕简单说明焊接布局〔压力容器〕的底子构造和工作道理,并绘制相应的装配图〔用A3纸单独画出〕;3〕设计相关部件的焊接工艺流程,并编写相应的焊接工艺规程和焊接工艺卡;4〕设计者的心得体会。
课程设计参考资料压力容器安然检测规程GB150-1998JB 4708-2000钢制压力容器焊接工艺评定课程设计的底子要求熟悉焊接布局〔压力容器〕的布局特点,了解焊接布局〔压力容器〕各局部的运行状态、布局特点以及影响制造工艺的因素并能按实际情况具体制定相应的工艺流程卡和工艺卡〔具体要求见附录〕。
具体要求:1) 要充实认识课程设计对培养本身的重要性,当真做好设计前的各项筹办工作;2) 既要虚心接受老师的指导,又要充实阐扬主不雅能动性。
结合课题,独立思考,努力钻研,勤于实践,勇于创新;3〕独立按时完陈规定的工作任务,不得弄虚作假,不准抄袭他人内容,否那么成就以不及格计;4〕无论在校外、校内,都要严格遵守学校和地点单元的学习和劳动纪律、规章制度,学生有事离校必需请假。
课程设计期间,无故缺席按旷课处置;缺席时间达四分之一以上者,其成就按不及格处置;5)在设计过程中,要严格要求本身,树立严肃、严密、严谨的科学态度;6)当真阅读设计任务书,保质保量地完成任务书的规定的工作。
7)焊接布局装配图用A1纸绘制或打印,必需符合国家有关尺度的规定。
8)小组成员之间,分工明确,但要保持联系畅通,密切合作,培养良好的互相帮忙和团队协作精神;9)每组合作完成一套焊接布局〔压力容器〕的整体装配图,将压力容器按照布局划分成筒体、封头、接管三局部,每个同学独立完成此中的一局部,并按照本身的课题设计相应的焊接工艺规程和焊接工艺卡;10〕编写课程设计说明书,说明书要求文字通顺,简练。
不少于5000字。
四、课程设计的底子步调1)选题与搜集资料:按照分组,选择课题,在小组内进行分工,进行系统查询拜访,搜集资料;2)阐发设计、画装配图:按照搜集的资料,进行阐发,了解焊接布局〔压力容器〕的底子构造和工作道理,并绘制压力容器装配图;3)制定焊接工艺:制定相关部件的制造工艺流程,并对此中的焊接部件编写相应的焊接工艺规程卡和焊接工艺卡。

焊工培训日常计划表模板周一:08:00-08:30 报到签到、集中安排08:30-09:00 介绍培训教师及学员互相认识09:00-09:45 安全生产教育培训09:45-10:00 休息10:00-12:00 焊接基础知识培训及实操12:00-13:30 午餐、休息13:30-15:30 焊接技能培训15:30-15:45 茶歇15:45-17:00 实操练习及总结周二:08:00-08:30 签到、集中安排08:30-09:00 昨日所学知识的总结及答疑09:00-10:00 焊接材料和设备的使用及保养10:00-10:15 休息10:15-12:00 焊接操作规范及实操12:00-13:30 午餐、休息13:30-15:30 焊接质量及流程控制培训15:30-15:45 茶歇15:45-17:00 实操练习及总结周三:08:00-08:30 签到、集中安排08:30-09:00 昨日所学知识的总结及答疑09:00-10:00 焊接缺陷的分析及处理10:00-10:15 休息10:15-12:00 焊接工艺及工序安排12:00-13:30 午餐、休息13:30-15:30 焊接工艺规程的解读及实操15:30-15:45 茶歇15:45-17:00 实操练习及总结周四:08:00-08:30 签到、集中安排08:30-09:00 昨日所学知识的总结及答疑09:00-10:00 焊工安全防护及操作技巧培训10:00-10:15 休息10:15-12:00 焊工质量检验及评定标准12:00-13:30 午餐、休息13:30-15:30 焊工实际操作练习及调整15:30-15:45 茶歇15:45-17:00 实操练习及总结周五:08:00-08:30 签到、集中安排08:30-09:00 昨日所学知识的总结及答疑09:00-10:00 焊工实战操作模拟训练及总结10:00-10:15 休息10:15-12:00 实战操作练习及总结12:00-13:30 午餐、休息13:30-15:30 焊工技能竞赛及颁奖15:30-15:45 茶歇15:45-17:00 结业典礼及培训总结以上是一个完整的焊工培训日常计划表,通过这样的日常计划,可以使学员在一周的时间内系统地学习焊接相关的知识和技能,提高工作素质和技术水平。
(热加工部分)赵健闯主编长春工业大学工程训练中心金工教研室2002年5月焊工实习教学内容及进度安排(分两组)焊接教学基本要求①了解焊接方法的特点、分类与应用②比较完整地掌握手工电弧焊方法;了解焊接电弧的特性与构造;了解焊接对电焊机的要求,以及交、直流电焊机的优缺点与应用;了解常用焊条的选用及手工电弧焊工艺;掌握手工电弧焊的基本操作方法。
③了解气焊火焰的特点与应用,熟悉气焊基本操作方法④了解氧—乙炔切割对材料的要求,以及等离子切割、激光切割、水切割方法⑤了解其它常用焊接方法的特点⑥了解常见的焊接缺陷极其检验方法⑦了解焊接电流的选用、焊条药皮的作用、焊接应力与变形以及金属焊接性概念。
第一单元(半天)一、指导教师讲述部分:(50分钟)1、实习要求、实习内容、实习进度;2、概述部分(涉及名词:焊接与铆接;母材、焊缝,焊接接头;余高、熔宽、熔深;热影响区);3、A组:手工电弧焊(1)简介手工电弧焊机(涉及名词:初级电压、空载电压、工作电压、输入容量、负载持续率、电流调节范围);(2)电焊条;焊芯:传导电流;填充金属;药皮;改善焊条工艺性;机械保护作用;冶金处理作用(3)接头型式及坡口型式;对接,搭接,角接,T字接X形坡口,Y形坡口,U形坡口,I形坡口(4)焊接位置;(平焊、立焊、横焊、仰焊)(5)基本操作技术及示范表演。
B组:气焊(1)气焊设备简介(涉及内容:乙炔发生器、减压器、回火保险器、焊炬);(2)气焊火焰;中性焰,碳化焰,氧化焰(3)基本操作技术;(点火、调节火焰与灭火;堆平焊波)(4)简介氧气切割。
用氧乙炔火焰将割口始端附近的金属预热到燃点,然后打开切割氧阀门,氧气射流使高温金属立即燃烧,生成的氧化物同时被氧流吹走。
金属燃烧时产生的热量和氧乙炔火焰一起又将邻近的金属预热到燃点,沿切割线以一定的速度移动割炬,即可形成割口。
二、学生实习操作A组:手工电弧焊(对接平焊)要求:每焊完一道焊缝,组织学生讨论,分析焊下一道焊缝时应注意的事项,指导教师给平时成绩。
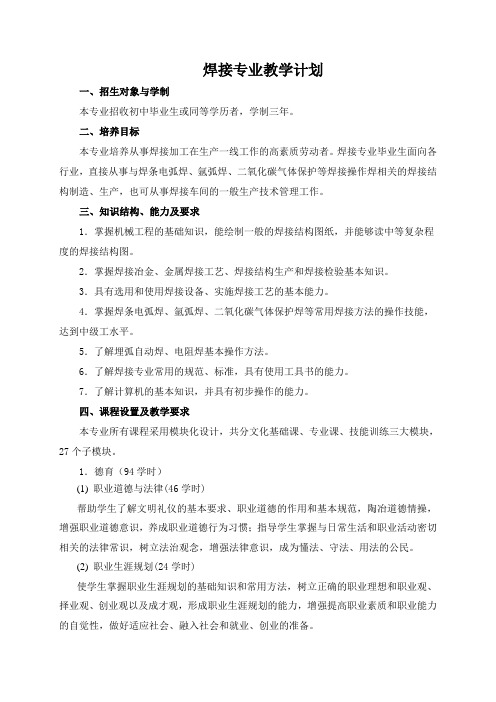
焊接专业教学计划一、招生对象与学制本专业招收初中毕业生或同等学历者,学制三年。
二、培养目标本专业培养从事焊接加工在生产一线工作的高素质劳动者。
焊接专业毕业生面向各行业,直接从事与焊条电弧焊、氩弧焊、二氧化碳气体保护等焊接操作焊相关的焊接结构制造、生产,也可从事焊接车间的一般生产技术管理工作。
三、知识结构、能力及要求1.掌握机械工程的基础知识,能绘制一般的焊接结构图纸,并能够读中等复杂程度的焊接结构图。
2.掌握焊接冶金、金属焊接工艺、焊接结构生产和焊接检验基本知识。
3.具有选用和使用焊接设备、实施焊接工艺的基本能力。
4.掌握焊条电弧焊、氩弧焊、二氧化碳气体保护焊等常用焊接方法的操作技能,达到中级工水平。
5.了解埋弧自动焊、电阻焊基本操作方法。
6.了解焊接专业常用的规范、标准,具有使用工具书的能力。
7.了解计算机的基本知识,并具有初步操作的能力。
四、课程设置及教学要求本专业所有课程采用模块化设计,共分文化基础课、专业课、技能训练三大模块,27个子模块。
1.德育(94学时)(1) 职业道德与法律(46学时)帮助学生了解文明礼仪的基本要求、职业道德的作用和基本规范,陶冶道德情操,增强职业道德意识,养成职业道德行为习惯;指导学生掌握与日常生活和职业活动密切相关的法律常识,树立法治观念,增强法律意识,成为懂法、守法、用法的公民。
(2) 职业生涯规划(24学时)使学生掌握职业生涯规划的基础知识和常用方法,树立正确的职业理想和职业观、择业观、创业观以及成才观,形成职业生涯规划的能力,增强提高职业素质和职业能力的自觉性,做好适应社会、融入社会和就业、创业的准备。
(3)经济政治与社会(44学时)引导学生掌握马克思主义的相关基本观点和我国社会主义经济建设、政治建设、文化建设、社会建设的有关知识;提高思想政治素质,坚定走中国特色社会主义道路的信念;提高辨析社会现象、主动参与社会生活的能力。
2.体育(94学时)在初中相关课程的基础上,进一步学习体育与卫生保健的基础知识和运动技能,掌握科学锻炼和娱乐休闲的基本方法,养成自觉锻炼的习惯;培养自主锻炼,自我保健,自我评价和自我调控的意识,全面提高身心素质和社会适应能力,为终身锻炼、继续学习与创业立业奠定基础。
2012级(技工12- 班)焊接加工专业教学实施计划表(初中起点,2+1年制)注:1.科目名称后加“L”表示理论课、加“J”表示技能课、加“Z”表示综合课。
2.学期周学时栏填充灰色,表示该门课程在本学期为考试课,无填充色表示该门课程在本学期为考查课。
3.表中综合课周学时栏内加“L”号,表示该门课程本学期只考理论,加“J”表示该门课程本学期只考技能,加“Q”表示该门课程本学期既考理论,也考技能,成绩单列。
4第一学期教学周数为19周,其中纯教学15周(含考试),综合技能实训1周,机动1周,复习1周,考试1周。
5.第二学期教学周数为19周,其中纯教学16周,机动1周,复习1周,考试1周。
6.第三学期教学周数为19周,其中纯教学15周(含考试),综合技能实训1周,机动1周,复习1周,考试1周。
7.第四学期教学周数为19周,其中综合技能实训17周(含考试),强化训练与技能鉴定1周,机动1周。
8.第五、六学期教学周数为19周,其中生产实习为18周,机动1周。
注:1.科目名称后加“L”表示理论课、加“J”表示技能课、加“Z”表示综合课。
2.学期周学时栏填充灰色,表示该门课程在本学期为考试课,无填充色表示该门课程在本学期为考查课。
3.表中综合课周学时栏内加“L”号,表示该门课程本学期只考理论,加“J”表示该门课程本学期只考技能,加“Q”表示该门课程本学期既考理论,也考技能,成绩单列。
4第一至四学期教学周数为19周,其中纯教学16周,机动1周,复习1周,考试1周。
5.第五学期教学周数为19周,其中综合技能实训16周(含考试),强化训练与技能鉴定2周,机动1周。
5.第六学期教学周数为19周,其中生产实习为18周,机动1周。
注:1.科目名称后加“L”表示理论课、加“J”表示技能课、加“Z”表示综合课。
2.学期周学时栏填充灰色,表示该门课程在本学期为考试课,无填充色表示该门课程在本学期为考查课。
3.表中综合课周学时栏内加“L”号,表示该门课程本学期只考理论,加“J”表示该门课程本学期只考技能,加“Q”表示该门课程本学期既考理论,也考技能,成绩单列。
焊接加工工专业教学计划一、专业基本信息1.专业名称焊接加工2.专业编码01193.学制年限4.就业方向在机械加工制造企业中,从事金属工件的焊接或切割成形等相关工作。
5.职业资格焊工中级(国家职业资格四级)、焊工高级(国家职业资格三级)二、人才培养目标1.中级工层次人才培养目标培养从事焊接加工的中级技能人才。
能胜任按照作业规范熟练操作常用焊接设备,完成中等复杂复杂程度的金属结构件的焊接或切割成形等任务,具备较强的责任心、质量意识和安全意识,取得焊工中级职业资格证书,具有职业生涯发展基础。
2.高级工层次人才培养目标培养从事焊接加工的高级技能人才。
能胜任按照作业规范熟练操作手工电弧焊设备和自动、半自动焊接设备,完成较复杂的金属结构件工艺分析、焊接工艺措施制定以及金属结构件的焊接或切割成形等任务,具备较强的责任心、质量意识、安全意识以及一定的管理和协调能力,取得焊工高级职业资格证书,具有职业生涯发展能力。
三、课程安排1.课程设置和要求(1)公共课(2)机械类通用专业课(3)本专业专业课上表中加“*”的表示高级工教学层次内容;学校可根据初中毕业生源和高中毕业生源学习基础的不同,以及中级工和高级工培养层次对相同教学内容要求的差异,在参考学时范围内灵活选择,下同。
(4)选设课1)金属加工与实训。
2)维修电工技能训练。
3)企业管理。
2.教学安排(1)基本要求3年学制:总周数156周,其中教学116周(含企业顶岗实习),入学、毕业教育各1周,考试8周,公益劳动和机动6周,假期24周。
教学周每周一般为30学时,顶岗实习按每周40学时安排。
5年学制:总周数260周,其中教学196周(含企业顶岗实习),入学、毕业教育各、毕业教育各周,考试14周,公益劳动和机动6周,假期40周。
教学周每周一般为30学时,顶岗实习按每周10学时安排。
各学校根据所在地区、行业经济发展的特点和校企合作的需要,可对专业课课程设置及教学内容做适当调整,调整量不应超过30%。