2020年制药工程第六章热量衡算参照模板
- 格式:pptx
- 大小:919.34 KB
- 文档页数:75
热量衡算1计算方法与原则1.1热量衡算的目的及意义热量衡算的主要目的是为了确定设备的热负荷。
根据设备热负荷的大小、所处理物料的性质及工艺要求再选择传热面的形式、计算传热面积、确定设备的主要工艺尺寸。
传热所需的加热剂或冷却剂的用量也是以热负荷的大小为依据而进行计算的。
1.2热量衡算的依据及必要条件热量衡算的主要依据是能量守恒定律,其数学表达式为Q1+ Q2+Q3=Q4+Q5+Q6 式1其中:Q1——物料带入到设备的热量,kJQ2——加热剂或冷却剂传给设备和所处理物料的热量,kJQ3——过程热效应,kJQ4——物料离开设备所消耗的热量,kJQ5——加热或冷却设备所消耗的热量,kJQ6——设备向环境散失的热量,kJQ1(Q4)=Σ mC P(t2- t0) kJ式2m——输入或输出设备的物料质量,kgC P——物料的平均比热容,kJ/(kg•℃)t2——物料的温度,℃t0——基准温度,℃Q5=Σ C P M (t2-t1) kJ式3M——设备各部件的质量,kgC P——设备各部件的比热容,kJ/(kg•℃)t1——设备各部件的初始温度,℃t——设备各部件的最终温度,℃2Q5+Q6=10%Q总式4热量衡算是在车间物料衡算的结果基础上而进行的,因此,车间物料衡算表是进行车间热量衡算的首要条件。
其次还必须收集有关物质的热力学数据,例如比热容,相变热,反应热等。
本设计还将涉及到的所有物料的热力学数据汇总成表4,以便于后期的计算。
1.3热量衡算基准因为物料衡算计算的是各个岗位的天处理量,所以热量衡算计算的也是某个设备天换热介质消耗量,同时温度基准采用的是0℃做基准。
当然,进行传热面积校核时,是根据批处理量计算。
2全车间物料热力学数据的估算2.1所用纯化合物比热的推算0i i pMc n C ∑=式 5式中M ——化合物分子量;n i ——分子中同种元素原子数; c i ——元素的原子比热容,kJ/(kg•℃)查《制药工程工艺设计》P111,得到原子的摩尔热容相关数据,见表1表1 元素原子的摩尔热容单位:kcal/( kmol•℃)(当物质为固体时,各原子的C a 取值近似值)原子 C a 原子 C a 原子 C a 碳C 2.8 氧O 6.0 氮N 2.6 氢H4.3硫S7.4其他8.0(当物质为液体时,各原子的C a 取值近似值)而在实际生产的过程中遇到的物质大多是混合物,极少数的混合物有实验测定的热容数据,一般都是根据混合物内各种物质的热容和组成进行推算的,其中杂质的含量极少,热效应可以忽略不计。

第一章制药工程设计概述一、名词解释1. 项目建议书2. 可行性研究报告3. 设计任务书4. 两阶段设计5. 试车二、简答题1. 简述工程项目从计划建设到交付生产所经历的基本工作程序。
2. 简述可行性研究的任务和意义。
3. 简述可行性研究的阶段划分及深度。
4. 简述可行性研究的审批程序。
5. 简述设计任务书的审批及变更。
6. 简述设计阶段的划分。
7. 简述初步设计阶段的主要成果。
8. 简述初步设计的深度。
9. 简述初步设计的审批及变更。
10. 简述施工图设计阶段的主要设计文件。
11. 简述施工图设计阶段的深度。
12. 简述制药工程项目试车的总原则。
第二章厂址选择和总平面设计一、名词解释1. 等高线2. 风向频率3. 主导风向4. 风玫瑰图5. 建筑系数6. 厂区利用系数7. 绿地率8. 生产车间9. 辅助车间10. 公用系统10. 地理测量坐标系11. 建筑施工坐标系12. 空气洁净度13. 洁净厂房二、简答题1. 简述厂址选择的基本原则。
2. 简述厂址选择程序。
3. 简述厂址选择报告的主要内容。
4. 简述总平面设计的依据。
5. 简述总平面设计的原则。
6. 简述总平面设计的内容和成果。
7. 简述GMP对厂房洁净等级的要求。
8. 简述洁净厂房总平面设计的目的和意义。
9. 简述洁净厂房总平面设计原则。
第三章工艺流程设计一、名词解释1. 报警装置2. 事故贮槽3. 安全水封4. 爆破片5. 安全阀6. 溢流管7. 阻火器8. 载能介质9. 设备位号10. 仪表位号10. 就地仪表11. 集中仪表二、简答题1. 简述工艺流程设计的作用。
2. 简述工艺流程设计的任务。
3. 简述工艺流程设计的基本程序。
4. 简述连续生产方式、间歇生产方法和联合生产方式的特点。
5. 简述工艺流程设计的成果。
三、设计题1. 离心泵是最常用的液体输送设备,常通过改变出口阀门的开度来调节其输出流量,试确定该方案带控制点的工艺流程图。
热量衡算1计算方法与原则1.1热量衡算的目的及意义热量衡算的主要目的是为了确定设备的热负荷。
根据设备热负荷的大小、所处理物料的性质及工艺要求再选择传热面的形式、计算传热面积、确定设备的主要工艺尺寸。
传热所需的加热剂或冷却剂的用量也是以热负荷的大小为依据而进行计算的。
1.2热量衡算的依据及必要条件热量衡算的主要依据是能量守恒定律,其数学表达式为Q1+ Q2+Q3=Q4+Q5+Q6 式1其中:Q1——物料带入到设备的热量,kJQ2——加热剂或冷却剂传给设备和所处理物料的热量,kJQ3——过程热效应,kJQ4——物料离开设备所消耗的热量,kJQ5——加热或冷却设备所消耗的热量,kJQ6——设备向环境散失的热量,kJQ1(Q4)=Σ mC P(t2- t0) kJ式2m——输入或输出设备的物料质量,kgC P——物料的平均比热容,kJ/(kg•℃)t2——物料的温度,℃t0——基准温度,℃Q5=Σ C P M (t2-t1) kJ式3M——设备各部件的质量,kgC P——设备各部件的比热容,kJ/(kg•℃)t1——设备各部件的初始温度,℃t——设备各部件的最终温度,℃2Q5+Q6=10%Q总式4热量衡算是在车间物料衡算的结果基础上而进行的,因此,车间物料衡算表是进行车间热量衡算的首要条件。
其次还必须收集有关物质的热力学数据,例如比热容,相变热,反应热等。
本设计还将涉及到的所有物料的热力学数据汇总成表4,以便于后期的计算。
1.3热量衡算基准因为物料衡算计算的是各个岗位的天处理量,所以热量衡算计算的也是某个设备天换热介质消耗量,同时温度基准采用的是0℃做基准。
当然,进行传热面积校核时,是根据批处理量计算。
2全车间物料热力学数据的估算2.1所用纯化合物比热的推算0i i pMc n C ∑=式 5式中M ——化合物分子量;n i ——分子中同种元素原子数; c i ——元素的原子比热容,kJ/(kg•℃)查《制药工程工艺设计》P111,得到原子的摩尔热容相关数据,见表1表1 元素原子的摩尔热容单位:kcal/( kmol•℃)(当物质为固体时,各原子的C a 取值近似值)原子 C a 原子 C a 原子 C a 碳C 2.8 氧O 6.0 氮N 2.6 氢H4.3硫S7.4其他8.0(当物质为液体时,各原子的C a 取值近似值)而在实际生产的过程中遇到的物质大多是混合物,极少数的混合物有实验测定的热容数据,一般都是根据混合物内各种物质的热容和组成进行推算的,其中杂质的含量极少,热效应可以忽略不计。
制药工程原理课程设计报告制药工程原理课程设计报告( 制药工程学院)设计题目: 苯-甲苯混合液筛板精馏塔设计专业班级:指导教师:学生姓名:设计地点:设计日期:制药工程原理课程设计任务书一、设计题目苯-甲苯混合液筛板精馏塔设计二、设计任务及操作条件1.年处理量: 4419 kg/h2.料液初温: 25℃3.料液浓度: 45%( 苯的质量分数)4.塔顶产品浓度: 98.5%5.塔底釜液含甲苯量不低于98%( 以质量计)6.每年实际生产天数: 330天( 一年中有一个月检修)7.精馏塔塔顶压强: 4KPa( 表压)8.冷却水温度: 25℃9.饱和水蒸汽压力: 2.5kgf/cm2( 表压) (1kgf/cm2=98.066KPa)10.设备形式: 筛板( 浮阀) 塔11.进料热状况泡点进料, q=1;12.回流比 2.06613.单板压降≦0.7kPa14.厂址: 贵州地区三、设计内容及要求1. 设计方案简介: 对给定或选定的工艺流程、主要设备的型式进行简要的论述。
2. 设计计算过程:①工艺计算及主体设备的设计计算。
包括工艺参数的选定、物料衡算、热量衡算、主体设备结构和工艺尺寸的设计计算、塔板流体力学验算等。
②辅助设备的选型计算。
经过计算选定典型辅助设备的规格型号( 选做) 。
3. 图纸:①工艺流程图草图。
②主体设备工艺条件图。
4. 设计结果汇总。
5. 设计结果评述。
6. 参考文献。
目录设计任务书前言 (1)1.设计方案简介 (2)1.1 工艺流程简介 (2)1.2 操作条件 (2)1.3 主要设备简介 (2)2.工艺流程草图及说明 (2)3.工艺计算及主体设备设计 (3)3.1工艺计算 (3)3.2.物料衡算 (3)3.3 塔板数计算 (4)3.3.1 作图法求Rmin (4)3.3.2 操作线方程 (5)3.4.精馏塔的工艺条件及有关物性数据的计算 (6)3.4.1 操作压力计算 (6)3.4.2操作温度计算 (7)3.4.3 平均摩尔质量计算 (10)3.4.4 平均密度计算 (11)3.5 精馏塔的塔体工艺尺寸计算 (14)3.5.1塔径的计算 (14)3.5.2有效高度的计算 (16)3.5.3 塔板的布置 (16)3.5.4 溢流堰的计算 (18)3.6 筛板的流体力学验算 (21)3.6.1 精馏段 (21)3.6.2 提馏段 (24)3.7 塔板负荷性能图(精馏段) (26)3.7.1 漏液线 (26)3.7.2 液沫夹带线 (27)3.7.3 液相负荷下限线 (28)3.7.4 液相负荷上限线 (28)3.7.5 液泛线 (29)3.8 塔板负荷性能图(提馏段) (30)3.8.1 漏液线 (30)3.8.2 液沫夹带线 (31)3.8.3 液相负荷下限线 (32)3.8.4 液相负荷上限线 (32)3.8.5 液泛线 (33)4. 辅助设备的计算及选型 (34)4.1 塔顶冷凝器 (34)4.2 再沸器 (35) (36)4.2.1 蒸馏釜热负荷QB4.2.2 接管 (36)4.2.3 进料管 (36)4.2.4 回流管 (37)4.2.5 塔釜出料管 (37)4.2.6 塔顶蒸汽出料管 (37)4.2.7 塔釜蒸汽进口管 (37)4.2.8 法兰 (38)4.3 筒体与封头 (38)4.3.1 筒体壁厚 (38)4.3.2 封头(椭圆形封头) (40)4.4 除沫器 (40)4.5 裙座 (40)4.6 人孔 (41)4.7 塔总体高度的设计 (41)。
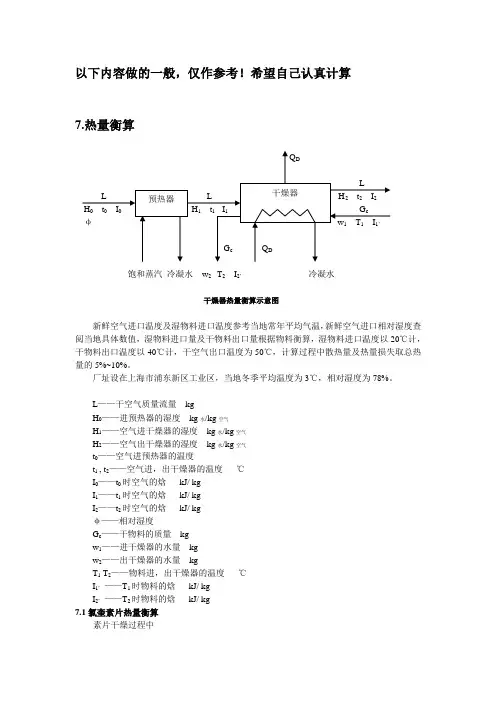
以下内容做的一般,仅作参考!希望自己认真计算7.热量衡算饱和蒸汽冷凝水w2 T2I2’冷凝水干燥器热量衡算示意图新鲜空气进口温度及湿物料进口温度参考当地常年平均气温,新鲜空气进口相对湿度查阅当地具体数值,湿物料进口量及干物料出口量根据物料衡算,湿物料进口温度以20℃计,干物料出口温度以40℃计,干空气出口温度为50℃,计算过程中散热量及热量损失取总热量的5%~10%。
厂址设在上海市浦东新区工业区,当地冬季平均温度为3℃,相对湿度为78%。
L——干空气质量流量kgH0——进预热器的湿度kg水/kg空气H1——空气进干燥器的湿度kg水/kg空气H2——空气出干燥器的湿度kg水/kg空气t0——空气进预热器的温度t1 , t2——空气进,出干燥器的温度℃I0——t0时空气的焓kJ/ kgI1——t1时空气的焓kJ/ kgI2——t2时空气的焓kJ/ kgφ——相对湿度G c——干物料的质量kgw1——进干燥器的水量kgw2——出干燥器的水量kgT1 T2——物料进,出干燥器的温度℃I1’——T1时物料的焓kJ/ kgI2’——T2时物料的焓kJ/ kg7.1氯奎素片热量衡算素片干燥过程中G c=762.4 kg(不含水)w1=146.1 kgw2=26.8kgt0=3℃t1=70℃t2=50℃T1=20℃T2=40℃C水=4.18 kJ/(kg·℃)C m=0.2 C水=0.2×4.18=0.836 kJ/(kg·℃)φ=0.78热量衡算式为:Q1+Q2+Q3=Q4+Q5+Q6Q1=G c×C m×T1+w1×C水×T1=762.4×0.836×20+146.1×4.18×20=24961.3kJQ2=L I1=L[(1.01+1.88×H1) t1+2500 H1]Q3=0Q4=G c×C m×T2+w2×C水×T2=762.4×0.836×40+26.8×4.18×40=29975.6Q5=L I2=L[(1.01+1.88×H2) t2+2500 H2]Q6=0.05 Q2在预热器中空气为等湿过程H1=H0=0.622×φP S÷(P-φP S)=0.622×0.78×0.76÷(100-0.78×0.76)=0.0037 kg水/kg空气Q2=L[(1.01+1.88×H1) t1+2500 H1]=L[(1.01+1.88×0.0037) ×70+2500 ×0.0037]=80.44L kJ/ kg按热量衡算:Q1+Q2+Q3=Q4+Q5+Q624961.3+0.95×80.44L=29975.6+L[(1.01+1.88×H2) ×50+2500 H2]76.418L=5014.3+(2594 H2+50.5)L ⑴按物料衡算:L(H2-H1)=w1-w2L(H2-0.0037)=146.1-26.8=119.3⑵解⑴和⑵式,得:L=19269.3kg/dH2=0.0099 kg水/kg空气湿空气的体积流量V=LV H=L(0.722+1.244 H0)×(273+3)/273=19269.3×(0.722+1.244 ×0.0037)×(273+3)/273=14155.0m3/d预热量为:Q预=Q2-LI0=80.44 L-L[(1.01+1.88×H0) t0+2500 H0]=80.44 ×19269.3-19269.3 ×[(1.01+1.88×0.0037) ×3+2500 ×0.0037]=1312993.4kJ/d加热蒸汽流量为:D=Q预/i=1312993.4÷2258.52=581.4kg/d上述符号含义为:Q1=物料进设备带入的热量,kJ/dQ2=加热剂或冷却剂传给设备和物料的热量,kJ/dQ3=过程热效应,kJ/dQ4=物料离开设备带出的热量,kJ/dQ5=设备向四周散失的热量,kJ/dQ6=消耗在加热设备各个部位上的热量,kJ/dD=加热蒸汽流量,kg/dQ预=预热量,kJ/di=100 ℃时饱和蒸汽的汽化潜热为2258.52 kJ/ kgP S=3℃时水的饱和蒸汽压kPa氯喹片干燥设备能耗表7.2氯奎糖衣片热量衡算片芯热量衡算G c=756.8 kg(不含水)w1=149.4 kgw2=26.9kgt0=3℃t1=70℃t2=50℃T1=20℃T2=40℃C水=4.18 kJ/(kg·℃)C m=0.2 C水=0.2×4.18=0.836 kJ/(kg·℃)φ=0.78热量衡算式为:Q1+Q2+Q3=Q4+Q5+Q6Q1=G c×C m×T1+w1×C水×T1=756.8×0.836×20+149.4×4.18×20=25143.5kJQ2=L I1=L[(1.01+1.88×H1) t1+2500 H1]Q3=0Q4=G c×C m×T2+w2×C水×T2=756.8×0.836×40+26.9×4.18×40=29805.1 kJQ5=L I2=L[(1.01+1.88×H2) t2+2500 H2]Q6=0.05 Q2在预热器中空气为等湿过程H1=H0=0.622×φP S÷(P-φP S)=0.622×0.78×0.76÷(100-0.78×0.76)=0.0037 kg水/kg空气Q2=L[(1.01+1.88×H1) t1+2500 H1]=L[(1.01+1.88×0.0037) ×70+2500 ×0.0037]=80.44L kJ/ kg按热量衡算:Q1+Q2+Q3=Q4+Q5+Q625143.5+0.95×80.44L=29805.1+L[(1.01+1.88×H2) ×50+2500 H2]76.418L=4661.6+(2594 H2+50.5)L ⑴按物料衡算:L(H2-H1)=w1-w2L(H2-0.0037)=149.4-26.9=122.5⑵解⑴和⑵式,得:L=19756.3kg/dH2=0.0099 kg水/kg空气湿空气的体积流量V=LV H=L(0.722+1.244 H0)×(273+3)/273=19756.3×(0.722+1.244 ×0.0037)×(273+3)/273=14512.7m3/d预热量为:Q预=Q2-LI0=80.44 L-L[(1.01+1.88×H0) t0+2500 H0]=80.44 ×19756.3-19756.3×[(1.01+1.88×0.0037) ×3+2500 ×0.0037]=1346177.1kJ/d加热蒸汽流量为:D=Q预/i=1346177.1÷2258.52=596.0kg/d上述符号含义为:Q1=物料进设备带入的热量,kJ/dQ2=加热剂或冷却剂传给设备和物料的热量,kJ/dQ3=过程热效应,kJ/dQ4=物料离开设备带出的热量,kJ/dQ5=设备向四周散失的热量,kJ/dQ6=消耗在加热设备各个部位上的热量,kJ/dD=加热蒸汽流量,kg/dQ预=预热量,kJ/di=100 ℃时饱和蒸汽的汽化潜热为2258.52 kJ/ kgP S=3℃时水的饱和蒸汽压kPa氯喹糖衣片片芯干燥设备能耗表包衣液热量衡算G c=1074.3kg(不含水)w1=291.8kgw2=37.8kgt0=3℃t1=70℃t2=50℃T1=20℃T2=40℃C水=4.18 kJ/(kg·℃)C m=0.2 C水=0.2×4.18=0.836 kJ/(kg·℃)φ=0.78热量衡算式为:Q1+Q2+Q3=Q4+Q5+Q6Q1=G c×C m×T1+w1×C水×T1=1074.3×0.836×20+291.8×4.18×20=42356.8kJQ2=L I1=L[(1.01+1.88×H1) t1+2500 H1]Q3=0Q4=G c×C m×T2+w2×C水×T2=1074.3×0.836×40+37.8×4.18×40=42244.8 kJQ5=L I2=L[(1.01+1.88×H2) t2+2500 H2]Q6=0.05 Q2在预热器中空气为等湿过程H1=H0=0.622×φP S÷(P-φP S)=0.622×0.78×0.76÷(100-0.78×0.76)=0.0037 kg水/kg空气Q2=L[(1.01+1.88×H1) t1+2500 H1]=L[(1.01+1.88×0.0037) ×70+2500 ×0.0037]=80.44L kJ/ kg按热量衡算:Q1+Q2+Q3=Q4+Q5+Q642356.8+0.95×80.44L=42244.8+L[(1.01+1.88×H2) ×50+2500 H2]76.418L=-112+(2594 H2+50.5)L ⑴按物料衡算:L(H2-H1)=w1-w2L(H2-0.0037)=291.8-37.8=254⑵解⑴和⑵式,得:L=40364.9kg/dH2=0.001 kg水/kg空气湿空气的体积流量V=LV H=L(0.722+1.244 H0)×(273+3)/273=40364.9×(0.722+1.244 ×0.0037)×(273+3)/273=29651.5m3/d预热量为:Q预=Q2-LI0=80.44 L-L[(1.01+1.88×H0) t0+2500 H0]=80.44 ×40364.9-40364.9×[(1.01+1.88×0.0037) ×3+2500 ×0.0037]=2750429.2kJ/d加热蒸汽流量为:D=Q预/i=2750429.2÷2258.52=1217.8kg/d上述符号含义为:Q1=物料进设备带入的热量,kJ/dQ2=加热剂或冷却剂传给设备和物料的热量,kJ/dQ3=过程热效应,kJ/dQ4=物料离开设备带出的热量,kJ/dQ5=设备向四周散失的热量,kJ/dQ6=消耗在加热设备各个部位上的热量,kJ/dD=加热蒸汽流量,kg/dQ预=预热量,kJ/di=100 ℃时饱和蒸汽的汽化潜热为2258.52 kJ/ kgP S=3℃时水的饱和蒸汽压kPa氯喹糖衣片包衣干燥设备能耗表7.3薄膜衣片的热量衡算片芯热量衡算G c=756.8 kg(不含水)w1=149.4 kgw2=26.9kgt0=3℃t1=70℃t2=50℃T1=20℃T2=40℃C水=4.18 kJ/(kg·℃)C m=0.2 C水=0.2×4.18=0.836 kJ/(kg·℃)φ=0.78热量衡算式为:Q1+Q2+Q3=Q4+Q5+Q6Q1=G c×C m×T1+w1×C水×T1=756.8×0.836×20+149.4×4.18×20=25143.5kJQ2=L I1=L[(1.01+1.88×H1) t1+2500 H1]Q3=0Q4=G c×C m×T2+w2×C水×T2=756.8×0.836×40+26.9×4.18×40=29805.1 kJQ5=L I2=L[(1.01+1.88×H2) t2+2500 H2]在预热器中空气为等湿过程H1=H0=0.622×φP S÷(P-φP S)=0.622×0.78×0.76÷(100-0.78×0.76)=0.0037 kg水/kg空气Q2=L[(1.01+1.88×H1) t1+2500 H1]=L[(1.01+1.88×0.0037) ×70+2500 ×0.0037]=80.44L kJ/ kg按热量衡算:Q1+Q2+Q3=Q4+Q5+Q625143.5+0.95×80.44L=29805.1+L[(1.01+1.88×H2) ×50+2500 H2]76.418L=4661.6+(2594 H2+50.5)L ⑴按物料衡算:L(H2-H1)=w1-w2L(H2-0.0037)=149.4-26.9=122.5⑵解⑴和⑵式,得:L=19756.3kg/dH2=0.0099 kg水/kg空气湿空气的体积流量V=LV H=L(0.722+1.244 H0)×(273+3)/273=19756.3×(0.722+1.244 ×0.0037)×(273+3)/273=14512.7m3/d预热量为:Q预=Q2-LI0=80.44 L-L[(1.01+1.88×H0) t0+2500 H0]=80.44 ×19756.3-19756.3×[(1.01+1.88×0.0037) ×3+2500 ×0.0037]=1346177.1kJ/d加热蒸汽流量为:D=Q预/i=1346177.1÷2258.52=596.0kg/d上述符号含义为:Q1=物料进设备带入的热量,kJ/dQ2=加热剂或冷却剂传给设备和物料的热量,kJ/dQ3=过程热效应,kJ/dQ4=物料离开设备带出的热量,kJ/dQ5=设备向四周散失的热量,kJ/dQ6=消耗在加热设备各个部位上的热量,kJ/dD=加热蒸汽流量,kg/dQ预=预热量,kJ/di=100 ℃时饱和蒸汽的汽化潜热为2258.52 kJ/ kgP S=3℃时水的饱和蒸汽压kPa氯喹薄膜衣衣片片芯干燥设备能耗表包衣液热量衡算G c=824.4kg(不含水)w1=220.0kgt0=3℃t1=70℃t2=50℃T1=20℃T2=40℃C水=4.18 kJ/(kg·℃)C m=0.2 C水=0.2×4.18=0.836 kJ/(kg·℃)φ=0.78热量衡算式为:Q1+Q2+Q3=Q4+Q5+Q6Q1=G c×C m×T1+w1×C水×T1=824.4×0.836×20+220.0×4.18×20=32176.0kJQ2=L I1=L[(1.01+1.88×H1) t1+2500 H1]Q3=0Q4=G c×C m×T2+w2×C水×T2=824.4×0.836×40+29.0×4.18×40=32416.8 kJQ5=L I2=L[(1.01+1.88×H2) t2+2500 H2]Q6=0.05 Q2在预热器中空气为等湿过程H1=H0=0.622×φP S÷(P-φP S)=0.622×0.78×0.76÷(100-0.78×0.76)=0.0037 kg水/kg空气Q2=L[(1.01+1.88×H1) t1+2500 H1]=L[(1.01+1.88×0.0037) ×70+2500 ×0.0037]=80.44L kJ/ kg按热量衡算:Q1+Q2+Q3=Q4+Q5+Q632176.0+0.95×80.44L=32416.8+L[(1.01+1.88×H2) ×50+2500 H2]76.418L=240+(2594 H2+50.5)L ⑴按物料衡算:L(H2-H1)=w1-w2L(H2-0.0037)=220-29.0=191.0 ⑵解⑴和⑵式,得:L=30373.0kg/dH2=0.001 kg水/kg空气湿空气的体积流量V=LV H=L(0.722+1.244 H0)×(273+3)/273=30373.0×(0.722+1.244 ×0.0037)×(273+3)/273=22311.6m3/d预热量为:Q预=Q2-LI0=80.44 L-L[(1.01+1.88×H0) t0+2500 H0]=80.44 ×30373.0-30373.0×[(1.01+1.88×0.0037) ×3+2500 ×0.0037]=2069589.8kJ/d加热蒸汽流量为:D=Q预/i=2069589.8÷2258.52=916.3kg/d上述符号含义为:Q1=物料进设备带入的热量,kJ/dQ2=加热剂或冷却剂传给设备和物料的热量,kJ/dQ3=过程热效应,kJ/dQ4=物料离开设备带出的热量,kJ/dQ5=设备向四周散失的热量,kJ/dQ6=消耗在加热设备各个部位上的热量,kJ/dD=加热蒸汽流量,kg/dQ预=预热量,kJ/di=100 ℃时饱和蒸汽的汽化潜热为2258.52 kJ/ kgP S=3℃时水的饱和蒸汽压kPa氯喹薄膜衣片包衣干燥设备能耗表7.4微丸的热量衡算微丸的干燥计算G c=26.2kg(不含水或乙醇)w1=7.9 kg (40%乙醇)w2=1.05kg (水)t0=3℃t1=70℃t2=50℃T1=20℃T2=40℃C水=4.18 kJ/(kg·℃)C m=0.2 C水=0.2×4.18=0.836 kJ/(kg·℃)C乙醇(20℃)=0.63kJ/(kg·℃)φ=0.78热量衡算式为:Q1+Q2+Q3=Q4+Q5+Q6Q1=G c×C m×T1+w1×60%×C水×T1+w1×40%×C乙醇×T1=26.2×0.836×20+7.9×60%×4.18×20+7.9×40%×0.63×20 =874.1kJQ2=L I1=L[(1.01+1.88×H1) t1+2500 H1]Q3=0Q4=G c×C m×T2+w2×C水×T2=26.2×0.836×40+1.05×4.18×40=1051.7 kJQ5=L I2=L[(1.01+1.88×H2) t2+2500 H2]Q6=0.05 Q2在预热器中空气为等湿过程H1=H0=0.622×φP S÷(P-φP S)=0.622×0.78×0.76÷(100-0.78×0.76)=0.0037 kg水/kg空气Q2=L[(1.01+1.88×H1) t1+2500 H1]=L[(1.01+1.88×0.0037) ×70+2500 ×0.0037]=80.44L kJ/ kg按热量衡算:Q1+Q2+Q3=Q4+Q5+Q6874.1+0.95×80.44L=1051.7+L[(1.01+1.88×H2) ×50+2500 H2]76.418L=177.6+(2594 H2+50.5)L ⑴按物料衡算:L(H2-H1)=w1-w2L(H2-0.0037)=7.9-1.05=6.85 ⑵解⑴和⑵式,得:L=1099.6kg/dH2=0.0099 kg水/kg空气鲜空气的体积流量V=LV H=L(0.722+1.244 H0)×(273+3)/273=1099.6×(0.722+1.244 ×0.0037)×(273+3)/273=807.86m3/d预热量为:Q预=Q2-LI0=80.44 L-L[(1.01+1.88×H0) t0+2500 H0]=80.44 ×807.86-807.86×[(1.01+1.88×0.0037) ×3+2500 ×0.0037]=55046.9kJ/d加热蒸汽流量为:D=Q预/i=55046.9÷2258.52=24.4kg/d上述符号含义为:Q1=物料进设备带入的热量,kJ/dQ2=加热剂或冷却剂传给设备和物料的热量,kJ/dQ3=过程热效应,kJ/dQ4=物料离开设备带出的热量,kJ/dQ5=设备向四周散失的热量,kJ/dQ6=消耗在加热设备各个部位上的热量,kJ/dD=加热蒸汽流量,kg/dQ预=预热量,kJ/di=100 ℃时饱和蒸汽的汽化潜热为2258.52 kJ/ kgP S=3℃时水的饱和蒸汽压kPa微丸干燥设备能耗表冷冻干燥过程的热量衡算原料药1进入预冻器的温度为20℃,预动冻至-40℃,制冷剂选用28%CaCl2,它进入预冻器的温度为-50℃,出预冻器的温度为-40℃,真空度设为4Pa,干燥器内的加热方式选20℃水的比热容:C水=4.183 kJ/(kg·℃),-40℃水的比热容:C水’=4.217 kJ/(kg·℃),-50℃~-40℃时28%CaCl2的平均比热容:C P=2.69 kJ/(kg·℃)水的凝固焓变:△H=6.009kJ/mol水的升华焓变:△H s=44.0kJ/mol水的分子量:18.02g/mol预冻G c1=2.65kg(不含水)G c2=2.62kg(不含水)w1=0.98kgw2=0.11kgT0=20℃T1=-40℃C水=4.18 kJ/(kg·℃)C水’=4.217 kJ/(kg·℃)C P=2.69 kJ/(kg·℃)C m=0.2 C水=0.2×4.18=0.836 kJ/(kg·℃)热量衡算方程为:Q1+Q2+Q3 = Q4+Q5+Q6Q1=G c×C m×T0+W×C水×T0=2.65×0.836×20 +0.98×4.183×20=126.2kJ/dQ3 =△H×W=6.009×0.98×1000/18.02=326.8kJ/dQ4=G c×C m×T1+W×C水×T1=2.62×0.836×(- 40)+0.98×4.217×(-40)=-252.9kJ/d126.2 + Q2 + 326.8 =- 252.9+ 0.05Q2Q2 = - 743.1 kJ/d28%CaCl2用量:m = Q2/( C P·△t) = - 743.1 /[2.69×(-50+40)] =27.6kg/d (该物料可循环利用,这里所指的用量为每天进入预冻器的28%CaCl2的量) 式中Q1——物料进入设备带入的热量,kJ/dQ2——由加热剂或冷却剂传给设备和物料的热量,kJ/dQ3——过程热效应,kJ/dQ4——物料离开设备带出的热量,kJ/dQ5——消耗在加热设备各个部位上的热量,kJ/dQ6——设备向四周散失的热量,kJ/dC水——水的比热容,kJ/(kg·℃)C m——物料平均比热容,kJ/(kg·℃)C P——-50℃~-40℃时28%CaCl2的平均比热容,kJ/(kg·℃)T0——原料药1进预冻器的物料温度,℃T1——原料药1出预冻器的物料温度,℃在物料加热升华阶段,需提供热量使物料保持本身的温度,否则将引起蒸汽压的降低,使干燥过程延长;若加热过多,则使物料本身温度升高,出现局部融化。
物料衡算和热量衡算物料衡算根据质量守恒定律,以生产过程或生产单元设备为研究对象,对其进出口处进行定量计算,称为物料衡算。
通过物料衡算可以计算原料与产品间的定量转变关系,以及计算各种原料的消耗量,各种中间产品、副产品的产量、损耗量及组成。
物料衡算的基础物料衡算的基础是物质的质量守恒定律,即进入一个系统的全部物料量必等于离开系统的全部物料量,再加上过程中的损失量和在系统中的积累量。
∑G1=∑G2+∑G3+∑G4∑G2:——输人物料量总和;∑G3:——输出物料量总和;∑G4:——物料损失量总和;∑G5:——物料积累量总和。
当系统内物料积累量为零时,上式可以写成:∑G1=∑G2+∑G3物料衡算是所有工艺计算的基础,通过物料衡算可确定设备容积、台数、主要尺寸,同时可进行热量衡算、管路尺寸计算等。
物料衡算的基准(1)对于间歇式操作的过程,常采用一批原料为基准进行计算。
(2)对于连续式操作的过程,可以采用单位时间产品数量或原料量为基准进行计算。
物料衡算的结果应列成原材料消耗定额及消耗量表。
消耗定额是指每吨产品或以一定量的产品(如每千克针剂、每万片药片等)所消耗的原材料量;而消耗量是指以每年或每日等时间所消耗的原材料量。
制剂车间的消耗定额及消耗量计算时应把原料、辅料及主要包装材料一起算入。
热量衡算制药生产过程中包含有化学过程和物理过程,往往伴随着能量变化,因此必须进行能量衡算。
又因生产中一般无轴功存在或轴功相对来讲影响较小,因此能量衡算实质上是热量衡算。
生产过程中产生的热量或冷量会使物料温度上升或下降,为了保证生产过程在一定温度下进行,则外界须对生产系统有热量的加入或排除。
通过热量衡算,对需加热或冷却设备进行热量计算,可以确定加热或冷却介质的用量,以及设备所需传递的热量。
热量衡算的基础热量衡算按能量守恒定律“在无轴功条件下,进入系统的热量与离开热量应该平衡”,在实际中对传热设备的衡算可由下式表示Q1+Q2+Q3=Q4+Q5+Q6(1—1)式中: Q1—所处理的物料带入设备总的热量,KJ;Q2—加热剂或冷却剂与设备和物料传递的热量(符号规定加热剂加入热量为“+”,冷却剂吸收热量为“-”),KJ;Q3—过程的热效率,(符号规定过程放热为“+”;过程吸热为“-”)Q4—反应终了时物料的焓(输出反应器的物料的焓)Q5—设备部件所消耗的热量,KJ;Q6—设备向四周散失的热量,又称热损失,KJ;热量衡算的基准可与物料衡算相同,即对间歇生产可以以每日或每批处理物料基准。
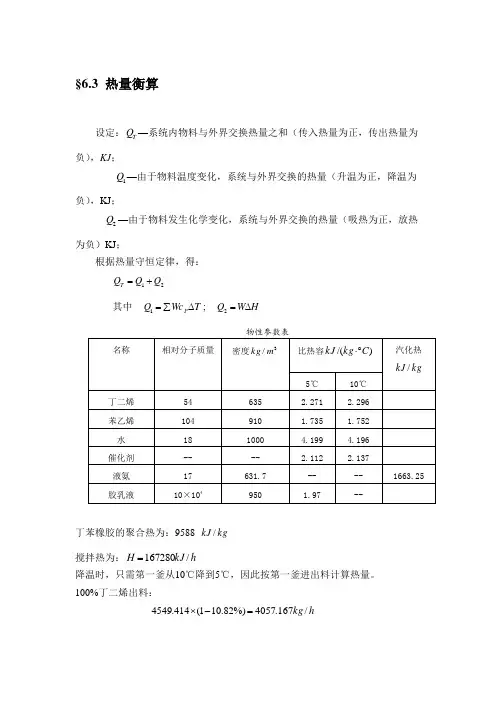
§6.3 热量衡算设定:T Q —系统内物料与外界交换热量之和(传入热量为正,传出热量为负),KJ ;1Q —由于物料温度变化,系统与外界交换的热量(升温为正,降温为负),KJ ;2Q —由于物料发生化学变化,系统与外界交换的热量(吸热为正,放热为负)KJ ;根据热量守恒定律,得:21Q Q Q T +=其中 T Wc Q P ∆∑=1; H W Q ∆=2物性参数表名称相对分子质量密度3/m kg比热容)/(C kg kJ ︒⋅汽化热kg kJ /5℃10℃ 丁二烯 54 635 2.271 2.296 苯乙烯 104 910 1.735 1.752 水 18 1000 4.199 4.196 催化剂 -- -- 2.112 2.137 液氨 17 631.7 -- -- 1663.25胶乳液10×1049501.97--丁苯橡胶的聚合热为:9588 kg kJ / 搅拌热为:h kJ H /167280=降温时,只需第一釜从10℃降到5℃,因此按第一釜进出料计算热量。
100%丁二烯出料:h kg /167.4057%)82.101(414.4549=-⨯100%苯乙烯出料:h kg /064.1753%)82.101(760.1965=-⨯总杂质为:h kg /5.36%)5.991(414.4549%)3.991(760.1965=-⨯+-⨯引发剂除终止剂以外的其他助剂之和为:293.183+9.773+5.212+3.258+11.576+2.280+5.212+97.727=428.221kg/h 丁苯胶乳的量为:704.943kg 根据以上结果,整理如表物料名称 进料(kg/h ) 出料(kg/h ) 100%丁二烯 4549.414 4057.167 100%苯乙烯 1965.760 1753.064 总杂质 36.5 36.5 水13030.348 13030.348 催化剂除终止剂外428.221 428.221 丁苯胶乳 -- 704.943 合计 20010.24320010.243 温度5℃10℃则:(1)进料的热量(10℃):14131211c c c c T W T W T W T W Q p p p p 催水苯丁入+++== 4549.414×2.296×10+1965.760×1.752×10+13030.348×4.186×10+428.221×2.137×10 = 693496.111h kJ / (2)胶乳的热量:48467589939588943704..W Q =⨯=⨯=聚合热胶胶h /kJ (3)出料时的热量:24232221T c W T c W T c W T c W Q p p p p 催水苯丁出+++==4057.167×2.271×5+1753.064×1.735×5+13030.348×4.199×5+428.221×2.112×5=339371.132 h /kJ(4)冷却热量:出胶入冷Q H Q Q Q -++== 693496.111+6758993.484+167280-339371.132 = 7280398.463 h /kJ液氨进出口温度均为5℃,只进行气化,从而达到降温目的。

第7节 能量衡算(一)能量衡算示例 (二)能量衡算解释某化工厂年产3000t31%的盐酸,其工艺流程如下图所示:要求对泠却器和膜式吸收器作热量衡算某化工厂年产3000t31%的盐酸工艺物料流程图 根据热量衡算式:输入=输出对于HCl 气体泠却器,可得Q1 + Q 2=Q3+Q4+Q5+Q6各项热量的计算Q1=450℃时合成炉气中各气体带入的热量之和 =QHCl+QN2+QH2+QCO+Q 水蒸气=59.15×103 Q2=0.134×1.603×103=214.8KJ/h Q3=0.354×272.21=96.32KJ/hQ4=50℃时各气体带出的热量之和=9.302×103 Q6可忽略不计Q5=Q1+Q2-Q3-Q4=49.97×103KJ/h废气泠却水用量的计算水:30℃→40℃,C=4.18KJ/kg. ℃根据热平衡式:Q5=WC/⊿tW=Q5/(C⊿t)=49.97/〔4.18(40-30)〕=1195KJ/h⑵ HCl气体吸收部分热量计算设备热损失忽略不计根据热平衡关系可得: Q1+Q2+Q3=Q4+Q5+Q6各项热量的计算Q1=50℃时各气体带入的热量之和=9.302×103Q2=WI=290.5×217.7=63.25×103KJ/hQ3=WI=(116.12-50.65)1.70×103=111.6×103KJ/hQ4=尾气中各气体带出的热量之和=3.926×103Q5=WI=373.0×201.0=74.97×103KJ/hQ6=Q1+Q2+Q3-Q4-Q5=105.2×103KJ/H泠却水用量的计算水:30℃→40℃,C=4.18KJ/kg. ℃根据热平衡式:Q6=WC/⊿tW=Q6/(C⊿t)=105.2×103/〔4.18(40-30)〕=2.518×103KJ/h(二)能量衡算解析能量衡算包括热能、动能、电能、化学能和辐射能等1、能量衡算的主要任务⑴确定各单元过程所需热量或泠量以及传热速率,为其他工程,如供汽给水等提供设计依据⑵化学反应常伴有热效应,导致体系的温度变化,需确定为保持一定的反应温度所需的放热速率或传热速率⑶确定泵、压缩机等输送机械和搅拌、过滤等操作机械所需功率⑷通过能量衡算,分析工程设计和操纵中热量利用是否经济合理,以提高热量利用水平2、能量衡算式能量积累率=能量进入率-能量流出率 +反应热生成率-反应热消耗率(1)当过程没有化学反应时能量积累率=能量进入-能量输出(2)当过程没有化学反应,且处于稳态时能量进入率=能量流出在化工生产中,热量是一种最主要的能量形式。
第一章亚苄基海因合成研究1.1引言海因与芳香醛、杂环醛缩合生成5位取代的不饱和海因衍生物〔21〕,在一定温度和碱性条件下,海因环能发生断裂,从而得到α-酮酸。
该路线制备α-酮酸,反应条件简单,所用反应试剂简单、副产物少,是极具优越性的α-酮酸制备路线〔22〕。
亚苄基海因作为制备苯丙酮酸的原料的合成工艺近年来研究较多,已经确定了合成所使用的主要原辅材料,探索了初步的合成条件。
本节主要在前人研究的基础上就亚苄基海因的合成方法做进一步优化,以适合产业化的需要。
1.2实验材料与方法1.2.1实验试剂海因:工业级自制苯甲醛:工业级含量99%南通天时化工公司一乙醇胺:工业级甲醇:工业级1.2.2实验方法在18L不锈钢反应釜中加入一定量的海因,然后加入一定量的水、一乙醇胺,在80-110︒C下反应,反应结束后冷却至常温,用布氏漏斗抽滤,最后用甲醇洗涤后在60︒C下烘干。
1.2.3分析方法HPLE法,详见文献〔23〕1.3结果与讨论1.3.1.苯甲醛滴加速度的影响实验表明,在缩合反应过程中,如果将苯甲醛一次性加入反应器中,由于大量的苯甲醛-水混合物一起蒸发,容易发生跑料和因大量的苯甲醛未来得及参加反应而自聚现象,导致缩合收率偏低、产物质量不好。
所以在海因与苯甲醛的缩合过程中,苯甲醛以滴加的方式加入,从表1不同的滴加速度试验可以看出,2.5ml/min的滴加速度,所得的亚苄基海因的产率与品质较为理想。
表1 苯甲醛滴加速度对亚苄基海因合成的影响注:“+”表示产品质量一般;“-”表示产品质量较差;1.3.2. 反应时间对缩合反应的影响从缩合反应机理可以看出,缩合反应的中间过程较为复杂,苯甲醛的亲核加成只是整个反应的一部分,要得到比较高的缩合产物,一定的反应时间是必须的,从下面的曲线(图1)的走势可以看出,产物的得率随反应时间的增加而增加,当反应时间达到3.5小时后,产物的得率基本趋于平稳,所以反应时间取3.5小时。
1.002.003.004.00Time of reaction : hr80.0084.0088.0092.0096.00Y i e l d o f 5-b e n z a l h y d a n t o i n :%图1反应时间对产物得率的影响1.3.3.反应温度对缩合反应的影响苯甲醛作为反应物之一,在空气中能氧化成苯甲酸,在较低的温度下容易自身聚合成聚合体,在更高的反应温度下更易发生聚合,必将影响产品的收率,也影响产品的品质。