GL-WI-QC-54A1成品检验规范
- 格式:doc
- 大小:1.82 MB
- 文档页数:41

成品检验规程1. 引言此检验规程旨在规范和指导成品检验工作,保证产品质量和安全性。
本规程适用于公司所有成品的检验流程。
2. 检验标准2.1 检验标准应基于国家法规、行业标准以及公司制定的质量要求。
在制定检验标准时,应确保标准明确、准确,并与相关部门共同确认。
2.2 检验标准应包括但不限于以下内容:- 外观检查- 尺寸和尺寸公差检验- 材料成分和性能检验- 功能性能检验- 可靠性检验3. 检验设备和工具3.1 公司应配备适当的检验设备和工具,以确保检验工作的准确性和可靠性。
检验设备和工具应经过定期校准,确保其测量结果的准确性。
3.2 检验设备和工具的使用和维护应符合相关操作规程和操作要求。
对于关键检验设备,应制定相应的使用操作规范并进行培训。
4. 检验流程4.1 检验工作应由专门的检验人员负责,他们应具备相关的专业知识和技能,并接受过相应的培训。
4.2 检验流程应包括以下步骤:- 检验准备:检验人员应对检验设备和工具进行校准和准备,确保其正常运行并符合要求。
- 取样检验:根据抽样计划进行取样,并对取样品进行检验。
- 检验记录:在检验过程中,应及时记录检验结果、日期、批次等信息,确保数据的可追溯性和准确性。
- 异常处理:对于不合格的成品,应及时进行处理,包括整改或退货等措施。
- 检验报告:完成检验后,应编制检验报告并保存相关记录。
5. 检验频率和抽样方法5.1 检验频率应根据产品的特性、需求和所处环境的要求确定。
对于关键产品,应增加检验频率以确保其质量可控。
5.2 抽样方法应根据国家法规和行业标准来确定,以确保所抽样本具有代表性和可靠性。
6. 附录6.1 附录应包括所使用的检验标准、检验设备和工具列表,抽样计划,以及其他相关文件和记录。
以上是成品检验规程的内容,旨在确保成品质量和安全性,提高公司的竞争力和客户满意度。

1、主题与范围本规范规定了确认检验的技术要求和检验方法。
本规范适用与本企业普通型号的产品确认检验。
2、确认检验安全要求2.1对已经例行检验且判定合格的产品进行确认检验。
2.2确认检验按批次进行抽样检验,抽样方案依据GB 2828.1-2003/ISO 2859-1:1999标准中的相关条款,按照GB2828的规定,采用一次抽样方案,合格质量水平以A、B、C不合格分类,AQL值分别为0、0.25、0.4,一般检验Ⅱ级水平。
2.3确认检验的项目与不合格分类如表1、表2与表3:3、检验方法3.1标志检验3.1.1灯上应清晰、牢固的下列标志:a、来源标志(可采用商标、制造厂家或销售商名称的形式)。
b、额定电压与电压范围(以“V”或“伏特”表示)。
c、额定功率(以“W”或“瓦特“表示)。
d、额定频率(以“Hz”表示)。
3.1.2在灯上、或包装上、或使用说明书上补充下列标志:a、灯的电流。
b、如灯的燃点位置有限制,在标志上要注明。
c、如果替换灯的重量大大超过被替换灯的重量,则应注明增加重量困难会降低某些灯具的机械稳定性。
d、灯在使用时必须遵守的特定条件和制约,如在调光电路中使用。
3.1.3按下列条款检验其合格性:a、用外观法检验有无3.1.1所要求的标志及标志清晰度。
b、按照下述方法检验标志的的耐久性:用一蘸有水的布轻轻擦拭标志15s,待干后,再用一块蘸有己烷的布擦拭15s,试验之后,标志仍应清晰。
c、采用外观法检验有无3.1.2所要求的标志。
3.2互换性3.2.1为保证互换性,灯应采用符合IEC61-1规定的灯头。
3.2.2用相应标准所规定的互换性量规来检验成品灯的灯头尺寸。
3.2.3装有B22d灯头的自镇流灯,其质量不得超过1kg,且灯与灯座之间的弯矩不得大于2N· m。
3.3预防触电3.3.1自镇流灯的结构设计应保证,在不装有任何灯具形态的辅助外壳情况下,当灯旋入符合IEC238规定的灯座后,触摸不到灯头内的金属件或灯头上的带电金属部件。
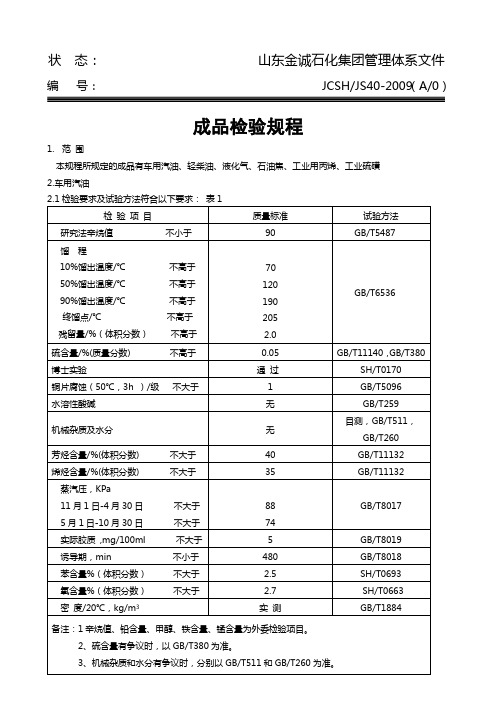
状态:山东金诚石化集团管理体系文件编号:JCSH/JS40-2009(A/0)成品检验规程1.范围本规程所规定的成品有车用汽油、轻柴油、液化气、石油焦、工业用丙烯、工业硫磺2.车用汽油2.1检验要求及试验方法符合以下要求:表1检验项目质量标准试验方法研究法辛烷值不小于90 GB/T5487馏程10%馏出温度/℃不高于50%馏出温度/℃不高于90%馏出温度/℃不高于终馏点/℃不高于残留量/%(体积分数)不高于701201902052.0GB/T6536硫含量/%(质量分数) 不高于0.05 GB/T11140,GB/T380 博士实验通过SH/T0170铜片腐蚀(50℃,3h )/级不大于 1 GB/T5096水溶性酸碱无GB/T259机械杂质及水分无目测,GB/T511,GB/T260芳烃含量/%(体积分数) 不大于40 GB/T11132 烯烃含量/%(体积分数) 不大于35 GB/T11132 蒸汽压,KPa11月1日-4月30日不大于5月1日-10月30日不大于8874GB/T8017实际胶质,mg/100ml 不大于 5 GB/T8019 诱导期,min 不小于480 GB/T8018 苯含量%(体积分数)不大于 2.5 SH/T0693 氧含量%(体积分数)不大于 2.7 SH/T0663 密度/20℃,kg/m3 实测GB/T1884 备注:1辛烷值、铅含量、甲醇、铁含量、锰含量为外委检验项目。
2、硫含量有争议时,以GB/T380为准。
3、机械杂质和水分有争议时,分别以GB/T511和GB/T260为准。
2.2取样按GB/T 4756进行取样,取2升作为出厂和检验用. 2.4标志、包装、运输和贮存标志、包装、运输、贮存及交货验收按SH/T0164进行。
3.轻柴油3.1产品分类轻柴油按凝点分为0#,-10#两个牌号3.2检验要求及试验方法符合表2的要求:表2 3.3取 样按GB/T 4756进行取样,取2升作为出厂和检验用。
成品检验规范1. 0目的为控制本厂所有生产的出货成品的品质最终能完全达到客户之期望值.范围:适用于本厂所有生产之出货成品.职责装配负责于成品之装配包装.QA负责于成品的抽样检查.仓库部负责成品之搬运、储存、装柜.检验标准:依据MIL-STD-105E Level II单次抽样计划,AQL值:CR:0 MAJ: MIN:.依据订单、包装资料以及《成品检验标准》.作业程序生产部将包装好的成品摆放于装配部成品区,挂好待检牌,同时填写好“成品入库单”,或先入仓库待检区通知品管部QA员检查.QA员接到通知后,根据“入库单”准备齐相关“订单”、“包装资料”、“成品检验标准”于装配部成品区按照MIL-STD-105E Level II单次抽样对成品进行抽取样本检查. QA对抽取之样本第一外箱,根据外箱跌落测试规范进行外箱跌落测试.测试之后对其该箱之内外箱及产品进行特别之功能及外观检查.检查后之良品与不良品同此批一同判定,其它物料性测试依据客户要求按相应《测试进行》或客户标准执行。
测试结果记录于“”中。
QA对其抽成品检查后,合格品按要求正常之装回原箱,不合格品通知装配负责人一同对其进行核对,确认.QA抽查后,统计其不合格总数,据“AQL允收之标准”对该批成品进行判定;不合格数量不超过“AQL允收标准”时,此批为合格,QA在成品标识单上盖〝 QA PASS〞章,然后QA填写好“成品检验报告”交于主管核实,并于“入库单”上签名,同时与“成品检验报告”复写件交于仓库,通知入库或转移至成品区.如统计其不合格总数超过其”AQL允收标准”,QA员填写好”成品检验报告”并同不合格样板交品管部主管最终确认.如确认为不合格,QA员填写“品质异常报告书”与不合格样板一同交生产部主管,并在成品标识单上盖QA Reject”章由生产部对不合格品进行纠正及返工改善,QA对其进行追踪,及对该批纠正之后的产品进行重检并把检验结果记录于“成品检验报告”上.检验记录要求:填写报表要求真实,字迹清楚,整洁.记录表格成品检验报告品质异常报告书QA Test Report来料检验规范目的为确保供应商之来料,符合于本公司的品质要求.适用范围:本公司的所有供应商来料质量的检验与控制.责职:仓管负责供应商之来料的数量清点、核对、收发及搬运、储存.IQC负责来料质量的检验及不合格物料的追踪.作业指导检验前准备工作:IQC接收到仓管物料员的供应商《送货单》时需准备相关资料,包括:订购单、合格样办、“进料检查报告”、《物料验收标准》、合格、不合格、让步接受标签以及有关测量工具(卷尺、卡尺、界刀、3M胶纸等).检验标准抽检依据MIL-STD-105E Level II级单次抽样计划,AQL值:CR:0 MAJ: MIN:.检查内容及判定依据合格样板或订单资料、《物料验收标准》. 作业程序:检验项目及方法核对合同标示物品与实物是否相符,再按MIL-STD-105ELevel II级单次抽样计划表进行抽样(当数量少于50PCS以下的进行全检),按AQL:CR:0 MAJ: MIN:允收标准”对其进行判定合格或不合格.材料的检验内容及判定参照《物料验收标准》.尺寸规格检验,运用相关测量工具测量并记录数据和核对资料,描述不良情况判定缺陷程度。

1.目的:规定成品检验的方式、标准.2.范围:装配,包装过程的检验、成品完工后的完工检验及出货检验3.职责:出库检验员(PQC): 按本指示要求对成品装配前的零部件在出库前再次复检.装配检验员(FQC): 按本指示要求对成品装配过程进行检验.测试检验员(LQC): 按本指示要求对装配完工的成品批进行压力试验..出货检验员(OQC): 按本指示要求对需出货的订单批进行出货复验.4.运行程序:4.1装配检验:4.1.1对出库的装配零部件,装配车间按计划单上装配数量核对后,暂存在装配暂存区域4.1.2图纸、【阀体装配工艺工序卡片】及表单分发及悬挂:4.1.2.1车间班组长:将“日期、顾客代号、计划单号、计划数量、产品名称、产品型号”填写于【装配检验记录表】中后交检验员填写技术要求,同时将图纸和【产品装配作业指导书】分发给操作工。
4.1.2.2检验员在【装配检验记录表】中填写完技术要求后将交操作工。
4.1.2.3操作工将图纸或【产品装配作业指导书】和【装配检验记录表】挂在装配台适当位置。
4.2操作工首检:4.2.1首次加工按图纸要求自检合格。
4.2.2将首件自检结果如实填写于【装配检验记录表】中。
4.2.3向检验员报首检,提交样件最少2件。
4.2.4首件未经检验合格不得继续加工或作业。
4.3检验员首检:4.3.1检验员对首次加工样件按图纸要求要求作首件检验。
4.3.2首件判定后,过程检验员应对首件合格件打上确认标识,以便作业参照,并保留到该批产品完工.4.3.3首检记录:首检过程如实记录于【装配检验记录表】中.4.4操作工自检:4.4.1首检合格,过程加工可正式量产作业,操作工应在量产中保持一定频次的自检(每0.5小时一次自检),以保证质量的稳定。
4.5个别装配难度大的零件或测量难度大的零件,首检按操作工→检验员→车间主任,三方确认原则执行4.6巡检:4.6.1 应对量产过程进行巡检作业,检验频次为至少每2小时巡检1趟,每个装配工位抽样3件,按图纸检验,可根据实际情况对内外部质量信息反馈中出现质量问题多的薄弱环节加强巡检频次。
QC成品检验标准文件类型:SIP生效日期:2014.8.15文件编号:BS-QC-WI-01制定:品质部文件版本:1.0页码:1/31. 制定目的为使本公司所检测到供应商成品检验规范化、标准化、确保公司产品质量到消费者手中得到保证2. 适用范围本公司产品检测过程中,各品检员检测完工后之制品或成品需入库时,适用本规定。
3. 权责单位本规范由检测部制定由品检员执行4. 检测规定a)全功能,外观检测计划依据本公司的检验标准执行b)缺陷等级产品检验中发现之不符合品质标准之瑕疵,称为缺陷,其等级有下列三种:1)致命缺陷(CRI)能或可能危害制品的使用者、携"的生命或财广安全之缺陷,称为致命缺陷,乂称严重缺陷,用CRI表示。
2)主要缺陷(MAJ不能达成制品的使用目的之缺陷,称为主要缺陷或重缺陷,用MAJ表示。
3)次要缺陷(MIN)并不影响制品使用目的之缺陷,称为次要缺陷,或轻微缺陷,用MIN表示。
QC成品检验标准文件类型:SIP生效日期:2014.8.15文件编号:BS-QC-WI-01制定:品质部文件版本:1.0页码:2/3检验项目检验项目不良描述检验方式判定致命缺陷主要缺陷次要缺陷外观污点1.前面污点:0.2mnS不超出1个、0.25mn2最多一个,且间距30mnmA上。
目检/对比例图☆2.顶面污点:0.2mr2不超出两个、0.25mm最多一个,且间距30mml^±☆3.左右面污点:0. 25mr2不超出两个、0.3mr2最多一个,且间距30mm^上☆4.后面底部污点:0.3mm不超出两个、0.35mm2最多一个,且间距30mm^上☆伤痕1.前面:长<0.2mm苑v 0.1mnM多一条。
2.顶面:长v 0.25mn^< 0.1mm#多一条☆3.左右面:长<0.3mm^< 0.1mm#多一条。
☆4.后面底部:长<0.35mm宽v 0.1.5mm<多两条。
☆断差1.前面:正断差<0.15mm负断差<0.1mm目检/ 卡尺测量☆2.顶面:正断差<0.15mm负断差<0. 1mm☆3.左右面:正断差v 0.15mm负断差<0.1mm☆4.底部面:正断差v 0.15mm负断差<0.1mm☆缝隙1 .顶底面:< 0.1mm☆2.左右面:<0.1mm☆丝印字体毛边、残缺、字迹模糊、内容错误或漏印目检/对工程图纸☆贴纸1.贴纸内容错误、残缺、模糊等☆2 .贴错位置及规定不符☆色差前后壳、按键、同一台机有色差目检/ 比较☆有污外壳表面有脏污,可擦拭目检☆天线破皮、露铜丝、生锈开关电源开关弹性不良,手感试验☆转接线1.长度跟样板不问,外露长度不符合要求测量☆2.转接线破损,露铜目检☆螺丝螺丝漏打、打花、滑丝、没打紧、生锈☆QC成品检验标准又件类型:SIP生效日期:2014.8.15文件编号:BS-QC-WI-01制定:品质部义件版本:1.0贞码:3/3检验项目检验项目不良描述检验方式判定致命缺陷主要缺陷次要缺陷性能不通电,不充电打开电源不能通电,充电指示妇/、晃测试☆杂音在播放音乐,LINE IN , TF.U盘时声音开到最大距离台面30MM有没有吱吱声,电流声,震首声等听音目测☆电流声开机心机有明显的冲击声(发出的“啪啪”响声)吱吱声☆无音插上TF卡U盘无声音,耳机,耳麦,音频输入,收音等有没有音输出☆单声道插上TF卡,蓝牙连接播放时其中一个喇叭没声音☆亮点,黑点,条纹开机时看屏帚有没有是点,黑点,条纹☆拍机在工作状态拍打机身正反面,有断音、死机屏闪,亮线及INT等现象☆工艺PCBA不能有假焊、虚焊、等/、良现象目测☆机内工艺机内材料跟样板不符对样板☆转接线长度线材长度大小跟样板不符☆跌落试验跌落后产品死机、无声音、INT、内响、夕卜观严重不良裸机:1米包装成品:1.5米目检/测试☆其它工艺要求其它工艺与客户要求不相符对资料☆包装附件1 .错放附件目检/☆2.漏放、多放、少放附件☆外壳破损,外箱破损,但不影响保护性能目检/对样板☆外壳脏污灰尘、手印、油渍☆封箱不符合要求封箱后两头胶纸应在30-50mm☆彩盒1.彩盒用错☆2.破损或色差☆贴纸「贴纸用错或漏贴贴纸☆网络包装盒大小不般配,用错☆尺寸外相或1内卡过大或过小影响包装☆包装方式与客户或工程要求不符☆其它特殊要求1.产品不符合订单要求对订单及客户资料☆2.产品不符合客户特别要求☆制定:批准:。
成品检验规程说明:成品检验包括:A、整机(零部件)通用要求检验和B、风机出厂试验。
A、整机(零部件)通用要求检验一、检验项目外观质量与清洁度标准件、配套件配套状况风机标牌的方向、位置、参数情况及相关技术资料包装、防护情况二、检验标准风机所有铸件、钢件外表面应光滑、平整,铆焊件切割边不得出现较大的波纹和交错不齐等缺陷,特别是主要转动件不得存在锈蚀,叶轮内外表面不允许碰伤和划伤,产品的紧固件应无损伤,螺栓露出长度应整齐。
整机(或传动组)出厂前必须进行面漆处置,零件联接处油漆分界面必须平齐、线缝明显,不得有剥脱现象。
外表不得有油污、锈蚀、碰伤、字迹以及各种不同颜色的印痕。
标准件与配套件应按图纸、合同或说明书规定配齐。
方向标与铭牌摆放位置应适当,方向标指向正确,铭牌参数应按规定填写,所附技术资料应完整、清晰并有相关部门确认。
若需要包装运输,应按规定进行包装并防护得当,箱内应附上标签、装箱单(或发货清单)。
三、主要监视、测量装置钢板尺、卷尺、目测等四、检验说明和检验结果的处置检验说明:整机(或零部件)入库,每台(套)均由总检人员进行检验。
检验结果的处置:总检员检验后对于整机应填定“产品总检记录表”,对于经检验合格的才允许入库,出厂前还应填发盖总检员章、公司检验专用章的合格证,经检验不合格的决不出厂并执行《不合格品控制程序》,做好不合格处标记。
B、风机出厂试验风机出厂试验包括:a、转子(叶轮)平衡试验和校正;b、风机机械运转试验;C、叶轮超整试验。
a转子(叶轮)平衡试验和校正、试验方法和标准由专职人员在平衡机上按照ZBJ72042-90《通风机转子平衡》中“ 5”、“ 10”中方法进行,由专职或兼职人员按照ZBJ72042-90《通风机转子平衡》中“ 7”进行转子(叶轮)校正;由装配车间检验员检验。
二、主要试验装置动平衡机、天平、砂轮机、电焊机等(监视测量装置;动平衡机、天平)三、检验频次和试验结果的处置1、检测频次入库前所有风机转子(叶轮)必须进行平衡试验和校正。
成品检验规程1.目的和适用范围为确保成品的出厂检验和试验符合产品标准的要求,明确规则成品出厂检验的项目.程序和方法,特制定本文件。
本文件适用于本公司生产制造的成品的出厂检验。
2.引用文件GB/T8923-1988涂装前钢材表面锈蚀等级和除锈等级GB/T9286-1998色漆和清漆漆膜的划格试验JB/T5000.1-1998重型机械通用技术条件产品检验JB/T5000.10-1998重型机械通用技术条件装配JB/T5000.11-1998重型机械通用技术条件配管JB/T5000.12-1998重型机械通用技术条件涂装JB/T5000.13-1998重型机械通用技术条件包装3.检验依据3.1在与顾客签订销售合同时,合同及技术协议中的各项技术要求均应成为成品出厂检验和试验的依据。
3.2按合同规则的图样及相关标准应是出厂检验和试验的依据。
3.3本文件第2章引用的各项文件均应成为出厂检验和试验的依据。
4采购产品和加工过程产品的验证4.1原材料的验证检验员应按照WJ8.2.4-1《进货检验规程》规则收集原材料进货检验记录.质量合格证等,验证是否符合验收准则的要求。
4.2外购.外包配套件的验证检验员应按照WJ8.2.4-1《进货检验规程》规则收集外购.外包配套件的进货检验记录.质量合格证.质量证明书等,验证是否符合验收准则的要求。
4.3加工过程产品的验证检验员应按照WJ8.2.4-2《过程检验规程》规则收集铸造.热处理.机械加工.装配产品的检验记录.探伤报告.合格证等,验证是否符合验收准则的要求。
5.铸件.热处理件的出厂检验6.机械设备的总装及试车6.1机械设备应按照产品标准和工艺文件的规则进行总装或试装。
总装或试装后应检验所有的连接或配合部位是否符合图样和技术条件的规则。
6.2总装后的设备应按照产品标准和有关技术文件的规则进行空运转试车和检验。
6.2.1设备的运转为双向运转的,应进行双向试车;设备运转为单向的,试车方向应与作业方向一致。
GL-WI-QC-54A1成品检验规范文件编号:GL/WI/QC-54版本:A1编写:谢丹生效日期:年月日名目一次性医用口罩检验规范.....................................................................1-2一次性使用手术帽、圆帽、采血枕套检验规范.............................................3-4一次性无菌手术衣检验规范..................................................................5-7一次性使用手术垫单检验规范..................................................................8消防服检验规范....................................................................................9三角绷带检验规范.................................................................................10检查裤检验规范..............................................................................11-12围裙和袖套检验规范 (13)鞋套检验规范.................................................................................14-15棉签检验规范.......................................................................................16医用无纺布敷料块检验规范 (17)一次性医用防护服检验规范 (18)医用防护口罩检验规范 (19)一次性使用产包(自然分娩用)检验规范................................................20-21一次性使用灭菌橡胶外科手套检验规范................................................22-24一次性使用纱布块检验规范...............................................................25-27医用棉球检验规范 (28)纱布绷带检验规范…………………………………………………………………29-30弹力绷带检验规范…………………………………………………………………31-33酒精棉片检验规范…………………………………………………………………34-35创可贴检验规范……………………………………………………………………36-38一次性使用检查手套检验规范……………………………………………………39-40一次性医用口罩检验规范1.目的使本公司所有入库和出库的口罩成品检验有统一的标准可依,加大成品的品质操纵,确保所有的成品在出货前得到检验,杜绝退货现象的发生。
2.范畴适用于我司所有一次性医用口罩的成品检验。
3.职责3.1质检部:成品检验员收到各楼层质检发出的入库通知,成品检验员依据以下检查项目及方法检验,判定不合格需通知生产。
3.2生产部:对质检部判定的不良进行返工检验。
5.检验规则5.1组批以同1次批号口罩产品为1批。
5.2出厂检验采纳逐批检验,检验数量应不低于交验数量的1%。
5.3口罩理化性能交由实验室测试,完成测试后将测试结果告知成品检验,出具成品检验报告。
6.抽样及判定标准依据《取样检测频率表》进行抽样判定。
一次性使用手术帽、圆帽、采血枕套检验规范1.目的使本公司所有入库和出库的手术帽、圆帽和采血枕套检验有统一的标准可依,加大成品的品质操纵,确保所有成品在出货前得到检验,杜绝退货现象的发生。
2.范畴适用于我司所有手术帽、圆帽和采血枕套的成品检验。
3.职责3.1质检部:成品检验员收到各楼层质检发出的入库通知,成品检验员依据以下检查项目及方法检验,判定不合格需通知生产。
3.2生产部:对质检部判定的不良进行返工。
包装方式符合客户装箱和装盒的数量要求手动检验和目测轻微 彩盒的折叠、PE 袋的封口轻微 包装材料 彩盒、外箱无破旧、脏污,印刷内容和尺寸符合图稿要求,批号对应订单要求 目测严峻 无菌帽子如有灭菌,应无菌依据《实验操作规程》进行检测严峻EO 残留量 采纳EO 灭菌,其EO 残留量应≤10ug/g 图1图25.检验规则 5.1组批以同一材料同一次投料生产的产品为1批。
6.抽样及判定标准 依据《取样检测频率表》进行抽样判定。
一次性无菌手术衣检验规范 1.目的使本公司所有入库和出库的手术衣成品检验有统一的标准可依,加大成品的品质操纵,确保所有的成品在出货前得到检验,杜绝退货现象的发生。
2.范畴适用于我司所有手术衣的成品检验。
3.职责3.1质检部:成品检验员收到各楼层质检发出的入库通知,成品检验员依据以下检3个长度相加的长度确实是圆帽的尺寸帽绳的长度帽顶 帽围查项目及方法检验,判定不合格需通知生产。
3.2生产部:对质检部判定的不良进行返工。
5.检验规则5.1组批以同1次灭菌的手术衣产品为1批或客户提供的批号为1批。
5.2出厂检验采纳逐批检验,检验数量应不低于交验数量的1%。
5.3抽样及判定依据《取样检测频率表》进行抽样及判定。
一次性使用手术垫单检验规范1.目的使本公司所有入库和出库的手术垫单成品检验有统一的标准可依,加大成品的品质操纵,确保所有的成品在出货前得到检验,杜绝退货现象的发生。
2.范畴适用于我司所有手术垫单的成品检验。
3.职责3.1质检部:成品检验员收到各楼层质检发出的入库通知,成品检验员依据以下检查项目及方法检验,判定不合格需通知生产。
3.2生产部:对质检部判定的不良进行返工。
5.检验规则5.1组批:以同1次灭菌手术垫单或客户规定批号产品为1批。
5.2判定规则依据《取样检测频率表》进行抽样及判定。
消防服检验规范1.目的使本公司所有入库和出库的消防服成品检验有统一的标准可依,加大成品的品质操纵,确保所有的成品在出货前得到检验,杜绝退货现象的发生。
2.范畴适用于我司所有消防服的检验。
3.职责3.1质检部:成品检验员收到各楼层质检发出的入库通知,成品检验员依据以下检查项目及方法检验,判定不合格需通知生产。
3.2生产部:对质检部判定的不良进行返工。
5.检验规则5.1消防服应经质检部检验合格后,才可出厂。
5.2以客户要求的批号为1批产品。
5.3抽样及判定规则:依据《取样检测频率表》进行抽样及判定。
三角绷带检验规范1.目的使本公司所有入库和出库的三角绷带成品检验有统一的标准可依,加大成品的品质操纵,确保所有的成品在出货前得到检验,杜绝退货现象的发生。
2.范畴适用于我司所有三角绷带的检验。
3.职责3.1质检部:成品检验员收到各楼层质检发出的入库通知,成品检验员依据以下检查项目及方法检验,判定不合格通知生产。
3.2生产部:对质检部判定的不良进行返工。
5.检验规则5.1以客户要求的批号为1批产品。
5.2出厂检验为检验项目所有内容。
5.3抽样及判定规则依据《取样检测频率表》进行抽样及判定。
检查裤检验规范1.目的使本公司所有入库和出库的检查裤成品检验有统一的标准可依,加大成品的品质操纵,确保所有的成品在出货前得到检验,杜绝退货现象的发生。
2.范畴适用于我司所有检查裤的检验。
3.职责3.1质检部:成品检验员收到各楼层质检发出的入库通知,成品检验员依据以下检查项目及方法检验,判定不合格通知生产。
3.2生产部:对质检部判定的不良进行返工。
5.检验规则5.1以客户要求的批号为1批产品。
5.2出厂检验为检验项目所有内容。
5.3抽样及判定规则依据《取样检测频率表》进行抽样及判定。
围裙和袖套检验规范1.目的使本公司所有入库和出库的围裙和袖套成品检验有统一的标准可依,加大成品的品质操纵,确保所有的成品在出货前得到检验,杜绝退货现象的发生。
2.范畴适用于我司所有围裙和袖套的检验。
3.职责3.1质检部:成品检验员收到各楼层质检发出的入库通知,成品检验员依据以下检查项目及方法检验,判定不合格需通知生产。
3.2生产部:对质检部判定的不良进行返工。
5.检验规则5.1以客户要求的批号为1批产品。
5.2出厂检验为检验项目所有内容。
5.3抽样及判定规则依据《取样检测频率表》进行抽样及判定。
鞋套检验规范1.目的使本公司所有入库和出库的鞋套成品检验有统一的标准可依,加大成品的品质操纵,确保所有的成品在出货前得到检验,杜绝退货现象的发生。
2.范畴适用于我司所有鞋套的检验。
3.职责3.1质检部:成品检验员收到各楼层质检发出的入库通知,成品检验员依据以下检查项目及方法检验,判定不合格需通知生产。
3.2生产部:对质检部判定的不良进行返工。
5.检验规则5.1以客户要求的批号为1批产品。
5.2出厂检验为检验项目所有内容。
5.3抽样及判定规则依据《取样检测频率表》进行抽样及判定。
棉签检验规范1.目的使本公司所有入库和出库的棉签成品检验有统一的标准可依,加大成品的品质操纵,确保所有的成品在出货前得到检验,杜绝退货现象的发生。
2.范畴适用于我司所有棉签的检验。
3.职责3.1质检部:成品检验员收到各楼层质检发出的入库通知,成品检验员依据以下检查项目及方法检验,判定不合格需通知生产。
3.2生产部:对质检部判定的不良进行返工。
5.检验规则5.1以客户要求的批号为1批产品。
5.2出厂检验为检验项目所有内容。
5.3抽样及判定规则依据《取样检测频率表》进行抽样及判定。
医用无纺布敷料块检验规范1.目的使本公司所有入库和出库的医用无纺布敷料块检验有统一的标准可依,加大成品的品质操纵,确保所有的成品在出货前得到检验,杜绝退货现象的发生。
2.范畴适用于我司所有医用无纺布敷料块的成品检验。
3.职责3.1质检部:成品检验员收到各楼层质检发出的入库通知,成品检验员依据以下检查项目及方法检验,判定不合格需通知生产。
3.2生产部:对质检部判定的不良进行返工。
5.检验规则5.1以客户要求的批号为1批产品。
5.2出厂检验为检验项目所有内容。
5.3抽样及判定规则依据《取样检测频率表》进行抽样及判定。
一次性医用防护服检验规范1.目的使本公司所有入库和出库的防护服成品检验有统一的标准可依,加大成品的品质操纵,确保所有的成品在出货前得到检验,杜绝退货现象的发生。