光纤研磨基础知识PDF
- 格式:pdf
- 大小:207.51 KB
- 文档页数:3
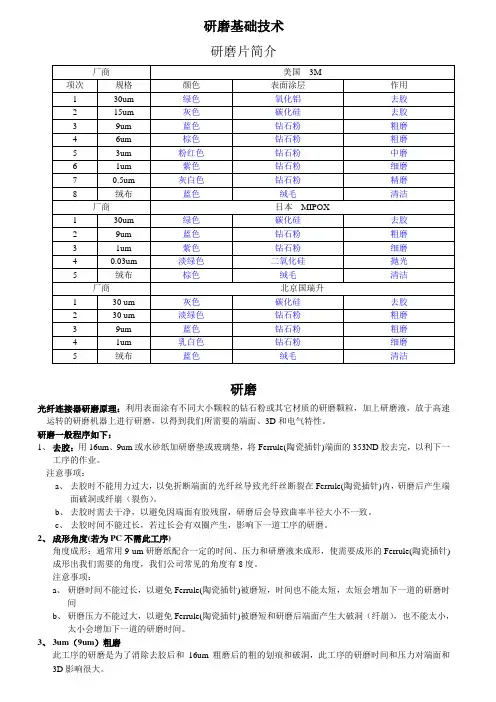
研磨基础技术研磨片简介研磨光纤连接器研磨原理:利用表面涂有不同大小颗粒的钻石粉或其它材质的研磨颗粒,加上研磨液,放于高速运转的研磨机器上进行研磨,以得到我们所需要的端面、3D和电气特性。
研磨一般程序如下:1、去胶:用16um、9um或水砂纸加研磨垫或玻璃垫,将Ferrule(陶瓷插针)端面的353ND胶去完,以利下一工序的作业。
注意事项:a、去胶时不能用力过大,以免折断端面的光纤丝导致光纤丝断裂在Ferrule(陶瓷插针)内,研磨后产生端面破洞或纤崩(裂伤)。
b、去胶时需去干净,以避免因端面有胶残留,研磨后会导致曲率半径大小不一致。
c、去胶时间不能过长,若过长会有双圈产生,影响下一道工序的研磨。
2、成形角度(若为PC不需此工序)角度成形:通常用9 um研磨纸配合一定的时间、压力和研磨液来成形,使需要成形的Ferrule(陶瓷插针)成形出我们需要的角度,我们公司常见的角度有8度。
注意事项:a、研磨时间不能过长,以避免Ferrule(陶瓷插针)被磨短,时间也不能太短,太短会增加下一道的研磨时间b、研磨压力不能过大,以避免Ferrule(陶瓷插针)被磨短和研磨后端面产生大破洞(纤崩),也不能太小,太小会增加下一道的研磨时间。
3、3um(9um)粗磨此工序的研磨是为了消除去胶后和16um粗磨后的粗的划痕和破洞,此工序的研磨时间和压力对端面和3D影响很大。
注意事项:a、此道工序的研磨时间不能过短,否则端面会有破洞产生及曲率半径会偏大。
b、压力不能过大或过小,压力过大研磨纸会磨破,且曲率半径会偏小;若过小会有破洞产生及曲率半径会偏大。
4、1um细磨此工序的研磨是为了去除3um(9um)研磨后粗的划痕和破洞,使端面划痕变得更细,以利下一工序抛光,此工序的研磨时间和压力对端面和3D影响很大。
注意事项:a、此道工序的研磨时间不能过短,否则端面会有破洞产生及曲率半径会偏大。
b、压力不能过大或过小,压力过大研磨纸会磨破,且曲率半径会偏小,若过小会有破洞产生及曲率半径会偏大。
光纤端面研磨在光通信中,光纤的质量和性能是至关重要的。
而光纤端面的质量直接影响着光传输的效率和质量。
因此,光纤端面的研磨是保证光纤质量的重要环节之一。
一、光纤端面的要求光纤端面的要求主要包括两方面,一是光学性能,二是机械性能。
1. 光学性能光纤的传输效果和质量与其端面的平整度和光泽度有直接关系。
光纤端面应该是光滑、平整、无划痕、无气泡、无杂质等缺陷。
同时,光纤端面的面积也应该足够大,以保证光的传输效率和质量。
2. 机械性能光纤端面的机械性能主要指其强度和耐磨性。
光纤端面应该具有足够的强度,能够承受光纤连接时产生的压力和拉力。
同时,光纤端面的磨损程度也应该尽可能小,以保证其长期稳定的性能。
二、光纤端面研磨的方法光纤端面研磨的方法主要包括机械研磨和化学研磨两种。
1. 机械研磨机械研磨是利用机械力和研磨粒子对光纤端面进行研磨。
机械研磨的优点是研磨速度快、效果好、成本低。
但是,机械研磨也存在一些缺点,比如研磨粒子易产生划痕,研磨过程中产生的热量容易导致光纤变形等。
2. 化学研磨化学研磨是利用化学反应对光纤端面进行研磨。
化学研磨的优点是研磨精度高、不会产生划痕、不会产生热变形等缺点。
但是,化学研磨的成本较高,研磨过程中的化学物质对环境和人体也有一定的危害。
三、光纤端面研磨的步骤光纤端面研磨的步骤主要包括以下几个方面:1. 清洗在进行光纤端面研磨之前,必须先将光纤端面清洗干净,以去除表面的灰尘、油脂、污渍等杂质。
2. 粗磨粗磨是将光纤端面研磨至平整度较高的过程。
一般采用机械研磨的方法,使用较大的研磨粒子进行研磨,以快速去除表面的凹凸不平。
3. 中磨中磨是将光纤端面研磨至更高的平整度的过程。
一般采用机械研磨的方法,使用较小的研磨粒子进行研磨,以去除表面的微小凹凸。
4. 细磨细磨是将光纤端面研磨至最高的平整度的过程。
一般采用化学研磨的方法,使用化学物质进行研磨,以去除表面的微小凹凸和化学反应产生的氧化物等杂质。
光纤连接器研磨研磨是組裝工藝中最重要的一部分。
研磨主要是對端面參數的調整,以及端面的處理。
參數會影響的對接性能,比如:對接是否精確,接觸是否緊密等﹔從而對光學特性造成一定的影響,主要是影響其跟。
端面好壞對也會影響的光學特性以及使用壽命。
研磨是影響的因數之一﹔但是對,研磨是起著決定性作用的。
研磨首先需要了解的常識:研磨機:中心加壓式研磨機:從研磨盤的中心施加的壓力,如光紅的。
最大的優點是:、壓力可以調節,即可以調節壓力來調節參數,又可通過更換研磨墊的硬度來調節參數,其對參數的調節有更多的選擇,所以可以減少對研磨墊種類的需求。
缺點是:、上盤苦難,對上盤的一致性要求比較高,否則將會對研磨產生不理想的效果。
比如:沒擰緊會造成沒有研磨不充分﹔上歪了會造成其頂點偏心,嚴重者影響附近的幾個甚至正盤的偏心狀況。
研磨時上盤需要嚴格的對稱,不能一邊多,一邊少。
、研磨程式難于控制,研磨程式受限于每盤的數量。
滿盤研磨才可以得到較好的效果。
、返修苦難,如在新的一盤加入一部分返修的,其往往不理想,或者是全盤(拆卸過的)返修,返修工序要從前幾道工序開始。
因拆邪過以及上盤時,難免會出現長度不一致的現象,所以只能依靠前幾道工序將的長度研磨成一致,才可以得到良好的返修效果,但是會對產生不理想的效果。
四角加壓式研磨機:從研磨盤的四個角施加的壓力,如廠內的精工技研的。
其優點是:、研磨程序比較穩定,研磨盤的設計是采用(獨立的拋光控制)控制。
理論上可以研磨數量從其最大孔位。
因其每個孔位是獨立的,不影響周邊孔位的。
實際上當數量上少的話,研磨時間應當相應減少。
、上盤容易,可避免因上盤而出現長短不一致的現象。
裝歪的現象也可以容易檢查出來。
、反修容易,其反修一般可以從后几道工序反修(主要指端面有不太嚴重的缺陷,黑點、划痕、膠圈等)。
缺點是:、壓力不可調節,完全依賴于研磨墊的硬度跟研磨時間的長短來調節端面的參數。
總體而言,研磨機比研磨機更穩定,操作上更為簡便。
一、研磨机SFP-550 研磨机SFP-520 研磨机SFP-400 研磨机SFP-520SFP-550SFP-550SSFP-70DSFP-70D2SFP-400型号:SFP-550SSFP-550(120A)SFP-520 SFP-70D 研磨机SFP-70D2 研磨机SFP-70DSFP-70D2SFP-400精工技研光纤研磨机采用独自的公转,自转复合的转台运动机构实现光纤端面的均匀研磨性能,适用于安定生产大批量光纤连接器件。
结合十多来在光纤端面加工中积累的丰富经验,提供研磨夹具,砂轮等综合解决方案。
机型:根据用途,批量以及使用环境,精工技研提供不同型号的研磨机系列产品。
对研磨性能有直接影响的部分,如连接器的装接精度,加压构造,研磨垫及砂轮研磨盘,尽可能采用一致的设计思路。
因此从小批量生产的机器转到大批量生产的机器,所积累的研磨技术经验,可同样用得上,并且只要更换研磨夹具就能对不同形状连接器进行研磨。
SFP-550( 120A)可以进行18 轴同时研磨,是用于批量生产的机型。
研磨夹具由 4 处进行固定,由弹性垫的压入量决定研磨压力,很容易建立一条研磨生产线。
SFP-520提供 12 轴的同时研磨,适用于批量生产。
不用取下研磨夹具即可对陶瓷插芯进行清洗并更换研磨片,是操作性极好的机型。
SFP-70D适合于少量生产的机型,最大可同时研磨 6 轴,并考虑到现场施工时的使用,可用直流电源进行工作。
因工作原理与 SFP-550( 120A)相同,从小型机向大型机转换也很方便。
SFP-70D2最大研磨数为 2 轴,使用于试制及实验用途,本机型为低价型。
型号SFP-550 ( 120A)SFP-520SFP-70D SFP-70D2轴数181262电源100-120V AC,50/60HZ or 220-240VAC 50HZ 100VAC to 240VAC,50/60HZ(通过 AC/DC 变压器),电池及汽车点烟插座加压方式弹簧加压自重加压插芯 PC 和 APC,插芯 PC 和 APC,插芯 PC和 APC,插芯 PC 和 APC,可使用的FC/PC/APC,FC/PC/APC,C/PC/APC,FC/PC, SC/PC,SC/PC/APC, ST/PC,SC/PC/APC,ST/PC,SC/PC/APC, ST/PC ST/PC研磨夹具LC/PC/APC,MU/PC,MT, LC/PCD4二、研磨夹具精工技研提供其生产的研磨机系列的夹具来满足各种接口的研磨类型:SFP-550 ( 120A)及 SFP-550-S 用研磨用途型号FC、 SC插芯PH55-FF-20FC 接插器PH55-FP-20 PC型SC 接插器PH55-CP-20ST 接插器PH55-SP-20LC 接插器PH55-PL-24FC、 SC插芯 8°研磨PH55-FF8A(C)-18 APC型FC 接插器 8°研磨PH55-FP8R(N)-18-ISC 接插器 8°研磨PH55-CP8A(C)-18还可根据用户要求提供其他类型的研磨夹具。
一、研磨机SFP-550研磨机SFP-520研磨机SFP-400研磨机SFP-70D研磨机SFP-70D2研磨机SFP-520SFP-550SFP-550SSFP-70DSFP-70D2SFP-400型号:SFP-550SSFP-550(120A)SFP-520SFP-70DSFP-70D2SFP-400精工技研光纤研磨机采用独自的公转,自转复合的转台运动机构实现光纤端面的均匀研磨性能,适用于安定生产大批量光纤连接器件。
结合十多来在光纤端面加工中积累的丰富经验,提供研磨夹具,砂轮等综合解决方案。
机型:根据用途,批量以及使用环境,精工技研提供不同型号的研磨机系列产品。
对研磨性能有直接影响的部分,如连接器的装接精度,加压构造,研磨垫及砂轮研磨盘,尽可能采用一致的设计思路。
因此从小批量生产的机器转到大批量生产的机器,所积累的研磨技术经验,可同样用得上,并且只要更换研磨夹具就能对不同形状连接器进行研磨。
SFP-550(120A )可以进行18轴同时研磨,是用于批量生产的机型。
研磨夹具由4处进行固定,由弹性垫的压入量决定研磨压力,很容易建立一条研磨生产线。
SFP-520提供12轴的同时研磨,适用于批量生产。
不用取下研磨夹具即可对陶瓷插芯进行清洗并更换研磨片,是操作性极好的机型。
SFP-70D适合于少量生产的机型,最大可同时研磨6轴,并考虑到现场施工时的使用,可用直流电源进行工作。
因工作原理与SFP-550(120A )相同,从小型机向大型机转换也很方便。
SFP-70D2最大研磨数为2轴,使用于试制及实验用途,本机型为低价型。
型号 SFP-550(120A )SFP-520 SFP-70DSFP-70D2轴数181262电源 100-120V AC ,50/60HZ or 220-240VAC 50HZ100VAC to 240VAC ,50/60HZ (通过AC/DC 变压器),电池及汽车点烟插座 加压方式弹簧加压 自重加压 可使用的研磨夹具插芯PC 和APC ,FC/PC/APC ,SC/PC/APC ,ST/PC ,LC/PC/APC ,MU/PC ,MT ,D4插芯PC 和APC ,FC/PC/APC ,SC/PC/APC ,ST/PC ,LC/PC插芯PC 和APC ,C/PC/APC ,SC/PC/APC ,ST/PC 插芯PC 和APC ,FC/PC ,SC/PC ,ST/PC二、研磨夹具精工技研提供其生产的研磨机系列的夹具来满足各种接口的研磨类型:SFP-550(120A)及SFP-550-S用PC型研磨用途型号FC、SC插芯PH55-FF-20 FC接插器PH55-FP-20 SC接插器PH55-CP-20 ST接插器PH55-SP-20 LC接插器PH55-PL-24APC型FC、SC插芯8°研磨PH55-FF8A(C)-18 FC接插器8°研磨PH55-FP8R(N)-18-I SC接插器8°研磨PH55-CP8A(C)-18还可根据用户要求提供其他类型的研磨夹具。
光纤端面研磨光纤端面研磨是一项非常重要的技术,它是保证光纤通信质量的关键步骤之一。
光纤通信作为现代通信技术的代表,已经成为人们生活中不可或缺的一部分。
在光纤通信中,光纤端面研磨是一项必要的工作,目的是为了保证光纤连接的质量和稳定性。
一、光纤端面研磨的原理光纤端面研磨是利用研磨片对光纤端面进行磨削,以达到光纤端面质量的要求。
在研磨过程中,需要使用一定的研磨液来冷却和润滑研磨片和光纤端面,以防止研磨过程中产生的热量对光纤的损伤。
研磨液的选择和使用也是影响光纤端面研磨质量的一个重要因素。
二、光纤端面研磨的步骤1、清洗光纤在进行光纤端面研磨之前,需要先对光纤进行清洗。
清洗的目的是为了去除光纤表面的污垢和油脂,以保证研磨的质量。
清洗时可以使用清洁剂和纯净水,但是一定要注意不要弯曲光纤,以免对光纤产生损伤。
2、研磨光纤将清洗干净的光纤放置在研磨机中,使用研磨片进行研磨。
研磨的过程中需要注意研磨片的选择和使用,以及研磨液的选择和使用。
研磨的时间和次数也需要根据实际情况进行调整,以达到最佳的研磨效果。
3、清洗光纤研磨完成后,需要对光纤进行清洗,以去除研磨过程中产生的研磨液和残留物。
清洗时可以使用纯净水和清洁剂,但是一定要注意不要弯曲光纤,以免对光纤产生损伤。
4、检查光纤清洗完成后,需要对光纤进行检查,以确认光纤端面的质量是否符合要求。
如果发现光纤端面存在问题,需要重新进行研磨,直到达到要求为止。
三、光纤端面研磨的影响因素1、研磨片的选择和使用研磨片的选择和使用对光纤端面的质量影响非常大。
不同的研磨片材料和粒度会对研磨效果产生不同的影响,因此需要根据实际情况进行选择。
同时,在使用研磨片的过程中,需要注意研磨片的磨损情况,及时更换研磨片,以保证研磨效果。
2、研磨液的选择和使用研磨液的选择和使用也是影响光纤端面研磨质量的一个重要因素。
不同的研磨液对光纤端面的研磨效果和光纤的损伤情况会产生不同的影响。
因此,在选择研磨液时需要根据实际情况进行选择,并且需要根据使用时间的长短及时更换。
光纤研磨技术
光纤研磨是光纤端面处理的重要环节,它涉及的技术主要有三种:PC、UPC和APC。
PC(Physical Contact)即物理接触,是微球面研磨抛光,插芯表面研磨成轻微球面。
UPC(Ultra Physical Contact)即超物理端面,是在PC的基础上更加优化了端面抛光和表面光洁度,端面看起来更加呈圆顶状。
APC(Angled Physical Contact)即斜面物理接触,光纤端面通常研磨成8°斜面。
不同的研磨方式决定了光纤传输质量,主要体现在插入损耗和回波损耗。
插入损耗是指光信号通过光纤跳线后,输出光功率相对输入光功率的分贝数。
一般情况下,PC、UPC和APC光纤连接器的插入损耗应小于0.3dB。
与APC光纤连接器相比,由于空气间隙更小,UPC/PC 光纤连接器通常更容易实现低插入损耗。
此外,插入损耗也可能由光纤连接器端面之间的灰尘微粒引起。
回波损耗又称为反射损耗,是指光信号通过光纤跳线连接处,后向反射光功率相对入射光功率的分贝数。
APC光纤连接器的端面是斜面抛光的,所以APC光纤跳线的回波损耗通常优于UPC光纤连接器。
一般情况下,采用PC研磨方式的光纤跳线的回波损耗为-40dB。
UPC 回波损耗相对于PC来说更高,一般是在-55dB。
以上信息仅供参考,如需了解更多信息,建议查阅光纤研磨技术相关书籍或咨询专业人士。
光纤束研磨
光纤束研磨是指通过研磨和抛光技术,将光纤束的端面进行加工,使其达到更高的光学性能。
光纤束研磨的主要目的是消除端面不平整、裂纹、污染和氧化等因素,从而提高光传输的效率和质量。
光纤束研磨的过程一般分为以下几个步骤:
1. 粗磨:采用砂轮或固体研磨片对光纤束端面进行粗磨,去除原有的不平整和损伤。
2. 精磨:采用钻石研磨片对光纤束端面进行精磨,使其表面更为光滑,消除小针孔和微小的裂纹。
3. 抛光:采用抛光机或手工抛光法对光纤束端面进行抛光,进一步消除残留的针孔和裂纹,使端面更为平整、光滑、清晰。
光纤束研磨需要使用到各种精密的工具和材料,如研磨片、抛光液、腊、钻石磨头等。
该技术主要应用于光纤传输系统、医疗设备、激光系统等领域。
光纤由于其高效的传输能力,被认为是一种高速数据传输的优质载体。
光纤连接器组件在光纤通信中起着十分关键的作用。
数据传输要求对连接器端面进行研磨以实现性能最大化,并且对连接器端面的研磨决定了它的光波传输质量。
对于包层直径大于200微米的绝大多数玻璃光纤而言,端面研磨是确保光传输质量的通用方法。
研磨科学在一台设计完好的设备中有具体的体现。
具有特定研磨运动原理并且经检测符合工业标准的设备,将生产出一批又一批完全相同的连接器。
当您需要采购一台机械式研磨机器时,您应该向生产厂商询问哪些问题呢?影响研磨光纤连接器后续性能的关键标准回波反射目前,回波反射的工业标准为<-55dB。
由于信号变形后,所期望的高数据速率会遇到数据位错误的问题,因此这一高水平的回波反射将造成依赖于光纤系统速度和清晰度的系统传输问题。
通常,我们所说的连接器用PC、SPC、UPC和APC表示,这些英文缩写描述的是连接器的端面类型,并且与回波反射的设计有关。
详细信息显示如下:PC(物理接触)SPC(超级物理接触)UPC(特级物理接触)APC(角度式物理接触)回波反射值=-35db 回波反射值=-45db回波反射值=<-55db选择的角度是8°。
这一角度将回波反射偏转至<-65db。
光纤研磨基础知识插入损耗插入损耗指的是两个连接器在对接时所损耗的功率值。
造成高插入损耗的原因有:光纤对接未对准、连接不到位(也称为“气隙”)和/或连接器端面的研磨质量。
目前,插入损耗的规定值为<0.5db,但通用期望值已变成<0.3db。
顶点偏移“顶点”指的是连接器端面的最高点。
顶点偏移指的是纤芯与连接器经过研磨后的最高点之间的测量距离。
过大的顶点偏移会带来高插入损耗和高回波反射。
下图显示了顶点偏移的三个水平。
曲率半径曲率半径是衡量连接器端面弯曲度的一个指标。
一个适当的直径加上一个可接受的光纤凹陷量,将使光纤到连接器的压接得到最优化。
今天我们要说的光纤研磨不是简单的光纤跳线,目前国内外生产的高功率激光器厂家所用的尾纤有更严格的要求。
因此,研究光纤端面研磨时高质量表面的形成机理已成为提高光纤连接器质量和制造效率的重要课题。
首先,我们先来了解一下光纤的结构与分类。
光纤结构:光纤裸纤一般分为三层:中心高折射率玻璃芯(芯径一般为50或62.5μm),中间为低折射率硅玻璃包层(直径一般为125μm),最外是加强用的树脂涂层。
数值孔径:入射到光纤端面的光并不能全部被光纤所传输,只是在某个角度范围内的入射光才可以。
这个角度就称为光纤的数值孔径。
光纤的数值孔径大些对于光纤的对接是有利的。
不同厂家生产的光纤的数值孔径不同(AT&T CORNING)。
光纤的种类:A.按光在光纤中的传输模式可分为:单模光纤和多模光纤。
多模光纤:中心玻璃芯较粗(50或62.5μm),可传多种模式的光。
但其模间色散较大,这就限制了传输数字信号的频率,而且随距离的增加会更加严重。
例如:600MB/KM 的光纤在2KM时则只有300MB的带宽了。
因此,多模光纤传输的距离就比较近,一般只有几公里。
单模光纤:中心玻璃芯较细(芯径一般为9或10μm),只能传一种模式的光。
因此,其模间色散很小,适用于远程通讯,但其色度色散起主要作用,这样单模光纤对光源的谱宽和稳定性有较高的要求,即谱宽要窄,稳定性要好。
单模光纤(Single-mode Fiber):一般光纤跳纤用黄色表示,接头和保护套为蓝色;传输距离较长。
多模光纤(Multi-mode Fiber):一般光纤跳纤用橙色表示,也有的用灰色表示,接头和保护套用米色或者黑色;传输距离较短。
B.按最佳传输频率窗口分:常规型单模光纤和色散位移型单模光纤。
研磨是Connector组装工艺中最重要的一部分。
研磨主要是对Ferrule端面3D参数的调整,以及端面的处理。
端面好坏也影响Connector的光学特性以及使用寿命。
下面我把在网上找到的一个很好的研磨资料整理给大家,希望对大家有所帮助!研磨程式對SFP-550研磨機而言,壓力是固定的(EZ-312比較少用),所以以下的研磨程式是沒涉及到壓力的調節的。
光纤研磨工艺介绍光纤研磨工艺介绍光纤是光导纤维的简称是由一组光导纤维组成的用于传播光束的细小而柔韧的传输介质.它是用石英玻璃或者特制塑料拉成的柔软细丝直径在几个μm光波波长的几倍到120μm.就象水流过管子一样光能沿着这种细丝在内部传输.光纤的构造一般由3个部分组成涂覆层包层纤芯如图通过对光纤结构的了解我们知道光纤结构自内向外为纤芯包层涂覆层.光纤内部一共有两种光折射率纤芯的折射率为n1包层的折射率为n2由于所掺的杂质不同使包层的折射率略低于纤芯的折射率即n2 n1.在石英玻璃光纤中包层的折射率仅比纤芯层的折射率略低一点.按几何光学的全反射原理光线就被束缚在纤芯中进行传输了.光纤的类型最常见的划分方式是将光纤分为单模光纤和多模光纤.光纤中光线通过的部分被称为光纤的纤芯并不是任何角度的光都能进入纤芯的要进入纤芯光线的入射角必须在光纤的数值孔径范围内.一旦光纤进入了纤芯其在纤芯中可以使用的光路数也是有限的这些光路被称为模式.如果光纤的纤芯很大光线穿越光纤时可以使用的路径很多光纤就称为多模光纤.如果光纤的纤芯很小光线穿越光纤时只允许光线沿一条路径通过这类光纤就称为单模光纤.单模光纤所谓单模光纤Single Mode Fiber就是指在给定的工作波长上只能传输一种模态即只能传输主模态其内芯很小约8--10μm.由于只能传输一种模态就可以完全避免模态色散使得传输频带很宽传输容量很大.这种光纤适用于大容量长距离的光纤通信.它是未来光纤通信和光波技术发展的必然趋势多模光纤所谓多模光纤Multi Mode Fiber就是指在给定的工作波长上能以多个模态同时传输的光纤多模光纤能承载成百上千种的模态.由于不同的传输模式具有不同传输速度和相位因此在长距离的传输之后会产生延时导致光脉冲变宽这种现象就是光纤的模间色散或模态色散.由于多模光纤具有模间色散的特性使得多模光纤的带宽变窄降低其传输的容量因此仅适用于较小容量的光纤通信国际上流行的布线标准EIA/TIA-568A和ISO 11801推荐使用三种光纤62.5/125μm多模光纤50/125μm多模光纤和8.3/125μm单模光纤.在光纤研磨过程中光纤的安全性操作是最被关注的问题之一.光纤光导纤维的简称犹如人类的头发一样细小.由于光纤是由玻璃和锋利的边缘组成在操作时要小心以避免被伤害到皮肤.曾经有人因为光纤进入血管而死亡注意光导纤维不容易被X光检测到当光纤进入人体后将随血液流动一旦进入心脏地带就会引发生命危险因此在进行光纤研磨操作时应采取必要的保护措施.安全的工作服穿上合适的工作服会增强你的安全感放心地和其他人一起高效率地工作.一般情况下在研磨实验中要求穿着长袖的面料厚实的外衣.安全眼镜在一些环境中带上安全眼镜不仅能保护你的眼睛而且能减少意外事故的发生.能防止光纤进入眼睛在选购安全眼镜时应选择受外力而不易破碎或损坏的高质量眼镜.手套在进行光纤研磨熔接等操作时手套是很有用处的手套能防止细小的光纤刺入人体保护操作者的安全.安全工作区安全工作区是指进行光纤研磨操作的地点.在选择时应避免选择那些污染严重有灰尘和污染物的地点因为在这种地方进行光纤的端接可能会影响端接的效果.此外也不能选择那些有风区作为工作区因为在这些地方进行光纤的端接存在一定的安全隐患空气的流动会导致光纤碎屑在空气中扩散或被吹离工作区容易落到工作人员的皮肤上引起危险.光纤研磨工艺介绍光纤研磨是指将光纤连接器和光纤进行接续然后磨光的过程.这是一项技术含量很高的复杂工艺所使用的工具和耗材如表所示操作流程如图所示表-光纤研磨相关工具工具名称备注耗材名称备注光纤剥线钳剥离光纤护套涂覆层等ST头和护套光纤连接器和保护装置专用针管注射混合胶水多模光纤光纤的一种类型冷压钳进行ST头固定操作光纤研磨砂纸对ST头进行研磨操作16头热固化炉进行胶水快速固化清洁布用于ST头端面的清洁切割刀处理多余光纤混合胶水使ST头和光纤连在一起光纤研磨盘进行光纤研磨双面胶处理多余光纤专用显微镜观察ST头端面专用剪刀对光纤进行剪切图-光纤研磨工艺流程图基本耗材和工具介绍操作步骤涂覆层125μm 62.5μm包层纤芯包层包层纤芯纤芯包层包层选定工作区相关准备工作使用剥线钳去除光纤外表皮涂覆层等将混合胶水注入ST连接器内将光纤插入ST连接器内使用冷压钳进行固定并安装压力防护罩使用热固化炉进行烘干操作使用切割刀处理多余光纤使用粗砂纸进行研磨使用细砂纸进行研磨使用专用显微镜进行端面观察完成研磨1.专用注射器的准备工作从注射器上取下注射器帽将附带金属注射器针头插入到针管上旋转直至锁定.注意要保留注射器帽以便盖住部分使用的注射器并放入盒中供以后使用.3.光纤护套的安装按正确的方向将压力防护罩以及护套光纤的压接套推过光纤.注意在安装光纤护套时请注意安装的先后顺序.2.混合胶水的配制将白胶和黄胶以31的比例进行调配.并将调配均匀的混合胶水灌入专用针管内完成后放在一边待用.注意此种混合胶水有一定的使用时限大约在2到3个小时后会自动干硬因此希望及时使用.4.护套剥除使用剥线钳将光纤的最外层进行剥离注意在剥离时将剥线钳和光纤成45度角并且在剥线时请注意光纤剥线长度.注意使用剥线钳时不宜用力过猛以免导致光纤折断.5.测量长度按模板所示用提供的模板卡量出并用记号笔和标记缓冲层长度.6.剥离光纤缓冲层涂覆层再次使用剥线钳使用较小的锯齿口分至少两次剥去缓冲层涂覆层.注意请先确保工具刀口没有缓冲层屑如有请事先清理.7.去除光纤表面的残余物剥去缓冲层后使用专用的干燥无毛屑的清洁纸将光纤上的任何残余物都擦净.注意必须擦去所有护套残余否则光纤会无法装入连接器.擦净光纤后切勿再触摸光纤.8.将混合胶水注入ST头内抽出连接器的防尘盖并将注射器的尖端插入ST连接器直至稳定.然后向内注射混合胶水直至ST头的前端出现胶水就可将注射器慢慢后移移动的过程中也要注入混合胶水.使整个ST头内都充满胶水这样就能确保光纤和ST头能紧密的连接.注意不要注射太多以防胶水倒流.9.将光纤插入ST头内将光纤插入ST连接器内由于已经注入了胶水会有一定的润滑作用但在具体操作时还是要靠个人的手感直到光纤露出连接器外为止.10.安装金属护套当成功完成上一步工作后就可将金属护套上移使其抵住连接器的肩部.注意金属护套主要是起到固定作用通过压制它能将ST头和多模光纤紧密的连接在一起.11.使用冷压钳进行固定使用冷压钳进行压制使ST头和多模光纤紧密的连接在一起使用冷压钳时应充分合拢然后松开.12.再一次使用冷压钳进行固定完成第一次压制后将ST头转一个方向再进行一次固定从而确保多模光纤和ST头之间连接的紧密性.13.安装压力防护罩将压力防护罩上移直至ST头连接器的肩部使得整个连接部分都能得到保护.14.准备热固化由于采用的是混合胶水这种胶水并不带有速干功能因此需要进行固化烘干.这里使用的16头热固化炉在使用前需要进行预热预热时间大概是5分钟.15.开始热固化当预热完成后将ST头插入热固化炉内开始进行烘干所需要的固化时间一般是10到15分钟.注意在将ST头插入热固化炉时请格外小心防止光纤折断在固化炉内.16.对多余光纤进行切割用光纤切割刀的平整面抵住ST头前端要小心地在靠近ST头前端和光纤的横断面刻划光纤.请仅在光纤的一面刻划.注意刻划时请勿用力过大以免光纤断路或产生不均匀的裂痕.17.多余光纤的处理使用双面胶布将切割下来的多余光纤进行收集使多余的光纤粘在双面胶布上并保存在安全的位置.注意1光纤碎屑是不容易看到的.如果没有正确的处理玻璃纤维可能会造成严重伤害.注意2注意在研磨前请勿碰撞或刷光纤的端面.18.研磨准备工作在开始研磨前应先将各种类型的砂纸研磨盘清洁纸护垫纯净水准备好.19.对光纤头进行初次研磨1号砂纸绿色ST连接器用一只手握住另一只手握住砂纸进行研磨.用ST头前端以8字方式轻刷研磨砂纸的糙面以便将光纤小突起磨成更光滑更容易研磨的尖端.保持此动作直至尖端几乎与光纤端面齐平.20.正式研磨的准备工作1号砂纸绿色将ST连接器插入研磨盘中并在砂纸上倒上少许清水加水的原因是为了使研磨更加顺畅然后就可以开始研磨了.21.开始研磨1号砂纸绿色轻轻握住ST连接器使用8字研磨方式开始进行研磨应掌握研磨的力度防止光纤产生碎裂.研磨一段时间后就应使用显微镜进行观察查看端面是否平整是否可进行细磨.22.开始细磨2号砂纸黄色轻轻握住连接器施以中等压力并以50-75mm2-3in的8字方式研磨25-30转.注意研磨时切勿用力过大.研磨一段时间后应使用显微镜进行观察查看端面是否平整是否已经符合要求.23.研磨要优化连接器光学性能同时尽量延长研磨砂纸的使用寿命每研磨14个连接器就使用砂纸的不同部位.使用砂纸的5个部位可以保证每张砂纸都可以研磨70个连接器.另外尖端上粘合剂的量8字的大小以及研磨压力大小都会影响砂纸寿命.24.研磨后清洗连接器端面研磨结束后需要使用清洁布将连接器的端面进行擦拭将研磨时所遗留下来的纯净水灰尘等一并除去.25.使用显微镜进行观察用显微镜观察研磨后的连接器端面以确保在光纤上没有刮伤空隙或碎屑.如果研磨质量可以接受须将防尘帽盖到连接器上以防止光纤损坏.26.研磨设备的清洗保存从研磨盘上取下连接器并使用浸润了99试剂级无水酒精的无毛屑抹布或浸透酒精的垫子清洁连接器和研磨盘.在储存前务必用蒸馏水或无离子水彻底冲洗砂纸的表面以保证砂纸的下次使用时处于最佳状态.27.成品通过上述步骤完成两个ST头的研磨后通过测试的光纤跳线就能被使用在各种网络通讯中了.。
曲率半径
曲率半径是衡量连接器端面弯曲度的一个指标。
一个适当的直径加上一个可接受的光纤凹陷量,将使光纤到连接器的压接得到最优化。
关于曲率半径的工业规范为10-25mm。
这一范围实现了连接器的最大性能。
光纤凹陷量/凸出量
凹陷量衡量的是光纤在连接器插针内部陷入的距离,但是,光纤的一部分也有可能留在插针外部。
这两种情况直接取决于研磨的处理过程,并且可以由干涉计来测量。
光纤凹陷的通常规定值为大于50nm。
光纤凹陷能够影响回波反射和插入损耗。
当连接器对准后,光纤周围的插针材料就会压紧,最大程度地使带有合适凹陷量/凸出量的光纤紧密接触。
没有进行紧密连接的光纤之间会有气隙。
气隙会造成让人无法接受的回波反射和插入损耗值。
光纤凹陷和凸出:
研磨提示和过程思考
研磨砂纸-研磨砂纸是研磨操作中最为重要的一个要素。
每个供应商的品质和等级都不同。
当研发一项研磨技术时,都应仔细考虑研磨砂纸的类型、型号和颗粒大小。
强度过大的研磨砂纸能够损坏一根125μm的光纤,球面半径会遭到破坏而无
法修复。
而且,对于实际成本而言,研磨砂纸的初始成本十分重要,因为它与研磨砂纸的使用周期有关-这在不同的厂商之间有很大的不同。
在使用之前和之后要将每一片研磨砂纸清洗干净。
清洁可提高研磨砂纸的使用寿命,并且能够降低每个连接器的成本。
环氧胶-不同类型的环氧胶可由特定级别的金刚石研磨砂纸轻易去除。
这一步骤使用到的研磨砂纸类型取决于环氧胶的类型和连接器端面环氧珠的大小。
不同环氧胶的硬度级别不同—有些比较软,有些比较硬—硬环氧胶能够通过粗砂纸(20um、30um等)轻易去除,而较软的环氧胶则最好使用细砂纸(9um、5um等)来去除。
研磨之前,停留在连接器上的环氧珠应削减到针头一样的大小。
这可以延长研磨砂纸的使用寿命。
同时,您可以尝试不同级别的金刚石研磨砂纸,直到您找到符合您需求的研磨砂纸。
清洁度-当希望得到最好的连接器研磨结果时,无污染的环境是非常必要的。
软化水/纯净水、异丙醇、无尘擦拭纸、无尘棉签都是用来降低污染的材料。
定期检查参考光缆的端面,确保研磨端面正确无误。
连接和去连接将导致一定时间内的碎屑积累。
用蘸有酒精的无尘擦拭纸清洁端面。
同时,某些时候还需要重新研磨参考光缆。
在重复研磨后,将需要替换掉参考光缆。
润滑-软化水、纯净水和研磨液,若正确使用这些材料,
可增强连接器的性能。
最好的办法就是使用细砂纸(20-60nm)-比最后一道研磨工序所使用的砂纸要小至少一半-可降低5dB的回波损耗。
稀释纯净水/软化水将提高您的研磨质量。