端子压接工艺检验标准
- 格式:doc
- 大小:1.28 MB
- 文档页数:2
端子压接标准及检验规范一、引言端子压接是一种常见的电气连接方式,用于将导线与端子连接,实现电流传输和信号传递。
为了保证电气连接的可靠性和安全性,端子压接需要遵循一定的标准和检验规范。
本文将介绍一些常见的端子压接标准和检验规范。
二、端子压接标准2.美国标准:美国国家标准学会(ANSI)和美国电气制造商协会(NEMA)制定了关于端子压接的标准。
其中,ANSIC119系列标准主要适用于传输和分配系统中使用的压接端子和配件,而NEMAWC系列标准适用于电线和电缆中使用的压接端子。
3. 其他标准:各个国家和地区还有一些针对特定行业或特定材料的端子压接标准,如德国尼盖尔(Negele)公司的压接端子标准等。
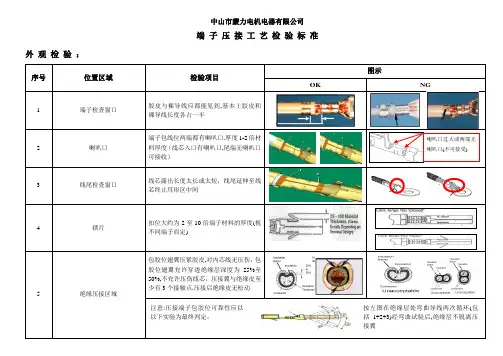
三、端子压接检验规范1.外观检查:对端子压接的外观进行检查,包括端子的色泽、表面是否有明显的划痕、变形或氧化等情况。
2.尺寸检验:测量压接端子的尺寸,包括导线进入端子的长度、导线固定部分的长度和端子的总长度等。
3.强度检验:对压接端子的强度进行检验,主要包括端子是否能够承受预定的拉力,以及在规定的压接力下是否能够保持良好的连接状态。
4.电气性能检验:通过使用示波器或万用表等设备对压接端子的接触电阻、电压降、接触可靠性等进行检测和分析,以保证端子压接的电气性能符合要求。
5.可靠性检测:对压接端子进行抽样检验和可靠性测试,以评估其在长期使用中的可靠性和稳定性。
6.检验记录:对每次压接进行检验时,需要详细记录相关的检验数据和结果,以备后续追溯和分析。
四、结论端子压接是一种常见的电气连接方式,必须遵循一定的标准和检验规范,以保证电气连接的可靠性和安全性。
国际电工委员会、美国标准以及其他相关标准制定了相应的端子压接标准,包括对端子尺寸、力度和电气性能等方面的要求。
对于端子压接的检验,主要包括外观检查、尺寸检验、强度检验、电气性能检验和可靠性检测等方面的内容。
通过遵循标准和执行检验规范,可以确保端子压接的质量和可靠性,从而提高电气连接的安全性和可靠性。
SC端子压接标准
一、压接范围
本标准适用于SC端子与导线之间的压接连接。
SC端子是一种用于连接光纤的连接器,具有高精度、高稳定性和高可靠性等特点。
二、压接工具
压接钳:用于压接SC端子与导线的连接器。
剥线钳:用于剥去导线的绝缘层。
螺丝刀:用于固定SC端子与导线的连接器。
三、压接材料
SC端子:符合相关标准的高质量SC端子。
导线:符合相关标准的单芯或多芯光纤。
四、压接方法
准备工作:检查SC端子和导线是否符合规格,剥去导线的绝缘层。
压接过程:将导线插入SC端子的插口中,使用压接钳进行压接,确保连接牢固。
固定过程:使用螺丝刀将SC端子与导线连接器固定在一起。
五、压接质量
压接后,SC端子与导线连接牢固,无松动现象。
压接后的导线应无毛刺、破损等现象。
压接后的导线颜色应一致,无混色现象。
六、注意事项
在压接过程中,应注意安全,避免受伤。
在使用压接钳和螺丝刀等工具时,应注意力度和角度,避免损坏工具和产品。
在运输和使用过程中,应注意保护SC端子和导线连接器,避免受到撞击和振动。
七、检验标准
检查SC端子与导线连接器的外观是否完好,无破损、松动等现象。
使用测试仪器对SC端子与导线连接器进行测试,确保连接质量和稳定性符合相关标准。
对于不合格的产品,应及时进行返工或报废处理。
八、包装运输
SC端子与导线连接器应采用防震、防潮、防尘等保护措施进行包装。
在运输过程中,应注意避免剧烈振动和冲击,确保产品安全到达目的地。
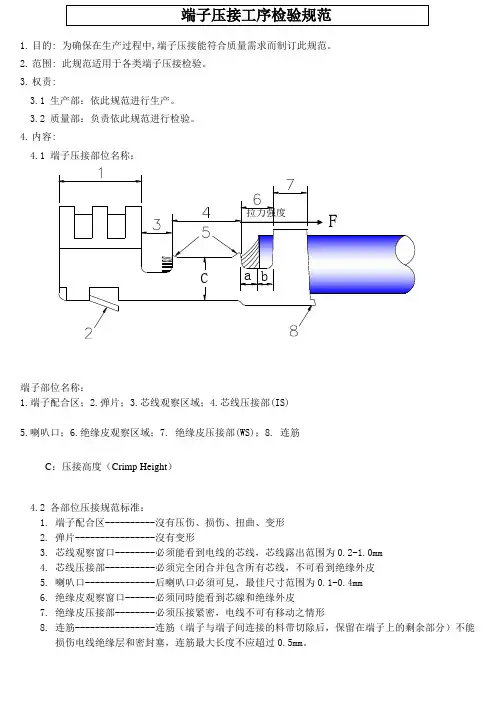
端子压接检验参考标准页码:第 3 页共 7 页明。
6.1.7 所有的压接必须符合端子制造商公布的要求。
如压接高度,拉力测试等,而具体使用的专用工具无关。
端子制造商的质量要求或高于本规范; 所有压接端子必须满足行业规范。
如 EIA,IEC,NEMA,UL等其它特定的要求。
6.1.8应当使用制造商文件中指定的工具,如果使用其它工具,应当的客观证据证明明该过程的有效性。
6.1.9压接工具可以是手工或自动操作,3级产品的压接应当使用全循环压接工具。
6.2端子导体横截面金相分析:6.2.1新刀模首次生产前,刀模寿命达到需要分析时,产线首次开机时,对这两种类型的端子(冲压-开环型端子及机制端子)需要做导体横截面分析,如客户有特殊要求时依客户要求频率或时机进行分析;如客户对横截面分析没有特殊要求则按以下标准进行判断。
6.2.2冲压-开放型(对称端子边)端子的导体压接点横截面:1. CH 压接高度根据端子供应商提供的规格用分离卡测量2. CB压接宽度3. CBM可测量的压接宽度根据端子供应商提供的规格用分离卡测量4. W 支撑角度大于或等于30度5. L支撑长度大于或等于端子材料厚度的1/4,但最小大于或等于0.1mm6. 卷曲末端距离大于或等于0.1*端子材料厚度7. GH毛边高度小于或等于1*端子材料厚度端子压接检验参考标准页码:第 4 页共 7 页8.GB毛边宽度如果毛边高度小于1/2*端子厚度时,毛边宽度小于或等于3/4*端子材料厚度;如果毛边高度大于或等于1/2*端子厚度时,毛边宽度小于或等于1/2*端子厚度9. S端子底部厚度大于或等于0.75*端子材料厚度6.2.3端子导体压接接点处横截面的判定标准:A.端子导体良好的压缩标准:端子卷曲桶内必须填满所有导体,且导体有明显的压缩(导体呈多边形);如果所有导体已压缩变形,在导体间形成的空隙是可以接受的(见下图示);端子卷曲需要对称且闭合;导体与端子壁紧密连接,端子壁不可出现裂纹,所有导体必须包裹在端子桶内,不允许出现任一根导体外露(叉出)或断股(少导体),如果导体压缩太松,可以先确认导体股数; 避免导体压缩过度,针对毛边及压接高度,端子厚度的变形不能超过限制。

导线检验方法及端子压接要求导线是电气传输中的重要元素,其连接质量直接影响着电气设备的正常运行和使用寿命。
为了确保导线连接的质量和稳定性,需要对导线进行检验,并按照要求进行端子压接。
一、导线的检验方法1.外观检查:检查导线表面是否有氧化、腐蚀、变形等现象。
若有异常现象应及时更换导线。
2.尺寸检查:测量导线的截面面积和长度是否符合标准要求。
3.电气性能检查:使用万用表或电阻测量器测量导线的电阻值,确保导线的电导率正常。
1.确保导线端部整齐:在进行端子压接之前,应首先确保导线的端部整齐,没有松散的纤维和刺穿的导线。
2. 线端长度:导线端子的长度一般应满足端子插入端子盒的要求,通常为10-15mm。
3.压接工具的选择:应选用合适的压接工具,如压接钳或压接机等。
压接工具应与导线相匹配,确保压接质量。
4.压接力度:压接力度应适中,过大易导致导线变形,过小则容易产生接触不良,影响电流传输。
5.端子压接方式:端子的压接方式可以分为冷压接和热压接两种。
冷压接适用于铜制导线,热压接适用于铝制导线。
6.端子压接质量检查:压接完成后,应使用万用表或电阻测量器进行端子压接质量检查,确保接触性良好。
三、导线的保养与维护1.定期清洁导线表面:导线表面会因为灰尘、污垢等因素而产生电阻,影响导线的传导能力。
因此,应定期清洁导线表面,确保导线正常运行。
2.导线固定:导线在运行过程中,可能会受到振动和外力的作用,因此应进行固定,避免导线松动或脱落。
3.导线保护:在特殊环境条件下,如潮湿、腐蚀等环境,需要加装导线保护套或涂覆防护漆等措施,以延长导线的使用寿命。
综上所述,导线的检验方法及端子压接要求对于确保导线连接质量和稳定性至关重要。
除了按照要求进行检验和压接之外,还要注意导线的保养与维护,以确保其正常运行和延长使用寿命。
电缆端子压接标准电缆端子压接是一种连接电缆和设备的常见方法,其质量的好坏直接影响到电气设备的安全性和可靠性。
为了保证电缆端子压接的质量,各国普遍采用了一系列的标准来规范和指导电缆端子压接的工艺和要求。
在国际上,IEC60820标准是对电缆连接器压接连接评定的主要参考文件。
该标准通过多项测试要求,评估电缆连接器到导电元件之间的压接连接,以保证其性能和可靠性。
IEC60820标准包括了对电缆端子的尺寸、材料、压接工艺、导通电阻和机械性能等方面的详细规定,确保了电缆端子压接的标准化和一致性。
另外,在德国,DIN46234标准是电缆端子压接的重要参考文件。
该标准规定了电缆端子的尺寸和性能要求,以及压接工艺中的压接工具、压接压力和压接工序等方面的具体指导。
DIN46234标准的实施能够有效保证电缆端子压接的质量和可靠性。
在中国,中国电线电缆工程技术协会发布了《电线电缆端子压接和断面连接检测技术规程》,这是我国电缆端子压接的行业标准。
该规程包括了电缆端子压接的定义、要求、检测方法、设备和工具要求等方面的详细内容。
规程中还规定了电缆端子的压接工艺标准、压接电缆截面的限制和压接质量的检验方法,以确保电缆端子压接质量符合标准要求。
除了上述国际和行业标准外,还有一些公司和组织制定了自身的标准和规程,用于指导电缆端子压接的质量控制。
例如,ABB公司制定了《ABB电缆接头工程技术标准》,该标准包括了对电缆端子的压接工艺、工具要求和机械性能测试等方面的详细规定。
这些公司和组织的标准通常结合自身的实际情况和要求,对电缆端子压接进行了专门化的规范和指导。
总之,电缆端子压接的标准化是保证电气设备安全性和可靠性的重要保证。
国际上的IEC60820标准、德国的DIN46234标准,以及中国的《电线电缆端子压接和断面连接检测技术规程》,都是电缆端子压接过程中的重要参考文件。
此外,一些公司和组织还制定了自身的标准,以指导压接工艺和质量控制。
文本号:版本号:端子压接检验参考标准页码:第3 页共7 页明。
6.1.7 所有的压接必须符合端子制造商公布的要求。
如压接高度,拉力测试等,而具体使用的专用工具无关。
端子制造商的质量要求或高于本规范; 所有压接端子必须满足行业规范。
如EIA,IEC,NEMA,UL等其它特定的要求。
6.1.8 应当使用制造商文件中指定的工具,如果使用其它工具,应当的客观证据证明明该过程的有效性。
6.1.9 压接工具可以是手工或自动操作,3级产品的压接应当使用全循环压接工具。
6.2 端子导体横截面金相分析:6.2.1 新刀模首次生产前,刀模寿命达到需要分析时,产线首次开机时,对这两种类型的端子(冲压- 开环型端子及机制端子)需要做导体横截面分析,如客户有特殊要求时依客户要求频率或时机进行分析;如客户对横截面分析没有特殊要求则按以下标准进行判断。
6.2.2 冲压- 开放型(对称端子边)端子的导体压接点横截面:1. CH 压接高度根据端子供应商提供的规格用分离卡测量2. CB 压接宽度3. CBM 可测量的压接宽度根据端子供应商提供的规格用分离卡测量4. W 支撑角度大于或等于30度5. L 支撑长度大于或等于端子材料厚度的1/4 ,但最小大于或等于0.1mm6. 卷曲末端距离大于或等于0.1* 端子材料厚度7. GH 毛边高度小于或等于1* 端子材料厚度文本号:版本号:端子压接检验参考标准页码:第4 页共7 页8.GB毛边宽度如果毛边高度小于1/2* 端子厚度时,毛边宽度小于或等于3/4* 端子材料厚度;如果毛边高度大于或等于1/2* 端子厚度时,毛边宽度小于或等于1/2* 端子厚度9. S 端子底部厚度大于或等于0.75* 端子材料厚度A.端子导体良好的压缩标准:端子卷曲桶内必须填满所有导体,且导体有明显的压缩(导体呈多边形);如果所有导体已压缩变形,在导体间形成的空隙是可以接受的(见下图示);端子卷曲需要对称且闭合;导体与端子壁紧密连接,端子壁不可出现裂纹,所有导体必须包裹在端子桶内,不允许出现任一根导体外露(叉出)或断股(少导体),如果导体压缩太松,可以先确认导体股数; 避免导体压缩过度,针对毛边及压接高度,端子厚度的变形不能超过限制。
接线端子压接标准
————————————————————————————————作者:————————————————————————————————日期:
接线端子压接标准
如果端子没有正确地压接在线缆上,您会忘记在选择正确的接线端子上付出的所有辛苦努力。
虽然有常见的压接高度问题会降低您的产品的可靠性,但是仅需一些小的知识和预先规划就可以简单地避免这些问题。
1. 压接高度过低
压接高度是指导体压接区在压接后的横截面高度,它是良好压接最重要的特征。
接线端子生产厂家提供了为端子设计的每种线缆尺寸的压接高度。
给定线缆的正确压接高度范围或公差可能小达0.002”。
在如此严格的规范下,检验压接机是否设置正确对于获得良好压接是非常重要的。
过小 (图1)或过大(图2)的压接高度无法提供规定的压接强度(对线缆端子的保持力),会减小线缆拉拔力和额定电流,一般情况下还会引起压端头在非正常的工作条件下性能降低。
过小的压接高度还会压断线芯或者折断导体压接区的金属。
图.1
图.2
2. 压接高度过高
过大的压接高度无法正确压缩线芯,引起压接区过大的无效空隙,因为线芯和接线端子金属之间没有足够的金属间接触。
以上问题的解决方法很简单:调节压接机上的导体压接高度。
在首次使用压接机进行工作时,使用(图B), 中所示的光标卡尺或千分尺检验压接高度在规定范围内,并且在工作过程中应按照要求的频度重新检查,以保持正确的压接高度。
端子压接及检验标准-回复端子压接是一种常见的电气连接方式,它主要用于连接导线与电子设备的端子。
本文将介绍端子压接的概念、压接工艺、压接的重要性以及端子检验的标准。
一、端子压接的概念端子压接是一种将导线连接到端子上的方法,通过将导线置于端子的压接区域,并利用适当的工具施加压力,使导线与端子之间形成稳固的电气连接。
端子压接通常用于电子设备、配电柜、电动机等需要稳定可靠连接的场合。
二、端子压接工艺1. 选择合适的端子和导线:根据使用环境、电流负荷和导线规格选择合适的端子和导线。
2. 剥离导线绝缘层:使用剥线钳或剥线工具,将导线的绝缘层剥离,露出一定长度的裸露导线。
3. 清洁导线表面:使用清洁剂或酒精等清洁导线表面,确保导线绝缘层下的金属表面干净。
4. 定位导线:将导线插入端子的压接区域,并确保导线完全插入。
5. 施加压力:使用合适的压接工具,对端子进行压接。
压接力度要适中,既不能太松,也不能太紧。
6. 检查压接质量:使用喷胶机对压接处喷胶,固化导线与端子间的连接。
使用万用表或者钳型表检查连接是否稳固可靠。
三、端子压接的重要性端子作为电气连接的关键部件,其连接质量对电气设备的正常运行起着至关重要的作用。
良好的端子压接可以确保电流的正常传输,减少因接触不良、松动等问题导致的电路故障。
同时,良好的端子压接还能延长电气设备的使用寿命,提高设备的可靠性和安全性。
四、端子检验标准端子的检验是为了保证端子压接的质量,以下是常见的端子检验标准:1. 外观检查:检查端子的外观是否完好无损,无锈蚀、变形和严重磨损等。
端子表面应光滑,无明显毛刺。
2. 连接力度检查:使用标准万用表或钳型表测量端子的压接质量。
压接质量好的端子接触电阻应小于规定值。
3. 强度测试:对端子进行拉力测试,确保端子与导线之间的连接牢固可靠。
4. 规格检查:检查端子的型号、规格是否与使用要求相符。
端子的材料、电镀层和导线插入孔的尺寸应符合标准要求。
通过端子压接工艺的正确实施以及严格按照检验标准进行端子检验,可以确保端子连接的质量和可靠性。
端子压接及检验标准端子压接是一种常见的电气连接方式,用于将电线或导线连接到电气设备或终端设备的接线端子上。
它是电气工程中重要的一环,直接关系到电气设备的正常运行和安全性能。
为了确保端子压接的质量和可靠性,制定了一系列的检验标准和规范,下面将对端子压接及检验标准进行详细介绍。
一、端子压接的定义和原理端子压接是通过将导线插入到端子中,并利用压接工具对端子进行压接,以实现电气连接。
端子压接的原理是通过压接工具的力量,将端子的接触面和导线的导电层压实,形成一个可靠的电气连接。
压接过程中,端子的弹性变形将导线固定在端子中,同时在端子和导线之间产生良好的电气接触。
端子压接的优点是接触电阻小、接触面积大、可靠性高,适用于各种导线和端子的连接。
二、端子压接的要求和标准1. 压接工具的选择:端子压接需要使用专用的压接工具,常见的有压接钳和压接机。
压接工具的选择要根据不同的端子类型和规格来确定,以确保压接的质量和可靠性。
2. 端子的选择:端子的选择要根据电气设备的需求和使用环境来确定。
端子的材质应具有良好的导电性能和耐腐蚀性能,同时要符合相应的标准和规范。
3. 导线的准备:在进行端子压接之前,需要对导线进行准备工作。
首先要剥去导线的绝缘层,露出足够的导电层。
然后根据端子的规格,将导线的长度和剥线长度调整到合适的位置。
4. 端子压接的力度:端子的压接力度是保证端子压接质量的关键因素之一。
压接力度过大会导致端子的破坏或导线的断裂,压接力度过小则会导致接触电阻增大。
因此,要根据端子的规格和要求,调整压接工具的力度,确保压接的质量和可靠性。
5. 端子压接的检查:端子压接完成后,需要对压接质量进行检查。
主要检查项包括:端子与导线之间是否有间隙,压接是否均匀,端子是否紧固,导线是否牢固等。
通过对端子压接质量的检查,可以及时发现并排除可能存在的问题,确保电气连接的可靠性和安全性。
三、端子压接的检验标准端子压接的质量和可靠性是电气设备正常运行和安全性能的保证,因此有一系列的检验标准和规范来指导端子压接的质量检验。
端子压着标准及检验规范全端子压着标准及检验规范全,是指电器或电子设备中的端子部分,按照标准和规范进行正确的压着与检验。
端子是电器或电子设备中用于连接导线或插件的接口部分,其压着的质量和安全性直接影响整个设备的性能和使用寿命。
下面将分别介绍端子压着的标准和检验规范。
一、端子压着标准端子压着的标准主要包括国内和国际标准两个方面。
国内标准:1.GB/T2316-2000《端子用压接端子规范》:该标准规定了端子的分类、命名、型号、用途范围、外观要求、机械性能测试、电性能测试以及包装标志等内容。
2.JB/T9281-1999《电气连接端子丝纹固定插头装置》:该标准规定了端子的结构、材料、尺寸、电气性能等要求,适用于各种电器设备的端子接口。
3.GB/T1273.2-2024《各类电器接地装置Ⅱ.压接装置》:该标准规定了电器接地装置中的压接端子应符合的要求,包括材料、尺寸、形状、耐热性能、电气性能等。
国际标准:二、端子压着检验规范端子压着的检验规范主要包括以下几个方面。
1.外观检查:检查端子金属部分的表面是否平整、有无裂纹、划痕或其他损坏等缺陷。
2.尺寸检查:使用合适的测量工具检测端子的尺寸是否符合设计规范,包括长度、宽度、厚度等方面。
3.机械性能测试:包括端子的拉拔强度、插拔次数和抗震动、抗冲击能力等测试,以确保端子可以承受正常使用条件下的力学负荷。
4.电性能测试:包括绝缘电阻、电接触电阻、导通电阻、电弧击穿电压等测试,以保证端子的导电性能和安全性能。
5.耐热性能测试:将端子暴露在高温环境下,测试其耐热性能,以保证端子在高温环境下的稳定工作能力。
6.耐腐蚀性能测试:将端子暴露在化学腐蚀气体或液体中,测试其耐腐蚀性能,以保证端子在腐蚀环境下的长期稳定工作能力。
7.包装标志:标识端子的型号、规格、用途、生产厂商信息等,以便用户正确选择和使用。
综上所述,端子压着标准和检验规范是保证电器或电子设备端子质量和安全性的重要措施。
端子压接标准及检验规范端子压接是一种常见的电气连接方式,用于连接电线和电器设备的导线端子。
端子压接的质量直接影响到电气连接的可靠性和安全性,因此需要严格遵循端子压接标准及检验规范。
一、端子压接标准:1.GB/T1179-2024《铜压接端子》:该标准规定了铜压接端子的分类、结构、尺寸、质量要求、试验方法等。
根据端子的不同用途,分为电力、通信、控制等多个类别,具体要求有严格的尺寸、强度、导电性能等方面的要求。
该标准规定了铝压接端子的分类、结构、尺寸、质量要求、试验方法等。
铝材料的电导率较低,因此铝压接端子的要求相对于铜压接端子更为严格,主要涉及压接质量、电接触电阻等指标。
该标准规定了铜和铝材料的压接连接器的质量要求、应变性能测试、接触电阻测试等。
此标准主要适用于电力系统和工业应用中使用的压接连接器。
二、端子压接检验规范:1.外观质量检验:检查压接端子的外观质量,包括端子的锈蚀、氧化、表面光洁度等。
2.强度性能检验:使用强度试验机进行拉伸测试,检测端子的拉力强度是否符合标准要求。
测试时要保证拉力施加到端子的最大承载能力。
3.电接触电阻检验:使用电阻测试仪测量压接端子的接触电阻。
标准要求接触电阻应低于一定数值,以确保电气连接的可靠性。
4.临时脱落力检验:在拧紧后,施加一定的推力或拉力,测试端子是否会临时脱落。
5.导线压接长度检验:检查导线在端子内的压接长度是否符合要求,确保良好的接触面积。
6.超负荷触头温度升高试验:在额定负荷下,观察和测量压接端子的触头温度升高情况,以判断其导电性能和散热性能是否符合要求。
以上是端子压接标准及检验规范的一些基本内容,只有严格按照标准和规范执行,才能确保端子压接的质量和安全性。
企业在生产过程中,应建立完善的质量管理体系,进行定期的端子压接质量检验和控制,确保生产出的产品符合标准要求。
同时,对于一些特殊的应用场景和要求,还应根据实际情况进行相应的测试和验证,确保端子压接的良好接触和可靠性。
端子压接检验参考标准这个标准规定了电子和电工连接器和插座接触件压接的条件和试验方法。
它包括了压接后的接触电阻、外观、外形和尺寸等指标的测试方法。
这个标准主要适用于工厂和实验室对连接器的制造和检验。
2.UL486A-486B《电气连线器线夹和线头第1和第2部分:性能的要求和试验方法》这个标准由美国国家电气制造商协会(National Electrical Manufacturers Association)制定。
它规定了电气连线器的性能要求和试验方法,包括电气性能、机械强度和耐热性等方面的要求。
这个标准适用于低压电气连接器的制造和使用。
4.JISC2805-1:2024《電気接続用圧着接続器第1部:接触子の試験方法および要求事項》这个标准由日本工业标准化组织(Japanese Industrial Standards)制定。
它规定了电气连接用圧迫连接器接触子的试验方法和要求。
其中包括了圧迫前的准备工作、圧迫条件、圧迫后的质量检验和试验方法等内容。
这个标准适用于电气设备和电力行业等。
这个标准由德国工业标准化组织(Deutsches Institut für Normung)制定。
它规定了电气与电子应用中的裸导体的金属接头压接接合的试验方法和要求。
其中包括了接头前的准备工作、压接条件、压接后的质量检验和试验方法等内容。
这个标准适用于电气设备制造商和电气工程师等。
以上是端子压接检验的参考标准,不同国家和地区可能有所不同。
厂商和用户可以根据自身需求选择适用的标准进行检验。
在进行端子压接检验时,应参照相关标准的要求进行测试,并确保测试结果符合标准要求,以确保电器设备的安全性和可靠性。
端子压接的国家检验标准主要涉及到以下几个方面:
1.外观检测:应无裂纹、毛刺、锈蚀、变形等缺陷,端子与导线连接应牢固,无
松动现象。
2.尺寸检测:压接后的端子尺寸应符合产品图纸或技术文件的规定。
3.电气性能检测:压接后的端子应具有良好的导通性,电阻值应在规定范围内。
4.机械性能检测:压接后的端子应具有足够的机械强度,能承受规定的拉力、扭
力等。
5.环境适应性检测:压接后的端子应能在规定的环境条件下正常工作,如温度、
湿度、盐雾等。
6.可靠性检测:压接后的端子应进行可靠性试验,如振动、冲击、老化等,以验
证其长期工作的稳定性。
请注意,具体的检验标准可能会因不同的产品、不同的应用领域而有所差异。
因此,在进行端子压接的国家检验时,应参考相关产品的国家标准或行业标准,并结合实际应用需求来确定具体的检验项目和标准。