自动绕线机设计方案说明
- 格式:doc
- 大小:52.00 KB
- 文档页数:3
![毕业设计:高压线圈全自动绕线机主体设计[管理资料]](https://uimg.taocdn.com/1d566328ce2f0066f4332241.webp)
摘要本文设计的是一种用于某些电感线圈、环形变压器、继电器线圈、步进电机线圈等不同规格的线圈进行精确绕线的智能机器。
其设计开发涉及零部件的制造工艺流程、PLC的应用、伺服电机的选择、液晶显示与触摸屏控制的人机平台。
本文重点阐述了绕线机主体结构中主轴箱的结构设计,传动方案的选择确立、装配图及非标准零件图的描绘,并对主轴等零件进行了强度校验。
应用Solidworks三维造型软件对所有零件进行了三维造型,并完成零部件的虚拟装配,并对主轴箱体进行了干涉检验。
设计的主轴箱是全自动绕线机的核心部件,为确保绕线机的设计质量奠定了坚实的基础,为绕线机的平稳运行提供了保障。
关键词:绕线机,五轴联动,主轴箱,线圈ABSTRACTThis design is accurate routing of intelligent machines that are used in coils of different specifications , such as some coil , toroid, relay coil, step motor coils. The design and development related to parts of the manufacturing process, PLC's application, the choice of the servo motor, LCD display and touch screen control of the machine platform.This article focuses on the winding machine spindle box in the structural design of the main structure, the choice of transmission scheme and assembly drawings and non-standard part drawings, and the spindle and other parts of the strength check. Software of three-dimensional modeling is Solidworks. The virtual assembly and spindle box intervened test are completed. Headstock design is a core component of automatic winding machine , that ensure the quality of winding machine and laid a solid foundation for the smooth operation of winding machines to provide a guarantee.Key words:Winding machine, Five-axis, Headstock, Coil目录摘要 (I)ABSTRACT (II)第一章:全自动绕线机简介 (1)全自动绕线机历史背景及发展趋势 (1)全自动绕线机设计意义及价值 (3)第二章:总体设计 (4)设计时应注意的问题 (4)传动方案的比较与选择 (4)主轴的强度计算 (5)第三章:主轴箱零件设计与造型 (7)造型软件的介绍 (7)三维造型软件Solidworks (7)绘图软件AutoCAD (10) (12)Solidworks三维造型 (12)工程图绘制 (16)第四章:主轴箱装配造型 (20)第五章:总结 (25)致谢 (26)参考文献 (27)第一章:全自动绕线机简介1.1全自动绕线机历史背景及发展趋势自九十年代初期以来,随着国内经济的迅速发展,对外开放政策的推行,使我国有机会不断学习和借鉴国外的先进技术,随后国内少数几家变压器企业引进了几台国外先进的绕线设备,但由于价格昂贵,对国内多数变压器企业来说难以承受,变压器行业迫切需要提供性能优良、价格相对低廉的国产绕线设备。
绕线机设计绕线机设计摘要随着电子工业的蓬勃发展,对线圈的需求量越来越大、品种也越来越多。
线圈的使用已遍及了人类生活的方方面面,而线圈的绕制则需要绕线机,这样就为绕线机制造业带来了新的发展机遇。
于是各种各样的绕线机便应运而生了。
本文主要介绍了绕线机的简介与发展,总体方案的如何设计及机械部分的设计步骤。
关键词:绕线机;机构设计。
AbstractWith the booming development of electronic industry, the more and more coils will be needed, and it will become various too. The use of Coil has throughout all aspects of human life, and coiling around the system requires the coil winding machine, which brings new development opportunities for coiling machine manufacturing. Then many different kinds of winding machine emerged as required. The winding machines’ performance are close related with the quality and output of electrical product. Also, it’s precis ion has great influence to the entire machine performance.This context mainly introduce the winding machine and it’s development. It also tells how to design the overall plan and the design steps of machine parts. Keywords:winding machine? mechanism design1 绪论1.1 绕线机的简介绕线机:顾名思义绕线机是把线状的物体缠绕到特定的工件上的机器。
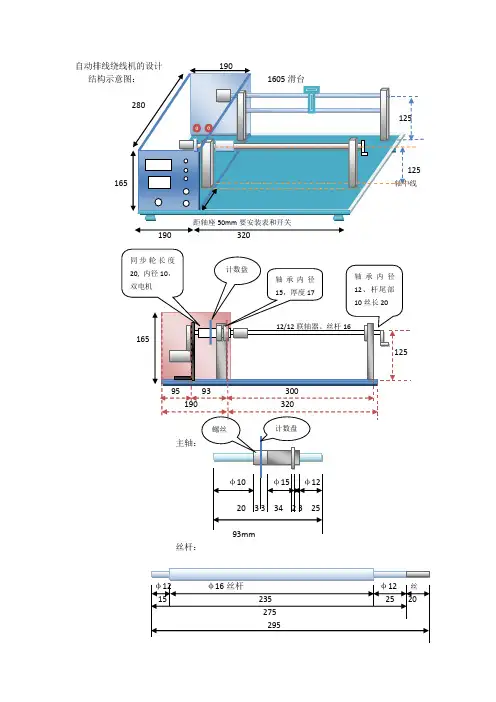
190 320丝杆:(2)在设置状态按(增加)(减少)键切换1到8设置项。
按(设置)键进入某一设置项参数设置,按(增加)(减少)键修改参数值。
设置完成,按(设置)键退出参数修改状态。
进入设置状态。
然后重复上述操作过程,直到第6项设置完成。
第7项为《触发计数》是计正转触发,反转触发的次数。
该项目只能查看,和清零,不能修改。
在设置状态按(设置)键进入查看计数数值0-9999,同时按(增加)(减少)键清零计数值。
第8项为《手动点动》在设置状态按(设置)键进入点动状态,按(增加)键为正转,按(减少)键为反转。
显示0-9999实际发出的脉冲量。
正反转速度分别为第2,第4项设置的速度。
(3)《正转距离》,《反转距离》,设置参数为0-9999。
距离的单位可以由第5项《细分设置》,定义。
比如我们定义距离单位为电机转动一周。
那么我们根据驱动器的细分为8细分得知1600个脉冲电机转动一周,所以我们设置《细分设置》等于1600. 这样《正转距离》,《反转距离》0-9999对应的实际距离就是0-9999周,当然同样道理我们还可以定义为MM,CM,等等单位,《正转速度》,《反转速度》设置参数为0-500,对应频率为5-35Khz《加速设置》,设置参数为0-10,根据速度,设置加速值,高速要求加速时间长,三接口说明:注:触发信号为下降沿触发,0-5V,最高不能超过24V例子1:要求触发一次电机转到2圈。
驱动细分参数: 1驱动器使用8细分,(即1600脉冲转一周)通过上面驱动器细分得知道1600脉冲电机转一周,这样我们就可以在《5-CF》里面设置为1600. 在《1-CN》里面设置2,就能达到触发一次电机转2圈,当然这个时候我们修改《1-CN》里面的数值为3,则这个时候我们触发一次,电机就是转动3圈。
例子2:要求触发一次电机转到45度。
驱动细分参数: 1驱动器使用16细分,(即3200脉冲转一周)通过上面驱动器细分得知道3200脉冲电机转一周,那么一个脉冲电机应该转动的角度就应该是360°/3200=0.1125°好知道了一个脉冲的角度是0.1125°反过来我们需要的是45度是需要多少脉冲呢。
数控自动排线绕线机(VR960型)使用说明珠海信盛机电科技有限公司☞VR960型数控自动排线绕线机是专为绕制各种电子变压器、继电器、交流接触器等需良好排线的线圈而设计的智能化电子设备。
采用高压无刷电机作为主轴动力,在启动、运行、刹车方面表现出优良的性能。
显示介面采用240*128图形式液晶的全汉字显示,具有直观、易懂、易操作的特点。
☞主要特性1.具有圈数自动校准功能,绕线精度达 0.1圈。
2.机内可存储100种变压器资料,还配备独特的优盘接口、可直接驱动本公司的128兆优盘,方便用户在多台排线机之间传输存储资料。
3.每种变压器资料可最多设置50个段位,圈数最多可设置80000圈,充分满足了绕制各种线圈的需要。
4.排线轴位置具有教导式输入功能,能即时显示排线轴位置、对起绕点、幅宽的设置极为方便。
☞技术指针☞面板说明1.按键“0”—“9”:共十键,用来输入数值之用;其中在“待机绕线屏”,“.”键具有刹车转换功能,“0”键有退段功能,“1”键有进段功能,“2”键具有产量减一功能,“4”键具有产量清零功能,“5”键是用来对电机主轴进行定位置与不定位置的选择、主轴定位置时显示屏的上方会出现“定位”的提示字样,选择定为功能后,主轴每次会停在一个相同的位置。
“设置”键:机器开机进入“待机绕线屏”,只有按此键才能进入设置状态,包括“系统”键的设置。
“输入”键:配合数字键在打入数字后由此键确认,来完成数字参量的设置。
“归位”键:每按一次键,排线轴就找原点一次并进入当前段位的起绕点。
此键也是机器由“设置状态”进入“待机绕线屏”的转换键。
“启动”键:只有在“待机绕线屏”按此键机器才能进入正常排线绕线状态,在设置状态针对“起绕点”与“幅宽”的设置时,此键具有教导设置功能——可使排线轴精准右移。
“停止”键:机器在排线绕线状态,按此键可随时停止运转。
在设置状态同“启动”键一样具有教导设置功能——使排线轴精准左移。
用“停止”、“启动”键调整后的起绕点或幅宽按“输入”键即可保存。
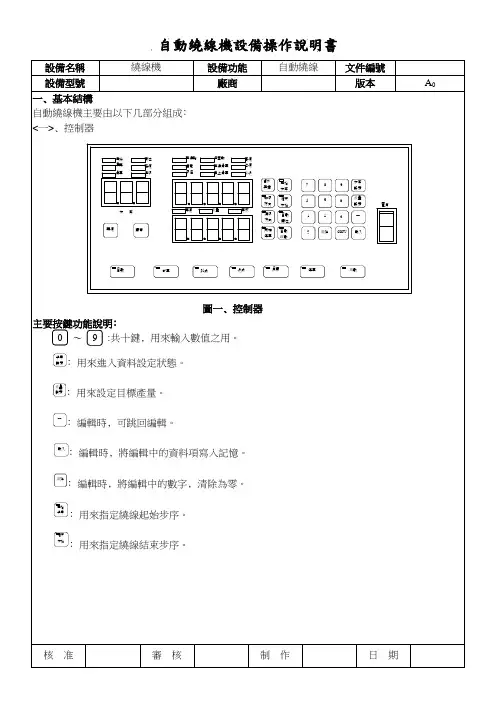
自动绕线机系统设计2014年11月28日目录一.概述................................................. 二.基本设计............................................. 三.控制功能说明......................................... 四.自动绕线机控制系统设计...............................五.系统配置............................................. 六.CAD图................................................. 七.梯形图.................................................. 附录..................................................控制系统说明一、概述本控制系统设计用于自动绕线机系统。
自动绕线机系统拟采用电机控制旋转臂缠绕纺线的方式,主要工作流程如下:纺线由导轮传送至旋转臂前端,进入缠绕前应先将受绕棒转动至与线团夹板垂直并将纺线前端与受绕棒初步缠绕使其在接下来的缠绕过程中纺线不会松动。
缠绕系统机械臂每次缠绕一团纺线。
分解动作为有(系统初始化后,旋转臂在初始缠绕位置等待,受绕棒转动到缠绕位置后):旋转臂慢速缠绕10圈并停止,闭合剪刀剪断上一次缠绕好的线团,受绕棒转动一定角度,旋转臂快速缠绕纺线,一定时间后停止旋转臂转动(重复若干次转角及绕线过程),线团成型后,旋转臂停止,此时受绕棒与初始位置成90度(正对线团夹板),线团上夹板及剪刀打开,受绕棒向前移动,顶掉前一次绕好的线团,粘纸传送带将一片粘纸传送至线团下夹板处,线团夹板压紧,受绕棒向后移动与线团分离,线团夹板放松,将受绕棒转动至初始缠绕位置等待。
190 320丝杆:(2)在设置状态按(增加)(减少)键切换1到8设置项。
按(设置)键进入某一设置项参数设置,按(增加)(减少)键修改参数值。
设置完成,按(设置)键退出参数修改状态。
进入设置状态。
然后重复上述操作过程,直到第6项设置完成。
第7项为《触发计数》是计正转触发,反转触发的次数。
该项目只能查看,和清零,不能修改。
在设置状态按(设置)键进入查看计数数值0-9999,同时按(增加)(减少)键清零计数值。
第8项为《手动点动》在设置状态按(设置)键进入点动状态,按(增加)键为正转,按(减少)键为反转。
显示0-9999实际发出的脉冲量。
正反转速度分别为第2,第4项设置的速度。
(3)《正转距离》,《反转距离》,设置参数为0-9999。
距离的单位可以由第5项《细分设置》,定义。
比如我们定义距离单位为电机转动一周。
那么我们根据驱动器的细分为8细分得知1600个脉冲电机转动一周,所以我们设置《细分设置》等于1600. 这样《正转距离》,《反转距离》0-9999对应的实际距离就是0-9999周,当然同样道理我们还可以定义为MM,CM,等等单位,《正转速度》,《反转速度》设置参数为0-500,对应频率为5-35Khz《加速设置》,设置参数为0-10,根据速度,设置加速值,高速要求加速时间长,三接口说明:注:触发信号为下降沿触发,0-5V,最高不能超过24V例子1:要求触发一次电机转到2圈。
驱动细分参数: 1驱动器使用8细分,(即1600脉冲转一周)通过上面驱动器细分得知道1600脉冲电机转一周,这样我们就可以在《5-CF》里面设置为1600. 在《1-CN》里面设置2,就能达到触发一次电机转2圈,当然这个时候我们修改《1-CN》里面的数值为3,则这个时候我们触发一次,电机就是转动3圈。
例子2:要求触发一次电机转到45度。
驱动细分参数: 1驱动器使用16细分,(即3200脉冲转一周)通过上面驱动器细分得知道3200脉冲电机转一周,那么一个脉冲电机应该转动的角度就应该是360°/3200=0.1125°好知道了一个脉冲的角度是0.1125°反过来我们需要的是45度是需要多少脉冲呢。

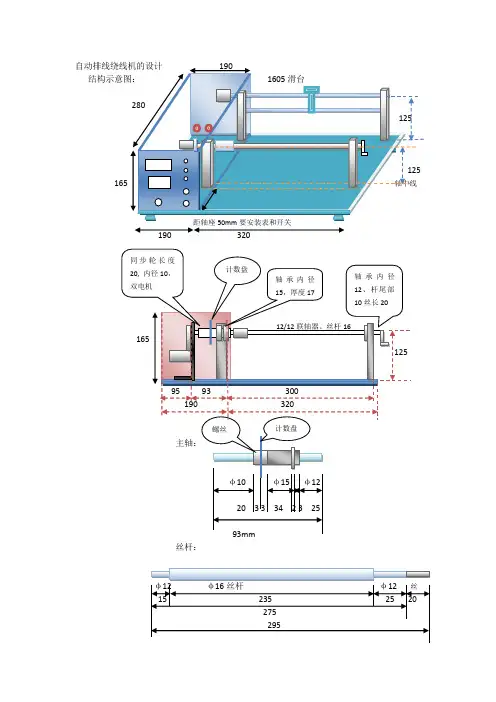
自动绕线机设计方案说明一、绕线机工作原理:绕线机是用于切割硅单晶上的一种细合金钢丝,由于是在美国进口的大卷筒估计有50000米左右长(重量?),用在线切割机太大太重不能使用,在正常工作情况下只能使用小卷的合金钢丝筒,因此需要将大卷合金钢丝筒,卷成小的合金钢丝筒,小卷的合金钢丝筒约2500-5000米,(重量?)才能用于线切割机使用,合金钢丝直径为Ф0.31。
二、绕线机主要技术要求分析:1、由于合金钢丝直径只有Ф0.31mm比较细,而且合金钢丝本身比较硬,在绕制过程中拉紧容易断,绕松了容易跑而且排列不整齐,不符合工艺要求,2、在绕制过程中,绕线的速度不能太快,也不能太慢,启动或停止时,不能堵启、堵停刚好适应合金钢丝本身物理特性。
3、大卷的合金钢丝筒与小卷合金钢丝筒,在绕制合金钢丝过程中(过度轮1)与(过度轮2)垂直下拉转到小卷合金钢丝筒上,而且合金钢丝在小卷合金钢丝筒上从左到右,从右到左依次循环进行绕制,要保证绕线筒合金钢丝排列整齐,松紧适宜,传动部分必须采用高精度、转速恒定可调的步进电机、伺服电机。
由于精度高,转速恒定可调是通过内部的脉冲信号来控制与外部传感器信号来控制电机转速、起步、运行、停止等工作状态,才能满足工艺及技术要求。
三、绕线机设计方案:1、绕线机是根据客户公司提供有关绕线机加工工艺要求及技术要求来进行设计,根据以上工作原理主机控制均采用进口品牌欧姆龙、或西门子PLC可编程器、主要传动部分采用步进电机、伺服电机。
合金钢丝绕制过程中的张力松、紧信号采用张力传感器、计数频率采用旋转编码器,所有传感器采集的控制信号如速度、同步、张力、计数送到PLC进行运算,完成绕线机绕线工艺技术要求。
2、步进电机传动总成叫标准拖板固定安装在工作平台上,同时小卷合金钢丝筒传动总成,水平固定在步进电机传动总成标准拖板上,同步控制信号的采集是安装在2号传动轮上旋转编码器脉冲信号(转速),来控制小卷合金钢丝筒传动总成与步进电机传动总成的同步,方向控制信号由两边的接近开关分别进行控制左、右换向从而达到绕制过程同步。

I高速自动绕线机的设计摘要本文主要介绍的是高速自动绕线机的设计全过程,并对设备的整个工作、动作过程和绕线机的工作原理进行了分析。
设计了绕线机的硬件结构,对各部分的硬件设计进行详细的校核工作。
对于该自动绕线机的软件控制系统,本文提出运用三菱PLC进行控制的总方案,对绕线机的各个动作进行控制,使三个轴的运动相互协调,以顺利完成整个绕线工作的过程。
通过设计,该绕线机通过运用高可靠性的PLC进行运动控制和使用触摸屏进行生产条件的调节可以大大提高工作机的运行效率。
能够较好地完成绕线机的高速自动绕线的要求,该绕线机主要可应用于电机转子线圈的自动缠绕,可以达到比较好的生产效果,满足产品的质量要求。
关键词:PLC,触摸屏,运动控制,交流驱动,自动绕线II High speed automatic winding machine designABSTRACTThe whole process of design of the high-speed automatic winding machine is produced in this paper. The entire work process of the equipment and the mechanics of the winding process are analyzed. The hardware structure of the various parts of the winding machine is designed. Conduct a detailed check of the various parts.For the software control system of the automatic winding machine, this paper proposes the use of Mitsubishi PLC to control the various movements. Through the use of the Mitsubishi PLC, the movements of the three-axis are coordinated very well! The whole process of winding can be completed very smoothly.Through the design, the machine with PLC which is highly reliable for motion control and with the use of touch-screen for the regulation of production conditions can greatly improve the efficiency of machine operating. This machine can run automatically at a high speed. It can be applied to produce the rotor of motor for coil winding. It can meet the high quality and high efficiency requirement!Keywords: PLC, Touch-screen, Movements Control, AC drives, Automatic WindingIII目录摘要 (I)ABSTRACT (II)1 绪论 (2)1.1 设计要求 (2)1.1.1 绕线机的含义 (2)1.1.2 设计要求 (2)1.2 当前发展状况 (2)2 总体方案设计 (4)2.1 机械设计的步骤和方法 (4)2.2 绕线机总体结构的设计 (6)3 转子主轴结构的设计 (8)3.1 转子主轴的方案设计 (8)3.2 转子主轴结构各部分的设计 (8)3.2.1 三爪卡盘的设计 (8)3.2.2 轴的设计及其校核 (9)3.2.3 轴承的选用及校核 (10)3.2.4 伺服电机的选型使用 (11)3.2.5 减速机的选用 (12)3.2.6 手轮和顶尖的设计及使用 (12)4 机架导线机构的设计 (14)4.1 伺服电机选用 (14)4.2 挠性连轴器的选用 (14)4.2.1 三木挠性连轴器使用范围 (14)4.2.2 SFC连轴器具体特性如下 (15)4.2.3 SFC-080SA2具体参数 (16)4.2.4 SFC-080SA2安装方式 (16)5 送线进给机构的设计 (18)5.1 送线进给机构总体设计 (18)5.2 直线导轨的选择 (18)5.2.1 导轨副的组成、种类及其应满足的要求 (18)5.2.2 滚动导轨副的类型与选择 (19)5.2.3 线性滑轨的配置 (19)IV5.3 滚珠丝杠的设计 (20)5.4 滚动轴承的校核 (21)5.5 步进电机的选型 (22)5.5.1 步进电机的特点种类 (22)5.5.2 步进电机的选型过程 (22)致谢 (23)参考文献 (24)高速自动绕线机的设计 1引言目前绕线机市场可谓庞大,品种繁多,有平行绕线机、环型绕线机、定转子绕线机、纺织绕线机等等。
自动绕线机设计方案说明
一、绕线机工作原理:
绕线机是用于切割硅单晶上的一种细合金钢丝,由于是在美国进口的大卷筒估计有50000米左右长(重量?),用在线切割机太大太重不能使用,在正常工作情况下只能使用小卷的合金钢丝筒,因此需要将大卷合金钢丝筒,卷成小的合金钢丝筒,小卷的合金钢丝筒约2500-5000米,(重量?)才能用于线切割机使用,合金钢丝直径为Ф0.31。
二、绕线机主要技术要求分析:
1、由于合金钢丝直径只有Ф0.31mm比较细,而且合金钢丝本身比较硬,在绕制过程中拉紧容易断,绕松了容易跑而且排列不整齐,不符合工艺要求,
2、在绕制过程中,绕线的速度不能太快,也不能太慢,启动或停止时,不能堵启、堵停刚好适应合金钢丝本身物理特性。
3、大卷的合金钢丝筒与小卷合金钢丝筒,在绕制合金钢丝过程中(过度轮1)与(过度轮2)垂直下拉转到小卷合金钢丝筒上,而且合金钢丝在小卷合金钢丝筒上从左到右,从右到左依次循环进行绕制,要保证绕线筒合金钢丝排列整齐,松紧适宜,传动部分必须采用高精度、转速恒定可调的步进电机、伺服电机。
由于精度高,转速恒定可调是通过内部的脉冲信号来控制与外部传感器信号来控制电机转速、起步、运行、停止等工作状态,才能满足工艺及技术要求。
三、绕线机设计方案:
1、绕线机是根据客户公司提供有关绕线机加工工艺要求及技术要求来进行设计,根据以上工作原理主机控制均采用进口品牌欧姆龙、或西门子PLC可编程器、主要传动部分采用步进电机、伺服电机。
合金钢丝绕制过程中的张力松、紧信
号采用张力传感器、计数频率采用旋转编码器,所有传感器采集的控制信号如速度、同步、张力、计数送到PLC进行运算,完成绕线机绕线工艺技术要求。
2、步进电机传动总成叫标准拖板固定安装在工作平台上,同时小卷合金钢丝筒传动总成,水平固定在步进电机传动总成标准拖板上,同步控制信号的采集是安装在2号传动轮上旋转编码器脉冲信号(转速),来控制小卷合金钢丝筒传动总成与步进电机传动总成的同步,方向控制信号由两边的接近开关分别进行控制左、右换向从而达到绕制过程同步。
由PLC内部运算的结果,去控制大卷合金钢丝筒传动总成与小卷合金钢丝筒总成转速。
3、合金钢丝在绕制过程中的张力大小,由张力传感器测量出张力模拟信号,去控制大合金钢丝筒的伺服电机扭矩大小。
4、小卷合金钢丝筒传动总成与步进电机传动总成的转速及同步,是通过PLC发出脉冲信号与旋转编码器测量信号,进行自动控制,旋转编码器安装在过度轮的支撑板上面与(过度轮2)的位置上,同时也进行计数测量电机转速,当绕到5KM米(可调)全部绕线过程自动停止。
5、由于在绕线工艺流程非常严格要求同步、整齐、平整,我们在过度轮的支撑板上面安装一套自动垂直绕线装置,由于小卷合金钢丝筒传动总成与左右行走步进电机传动总成拖板同步,合金钢丝左、右摆动是通过支撑板上的自动垂直绕线装置,使(过度轮1)(过度轮2)绕制过程中使(过度轮1),端始与前端终保)垂直,才能保证绕线过程每一层排列整齐。
9、绕线机最好采用触摸屏控制,非常方便进行各种功能的设置,如速度、同步、张力、计数等参数,可减少面板上的控制按钮,操作使用更方便。
10、技术人员到现场了解,针对实际加工工艺流程进行深入了解并提出了以上初步设计方案,另外机械传动部分初步设计方案,需要贵公司配合,如小卷合金钢丝筒,大卷合金钢丝筒的具体安装尺寸,而且需要比较详细工艺要求。