皮带机日常保养点检表-温
- 格式:xls
- 大小:217.50 KB
- 文档页数:2

26
2728293031
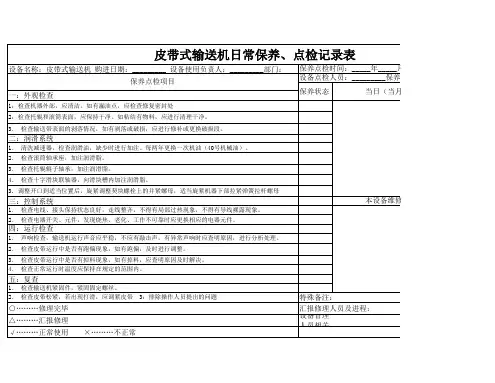
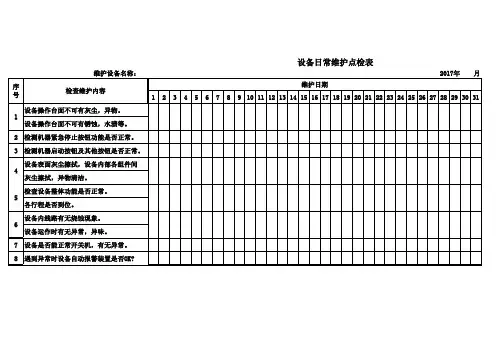
12345678910111213141516171819202122232425注:设备名称:皮带输送机
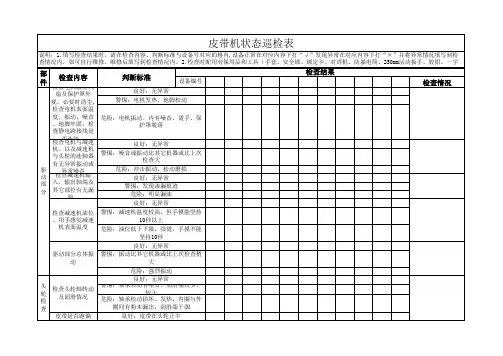
设备 编号: 填写方法:已实施或正常打“√”,不正常打“×”,未实施为空白(无标识)点检日期项目 年 月份1,每班上班使用这部机器时做点检,下班时做维护 2,做点检或维护时,有异常内容项时,对应反应计划编码,作相应处理
A:做相应的内容 B:报告班组长 C:报告机修(附报修单)
清理前输送轴两边的线头并各加两滴油班次
早班
中班点
检维 护序
号12345678内容上一班维护是否做好检查各按钮、开关、指示灯功能是否正常电机运转声音有无异响皮带运转是否正常皮带运转有无走偏向一边下班无即时交接班时,关闭机器各电源开关清洁机器外表及周围的
灰尘和油污
早班中班早班中班早班中班
BC A A 早班中班
早班
中班早班中班A
检查人(操作者)签名
设备日常保养点检记录表
早班中班反应AB
C C C。
设备保养员日常设备保养检查表概述设备保养员日常设备保养检查表是用来记录设备保养员在日常工作中进行的设备保养检查情况。
该检查表的目的是确保设备的正常运行,减少故障发生的可能性,以提高工作效率和生产质量。
检查内容1. 清洁检查:保养员应定期对设备进行清洁,包括外观和内部的清洁,确保设备表面无尘、无杂物,并清除设备内部的积尘和污垢。
2. 疏通检查:保养员应定期清除设备管道或通道中的堵塞物,确保设备的正常通风和流畅运行。
3. 润滑检查:保养员应定期给设备的运动部件进行润滑,以减少摩擦和磨损,确保设备的正常工作。
4. 电气检查:保养员应检查设备的电源线路、开关和电气元件,确保电气系统的正常运行,防止电气故障发生。
5. 紧固检查:保养员应检查设备的紧固件,包括螺丝、螺母等,确保设备的结构稳固,防止松动或脱落导致的故障。
6. 参数检查:保养员应定期检查设备运行参数,包括温度、压力、震动等指标,确保设备在正常工作范围内。
7. 环境检查:保养员应检查设备所处环境,包括温度、湿度、灰尘等因素,确保环境条件符合设备的要求。
使用方法1. 设备保养员应按照设备保养计划,定期进行设备保养检查。
2. 保养员在每次检查时,应按照检查内容逐项填写检查表格。
3. 对于每一项检查内容,保养员应注明检查日期和结果。
4. 如发现异常情况或有必要的维修和更换,保养员应及时记录并报告相关人员。
结论设备保养员日常设备保养检查表是一份重要的文档,用于记录设备保养员对设备进行的日常保养检查情况。
通过严格遵守检查内容和使用方法,可以及时发现并解决设备问题,确保设备的正常运行和延长设备的使用寿命。
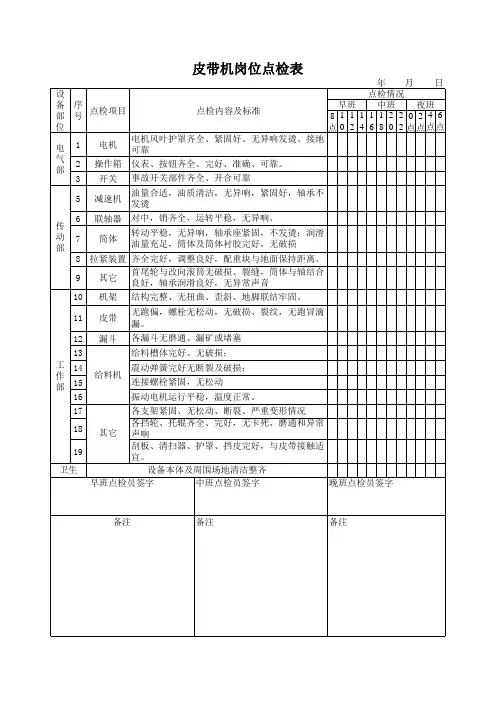
皮带输送机点检、巡检及点巡检细则标准与维护保养内容一、主要点检部位:1、液力耦合器;2、联轴器;3、减速机;4、滚筒;5、皮带;6、机架;7、托辊;8、拉紧装置;9、皮带逆止器;10、溜槽等。
二、点检标准:(一)、液力耦合器:1、护罩:1.1外表干净卫生无积尘、油污、煤泥等。
1.2外观良好无变形、破损、开焊、锈蚀、漆皮掉落等现象。
1.3固定支架无缺陷、开焊、螺栓固定牢固可靠。
螺栓为M10*30mm,扭矩为72Nm。
2、声音:无异常噪音。
3、壳体:3.1外表干净卫生无积尘、油污、划伤等现象。
3.2油位占总体积75%,上加油孔倾斜25度与油面平。
3.3易熔塞完好无损、无渗油现象。
达到100℃压力大于1.4±0.2Mpa时,则防爆塞的薄金属片破坏而泄压,运行停止。
3.4液力耦合器对轮间隙,轴向2-4mm,径向0.5mm。
3.5油质符合32#汽轮机油,无变色,浑浊,乳化等变质现象。
(二)、联轴器:1、声音:运行中响声轻松、均匀、无干磨、撞击声响。
2、护罩:2.1外表干净卫生无积尘、油污、煤泥等。
2.2外观良好无变形、破损、开焊、锈蚀、漆皮掉落等现象。
2.3固定支架无缺陷、开焊、螺栓固定牢固可靠。
螺栓为M10*30mm,扭矩为72Nm。
3、联轴器:3.1长爪完好、无响声、磨痕、与轴固定良好。
3.2梅花垫完好,无明显老化、龟裂、破损、磨损现象。
3.3运行中无异常气味和冲撞击异常响声。
(三)、减速机:1、外壳:1.1外表卫生干净无积尘、油污、漆皮掉落、锈蚀等现象。
1.2外表无裂纹,无渗油现象。
1.3固定螺栓齐全,固定牢固可靠;固定螺栓M12*60mm,扭矩为84Nm。
1.4箱体与机座连接处径向、轴向测振点测振,振幅不超过0.1mm。
1.5箱体输入轴测振点做径向、轴向、垂直测振,振幅不超过0.1mm。
1.6端盖、孔、油径密封部位无渗油、漏油现象。
1.7设备铭牌完好,无破损、变形现象;且干净、清楚、清晰。
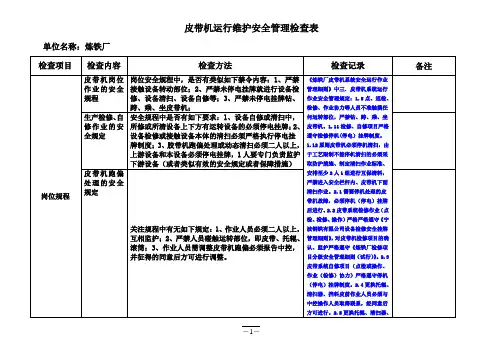
皮带机运行维护安全管理检查表单位名称:炼铁厂挡料皮必须二人以上,到现场后更换人员开关打零位,并停电挂牌。
2.7皮带机启动打滑跑偏时,严禁用手、脚和棒棍等物件撬皮带、托辊等方式帮助启动。
调整皮带跑偏只能用锤子敲打上、下托辊支架、用铁丝拽拉调整跑偏辊或者停机进行皮带跑偏调整,作业人员必须站在通道上并站稳后进行处理,严禁作业人员碰触运转部位。
2.8调整皮带跑偏必须报告中控,并征得的同意后方可进行调整。
皮带跑偏调整分为单机和联动调整无论何种方法,作业人员必须二人以上,互相监护。
安全操作(现场询问的方式进行抽查)危险源辨识调取相应分厂危险源清单,了解是否对皮带机作业的危险源开展了辨识,以及辨识后是否在规程或者安全规定中进行了安全防护的落实,然后询问现场操作员工的知晓情况。
原料场危险源(点)告知牌皮带机清料作业现场询问操作人员或者协力人员,常规皮带机上清料作业如何实施,有哪些安全规定可以对人员及设备进行安全防护(作业标准6项要求)。
赵岩(七鑫):停皮带,挂牌(岗位)、拉拉绳开关。
杨政庆(新宁):对皮带机安全知识基本知道,也知道如何采取保护措施皮带机特殊清扫作业现场询问:重锤部下面的积料处理过程,需要遵守何安全规定。
赵岩(七鑫):不进入栏杆里面清料。
现场询问:清理溜槽、筛子主要需要按照何步骤进行,有哪些规定可以保证安全作业。
调查员工对皮带机系统安全等方面的了解情况(新宁:杨政庆;三冶:陈海军;宁钢;汤建兵)。
结果:对皮带机安全知识基本知道,也知道如何采取保护措施。
现场询问:如因生产工艺所限,有运转中设备清料,应调查员工对皮带机系统安全等方面。
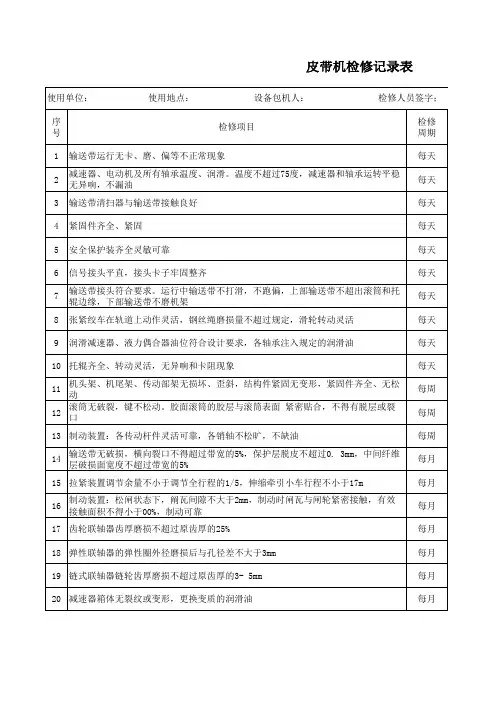

机械设备定期检查、检测、维修保养记录表格1. 背景在工业生产和日常运营中,机械设备的正常运行非常重要。
为了确保机械设备的可靠性和安全性,定期检查、检测和维修保养是必不可少的。
2. 目的本文档旨在提供一个机械设备定期检查、检测、维修保养记录表格,用于记录机械设备的维护情况,并为维修人员提供参考。
3. 表格内容设备信息- 设备名称:- 设备型号:- 设备编号:- 使用部门:- 维修责任人:- 检查、检测、维修日期:检查项- 1. 外观检查:- 描述:检查机械设备的外观有无破损、变形等情况。
- 结果:正常/异常- 备注:- 2. 电气系统检查:- 描述:检查机械设备的电气系统是否正常运行。
- 结果:正常/异常- 备注:- 3. 机械传动系统检查:- 描述:检查机械设备的传动系统是否正常运转。
- 结果:正常/异常- 备注:- 4. 液压系统检查:- 描述:检查机械设备的液压系统是否正常运行。
- 结果:正常/异常- 备注:- 5. 冷却系统检查:- 描述:检查机械设备的冷却系统是否正常运行。
- 结果:正常/异常- 备注:- 6. 其他:- 描述:- 结果:正常/异常- 备注:4. 使用指引- 填写设备信息,并在每次检查、检测、维修后记录检查项的结果。
- 如有异常情况,应在备注中详细说明,并及时采取维修措施。
- 定期汇总记录,以便进行设备维护和故障分析。
5. 建议- 推荐每周进行一次全面的机械设备检查、检测、维修保养,并根据设备的使用情况灵活调整检查频率。
- 维修人员应具备相应的技术和知识,并遵守相关安全操作规程。
请根据实际情况填写和完善该表格,以确保机械设备的可靠性和安全性。
如有问题或需要进一步的帮助,请随时与我们联系。