液压机类设备日常保养点检记录表
- 格式:xls
- 大小:27.50 KB
- 文档页数:1
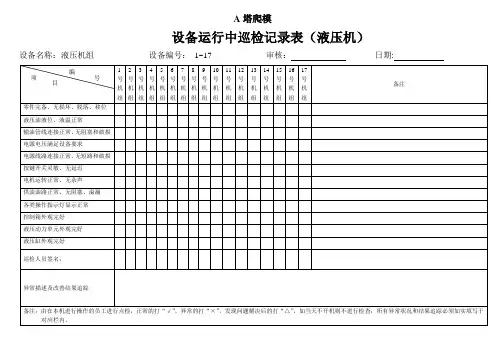
A 塔爬模
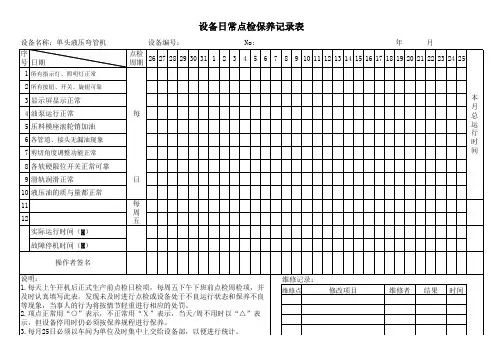
设备运行中巡检记录表(液压机)
设备名称:液压机组 设备编号: 1~17 审核: 日期:
1号机组 2号机组 3号机组 4号机组 5号机组 6号机组 7号机组 8号机组 9号机组 10号机组 11号机组 12号机组 13号机组 14号机组 15号机组 16号机组 17号机组
备注
零件完备、无损坏、脱落、移位 液压油液位、液温正常
输油管线连接正常、无阻塞和破损 电源电压满足设备要求
电源线路连接正常、无短路和破损 按键开关灵敏、无延迟 电机运转正常、无杂声 供油油路正常、无阻塞、溢漏 各类操作指示灯显示正常 控制箱外观完好 液压动力单元外观完好 液压缸外观完好 巡检人员签名:
异常描述及改善结果追踪
备注:由在本机进行操作的员工进行点检,正常的打“√”,异常的打“×”,发现问题解决后的打“△”,如当天不开机则不进行检查;所有异常状况和结果追踪必须如实填写于
对应栏内。
编 号
项
目。
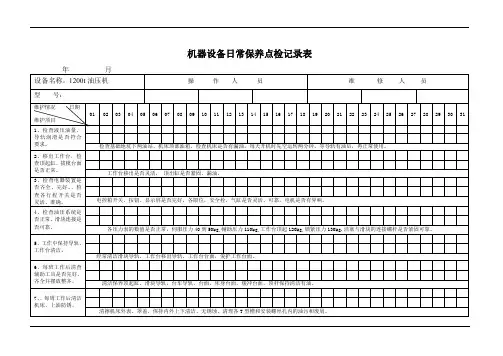
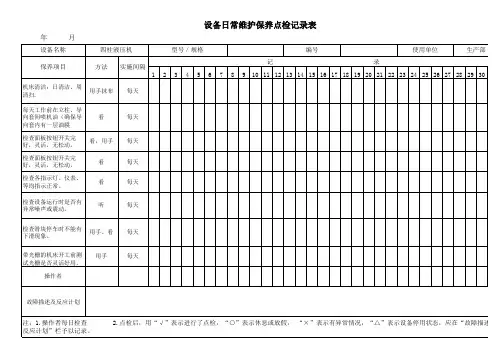
油压机日常点检保养记录表机器设备日常点检保养记录表
年月:______
设备名称:油压机
机器品牌:______
设备编号:
机器型号:xxxxxxxx13
出厂日期:xxxxxxxxxxx920
操作员:xxxxxxxx25
使用部门:xxxxxxxx3031
点检日期:______
点检人员签名:______
点检内容:
1.整理机台外表、周围环境、模治具及附件,清洁并注意防锈。
2.检查机器运行中是否有异响。
3.检查上下模安装是否牢固。
4.检查各行程限位开关是否灵敏可靠。
5.检查工作时,压力表性能是否灵敏可靠。
每日点检
点检日期:______
点检人员签名:______
点检内容:
1.检查油箱和充液箱的油面,不得低于油标下限。
2.检查电气系统各线路及零附件工作是否完好。
3.检查各部件螺栓的紧固。
4.彻底清洁表面油污。
每周点检
点检日期:______
点检人员签名:______
点检内容:
1.清洗各液压控制元件(阀门),视情况而定。
2.检查各油管弯曲处油污变形,如有异常应予更换。
每月点检
点检日期:______
点检人员签名:______
点检内容:
1.检查油质,如有必要,更换液压油。
异常情况记录:
重大安全隐患记录:
备注:
一、操作人员于每次设备保养及点检完毕后签名。
二、保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。


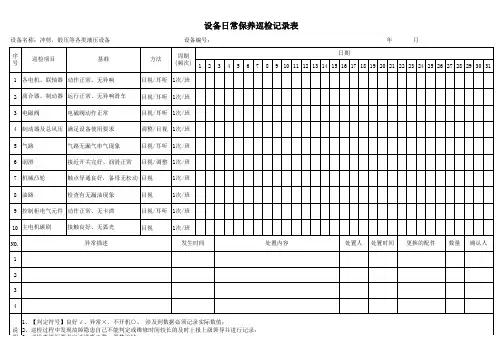
123456789101112131415161718192021222324252627282930311
控制系统是否正常2
主轴端和内锥孔是否清洗干净3
自动润滑器油脂是否足够4
自动润滑器泵油压力是否正常5
刀具、刀柄、夹具是否清洁6
限位开关位置是否清洁7
机床水盆、滤网是否清理废屑8
机床板金及周围是否清洁9压缩空气气压是否正常10三点组合是否排空积水
11切削/冷却油是否足够
12稳压器显示电压是否稳定
13导轨是否有润滑油
14三轴运行是否平稳
15主轴运转声音是否正常
16责任区域5S整理及维护
1
执行每日点检/保养项目2
连接管线是否连接牢固完整3电箱散热风扇、罩是否清洁
4切削/冷却油是否腐臭、更换
5三点组合内是否清洗杂质
6外观、外部配件是否清洁积尘
7
自动润滑器是否清洗油壶废油项目
周
期 昆山佳华汽车零部件有限公司
每日
每周 年 月设备日常点检/保养表
点检/保养内容设备名称: 数控机床 设备型号: 设备编号: 保管部门: 使用人员:点检/保养记录。
![液压挖掘机维修保养记录[1]](https://uimg.taocdn.com/c92d1a41482fb4daa58d4bdc.webp)
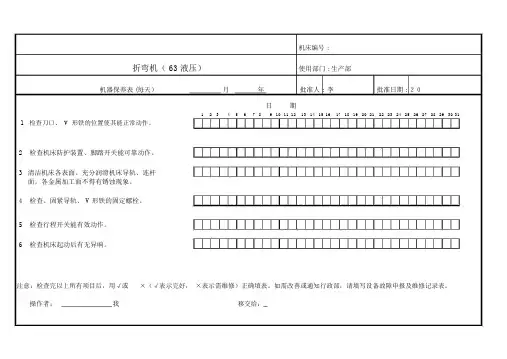
机床编号 :
折弯机( 63液压)使用部门 : 生产部
机器保养表 (每天)月年批准人 :李批准日期 : 20
日期
12345678910111213141516171819202122232425262728293031 1检查刀口、V形铁的位置使其能正常动作。
2检查机床防护装置、脚踏开关能可靠动作。
3清洁机床各表面。
充分润滑机床导轨、连杆
面。
各金属加工面不得有锈蚀现象。
4检查、固紧导轨、 V 形铁的固定螺栓。
5检查行程开关能有效动作。
6检查机床起动后有无异响。
注意:检查完以上所有项目后,用√或×(√表示完好,×表示需维修)正确填表。
如需改善或通知行政部,请填写设备故障申报及维修记录表。
操作者:我移交给:。
文件编号:第 1 页共 4 页液压机安全操作保养指导书受控状态:编制:施从友审核:批准:实施日期: 2011-09-1一、目的通过正确的使用设备,确保员工安全、设备完好可靠、提高设备的使用寿命、提高工作效率二、适用范围液压机三、液压机安全操作指导书1. 液压机操作者必须经过培训,掌握设备性能和操作技术后,才能独立作业。
2. 作业前,应先清理模具上的各种杂物,擦净液压机杆上任何污物。
3. 液压机安装模具必须在断电情况下进行,禁止碰撞启动按钮4. 装好上下模具对中,调整好模具间隙,不允许单边偏离中心,确认固定好后模具再试压。
5. 液压机工作前首先启动设备空转5分钟,同时检查油箱油位是否足够、油泵声响是否正常、液压单元及管道、接头、活塞是否有泄露现象。
6. 开动设备试压,检查压力是否达到工作压力,设备动作是否正常可靠,有无泄露现象。
7. 调整工作压力,但不应超过设备额定压力的90%,试压一件工件,检验合格后再生产。
8. 对于不同的液压机型材及工件,压装、校正时,应随时调整压机的工作压力和施压、保压次数与时间,并保证不损坏模具和工件。
9. 机体压板上下滑动时,严禁将手和头部伸进压板、模具工作部位。
10. 严禁在施压同时,对工作进行敲击、拉伸、焊割、压弯、扭曲等作业。
11. 液压机压机周边不得抽烟、焊割、动火,不得存放易燃、易爆物品。
做好防火措施。
12. 液压机工作完毕,应切断电源、将压机液压杆擦试干净,加好润滑油,将模具、工件清理干净,摆放整齐。
13. 生产结束后应把模具下落底部。
14. 要严格检查光电等保护装置的性能四、一级保养指导书1.清洗设备外表及死角的油污和尘土,达到漆见本色、铁见光2.检查油泵电机是否发热3.检查液压操作系统,应完整有效4.检查管路部分,个接头处应无漏油,各油缸无泄漏现象5.清理个元件和电机污垢6.关电检查个电线无破损,达到用电安全可靠7.检查主缸、侧缸、电机等各固定螺丝、螺母固定良好五、二级保养指导书1.必要时,更换磨损的密封件和液压元件,研磨阀芯或更换阀芯。