膨化大豆在饲料中的使用
- 格式:doc
- 大小:28.00 KB
- 文档页数:2
膨化大豆的认识与应用
全脂膨化大豆具有高能高蛋白的特性,在饲料中应用可平衡配合能值与蛋白质的限制性影响,使蛋能比维持在理想水平。
一、大豆的结构与成分
二、全球大豆分布与耕作时间
目前,世界大豆五大主产国分别为美国、巴西、阿根廷、中国和印度。
从地域上看全球大豆产量分布情况,南美占45%,北美占40%,欧亚大陆占14%~15%。
三、不同产地大豆的营养指标与外观比较
注意
膨化大豆品质控制
1、除杂要干净;
2、粉碎要适度:生豆粉碎后能过1.5-2.0㎜的筛网;
3、调质温度要高,时间足够:加速熟化,稳定质量;
4、膨化温度合理:130-150℃;
5、冷却速度要快:防止淀粉分子重结晶;
6、线上定时检测脲酶活性;
7、仓库库存数量管控。
理念
1、熟化大豆是优质饲料原料,熟化不好却是“毒药”;
2、如用于幼龄动物,对膨化大豆的要求是宁愿过熟,也不要半分生;
3、在脲酶合格条件下,蛋白溶解度越大越好。
膨化全质大豆的应用1随着人们对膨化全脂大豆营养价值的认识提高和膨化工艺的逐步完善,全脂大豆作为高能、高蛋白饲料资源正越来越多的用于肉鸡、仔猪等饲料中,特别是在目前油脂价格一直攀升、货源相对紧缺,而大豆价格走低的情况下,在饲料生产中使用全脂大豆来降低成本,提高效益,具有十分重要的意义。
? 膨化全质大豆的营养大豆蕴藏着极其丰富的营养物质,但由于生大豆内含有许多抗营养因子,如胰蛋白酶抑制因子、尿素酸、血球凝集素等不利于动物消化吸收的成分,所以不能直接用来饲喂动物。
所谓的膨化全脂大豆是将大豆经膨化机加工而得到的产品。
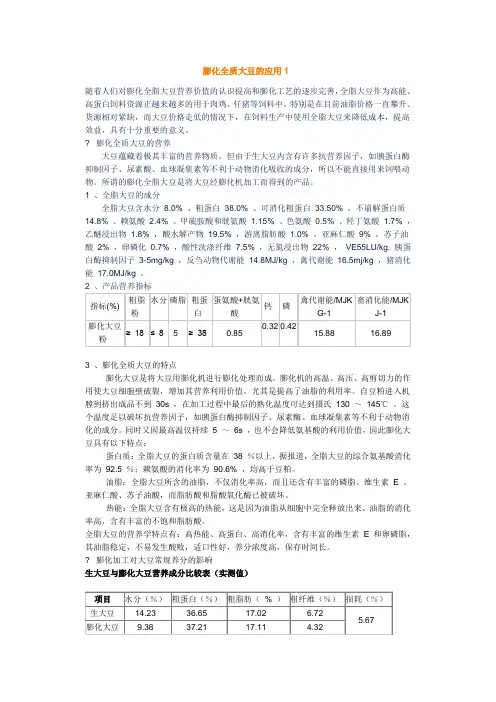
1 、全脂大豆的成分全脂大豆含水分8.0% 、粗蛋白38.0% 、可消化粗蛋白33.50% ,不崩解蛋白质14.8% 、赖氨酸 2.4% 、甲硫胺酸和胱氨酸 1.15% 、色氨酸0.5% 、羟丁氨酸 1.7% ,乙醚浸出物 1.8% ,酸水解产物19.5% ,游离脂肪酸 1.0% ,亚麻仁酸9% ,苏子油酸2% ,卵磷化0.7% ,酸性洗涤纤维7.5% ,无氮浸出物22% ,VE55LU/kg. 胰蛋白酶抑制因子3-5mg/kg ,反刍动物代谢能14.8MJ/kg ,禽代谢能16.5mj/kg ,猪消化能17.0MJ/kg 。
2 、产品营养指标3 、膨化全质大豆的特点膨化大豆是将大豆用膨化机进行膨化处理而成。
膨化机的高温、高压、高剪切力的作用使大豆细胞壁破裂,增加其营养利用价值,尤其是提高了油脂的利用率。
自豆粕进入机膛到挤出成品不到30s ,在加工过程中最后的熟化温度可达到摄氏130 ~145℃。
这个温度足以破坏抗营养因子,如胰蛋白酶抑制因子、尿素酶、血球凝集素等不利于动物消化的成分。
同时又因最高温仅持续 5 ~6s ,也不会降低氨基酸的利用价值,因此膨化大豆具有以下特点:蛋白质:全脂大豆的蛋白质含量在38 %以上,据报道,全脂大豆的综合氨基酸消化率为92.5 %;赖氨酸的消化率为90.6% ,均高于豆粕。
Adjust the Consumption Structure of Food,to Promote theConsumption of Aquatic ProductsLU Lingxiao 1,SONG Zhiping 2(1.Institute Center of Rural Development,Nanjing Agricultural University,Nanjing 210095,Jiangsu,China;2.College of Economics and Management,Nanjing Agricultural University,Nanjing 210095,Jiangsu,China )Abstract:This article take the demand point of view,pointing out that the aquatic products owns many ad -vantages,such as higher nutritional value and higher health standards,the manufacture are more economically feasible and have good ecological effects.Because of restrictions factors including income levels,transport and market conditions and consuming habits,the consumption level of aquatic products in China is relatively low.There exists a significant difference between urban and rural areas,and other regions.Narrow the income gap be -tween urban and rural areas to improve the conditions of transport facilities and logistics,and guide people to change consumption habits is the effective way to improve the aquatic products consumption.Key words:aquatic products;consumption structure;sustainable development 膨化全脂大豆在水产饲料中的应用研究王瑞霞,杨雨虹*(东北农业大学动物科学与技术学院,黑龙江哈尔滨150030)摘要:文章简要介绍了膨化全脂大豆的营养成分、具有的优势及在国内外的应用研究。
膨化大豆一、膨化大豆及其作用全脂膨化大豆经过加热处理,动物的利用率相对提高,一般成分为:水分≤12%,粗脂肪17~19%,粗蛋白质36~39%,粗纤维5.0~6.0%,粗灰粉5.0~6.0%,钙0.24%,磷0.58%。
大豆加工的品质直接会影响使用效果,全脂膨化大豆的加工:合格指标要求为尿素酶活性0.02~0.3,蛋白质分散指数12-25,色泽吸收度3.8~4.3,蛋白质净效用60以上。
膨化后的大豆色泽要新鲜一致,具有其固有的气味,无异味、酸味等,无结块、无发霉变质。
全脂大豆脂肪含量高,且多属不饱和脂肪酸,故应注意脂肪变质问题,脂肪劣化后降低适口性,且造成腹泻。
生大豆熟化的目的,就是有效地破坏大豆中的某些抗营养因子,提高其利用率,使畜禽采食后能获得较好的生产性能。
但是如果熟化过度,又会引起一些氨基酸的破坏;如果熟化程度不够,大豆中的一些抗营养因子,如胰蛋白酶抑制因子、脂肪氧化酶、脲酶等,不能得到有效的破坏,严重影响其利用率,所以必须对大豆的熟化程度做出检测。
一般是测定大豆粉中的脲素酶活性来决定其熟化程度。
对大豆原料进行膨化,其作用有以下几点:1、提高了淀粉的糊化度,生成改性淀粉,具有很强的吸水性和粘接功能。
2、由于蛋白质与淀粉基质结合在一起,因此饲喂时不易流失,只有当动物体内消化酶分解淀粉时才将蛋白质释放出来,提高了蛋白质的效价。
3、膨化过程也使蛋白质发生变性,消除了许多抗营养因子,同时改变了蛋白质的三级结构,缩短了蛋白质在肠道中的水解时间,提高了消化利用率。
4、对于反刍动物来讲,膨化生成瘤胃不可降解蛋白,即过瘤胃蛋白,可避免动物产生氨中毒,提高蛋白质的利用率。
5、膨化处理将大豆分子中囊化油脂释放出来,提高了脂肪的热能值。
6、膨化还将脂肪与淀粉或蛋白一起形成复合产物脂蛋白或脂多糖,降低了游离脂肪酸含量,同时钝化了脂酶,抑制了油脂的降解,减少了产品贮存与运输过程中油脂成分的酸败、哈败。
7、降低水分和粗纤维含量,改善适口性;8、提高低质原料效价,降低饲料成本。
由于全脂膨化大豆粉具有高能高蛋白的特性,在高能高蛋白饲料中有较高的使用价值,并且进行了140-170℃高温处理,降低了胰蛋白酶抑制因子、尿素酶等抗营养因子的活性,提高了利用率,而且它所含脂肪的热能比牛油、猪油高,且多属不饱和脂肪酸,饲料中可以减少添加的脂肪量,大豆在挤压膨化过程中,其物理、化学组成和性质都发生了不同程度的变化,其代谢能值及蛋白质和脂肪的消化率明显提高,各种氨基酸的消化率都在90%以上。
膨化以后,大豆具有较好的适口性和诱食性,提高畜禽的采食量。
膨化后的全脂大豆粉在去掉毒素的同时,保全了大豆的营养成分,权衡配合饲料中能值与蛋白质的限制性影响,可使蛋能比例维持在一个理想的水平上,使用全脂膨化大豆可以节省添加油脂设备和减少饲料中添加油脂的数量,避免了混合加油的不均匀现象,可以改善饲料外观,提高畜禽对饲料的适口性,并且可以减少饲料加工的粉尘浓度,减少混合机、制粒机的磨损,便于随时生产加工以及生产效率的提高。
全脂膨化大豆对肉鸡、蛋鸡、仔猪和水产动物均有良好的饲养效果。
特别是在乳猪饲料中,可以取代豆粕、鱼粉,防止仔猪腹泻,改善适口性,提高仔猪生长速度。
用在粉状肉鸡饲料宜在10%以下,否则影响采食量造成增重的降低,肉鸡颗粒饲料则无此顾虑。
蛋鸡饲料中能完全取代豆粕,可提高蛋重并明显改变蛋黄中脂肪酸组成,显著提高亚麻油酸及亚油酸含量。
膨化的优点(一)对淀粉的影响淀粉糊化度的增加是膨化加工的重要作用之一,除了糊化外,在膨化的原料和饲料中,淀粉会部分水解成糊精,因而改善了动物体内酶的消化条件,特别是水解后的淀粉会刺激仔猪、生长猪胃中乳酸的产生,维持动物体内正常的+,,抑制动物肠道中有害微生物的数量。
膨化饲料中能检出的细菌数甚低,基本上可以清除致病微生物。
(二)对蛋白质的影响饲料原料中的蛋白质经适度热处理可以钝化某些蛋白酶抑制剂,如抗胰蛋白酶、脲酶等,从而提高蛋白质的消化利用率。
经过膨化对蛋白质的含量没有影响。
膨化大豆一、膨化大豆及其作用全脂膨化大豆经过加热处理,动物的利用率相对提高,一般成分为:水分≤12%,粗脂肪17~19%,粗蛋白质36~39%,粗纤维5.0~6.0%,粗灰粉5.0~6.0%,钙0.24%,磷0.58%。
大豆加工的品质直接会影响使用效果,全脂膨化大豆的加工:合格指标要求为尿素酶活性0.02~0.3,蛋白质分散指数12-25,色泽吸收度3.8~4.3,蛋白质净效用60以上。
膨化后的大豆色泽要新鲜一致,具有其固有的气味,无异味、酸味等,无结块、无发霉变质。
全脂大豆脂肪含量高,且多属不饱和脂肪酸,故应注意脂肪变质问题,脂肪劣化后降低适口性,且造成腹泻。
生大豆熟化的目的,就是有效地破坏大豆中的某些抗营养因子,提高其利用率,使畜禽采食后能获得较好的生产性能。
但是如果熟化过度,又会引起一些氨基酸的破坏;如果熟化程度不够,大豆中的一些抗营养因子,如胰蛋白酶抑制因子、脂肪氧化酶、脲酶等,不能得到有效的破坏,严重影响其利用率,所以必须对大豆的熟化程度做出检测。
一般是测定大豆粉中的脲素酶活性来决定其熟化程度。
对大豆原料进行膨化,其作用有以下几点:1、提高了淀粉的糊化度,生成改性淀粉,具有很强的吸水性和粘接功能。
2、由于蛋白质与淀粉基质结合在一起,因此饲喂时不易流失,只有当动物体内消化酶分解淀粉时才将蛋白质释放出来,提高了蛋白质的效价。
3、膨化过程也使蛋白质发生变性,消除了许多抗营养因子,同时改变了蛋白质的三级结构,缩短了蛋白质在肠道中的水解时间,提高了消化利用率。
4、对于反刍动物来讲,膨化生成瘤胃不可降解蛋白,即过瘤胃蛋白,可避免动物产生氨中毒,提高蛋白质的利用率。
5、膨化处理将大豆分子中囊化油脂释放出来,提高了脂肪的热能值。
6、膨化还将脂肪与淀粉或蛋白一起形成复合产物脂蛋白或脂多糖,降低了游离脂肪酸含量,同时钝化了脂酶,抑制了油脂的降解,减少了产品贮存与运输过程中油脂成分的酸败、哈败。
7、降低水分和粗纤维含量,改善适口性;8、提高低质原料效价,降低饲料成本。
大豆的膨化主要有干法膨化和湿法膨化两种方法,这里说的膨化是指湿法膨化,是先将大豆磨碎,调质机内注入蒸汽以提高水分及温度,然后通过挤压机之螺旋轴,经由旋转、摩擦产生高温、高压,再由尖出口小孔喷出,大豆在旋转挤压机内受到短时间及140-170℃之高热,挤出后再干燥冷却即得全脂膨化大豆。
湿法膨化,因为通以蒸汽,易于调质,可以提高单位时间内的产量,而且对一些抗营养因子具有更强的破坏作用,能进一步改善和提高大豆粉的营养价值。
由于全脂膨化大豆粉具有高能高蛋白的特性,在高能高蛋白饲料中有较高的使用价值,并且进行了 140- 170℃高温处理,降低了胰蛋白酶抑制因子、尿素酶等抗营养因子的活性,提高了利用率,而且它所含脂肪的热能比牛油、猪油高,且多属不饱和脂肪酸,饲料中可以减少添加的脂肪量,大豆在挤压膨化过程中,其物理、化学组成和性质都发生了不同程度的变化,其代谢能值及蛋白质和脂肪的消化率明显提高,各种氨基酸的消化率都在 90%以上。
膨化以后,大豆具有较好的适口性和诱食性,提高畜禽的采食量。
膨化后的全脂大豆粉在去掉毒素的同时,保全了大豆的营养成分,权衡配合饲料中能值与蛋白质的限制性影响,可使蛋能比例维持在一个理想的水平上,使用全脂膨化大豆可以节省添加油脂设备和减少饲料中添加油脂的数量,避免了混合加油的不均匀现象,可以改善饲料外观,提高畜禽对饲料的适口性,并且可以减少饲料加工的粉尘浓度,减少混合机、制粒机的磨损,便于随时生产加工以及生产效率的提高。
膨化大豆粉一般水份含量高购买时最好能检测。
膨化大豆粉一般保质期为2月左右。
根据养猪实践建议乳猪配合饲料中添加的比例不要超过15%,保育猪配合饲料中添加的比例约5-10%,哺乳母猪配合饲料中添加10-15%较好。
(资料素材和资料部分来自网络,供参考。
可复制、编制,期待你的好评与关注)。
豆粕_膨化全脂大豆及木薯在动物饲料中的应用2008年第3期中国牧业通讯为进一步加强美国大豆协会-国际项目(ASA-IM)与地方饲料企业的合作,拓宽国内饲料企业技术人员的国际视野,提高国内饲料技术水平,学习泰国在新饲料原料应用方面的先进技术,应对目前国内不断高涨的饲料原料行情,增强饲料企业生产的灵活性及改善饲料产品的经济效益,由ASA-IM饲料技术主任程宗佳博士为团长的“豆粕、膨化全脂大豆及木薯在动物饲料中的应用”赴泰研修班一行41人,于2007年12月,进行了为期1周的学习和参观活动。
本次活动得到了中国饲料工业协会、ASA-IM泰国办事处及各地方饲料企业的大力支持和积极配合,在ASA-IM的精心安排和全程陪同下,首先,邀请了泰国农业大学动物科学系的吾泰?卡托副教授和苏甘亚?菊图朴蓬讲师在曼谷进行了2天的技术培训,培训主要内容为饲料生产技术、饲料原料品质控制和膨化大豆-木薯日粮的配制和应用,其间,泰国商业部外贸司的官员就泰国木薯产业发展现状进行了详细阐述。
之后,研修班参观了纳考帕托姆省的木薯种植和加工厂,深入了解了木薯的种植、收获、去皮、粉碎、去毒等加工工艺,结合技术培训的理论知识加深了对木薯生产及应用的实际了解。
此外,研修班参观了泰国正大(CP)新建的现代化饲料生产厂,并就膨化大豆-木薯日粮的配制、生产及应用与该厂技术人员进行了深入交流,通过理论联系实际加强了对本次研修班主题的理解和认识。
现将有关情况介绍如下。
1泰国饲料工业泰国位于东南亚,农业在其经济和社会结构中具有重要地位。
农业收入的60%来自农作物,其余来自水产养殖业、畜牧业、农产品加工和农业服务。
泰国的肉鸡行业基本实行一条龙服务,大的商业饲料公司生产饲料,并为有合同关系的农户提供兽医服务,生产周期结束时按合同价格收购肉鸡,通常还经营自己的养鸡场以供应出口市场。
泰国的肉鸡一条龙企业已成功地向日本和欧盟出口冷却、冷冻鸡肉和各种分割肉。
泰国的养猪业也全面商业化,与水产业相似,逐渐向一条龙企业形式发展。
膨化大豆一、膨化大豆及其作用全脂膨化大豆经过加热处理,动物的利用率相对提高,一般成分为:水分≤12%,粗脂肪17~19%,粗蛋白质36~39%,粗纤维5.0~6.0%,粗灰粉5.0~6.0%,钙0.24%,磷0.58%。
大豆加工的品质直接会影响使用效果,全脂膨化大豆的加工:合格指标要求为尿素酶活性0.02~0.3,蛋白质分散指数12-25,色泽吸收度3.8~4.3,蛋白质净效用60以上。
膨化后的大豆色泽要新鲜一致,具有其固有的气味,无异味、酸味等,无结块、无发霉变质。
全脂大豆脂肪含量高,且多属不饱和脂肪酸,故应注意脂肪变质问题,脂肪劣化后降低适口性,且造成腹泻。
生大豆熟化的目的,就是有效地破坏大豆中的某些抗营养因子,提高其利用率,使畜禽采食后能获得较好的生产性能。
但是如果熟化过度,又会引起一些氨基酸的破坏;如果熟化程度不够,大豆中的一些抗营养因子,如胰蛋白酶抑制因子、脂肪氧化酶、脲酶等,不能得到有效的破坏,严重影响其利用率,所以必须对大豆的熟化程度做出检测。
一般是测定大豆粉中的脲素酶活性来决定其熟化程度。
对大豆原料进行膨化,其作用有以下几点:1、提高了淀粉的糊化度,生成改性淀粉,具有很强的吸水性和粘接功能。
2、由于蛋白质与淀粉基质结合在一起,因此饲喂时不易流失,只有当动物体内消化酶分解淀粉时才将蛋白质释放出来,提高了蛋白质的效价。
3、膨化过程也使蛋白质发生变性,消除了许多抗营养因子,同时改变了蛋白质的三级结构,缩短了蛋白质在肠道中的水解时间,提高了消化利用率。
4、对于反刍动物来讲,膨化生成瘤胃不可降解蛋白,即过瘤胃蛋白,可避免动物产生氨中毒,提高蛋白质的利用率。
5、膨化处理将大豆分子中囊化油脂释放出来,提高了脂肪的热能值。
6、膨化还将脂肪与淀粉或蛋白一起形成复合产物脂蛋白或脂多糖,降低了游离脂肪酸含量,同时钝化了脂酶,抑制了油脂的降解,减少了产品贮存与运输过程中油脂成分的酸败、哈败。
7、降低水分和粗纤维含量,改善适口性;8、提高低质原料效价,降低饲料成本。
膨化技术及其在饲料中的应用
膨化技术是一种通过高温高压处理饲料原料,使其在瞬间受到剪切力和高温膨胀,从而达到杀菌、膨化、改善饲料口感等效果的加工技术。
膨化技术在饲料中的应用主要有以下几个方面:
1. 提高饲料消化率:膨化能够破坏饲料中的淀粉、蛋白质等结构,使其更易于动物消化吸收。
膨化后的饲料具有更高的消化率和能量利用率,能够提高动物的生长速度和饲料转化率。
2. 增加饲料口感:膨化后的饲料具有松软口感,易于动物咀嚼和吞咽。
尤其对于幼崽和老年动物来说,可以通过膨化技术改善饲料的口感,增加其食欲,提高食物摄取量。
3. 杀菌灭菌:高温高压处理可以在一定程度上杀死饲料中的细菌、寄生虫和病毒等有害微生物,减少动物感染疾病的风险。
4. 增加饲料稳定性:膨化技术能够破坏饲料中的抗营养物质,减少其对动物的影响,提高饲料的稳定性和储存时间。
5. 提高饲料中的营养成分利用率:膨化可以破坏纤维素等难以降解的物质,释放其中的营养成分,提高饲料中的能量和营养物质利用率。
总的来说,膨化技术在饲料加工中能够改善饲料的口感、消化率和利用率,提高动物的生产性能和抵抗力,具有重要的应用价值。
在仔猪饲料中使用膨化豆粕和膨化大豆那个好?为了熟化豆粕或玉米,提前90度高温制粒再粉碎,作为原料;加入其成分后,二次低温制粒。
好处是:把生的搞熟了,把怕热的避免了。
用膨化豆粕加油根本比不上膨化大豆,大家想一下你按照正常厨艺做得稀饭好喝呢,还是先炒面再活水好喝呢?是下面条好吃呢?还是开水泡面好吃呢?膨化全脂大豆在营养及使用方面显然优于膨化豆粕。
豆粕是大豆预榨、浸出后所得,预榨前一般经历90~105度的膨胀(提升料温、软化物料、使细胞壁适度破坏加速出油),与膨化要求的温度130~135度相差甚远,所以豆粕的熟化度不及膨化大豆,在做幼畜料时还需膨化,只不过温度在120度左右即可。
用过了才知道膨化大豆确实要比膨化豆粕好呀,主要反映在猪只的抗拉稀和长势方面潘老师说的乳猪料二次制粒很多厂家都在采用效果确实好控制好膨化工艺,热敏性抗营养因子应该低于一般豆粕膨化全脂大豆和豆粕的应用是否还受到经济因素的影响?全脂大豆、豆粕、豆油的价格可能会影响全脂大豆的使用。
记得有个公式可提供一些依据。
一般国产大豆一吨出油170公斤左右(出油率17%左右),出豆粕780---800公斤左右,进口大豆一吨出油200公斤左右(出油率20%左右),出豆粕780公斤左右。
(这就是为何国产大豆不敌进口大豆的原因,一般来说榨油厂卖出的豆粕基本上是买大豆的成本,剩下的豆油就是利润)。
这样就可看出他们的性价比了。
膨化大豆目前的施行国标对尿素酶活性的限定是0.3以下,估计很快会修正到0.2。
尿素酶活性低固然好,但过度熟化会使蛋白变性,影响消化吸收率,所以很多大点的企业不仅要求控制尿素酶,还测定蛋白溶解度,一般以75%~85%为宜。
这是仁者见仁智者见智的问题,首先不管是膨化大豆也好,还是膨化豆粕,我们都要保证事不是做到去其糟粕,取其精华,效果上面在饲养中没有很明显的差异,因为两者不是饲料里面的唯一一种原料,玉米不好,再好的豆粕豆油、什么膨化大豆都没有用,这个命题本身有错。
膨化大豆在饲料中的应用时间:2014年1月16日作者:张某信息来源于饲料英才网由于全脂膨化大豆粉具有高能高蛋白的特性,在高能高蛋白饲料中有较高的使用价值,并且进行了140-170℃高温处理,降低了胰蛋白酶抑制因子、尿素酶等抗营养因子的活性,提高了利用率,而且它所含脂肪的热能比牛油、猪油高,且多属不饱和脂肪酸,饲料中可以减少添加的脂肪量,大豆在挤压膨化过程中,其物理、化学组成和性质都发生了不同程度的变化,其代谢能值及蛋白质和脂肪的消化率明显提高,各种氨基酸的消化率都在90%以上。
膨化以后,大豆具有较好的适口性和诱食性,提高畜禽的采食量。
膨化后的全脂大豆粉在去掉毒素的同时,保全了大豆的营养成分,权衡配合饲料中能值与蛋白质的限制性影响,可使蛋能比例维持在一个理想的水平上,使用全脂膨化大豆可以节省添加油脂设备和减少饲料中添加油脂的数量,避免了混合加油的不均匀现象,可以改善饲料外观,提高畜禽对饲料的适口性,并且可以减少饲料加工的粉尘浓度,减少混合机、制粒机的磨损,便于随时生产加工以及生产效率的提高。
全脂膨化大豆对肉鸡、蛋鸡、仔猪和水产动物均有良好的饲养效果。
特别是在乳猪饲料中,可以取代豆粕、鱼粉,防止仔猪腹泻,改善适口性,提高仔猪生长速度。
用在粉状肉鸡饲料宜在10%以下,否则影响采食量造成增重的降低,肉鸡颗粒饲料则无此顾虑。
蛋鸡饲料中能完全取代豆粕,可提高蛋重并明显改变蛋黄中脂肪酸组成,显著提高亚麻油酸及亚油酸含量。
膨化的优点(一)对淀粉的影响淀粉糊化度的增加是膨化加工的重要作用之一,除了糊化外,在膨化的原料和饲料中,淀粉会部分水解成糊精,因而改善了动物体内酶的消化条件,特别是水解后的淀粉会刺激仔猪、生长猪胃中乳酸的产生,维持动物体内正常的抑制动物肠道中有害微生物的数量。
膨化饲料中能检出的细菌数甚低,基本上可以清除致病微生物。
(二)对蛋白质的影响饲料原料中的蛋白质经适度热处理可以钝化某些蛋白酶抑制剂,如抗胰蛋白酶、脲酶等,从而提高蛋白质的消化利用率。
河北农业大学硕士(毕业)论文文献综述膨化全脂大豆的研究进展及其在断奶仔猪上的应用j年—L剐百蛋白质是动物必需的一种营养物质,在机体内发挥着重要的作用。
仔猪断奶后必须从饲料中摄取足够的蛋白质,才能维持正常的生命和生产活动,同时防止各种缺乏症的出现。
大豆是一种优良的蛋白质资源,其中含有35%的粗蛋白,而且必需氨基酸丰富平衡,它为全世界提供了超过1/4的油脂和2/3的蛋白质。
但生大豆中含有胰蛋白酶抑制因子(TI)等抗营养因子和抗原蛋白——大豆球蛋白和13—伴大豆球蛋白,用生大豆喂仔猪会引起仔猪腹泻及生产性能的降低。
早期断奶仔猪腹泻是影响仔猪生产的一个世界性难题。
近二十年的研究表明:饲粮是引起仔猪断奶后腹泻的重要原因。
饲粮的蛋白质水平和来源、纤维物质、饲料的酸碱性、矿物质及抗营养因子均与腹泻有关。
其中蛋白质水平是引起腹泻的直接原因之一,高蛋白日粮比低蛋白日粮更易造成腹泻。
Stokes等(1987)…观察到3周龄断奶仔猪采食大豆为唯一蛋白质来源的饲粮后第5天发生超敏反应,一周后超敏反应消失。
Li等(1991)”1测出早期断奶仔猪采食大豆蛋白后血液中含有高水平的抗大豆抗体IgG。
因此如何去除大豆中的抗原物质及抗营养因子,降低或消除其抗营养作用,提高大豆的营养价值,是多年来人们十分关心的研究课题。
为了降低大豆对断奶仔猪腹泻及生产性能的不利影响,提高大豆中各种养分的利用率,人们对大豆产品的加工工艺进行了无数研究。
0sborme和Mendel(1917)”1首次发表了关于热处理可以极大地改善大豆对生长鼠的营养价值的研究报道。
20世纪50年代美国将膨化技术应用于饲料工业。
挤压膨化的高温、高压、高剪切力的瞬时作用,有利于蛋白质的变性、淀粉的糊化及大豆油细胞的破裂,从而提高大豆的营养价值,因此受到人们的普遍关注。
到了80年代该技术便成为国外发展速度最快的饲料加工新技术。
主要用于特种动物、水产饲料及断奶仔猪料的开发,最近10年,在美国和欧洲,人们喜欢用整粒熟大豆饲喂家畜,膨化全脂大豆在畜禽上的应用得到了空前发展。
大豆的膨化主要有干法膨化和湿法膨化两种方法,这里说的膨化是指湿法膨化,是先将大豆磨碎,调质机内注入蒸汽以提高水分及温度,然后通过挤压机之螺旋轴,经由旋转、摩擦产生高温、高压,再由尖出口小孔喷出,大豆在旋转挤压机内受到短时间及140-170℃之高热,挤出后再干燥冷却即得全脂膨化大豆。
湿法膨化,因为通以蒸汽,易于调质,可以提高单位时间内的产量,而且对一些抗营养因子具有更强的破坏作用,能进一步改善和提高大豆粉的营养价值。
由于全脂膨化大豆粉具有高能高蛋白的特性,在高能高蛋白饲料中有较高的使用价值,并且进行了140-170℃高温处理,降低了胰蛋白酶抑制因子、尿素酶等抗营养因子的活性,提高了利用率,而且它所含脂肪的热能比牛油、猪油高,且多属不饱和脂肪酸,饲料中可以减少添加的脂肪量,大豆在挤压膨化过程中,其物理、化学组成和性质都发生了不同程度的变化,其代谢能值及蛋白质和脂肪的消化率明显提高,各种氨基酸的消化率都在90%以上。
膨化以后,大豆具有较好的适口性和诱食性,提高畜禽的采食量。
膨化后的全脂大豆粉在去掉毒素的同时,保全了大豆的营养成分,权衡配合饲料中能值与蛋白质的限制性影响,可使蛋能比例维持在一个理想的水平上,使用全脂膨化大豆可以节省添加油脂设备和减少饲料中添加油脂的数量,避免了混合加油的不均匀现象,可以改善饲料外观,提高畜禽对饲料的适口性,并且可以减少饲料加工的粉尘浓度,减少混合机、制粒机的磨损,便于随时生产加工以及生产效率的提高。
膨化大豆粉一般水份含量高购买时最好能检测。
膨化大豆粉一般保质期为2月左右。
根据养猪实践建议乳猪配合饲料中添加的比例不要超过15%,保育猪配合饲料中添加的比例约5-10%,哺乳母猪配合饲料中添加10-15%较好。